Chương 7: Kiểm soát số máy tính và hệ thống NC bằng Tiếng Việt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
Điều khiển số (NC) là một dạng tự động hóa có thể lập trình trong đó các hoạt động cơ học của máy công cụ hoặc thiết bị khác được điều khiển bởi một chương trình chứa dữ liệu chữ số được mã hóa. Tài liệu được sưu tầm, biên soạn dưới dạng file PDF gồm 57 trang, giúp các bạn học tốt, ôn tập hiệu quả, đạt kết quả cao trong các bài thi, bài kiểm tra sắp tới. Mời bạn đón xem!
Môn: FMS & CIM 12 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:


Preview text:
lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google
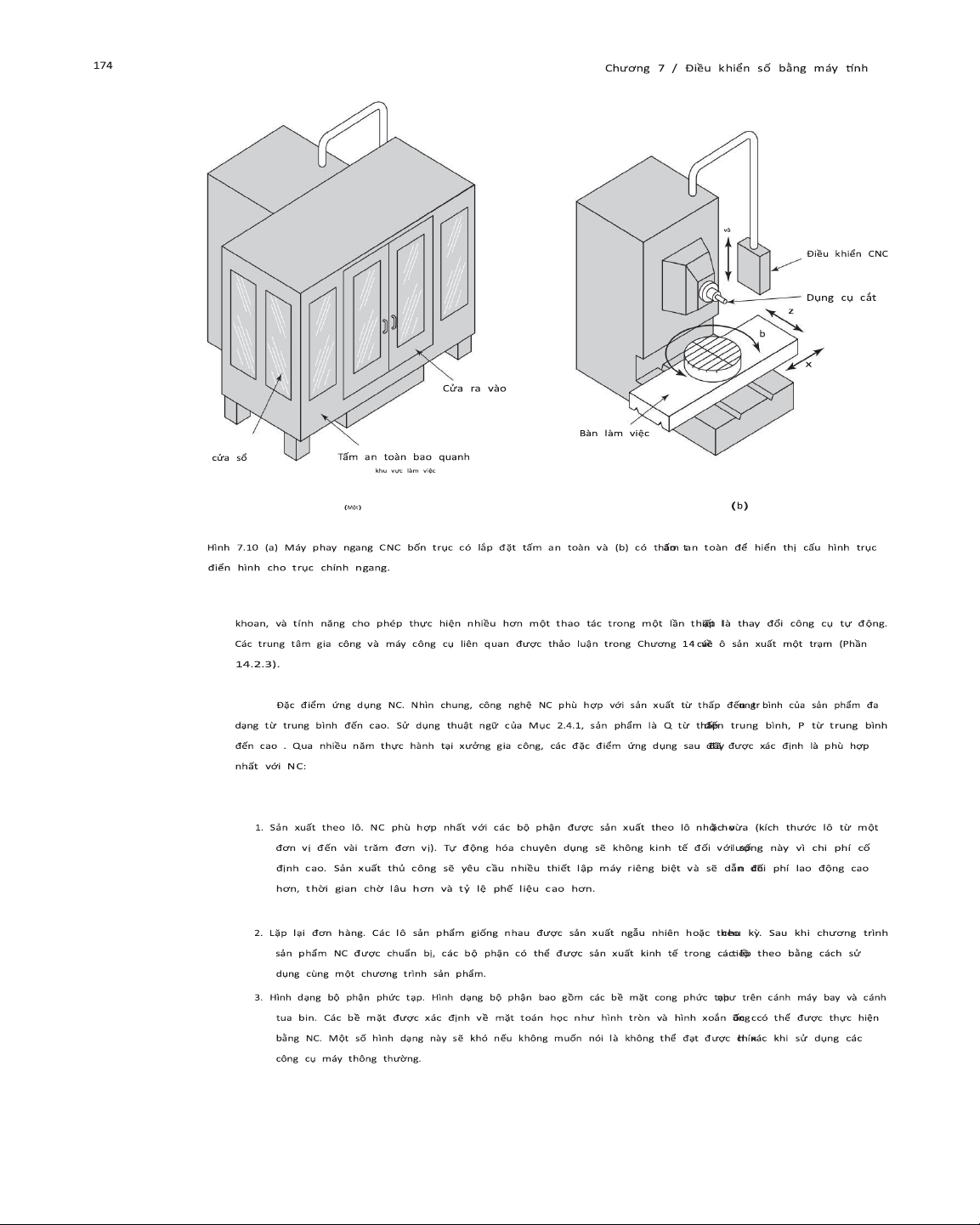
Chương 7 / Điều khiển s ố bằng m áy tính 159
trong s uốt dự á n. Điều đ áng chú ý là một bằng s áng c hế cũng đ ã được J ohn Parsons v à Frank S tulen
nộp vào tháng 5 năm 1952 c ho một Thiết bị đ iều k hiển bằng đ ộng cơ đ ể đ ịnh vị m áy công c ụ dựa trên ý tưởng sử d ụng t hẻ
đục lỗ v à bộ đ iều khiển c ơ học thay v ì đ iện tử.
Bằng s áng c hế này được c ấp vào tháng 1 năm 1958. N hìn lại, r õ r àng là n ghiên c ứu c ủa M IT đ ã c ung cấp nguyên m ẫu cho những phát t
riển tiếp t heo t rong công n ghệ NC. Theo n hư c húng t a b iết, c hưa từng c ó m áy thương mại n ào được giới t hiệu sử d ụng cấu h ình Parsons–Stulen.
Sau khi máy N C đi v ào hoạt đ ộng vào tháng 3 năm 1952, các bộ p hận t hử n ghiệm đã đ ược y êu cầu từ c ác công t y máy bay t
rên khắp c ả n ước để t ìm hiểu v ề các tính n ăng v ận h ành và k inh t ế của N C. Một số lợi t hế tiềm năng c ủa NC đ ã được t hấy r õ từ c ác
thử nghiệm n ày. C húng b ao g ồm đ ộ chính xác và k hả năng lặp l ại tốt, giảm t hời g ian không c ắt trong chu kỳ g ia c ông và k hả n ăng gia
công c ác hình học phức t ạp. L ập trình bộ p hận được c oi là m ột khó khăn đ ối v ới c ông n ghệ mới. M ột cuộc t rình diễn c ông khai v ề m áy
đã đ ược tổ c hức vào t háng 9 năm 1 952 c ho c ác n hà c hế tạo máy công c ụ ( dự kiến là c ác công t y s au đó sẽ p hát t riển các sản phẩm t
rong c ông n ghệ mới), các n hà sản xuất linh k iện m áy bay (dự kiến l à n hững người dùng c hính của N C) v à c ác b ên q uan tâm khác.
