Thành phần chính của hệ thống sản xuất FMS môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
Một hệ thống sản xuất đa trạm tự động linh hoạt bao gồm ba thành phần cơ bản: (1) các trạm làm việc, (2) hệ thống lưu trữ và xử lý bộ phận, và (3) hệ thống máy tính điều khiển các trạm làm việc cũng như hệ thống xử lý và lưu trữ bộ phận. Tài liệu được sưu tầm gồm 4 trang, giúp các bạn nắm vững kiến thức, rèn luyện kỹ năng và đạt được kết quả tốt trong học tập. Mời các bạn đón xem!
Môn: FMS & CIM 12 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:


Preview text:
CÁC THÀNH PHẦN CỦA FMS
Một hệ thống sản xuất đa trạm tự động linh hoạt bao gồm ba thành phần cơ bản: (1) các trạm
làm việc, (2) hệ thống lưu trữ và xử lý bộ phận, và (3) hệ thống máy tính điều khiển các trạm
làm việc cũng như hệ thống xử lý và lưu trữ bộ phận. 19.2.1 Máy trạm
Các máy trạm trong FMS bao gồm các trạm xử lý và một hoặc nhiều trạm tải/dỡ hàng một phần.
Các trạm xử lý thực hiện hầu hết các công việc có giá trị gia tăng trong hệ thống. Các ứng dụng
FMS phổ biến nhất là gia công, trong đó trạm xử lý là máy CNC. Điều khiển số bằng máy tính
cung cấp khả năng trao đổi dễ dàng các chương trình bộ phận phù hợp với từng bộ phận được
sản xuất và do đó mang lại sự linh hoạt cho hệ thống. Trạm gia công CNC.
. Máy đa tác vụ CNC thường có thể thực hiện tất cả các thao tác cắt để hoàn thành một
phôi nhất định trong một thiết lập. . Trong quá trình cài đặt FMS ban đầu, các bộ phận phải được
vận chuyển giữa nhiều máy trạm, mỗi trạm chuyên về một bộ quy trình giới hạn riêng. Điều này
có nghĩa là bất kỳ bộ phận nào cũng có thể phải truy cập vào một số máy trong hệ thống để hoàn
tất quá trình xử lý. Tùy thuộc vào hình dạng bộ phận, một số máy đa tác vụ ngày nay có khả
năng thực hiện tất cả các quy trình cần thiết cho bộ phận đó.
Trạm tải / dỡ hàng. FMS phải bao gồm một hoặc nhiều trạm tải/dỡ hàng, là giao diện vật lý giữa
hệ thống và phần còn lại của nhà máy. Các trạm tải/dỡ hàng đưa các bộ phận thô vào hệ thống
và dỡ các bộ phận đã hoàn thiện ra khỏi hệ thống. Việc bốc dỡ thường được thực hiện bởi con
người, nhưng các thiết bị cơ giới hóa và tự động có thể được sử dụng để hỗ trợ công nhân hoặc
thực hiện các nhiệm vụ này một cách tự động.
Khi các bộ phận được đưa vào hệ thống, chúng sẽ được cố định trên các pallet được thiết kế để
vận chuyển và định vị bằng hệ thống lưu trữ và xử lý bộ phận. Bởi vì các hình dạng bộ phận
khác nhau phải được cung cấp trong FMS nên các thiết bị cố định mô-đun được sử dụng, có thể
được điều chỉnh cho các kích thước và hình dạng bộ phận khác nhau.
19.2.2 Hệ thống lưu trữ và xử lý bộ phận
Hệ thống lưu trữ và xử lý bộ phận cung cấp các bộ phận từ trạm tải/dỡ hàng hoặc hệ thống lưu trữ bộ phận đến các
trạm riêng lẻ. Trong cả hai trường hợp, thường có một số khoản dự phòng nhất định cho việc lưu trữ linh kiện trong
hệ thống sản xuất, mục đích của việc này là đảm bảo rằng các trạm xử lý không bị thiếu việc.
Chức năng của hệ thống xử lý bộ phận. Hệ thống xử lý và lưu trữ bộ phận trong FMS thực hiện các chức năng sau:
• Truy cập để tải và dỡ các bộ phận. Hệ thống xử lý phải bao gồm ít nhất một trạm tải/dỡ hàng để nhập các bộ
phận thô vào hệ thống và loại bỏ các bộ phận đã hoàn thiện khỏi hệ thống.
