Chương 1. Các phương pháp gia công sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
Quần áo tạo ra xung quanh cơ thể con người một vùng vi khí hậu đảm bảo điều kiện tối ưu và duy trì thân nhiệt cần thiết cho cơ thể. Tài liệu trắc nghiệm môn Công nghệ gia công sản phẩm may giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Công nghệ gia công sản phẩm may 6 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:





Preview text:
BÀI GIẢNG CÔNG NGHỆ GIA CÔNG SẢN PHẨM MAY Phần 1
Người soạn: PGS. TS. Phan Thanh Thảo Bộ môn:
CN May & Thời Trang Viện:
Dệt May – Da giầy & Thời trang Trường: ĐH Bách khoa Hà Nội Tháng 9/2019 1 NỘI DUNG BÀI GIẢNG
Chương 1. Các phương pháp gia công sản phẩm may
Chương 2. Gia công các cụm chi tiết chính của sản phẩm may
Chương 3. Xây dựng qui trình công nghệ may sản phẩm 2
CHƯƠNG 1. CÁC PHƯƠNG PHÁP GIA CÔNG SẢN PHẨM MAY
1.1. Đặc điểm của sản phẩm may trong công nghiệp 1.1.1. Phân loại SPM 1.1.2. Đặc điểm SPM CN
1.1.3. Yêu cầu đối với SPM CN
1.1.4. Đặc trưng cấu trúc SPM CN
1.2. Đặc điểm QTSX SPM trong công nghiệp
1.3. Các phương pháp gia công sản phẩm may 1.3.1. Phương pháp may
1.3.2. Phương pháp nhiệt ẩm 1.3.3. Phương pháp dán 1.3.4. Phương pháp hàn 3
1.1. Đặc điểm của sản phẩm may trong công nghiệp
1.1.1. Phân loại quần áo:
- Theo giới tính: + quần áo nam + quần áo nữ
- Theo lứa tuổi : + quần áo trẻ em + quần áo thanh niên + quần áo trung niên
+ quần áo người cao tuổi
- Theo mùa khí hậu : + quần áo hè - thu - đông - xuân
+ quần áo đông-xuân, xuân-hè, hè-thu, thu-đông
- Theo ý nghĩa sử dụng :
+ quần áo mặc lót
+ quần áo mặc thường + quần áo khoác ngoài
- Theo chức năng xã hội:
+ thường phục, đồng phục, quân phục + lễ phục + bảo hộ lao động
+ quần áo thể dục thể thao
+ quần áo biểu diễn nghệ thuật
- Theo quan điểm kỹ thuật : 3 loại chính: áo, váy, quần 4
1.1. Đặc điểm của sản phẩm may công nghiệp
1.1.2. Đặc điểm chung SPM trong công nghiệp:
- Các SPM CN được SX theo một số cỡ số và vóc nhất định
+ Cỡ: được xác định theo các kích thước chiều rộng hoặc kích thước
vòng của cơ thể người. VD: Rv, Rn, Rm, … Vc, Vb;
Bước nhảy kích thước giữa các cỡ : 2 4 cm
Kí hiệu cỡ: số tự nhiên. VD: Cỡ theo vòng cổ 32, 33, 34, …46
+ Vóc được trưng cho các kích thước theo chiều dài của cơ thể người.