Phản ứ ng của các công t y sản xuất m áy công c ụ s au các cuộc t rình diễn “dao đ ộng t ừ sự l ạc quan thận t rọng đến sự t iêu c ực
hoàn toàn” [ 9, tr. 61]. H ầu hết các công t y đều l o n gại v ề một hệ t hống dựa trên ố ng chân k hông, không n hận ra r ằng ống s ẽ sớm bị t
hay t hế b ởi b óng b án d ẫn v à
mạch t ích h ợp. Họ c ũng l o lắng v ề trình đ ộ của nhân v iên đ ể bảo t rì các thiết b ị như v ậy v à n hìn chung đều hoài n ghi v ề khái n iệm N C.
Dự đoán đ ược p hản ứng n ày, Không quân đ ã t ài trợ c ho h ai nhiệm vụ b ổ sung: ( 1) phổ biến t hông tin cho ngành công n ghiệp v à (2) m
ột n ghiên cứu k inh tế. Nhiệm vụ p hổ biến t hông tin bao gồm nhiều c huyến thăm c ủa nhân v iên P hòng thí n ghiệm S ervo đ ến các công t y
t rong ngành công c ụ máy c ũng như các chuyến t hăm c ủa nhân v iên trong n gành đ ến P hòng thí nghiệm đ ể q uan sát c ác cuộc trình d iễn
về m áy nguyên m ẫu. Nghiên c ứu k inh t ế c ho t hấy rõ ràng rằng c ác ứng dụng c ủa máy công c ụ NC đ a n ăng là t rong sản xuất s ố l ượng í t
và t rung b ình, trái n gược với các dây chuyền c huyển g iao k iểu Detroit, chỉ có t hể được b iện minh c ho s ố l ượng rất lớn.
Năm 1956, Không q uân quyết định t ài trợ cho v iệc phát t riển máy công c ụ NC t ại m ột s ố c ông ty s ản xuất m áy bay và những
m áy này đã đ ược đưa vào hoạt đ ộng t ừ năm 1 958 đến n ăm 1 960. N hững lợi thế của N C nhanh chóng t rở nên rõ ràng v à c ác công t y
hàng k hông vũ t rụ b ắt đ ầu đ ặt h àng m áy NC m ới. Trong m ột số trường h ợp, h ọ thậm c hí còn tự c hế tạo các đơn v ị của r iêng mình. Đ
iều này đóng v ai trò kích t hích các công t y máy công c ụ c òn lại vẫn chưa á p dụng N C. N hững t iến b ộ t rong công n ghệ máy t ính cũng t
húc đẩy s ự phát t riển hơn nữa. Ứ ng dụng đ ầu tiên của m áy tính kỹ t huật số c ho NC l à lập trình b ộ phận. Năm 1956, M IT đã chứng m
inh tính k hả thi c ủa h ệ t hống l ập t rình bộ p hận h ỗ trợ máy t ính bằng c ách sử d ụng n guyên m ẫu máy tính kỹ t huật số b an đ ầu đ ược p
hát triển tại MIT. D ựa trên b ản trình diễn n ày, K hông quân đã t ài trợ cho v iệc phát t riển n gôn n gữ lập trình b ộ phận. Nghiên c ứu này
đã d ẫn đến sự p hát t riển của ngôn n gữ APT v ào n ăm 1 958.
Hệ thống c ông cụ đ ược lập t rình tự động ( APT) là đ ứa con tinh t hần c ủa n hà t oán học Douglas Ross, n gười làm việc t ại Phòng thí
nghiệm S ervomechanisms của MIT v ào t hời điểm đ ó. H ãy nhớ l ại rằng dự á n n ày được bắt đ ầu vào những năm 1950, thời đ iểm c ông
nghệ m áy t ính k ỹ thuật s ố
còn trong giai đ oạn t rứng nước, cũng n hư các ngôn n gữ lập trình máy t ính và p hương pháp liên quan. Dự á n A PT là một nỗ l ực tiên p
hong, k hông chỉ trong việc p hát triển c ông nghệ N C m à còn trong các khái n iệm lập t rình máy tính, đồ h ọa máy tính v à thiết k ế hỗ t rợ
m áy t ính ( CAD). Ross hình d ung ra m ột hệ t hống lập trình bộ p hận t rong đó ( 1) người dùng s ẽ chuẩn b ị c ác h ướng d ẫn
vận hành m áy công c ụ bằng c ác từ g iống tiếng Anh, ( 2) máy tính k ỹ thuật s ố sẽ d ịch c ác h ướng d ẫn này thành n gôn ngữ mà m áy tính c
ó thể h iểu và x ử lý, ( 3) máy tính sẽ t hực h iện các p hép tính s ố học v à hình h ọc cần thiết để t hực h iện các hướng d ẫn và (4) m áy tính
sẽ x ử l ý thêm ( hậu x ử lý) các hướng dẫn đ ể bộ đ iều khiển m áy công cụ c ó t hể diễn giải c húng. Ô ng cũng n hận ra r ằng h ệ
thống l ập trình có thể m ở rộng c ho các ứng dụng n goài những ứng d ụng được x em x ét trong n ghiên cứu trực tiếp t ại MIT (các ứ ng dụng p hay). lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google
Mục 7.1 / Cơ s ở công n ghệ NC 165
BẢNG 7 .1 Phương p háp nội suy điều k hiển s ố cho điều k hiển đường d ẫn liên t ục
Nội suy tuyến t ính. Đây là p hương pháp c ơ bản nhất v à được s ử dụng k hi cần tạo đường t hẳng trong N C đường l iên tục. Đ ôi khi, c ác chương trình n ội suy tuyến
tính h ai trục v à ba trục đ ược p hân b iệt trong t hực t ế, nhưng về mặt khái n iệm t hì chúng giống n hau. Người l ập trình c hỉ định điểm b ắt đầu và đ iểm kết thúc c
ủa đường thẳng và t ốc độ nạp liệu s ẽ
được s ử dụng d ọc theo đ ường thẳng. Bộ n ội suy tính t oán tốc độ n ạp liệu cho mỗi trục t rong s ố hai (hoặc b a) trục để đ ạt
được tốc độ n ạp liệu đã c hỉ định.