• Chuyển động độc lập của các bộ phận giữa các trạm. Hệ thống xử lý phải có khả năng vận chuyển các bộ phận
trong hệ thống từ bất kỳ trạm nào đến bất kỳ trạm nào khác để cung cấp các lựa chọn định tuyến thay thế, nhất
quán với khái niệm định tuyến thay đổi (Phần 13.1.2).
• Định vị chính xác các bộ phận tại mỗi trạm xử lý. Các bộ phận làm việc phải được định vị và cố định chính xác
tại mỗi trạm xử lý. Điều này được thực hiện bằng cách định vị chính xác các bộ phận trên các thiết bị cố định
pallet và định vị chính xác các thiết bị cố định pallet tại mỗi trạm.
• Xử lý nhiều cấu hình bộ phận khác nhau. Đối với các bộ phận không quay, điều này thường được thực hiện
bằng cách sử dụng các thiết bị cố định pallet kiểu mô-đun. Bộ phận cố định được đặt trên bề mặt trên cùng của
pallet và được thiết kế để chứa nhiều hình dạng bộ phận khác nhau bằng các tính năng thay đổi nhanh và các
thiết bị khác cho phép thay đổi nhanh chóng đối với bất kỳ bộ phận nào. Đế pallet được thiết kế để có thể di
chuyển và định vị bằng hệ thống xử lý. Đối với các bộ phận quay, hệ thống xử lý bộ phận được trang bị các bộ
kẹp tương tự như bộ phận tác động cuối được sử dụng bởi robot công nghiệp để xử lý các bộ phận dạng đĩa và hình trụ (Hình 8.10).
• Lưu trữ tạm thời. Hệ thống xử lý thường được thiết kế để chứa nhiều bộ phận hơn số lượng máy xử lý nhằm tối
đa hóa việc sử dụng các trạm này. Khi FMS được lên kế hoạch cho hoạt động không cần giám sát, thì hệ thống
lưu trữ bộ phận có dung lượng lớn sẽ được đưa vào hệ thống xử lý và các bộ phận sẽ được chuyển qua lại giữa
các trạm lưu trữ và xử lý.
• Khả năng tương thích với điều khiển máy tính. Hệ thống xử lý, lưu trữ phải hoạt động dưới sự điều khiển trực
tiếp của hệ thống máy tính.
Bố trí và thiết bị xử lý bộ phận FMS. Thiết bị xử lý và lưu trữ bộ phận được sử dụng trong thiết kế FMS cũng
đã phát triển trong những năm gần đây. Thay vì bố trí FMS đôi khi ngổn ngang trước đây, chẳng hạn như bố trí trường
mở trong Hình 19.2 dựa trên các phương tiện được dẫn hướng tự động làm hệ thống vận chuyển, các nhà sản xuất
thiết bị hiện đang sử dụng hệ thống pallet tuyến tính dựa trên xe đưa đón được dẫn hướng bằng đường ray để di
chuyển các bộ phận trên đồ đạc pallet giữa các trạm. Các hệ thống vận chuyển này được bán dưới dạng các bộ phận
mô-đun có thể được chế tạo thành bố cục nội tuyến, bao gồm lưu trữ bộ phận và giao tiếp với máy công cụ cũng như
các loại máy trạm khác, tất cả đều được thiết kế theo thông số kỹ thuật của khách hàng. Các chức năng xử lý vật liệu
trong hệ thống sản xuất nhiều trạm tự động thường được chia sẻ giữa (1) hệ thống xử lý chính và (2) hệ thống xử lý
phụ. Hệ thống xử lý chính chịu trách nhiệm di chuyển các bộ phận được xếp chồng lên nhau giữa các trạm. Nó cũng
dỡ các bộ phận thô tại các trạm và lấy các bộ phận đã hoàn thiện từ các trạm.
19.2.3 Hệ thống điều khiển máy tính
Hệ thống điều khiển máy tính phân tán (Phần 5.3.3) điều phối các hoạt động chung của hệ thống sản xuất tự động.