VD: Ct, Da, Dq …Bước nhảy kích thước giữa các vóc: 4 6 cm
Kí hiệu vóc: số La mã. VD: Vóc I, II, III
+ Kí hiệu cỡ -vóc của SPM CN: 158 38 86-90 80-84
+ Cỡ/ vóc của SPM đặc trưng cho thông số kích thước quan trọng nhất
của SP VD: Áo sơ mi – Vc: 37, 38, 39… 46; Vn: 42, 44, 46
Quần âu nam, nữ: ¼ Vb (inchs): 26, 27, 28, …33
+ Hệ thống cỡ số quần áo: 2, 4, 6, 8, 10, 12, 14, 16, S, M, L, XL …
➢ Bảng tỉ lệ số lượng cỡ số/vóc, màu sắc của đơn hàng 5
1.1.3. Yêu cầu chung của sản phẩm may công nghiệp -
Quần áo tạo ra xung quanh cơ thể con người một vùng vi khí hậu đảm bảo
điều kiện tối ưu và duy trì thân nhiệt cần thiết cho cơ thể. Trong mọi điều
kiện thời tiết, con người vẫn giữ được sức khỏe và khả năng làm việc. Tùy
theo từng đk thời tiết và công dụng của quần áo, quần áo có thể có cấu trúc
một hoăc nhiều lớp hoặc được làm từ các loại vật liệu khác nhau. -
Chất lượng SP QA là tổng hợp một hệ thống các chỉ tiêu, tính chất, dấu
hiệu xác định sự phù hợp của SP QA với người tiêu dùng dựa trên các tiêu
chí sử dụng của chính SP đó. Nói cách khác, CLSP QA được xác định dựa
trên tính hữu dụng của SP theo đồng thời 4 yêu cầu sau:
+ Yêu cầu vệ sinh: khả năng của SP bảo vệ cơ thể con người trước các
tác động của môi trường (nóng, lạnh, mưa, gió …), bảo đảm sự hoạt động
bình thường của cơ thể con người (bài tiết, trao đổi chất).
+ Yêu cầu sử dụng: đảm bảo tính thuận tiện khi mặc, bền chắc trong quá trình sử dụng
+ Yêu cầu thẩm mỹ: phù hợp với thị hiếu thẩm mỹ, tâm sinh lý, đặc điểm
hình thái cơ thể của người mặc và môi trường xung quanh
+ Yêu cầu công nghiệp: Đảm bảo quá trình SX SP tiến hành thuận lợi về
công nghệ, thiết bị và hiệu quả kinh tế cao. 6
1.1.4. Đặc trưng cấu trúc quần áo
◼ Hình dáng QA và hình dáng các chi tiết của QA:
- QA khi mặc vào người tạo nên những hình khối không gian nhất định,
mang những giá trị biểu cảm nhất định́ giúp cho thị giác chúng ta quan sát
và nhận biết được sự hiện diện của QA, giới hạn không gian mà QA chiếm
chỗ và hình dáng đặc trưng của QA.
- N/c hình dáng QA thông qua nghiên cứu bóng cắt của QA
- Bóng cắt của QA là hình chiếu của hình khối QA lên mặt phẳng đối diện
người quan sát và vuông góc với mặt đất. Đường viền chu vi của bóng cắt
cho ta biết hình dáng của QA
- QA có hình dáng khác nhau sẽ có bóng cắt khác nhau. Trên cùng một
bóng cắt QA có thể thể hiện một số kiểu trang trí khác nhau tạo nên các
kiểu mẫu QA khác nhau mà không làm thay đổi dạng hình học của bóng cắt
- Bóng cắt của QA có một số dạng hình học nhất định như: hình chữ nhật,
hình vuông, hình tam giác, hình thang, hình tròn, hình ô van vv...
Mỗi dạng hình học có mức độ biểu cảm và tác động tâm lý khác nhau cần
được lựa chọn phù hợp với ý tưởng thiết kế và cấu trúc cơ thể người mặc 7
1.1.4. Đặc trưng cấu trúc quần áo ◼
Số lượng các chi tiết của quần áo: 3 loại
- Chi tiết chính là các chi tiết có tác dụng quyết định tới hình dáng tổng thể của
QA, thường là các chi tiết lần ngoài như: thân trước, thân sau, tay áo, đề cúp,
cầu vai ; thân quần, thân váy ... may bằng loại vải chính - Chi tiết phụ:
+ Chi tiết phụ lần ngoài: là các chi tiết nhỏ, kín không ảnh hưởng tới
hình dáng tổng thể của QA được may bằng vải chính như: măng séc,
nẹp, túi, đai áo,cạp quần, cạp váy, đáp cổ, thép tay, đáp nẹp...
+ Chi tiết phụ lần lót: là các chi tiết có trong các loại QA khoác, lần lót
nằm trong cùng sát bề mặt cơ thể, số lượng bằng số lượng chi tiết lần
ngoài. Lót che mặt trái lần ngoài tránh cọ sát, giữ cho các đường may
không sổ, tăng độ ấm, độ bền sử dụng của QA.