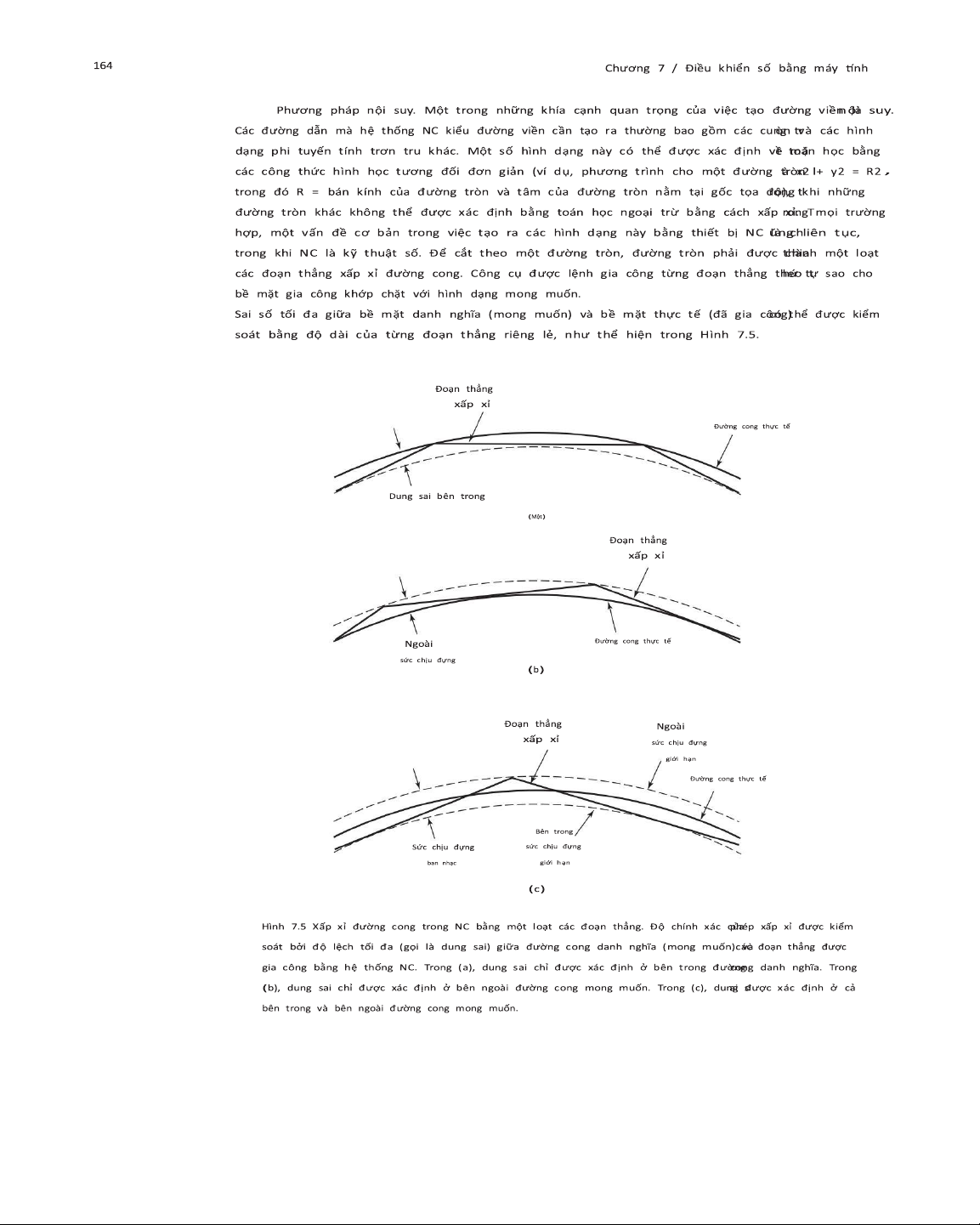
Nội suy tròn. P hương pháp n ày cho phép l ập trình cung t ròn b ằng cách c hỉ định c ác thông s ố sau tham s ố: (1) tọa độ của điểm b ắt đầu, ( 2) tọa độ
của điểm c uối, (3) tâm hoặc b án kính c ủa cung, và ( 4) hướng của
dao cắt dọc theo c ung. Đ ường chạy d ao được t ạo ra bao gồm một loạt c ác đoạn t hẳng nhỏ (xem H ình 7 .5) đ ược tính toán b ởi mô-đun nội suy. D ao
cắt được h ướng di c huyển dọc theo t ừng đoạn t hẳng m ột để tạo ra đường t ròn t rơn tru.
Nội s uy xoắn ốc. Phương p háp này kết h ợp sơ đồ nội suy tròn c ho hai trục v ới chuyển động t uyến tính c ủa trục t hứ ba. Điều này cho phép x ác
định đ ường x oắn ốc t rong không g ian b a chiều. Ứng dụng bao gồm g ia công các ren bên trong l ớn, t hẳng hoặc c ôn.
Nội s uy parabol và khối. Các thói q uen n ày cung c ấp các phép t ính gần đ úng của các đường c ong d ạng tự d o bằng c ách sử dụng c ác phương trình b ậc cao
hơn. C húng thường đòi hỏi sức mạnh t ính t oán đ áng kể và không p hổ biến như nội suy tuyến t ính v à nội suy tròn. H ầu hết các ứng dụng đều n ằm trong
ngành h àng không v ũ trụ và ô tô đối với các thiết k ế dạng t ự do k hông thể được x ấp xỉ chính x ác và thuận t iện b ằng cách k ết hợp nội suy tuyến t ính và n ội suy tròn.
Nếu người l ập trình được yêu c ầu chỉ định các điểm c uối cho t ừng đ oạn t hẳng, n hiệm vụ lập trình sẽ cực kỳ k hó
khăn và đầy rẫy l ỗi. Ngoài ra, chương t rình b ộ p hận s ẽ c ực k ỳ dài vì s ố lượng điểm lớn. Để g iảm bớt gánh nặng, c ác quy
trình nội s uy đ ã đ ược p hát triển để t ính toán các điểm t rung gian mà máy cắt p hải tuân theo để t ạo r a m ột đ ường d ẫn cụ
thể được x ác định về mặt toán h ọc hoặc gần đúng.