Hệ thống máy tính điển hình bao gồm một máy tính trung tâm và các máy vi tính điều khiển các trạm xử lý riêng lẻ
cũng như hệ thống lưu trữ và xử lý bộ phận. Các trạm xử lý được trang bị khả năng MTConnect cho mục đích giám
sát và bảo trì tổng thể, phù hợp với việc theo đuổi Công nghiệp 4.0 (Phần 4.4). Ngoài ra, một đường lên từ hệ thống
sản xuất đến máy tính chủ của công ty cũng được cung cấp. Các chức năng được thực hiện bởi hệ thống điều khiển máy tính bao gồm:
• Điều khiển máy trạm. Các trạm xử lý riêng lẻ thường hoạt động dưới một số hình thức điều
khiển máy tính, chẳng hạn như CNC, nhưng sự phối hợp của các máy trạm được thực hiện bởi máy tính trung tâm.
• Cung cấp các hướng dẫn điều khiển đến các máy trạm. Các chương trình bộ phận có thể được
lưu trữ trong máy tính trung tâm, từ đó chúng được tải xuống từng máy khi cần. Điều khiển
số phân tán (DNC, Mục 7.2.3) được sử dụng cho mục đích này. DNC cho phép gửi các chương
trình phần mới và chỉnh sửa các chương trình hiện có. Nó cũng cho phép thu thập dữ liệu từ máy.
• Kiểm soát sản xuất. Sự pha trộn và tốc độ mà các bộ phận khác nhau được đưa vào hệ thống
phải được quản lý dựa trên tốc độ sản xuất hàng ngày được chỉ định cho từng loại bộ phận, số
lượng bộ phận thô có sẵn và số lượng pallet áp dụng.1
• Kiểm soát hệ thống xử lý chính. Điều này liên quan đến việc quản lý hệ thống xử lý chính để
di chuyển các bộ phận giữa các trạm tải/dỡ hàng, vị trí lưu trữ bộ phận và trạm xử lý.
• Kiểm soát hệ thống xử lý thứ cấp. Điều này đề cập đến sự phối hợp các hoạt động của hệ thống
xử lý chính với các hoạt động của bộ thay đổi pallet tự động hoặc các thiết bị xử lý khác tại các trạm riêng lẻ.
• Kiểm soát công cụ. Điều này liên quan đến việc quản lý hai vấn đề liên quan đến dụng cụ cắt:
(a) vị trí dụng cụ, theo dõi các dụng cụ cắt tại mỗi trạm làm việc và đảm bảo rằng các dụng cụ
chính xác có sẵn tại mỗi trạm cho các bộ phận sẽ được xử lý ở đó và ( b) giám sát tuổi thọ
dụng cụ, nghĩa là so sánh tuổi thọ dụng cụ dự kiến của từng dụng cụ cắt với thời gian gia công
tích lũy của dụng cụ đó để dụng cụ có thể được thay thế khi thời gian tích lũy của nó đạt đến tuổi thọ mong đợi.
• Giám sát và báo cáo hiệu suất. Hệ thống máy tính thu thập dữ liệu về hoạt động và hiệu suất
của hệ thống sản xuất. Dữ liệu được phân tích định kỳ và các số liệu hiệu suất, chẳng hạn như
số lượng sản xuất hàng ngày và hiệu suất thiết bị tổng thể (OEE, Mục 26.3.3), được tóm tắt để
quản lý. Ngoài các báo cáo định kỳ này, ban quản lý có thể yêu cầu thông tin trạng thái theo
thời gian thực về các hoạt động hiện tại.