Lót được may bằng các loại vải nhẵn, trơn, mềm,mỏng, nhẹ để khi mặc
dễ cởi dễ cử động. Các chi tiết lần lót như : thân trước, thân sau, tay,
túi, thân quần, lót váy vv...
+ Chi tiết phụ lần dựng: là các chi tiết nằm giữa lần ngoài và lần lót hoặc
nằm dưới lần ngoài ( được dán dính vào lần ngoài ).
Dựng có tác dụng hỗ trợ tăng độ cứng, độ bền, tạo dáng, tạo ra các bề
mặt phẳng cứng cho các chi tiết và có tác dụng tăng độ giữu ấm cho
QA. Vật liệu lần dựng gồm 2 loại: dựng dính (mex vải, mex giấy) và
dựng không dính (dựng canh tóc và dựng cotton; Xốp dựng; Bông đệm, mút)
- Chi tiết trang trí: dây buộc , đăng ten , ruy băng , chun... 8
1.1.4. Đặc trưng cấu trúc quần áo ◼
Sự phân bố và tính chất kỹ thuật của các đường liên kết
- Các đường liên kết là các đường tạo thành khi ghép nối các chi
tiết cắt bằng các phương pháp gia công khác nhau như: phương pháp may, dán, hàn
- Các đường liên kết các chi tiết ở các vị trí khác nhau trên quần
áo sẽ có tên gọi khác nhau