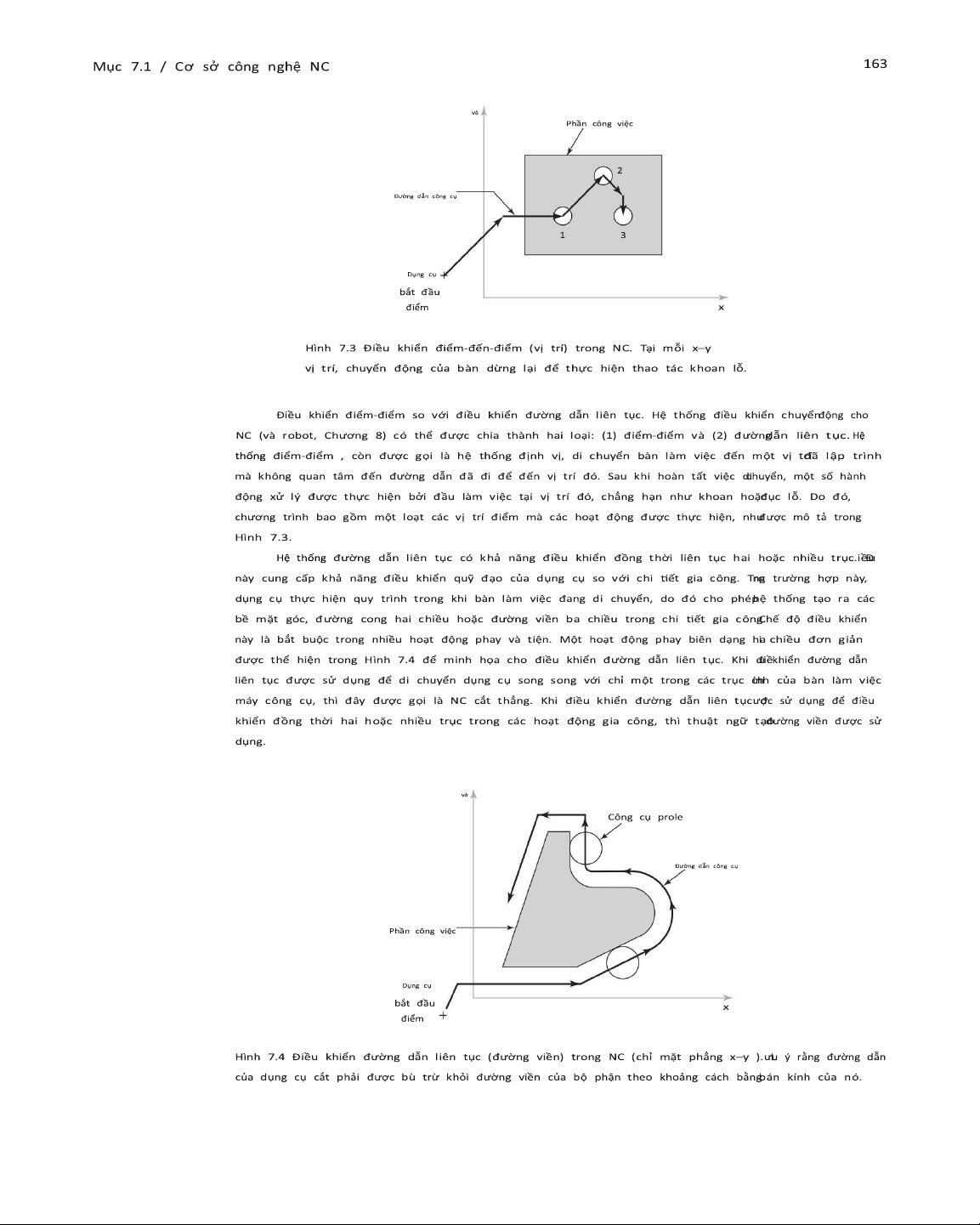
Có m ột số phương pháp nội s uy có sẵn để giải quyết c ác vấn đề g ặp p hải k hi t ạo đường dẫn l iên tục mượt mà
trong q uá trình tạo đường v iền. Chúng bao g ồm ( 1) n ội s uy tuyến tính, ( 2) nội suy tròn, (3) n ội suy xoắn ốc, (4) n ội suy
parabol v à ( 5) n ội suy khối. M ỗi quy trình này, đ ược mô tả ngắn gọn trong B ảng 7.1, cho phép l ập t rình v iên
tạo ra các lệnh máy cho c ác đường dẫn tuyến t ính hoặc cong bằng c ách s ử d ụng t ương đ ối ít t ham số đầu vào. Mô-đun nội
s uy trong MCU thực hiện c ác phép tính v à c hỉ đ ạo c ông c ụ dọc t heo đường dẫn. Trong c ác hệ thống CNC, bộ n ội suy
thường được t hực h iện b ằng p hần mềm. B ộ nội suy tuyến tính v à tròn hầu như luôn đ ược bao gồm trong các h ệ t hống C NC h iện