• Chẩn đoán. Chức năng này cho biết nguyên nhân có thể xảy ra khi xảy ra sự cố. Nó được sử
dụng để lập kế hoạch bảo trì phòng ngừa và xác định các lỗi hệ thống sắp xảy ra
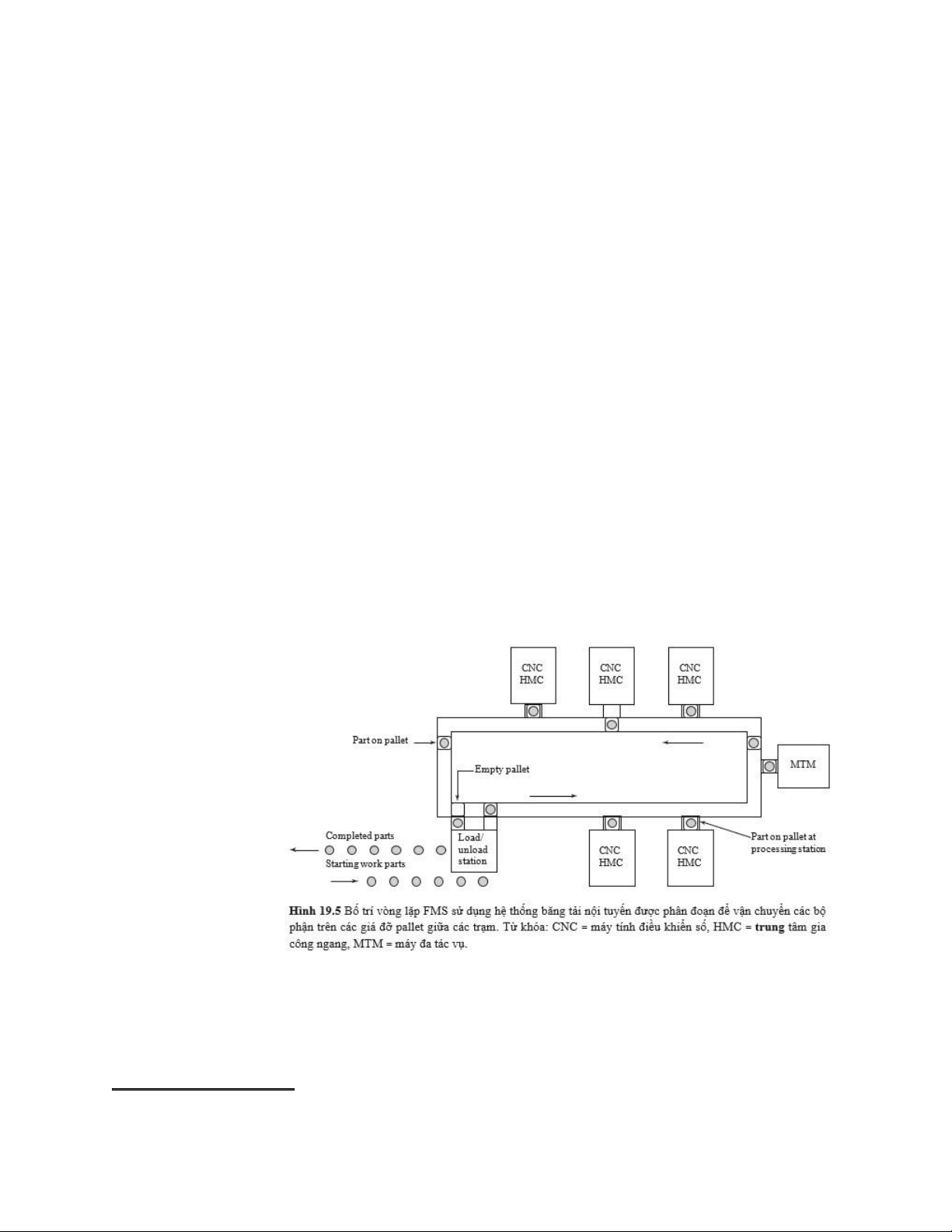
• Hình 19.5 cho thấy cách bố trí vòng lặp trong đó các trạm làm việc được đặt xung quanh chu
vi của vòng hình chữ nhật bao gồm hệ thống băng tải làm hệ thống xử lý chính. Các bộ phận
được tải và kẹp vào các thiết bị cố định pallet tại trạm tải/dỡ hàng và vận chuyển đến (các)
trạm xử lý được xác định trong lộ trình xử lý tương ứng của chúng. 1
Tại mỗi trạm, bộ phận trên pallet được chuyển từ băng tải đến bàn làm việc của trạm để
xử lý. Khi tất cả quá trình xử lý hoàn tất, các bộ phận sẽ được chuyển trở lại trạm xếp/dỡ
để dỡ hàng khỏi pallet.
Tài liệu liên quan:
-
Báo cáo cuối kỳ môn hệ thống mạng máy tính và CIM
15 8 -
Bài tập lớn Thiết kế hệ thống chiết rót tự động & dán nhãn chai môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
111 56 -

Chương 1: Hệ thống sản xuất linh hoạt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
96 48 -

Chương 7: Kiểm soát số máy tính và hệ thống NC bằng Tiếng Việt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
97 49