- Tùy thuộc vị trí liên kết các chỉ tiết và kỹ thuật tạo thành mà
phân loại cá́c đường liên kết các chi tiết QA thành 2 loại: Đường
kết cấu và đường trang trí.
+ Đường kết cấu là những đường liên kết buộc phải có trong
công nghệ may như các đường lắp ráp, các đường may ly, may chặn vv...
+ Đường trang trí là những đường không nhất thiết phải có
nhưng người thiết kế đưa thêm vào để tạo dáng cho SP 9
1.1.4. Đặc trưng cấu trúc quần áo ◼ Số lớp quần áo:
QA có thể có cấu tạo gồm 1, 2 hoặc nhiều lớp.
Căn cứ vào số lớp của QA mà người ta chia QA thành 2 loại: QA nhẹ và QA khoác ngoài
QA nhẹ có cấu tạo 1 lớp bằng vải chính
QA khoác ngoài có cấu tạo 2, 3 hoặc nhiều lớp có cấu tạo gồm 1
lớp vải chính, lớp dựng và lớp lót. ◼
Xây dựng bảng tỉ lệ số lượng cõ số và màu sắc của đơn hàng ◼
Xây dựng bảng thống kê số lượng các chi tiết ➢
Mục tiêu và nhiệm vụ của các họa sỹ Thiết kế Thời
trang, các nhà thiết kế kỹ thuật và công nghệ là
phải tạo ra các kiểu mẫu QA có cấu trúc hợp lý