đại, trong khi nội suy x oắn ốc là một tùy c họn phổ biến. Nội suy p arabol v à k hối í t p hổ biến h ơn vì chúng chỉ cần t hiết cho
các xưởng g ia công tạo ra các đ ường v iền b ề m ặt p hức tạp.
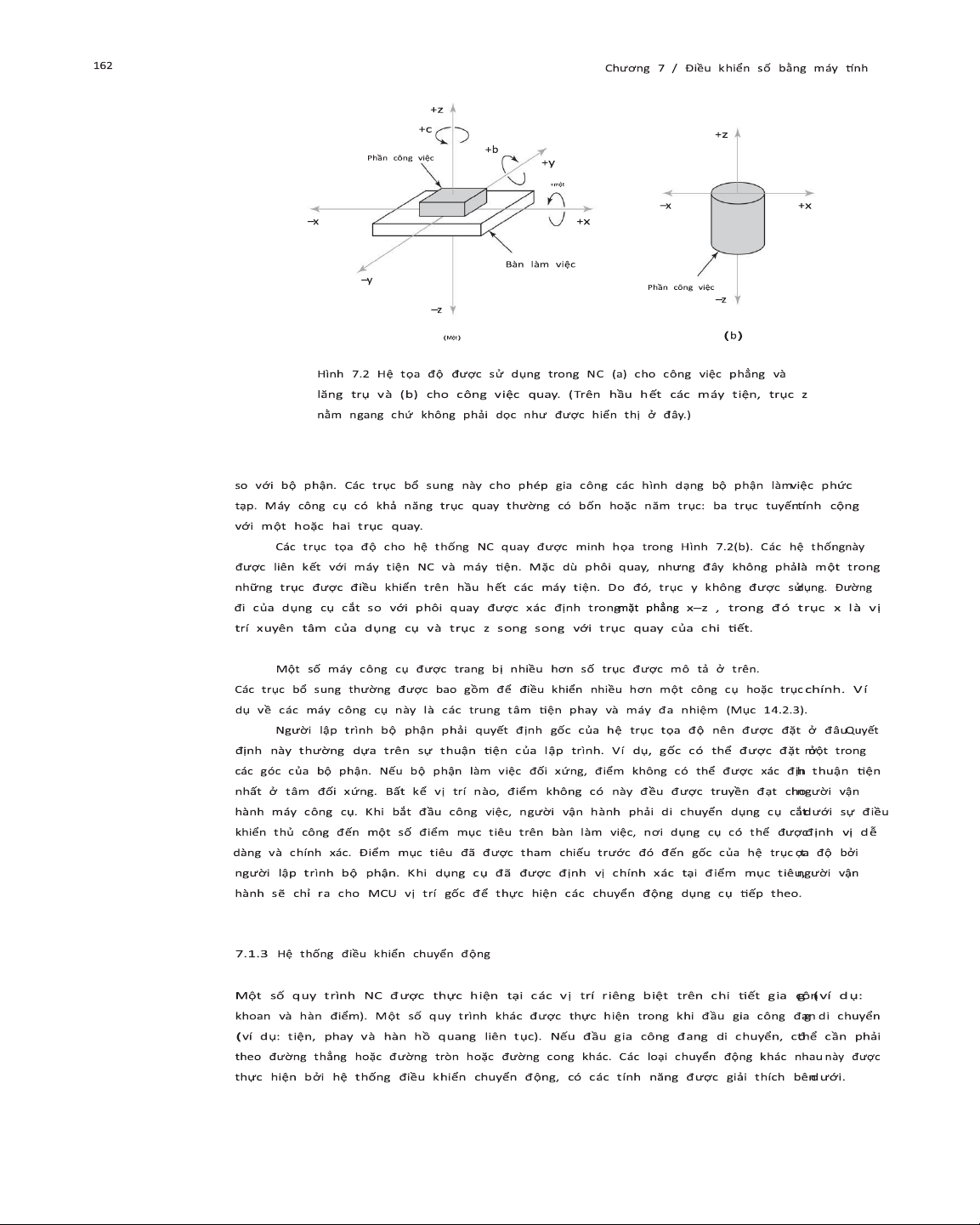
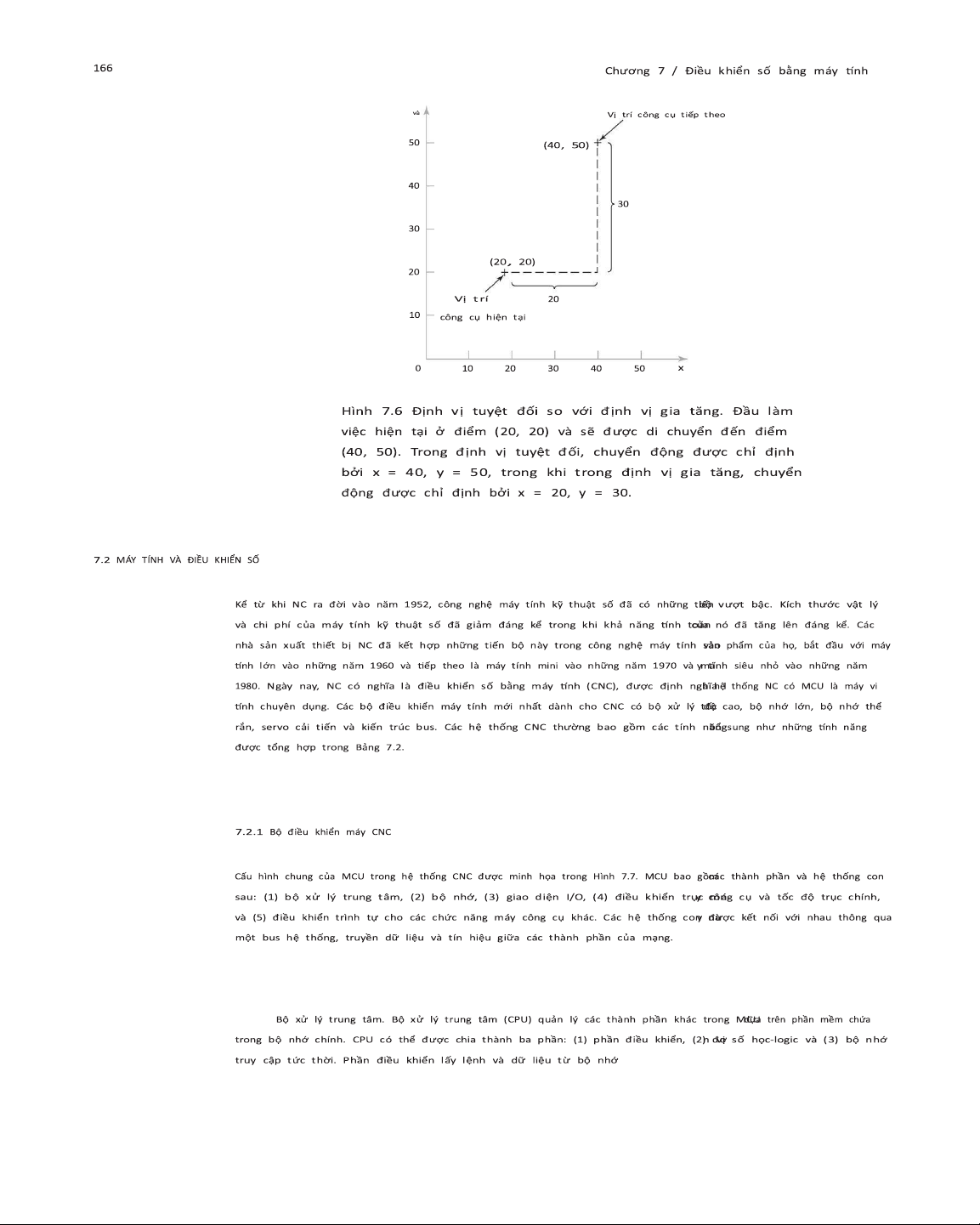
Định vị tuyệt đ ối so với định vị g ia tăng. Một khía cạnh k hác c ủa đ iều k hiển c huyển động l iên quan đến việc liệu c
ác vị trí được xác đ ịnh theo gốc của h ệ t ọa đ ộ ( định v ị tuyệt đối) hay theo v ị trí trước đó của công c ụ (định vị gia tăng). T
rong đ ịnh v ị tuyệt đối, các vị t rí đầu làm việc luôn đ ược xác định theo gốc c ủa hệ trục. T rong đ ịnh v ị g ia tăng, v ị trí đầu
làm việc t iếp theo được xác định t heo vị trí hiện t ại. S ự k hác b iệt được m inh họa trong Hình 7 .6. lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google 168
Chương 7 / Điều k hiển s ố bằng m áy tính
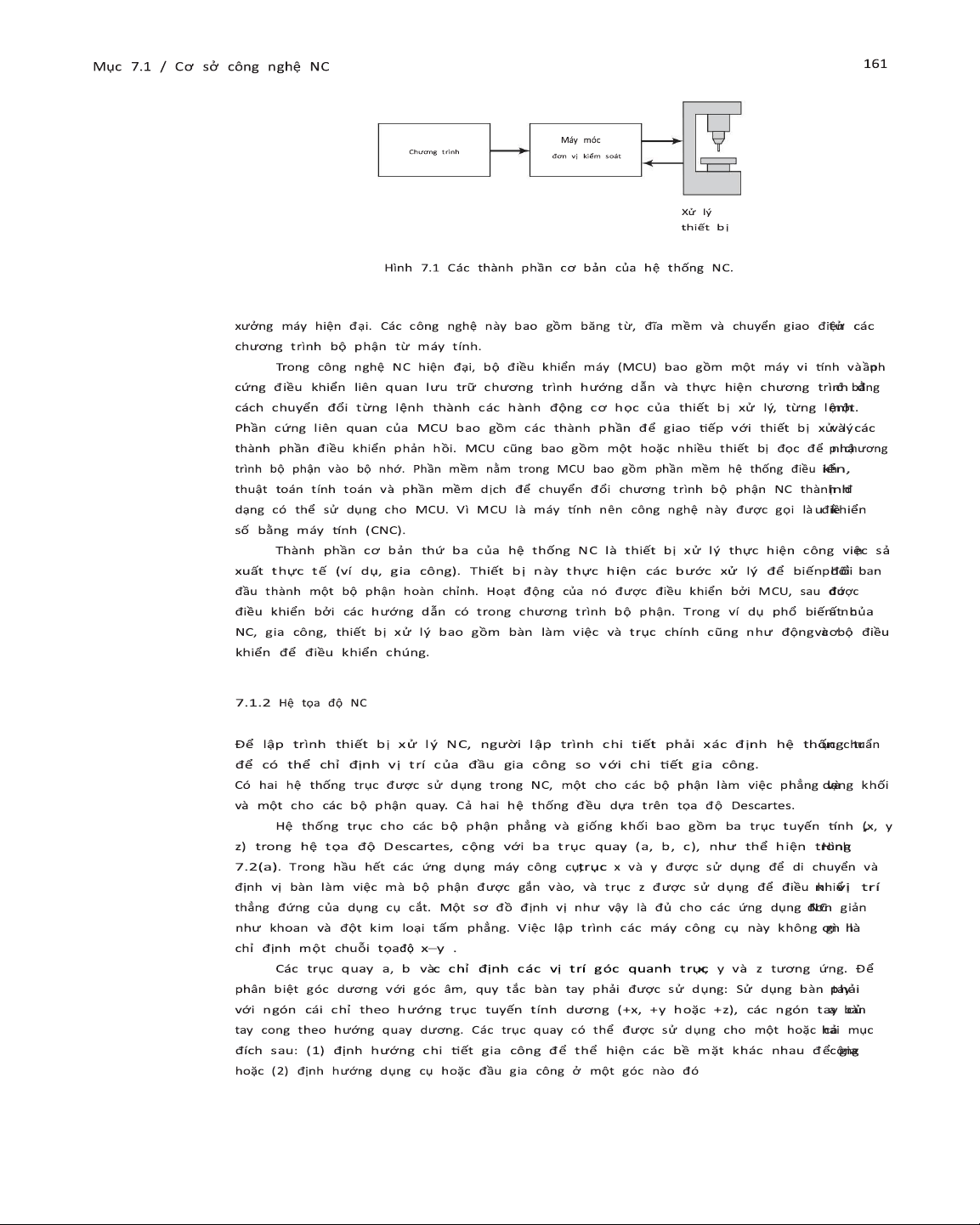
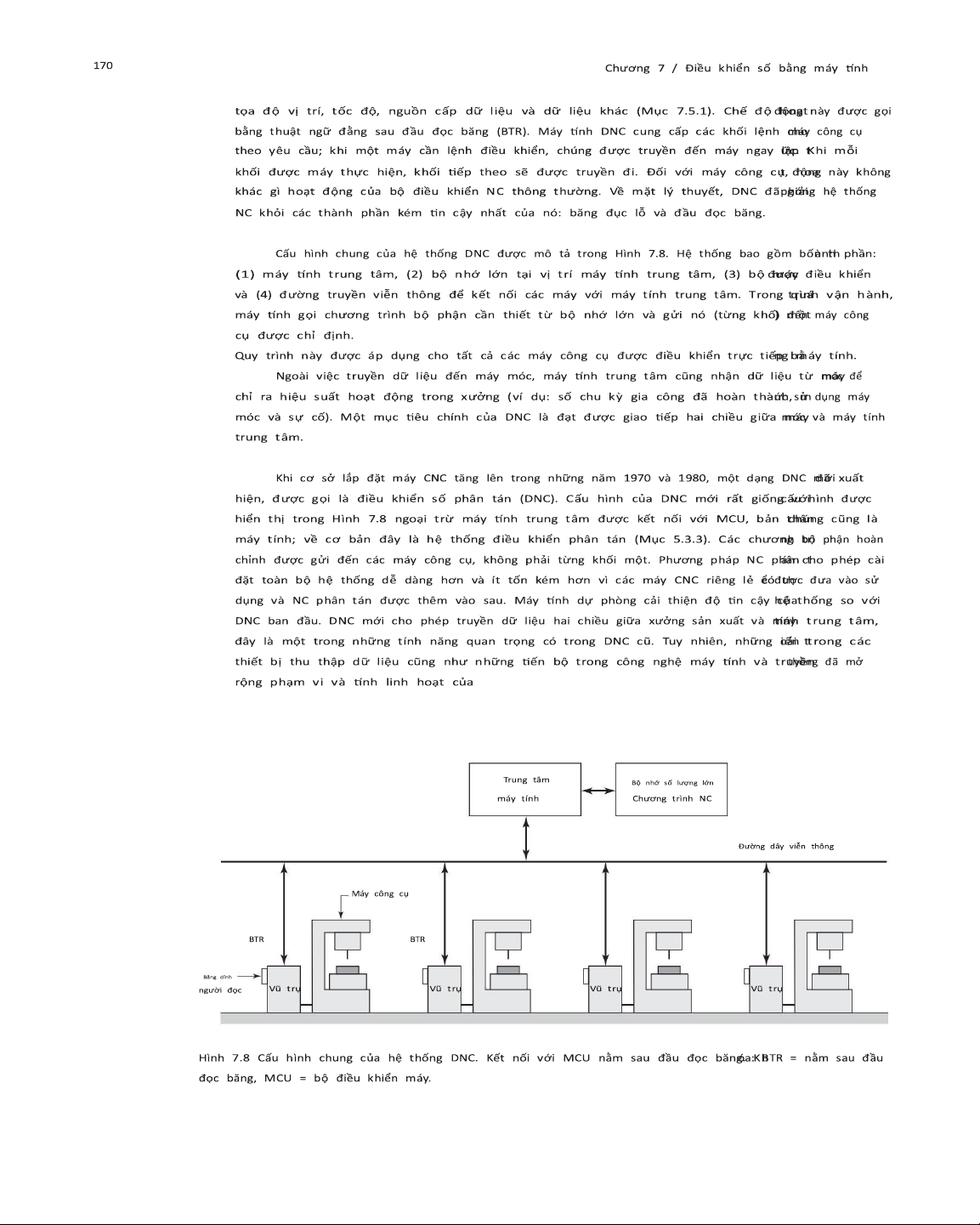
và tạo ra các tín hiệu để kích hoạt các thành phần khác trong MCU. Nói tóm lại, nó sắp xếp, phối hợp và điều chỉnh các
hoạt động của máy tính MCU. Đơn vị số học-logic (ALU) bao gồm mạch để thực hiện các phép tính khác nhau (cộng, trừ,
nhân), đếm và các hàm logic theo
yêu cầu của phần mềm nằm trong bộ nhớ.
Bộ nhớ truy cập tức thời cung cấp bộ nhớ tạm thời cho dữ liệu đang được CPU xử lý. Nó được kết nối với bộ nhớ chính
thông qua bus dữ liệu hệ thống.
Bộ nhớ. Bộ nhớ truy cập tức thời trong CPU không dành cho việc lưu trữ phần mềm CNC. Cần có dung lượng lưu
trữ lớn hơn nhiều cho các chương trình và dữ liệu khác nhau cần thiết để vận hành hệ thống CNC. Giống như hầu hết các
hệ thống máy tính khác, bộ nhớ CNC có thể được chia thành hai loại: (1) bộ nhớ chính và (2) bộ nhớ thứ cấp.
Bộ nhớ chính bao gồm các thiết bị ROM (bộ nhớ chỉ đọc) và RAM (bộ nhớ truy cập ngẫu nhiên). Phần mềm hệ điều hành
và các chương trình giao diện máy (Mục 7.2.2) thường được lưu trữ trong ROM. Các chương trình này thường được nhà sản xuất MCU cài đặt.
Các chương trình bộ p hận NC đ ược lưu trữ trong c ác thiết bị RAM. C ác chương trình hiện t ại trong RAM có t hể bị xóa và t hay thế b ằng các chương t rình mới
khi công việc t hay đ ổi.
Bộ nhớ thứ cấp được sử dụng để lưu trữ các chương trình và tệp dữ liệu lớn, được chuyển đến bộ nhớ chính khi
cần. Phổ biến trong số các thiết bị bộ nhớ thứ cấp là ổ cứng và thiết bị bộ nhớ thể rắn để lưu trữ các chương trình bộ
phận, macro và phần mềm khác. Các thiết bị lưu trữ dung lượng cao này được lắp cố định trong bộ điều khiển máy CNC và
được sử dụng để lưu trữ các chương trình bộ phận.
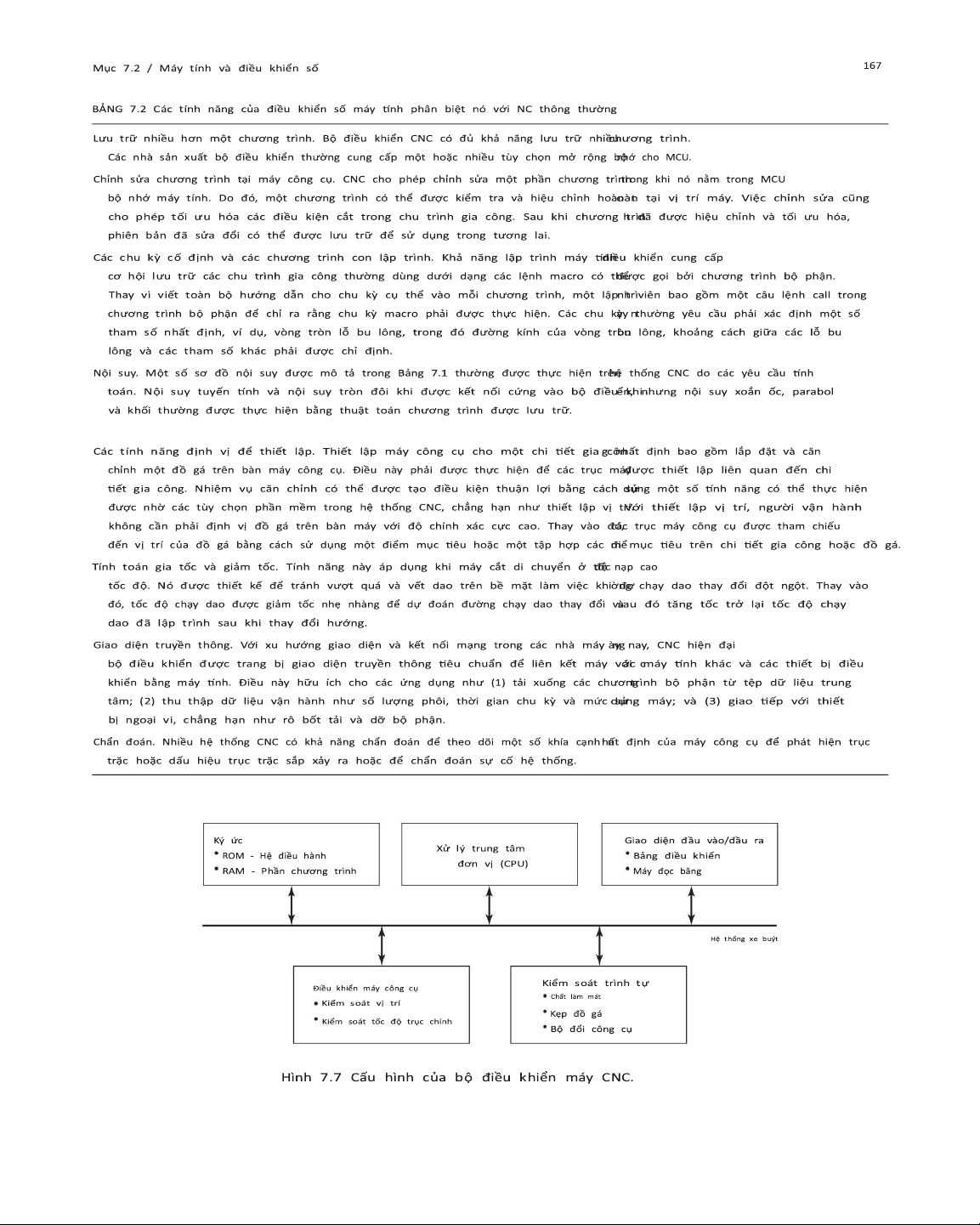
Giao diện vào/ra. Giao diện I/O cung cấp giao tiếp giữa các thành phần khác nhau của hệ thống CNC, các hệ
thống máy tính khác và người vận hành máy. Như tên gọi của nó, giao diện I/O truyền và nhận dữ liệu và tín hiệu đến
và đi từ các thiết bị bên ngoài, một số trong số đó được chỉ ra trong Hình 7.7. Bảng điều khiển của người vận hành là
giao diện cơ bản mà người vận hành máy giao tiếp với hệ thống CNC. Bảng này được sử dụng để nhập các lệnh liên
quan đến chỉnh sửa chương trình bộ phận, chế độ vận hành MCU (ví dụ: điều khiển chương trình so với điều khiển thủ
công), tốc độ và cấp liệu, bơm chất lỏng cắt trên/ tắt và các chức năng tương tự. Bàn phím chữ và số hoặc bàn phím
được bao gồm trong bảng điều khiển của người vận hành. Giao diện I/O cũng bao gồm màn hình để truyền dữ liệu và
thông tin từ MCU đến người vận hành máy. Màn hình được sử dụng để chỉ trạng thái hiện tại của chương trình khi nó
đang được thực thi và để cảnh báo người vận hành về bất kỳ trục trặc nào trong hệ thống.
Giao diện I/O cũng bao gồm một hoặc nhiều phương tiện nhập chương trình bộ phận vào bộ nhớ. Chương trình có
thể được nhập thủ công bởi người vận hành máy hoặc được lưu trữ tại một địa điểm máy tính trung tâm và được truyền
qua mạng cục bộ (LAN) đến hệ thống CNC. Bất kể nhà máy sử dụng phương tiện nào, một thiết bị phù hợp phải được đưa
vào giao diện I/ O để cho phép nhập chương trình vào bộ nhớ MCU.
Điều khiển cho trục máy công cụ và tốc độ trục chính. Đây là các thành phần phần cứng điều khiển vị trí và tốc độ
(tốc độ nạp) của mỗi trục máy cũng như tốc độ quay của trục chính máy công cụ. Các tín hiệu điều khiển do MCU tạo ra
phải được chuyển đổi thành dạng và mức công suất phù hợp với các hệ thống điều khiển vị trí cụ thể được sử dụng để
điều khiển các trục máy. Các hệ thống định vị có thể được phân loại là vòng hở hoặc vòng kín và các thành phần phần
cứng khác nhau được yêu cầu trong từng trường hợp. Một cuộc thảo luận chi tiết hơn về các thành phần phần cứng này
được trình bày trong Phần 7.4, cùng với phân tích về cách chúng hoạt động để đạt được điều khiển vị trí và tốc độ nạp. Một số lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google Xem lOMoAR cPSD| 59455093 Machine Translated by Google lOMoAR cPSD| 59455093 Machine Translated by Google 176
Chương 7 / Điều k hiển s ố bằng m áy tính
một phần. M ột s ố quy trình s ử dụng t ia laser đ ể xử l ý polyme l ỏng n hạy sáng ( phun thạch l ập thể) h oặc n ung chảy b ột rắn (
thiêu kết l aser c họn lọc); m ột số q uy trình k hác sử d ụng đầu đ ùn
để t hêm vật l iệu (mô h ình lắng đ ọng nóng c hảy).
• M áy cắt t ia n ước và máy c ắt t ia n ước mài m òn. Những máy n ày đ ược s ử dụng đ ể c ắt nhiều loại vật l iệu khác nhau,
b ao g ồm k im loại v à phi k im loại ( ví dụ n hư nhựa, vải), b ằng luồng n ước mịn, áp suất c ao, tốc đ ộ cao. Các h ạt m ài
mòn đ ược t hêm v ào luồng nước trong t rường hợp c ắt t ia nước m ài mòn đ ể tạo đ iều k iện c ắt c ác v ật l iệu khó hơn (
ví d ụ như k im l oại). Đầu làm v iệc được đ iều khiển tương đ ối v ới vật l iệu làm v iệc bằng phương tiện đ iều khiển số.
• M áy đặt l inh kiện. T hiết b ị này đ ược sử dụng để đ ịnh vị các l inh k iện t rên mặt p hẳng x–y , thường là b ảng mạch in.
C hương trình c hỉ định vị t rí t rục x v à trục y t rên
mặt p hẳng nơi c ác l inh kiện sẽ đ ược đặt. Máy đ ặt linh k iện có nhiều ứ ng dụng r ộng rãi để đ ặt các l inh kiện điện t ử
trên bảng mạch i n. Máy c ó sẵn c ho c ác ứ ng dụng l ắp lỗ hoặc lắp t rên bề mặt c ũng như c ác h oạt động lắp r áp c ơ
học k iểu l ắp t ương tự.
• M áy đ o tọa đ ộ. M áy đ o tọa đ ộ (CMM) l à máy k iểm tra đ ược sử dụng đ ể đo h oặc k iểm t ra kích thước c ủa một b ộ
p hận. CMM c ó đầu d ò có t hể được đ iều khiển theo b a trục v à xác đ ịnh thời điểm tiếp xúc v ới b ề mặt b ộ phận. V ị
trí c ủa đ ầu dò đ ược x ác đ ịnh b ởi bộ điều khiển C MM, do đ ó chỉ r a một s ố kích thước t rên bộ phận. N hiều m áy đo
t ọa độ được l ập trình đ ể thực hiện k iểm tra t ự động bằng NC.
Máy đ o tọa đ ộ được t hảo luận trong P hần 22.3.
• M áy p hay gỗ và m áy c ắt đá g ranit. Những m áy này t hực hiện c ác hoạt đ ộng t ương tự như p hay NC để g ia công k
im loại, n goại t rừ vật l iệu gia c ông k hông p hải l à kim loại. N hiều máy t iện cắt g ỗ cũng là m áy NC.
• M áy d án b ăng keo v à máy đ ặt sợi t ự đ ộng cho vật l iệu composite p olyme.
Đầu làm v iệc của n hững m áy này l à một b ộ phân p hối băng keo h oặc s ợi c omposite m a trận polyme chưa đóng rắn.
C ác máy đ ược lập t rình đ ể đặt b ăng k eo h oặc s ợi l ên bề mặt c ủa khuôn c ó đường v iền, theo m ột mô h ình qua l ại
và c héo n hau đ ể tạo r a độ d ày cần t hiết. Kết quả l à m ột tấm n hiều l ớp có c ùng hình dạng với k huôn.
• M áy q uấn sợi c ho v ật liệu c omposite polyme. Sử d ụng điều khiển s ố, sợi đ ược n húng trong p olyme chưa đóng rắn v
à quấn quanh m ột m ẫu q uay có hình d ạng g ần g iống h ình trụ.
7.3.3 Ư u điểm v à nhược điểm c ủa NC
Khi ứ ng d ụng sản x uất đáp ứ ng c ác đặc đ iểm được xác đ ịnh trong M ục 7 .3.1, N C mang lại nhiều l ợi t hế s o với c ác phương
pháp s ản xuất thủ c ông. N hững lợi t hế n ày c huyển t hành
tiết kiệm kinh tế c ho công t y người d ùng. Tuy n hiên, NC liên quan đ ến công n ghệ p hức t ạp hơn s o với c ác p hương pháp
thông thường và c ó những c hi phí p hải được x em xét đ ể áp d ụng công nghệ một c ách hiệu quả. Mục n ày x em x ét những ư
u điểm v à nhược điểm c ủa NC.
Ưu điểm của N C. N hững ưu điểm t hường được quy c ho NC, v ới s ự nhấn m ạnh v ào ứng d ụng máy c ông cụ, b ao g ồm:
• G iảm thời g ian không hiệu q uả. NC giảm tỷ l ệ thời gian máy k hông c ắt kim l oại. Đ iều này đ ạt được t hông qua í t
thiết l ập h ơn, ít thời gian t hiết lập h ơn, g iảm
Tài liệu liên quan:
-
Báo cáo cuối kỳ môn hệ thống mạng máy tính và CIM
15 8 -

Thành phần chính của hệ thống sản xuất FMS môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
84 42 -
Bài tập lớn Thiết kế hệ thống chiết rót tự động & dán nhãn chai môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
111 56 -

Chương 1: Hệ thống sản xuất linh hoạt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
95 48