nhất, đảm bảo mức độ tiện lợi và độ tin cậy trong
quá trình sử dụng, đảm bảo tính vệ sinh của QA
đồng thời tiết kiệm nguyên liệu, giảm chi phí SX
nhưng vẫn đáp ứng được yêu cầu thẩm mỹ của số
đông người tiêu dùng 10
Bảng tỉ lệ số lượng cỡ số, màu sắc của đơn hàng Màu Blue Navy Green Tổng số Cỡ 6 8 10 Tổng 11
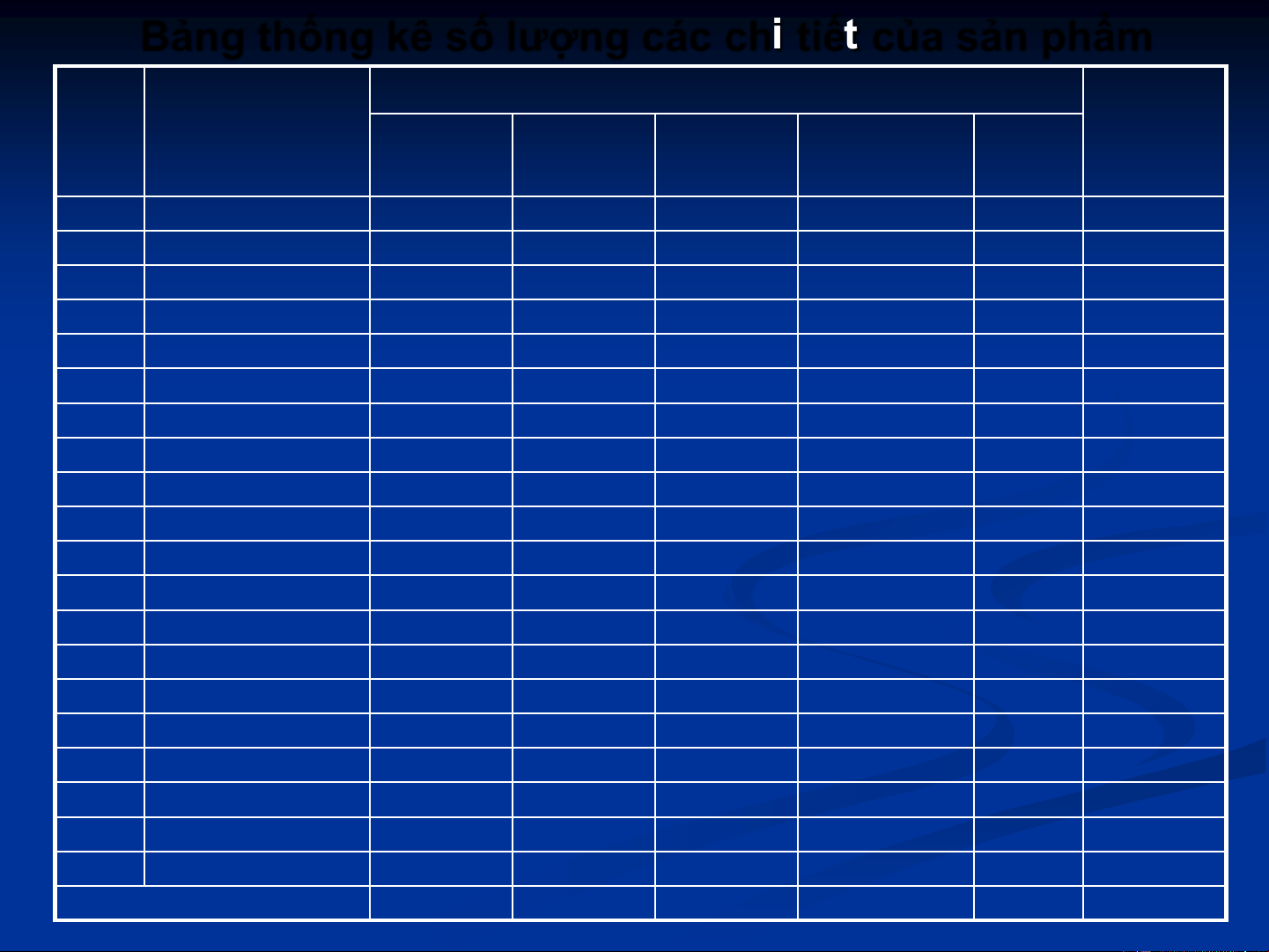
Bảng thống kê số lượng các chi tiết của sản phẩm STT Tên chi tiết
Vật liệu sử dụng Ghi chú Vải Vải lót Chun Nhám lông Cúc chính (bộ) 1 Thân trước 2 2 Thân sau 2 3 Cầu mông 2 4 Cạp quần 1 5 Dây chun quần 1 6 Đáp túi chéo 2 7
Đáp miệng túi chéo 2 8 Thân túi chéo 2 9 Đáp miệng túi sau 2 10 Đáp túi sau 2 11 Thân túi sau 2 12 Nắp túi sau 4 13 Nhàm lông túi sau 2 14 Thân túi dọc 2 15 Nắp túi dọc 4 16
Miếng lót kê túi dọc 2 17 Đáp túi dọc 2 18 Cạnh túi doc 2 19 Nhám lông túi dọc 4 20 Cúc 2 Tổng 29 6 1 6 2 12
1.2. Đặc điểm quá trình sản xuất sản phẩm may trong công nghiệp
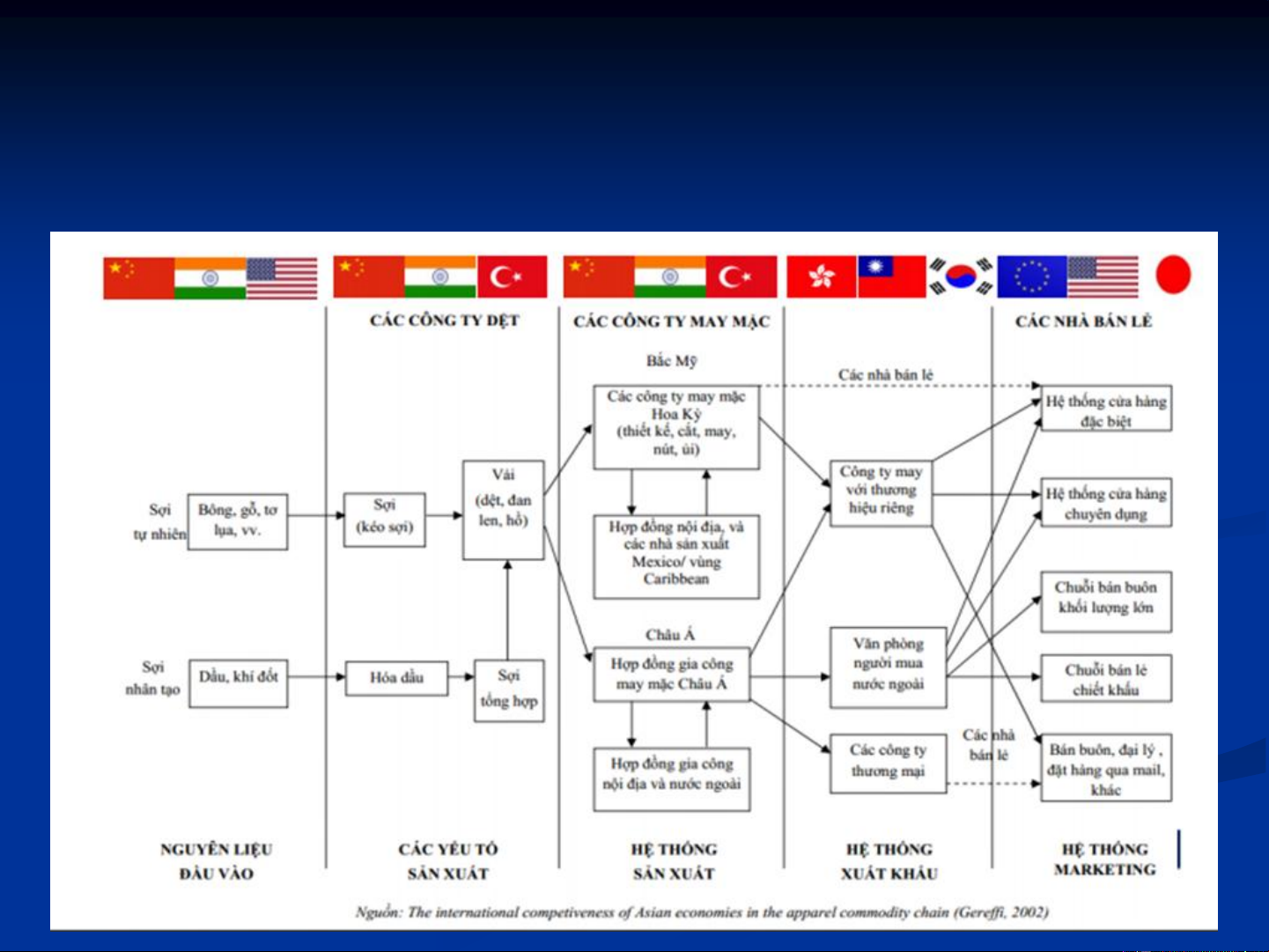
Chuỗi giá trị dệt may toàn cầu 13
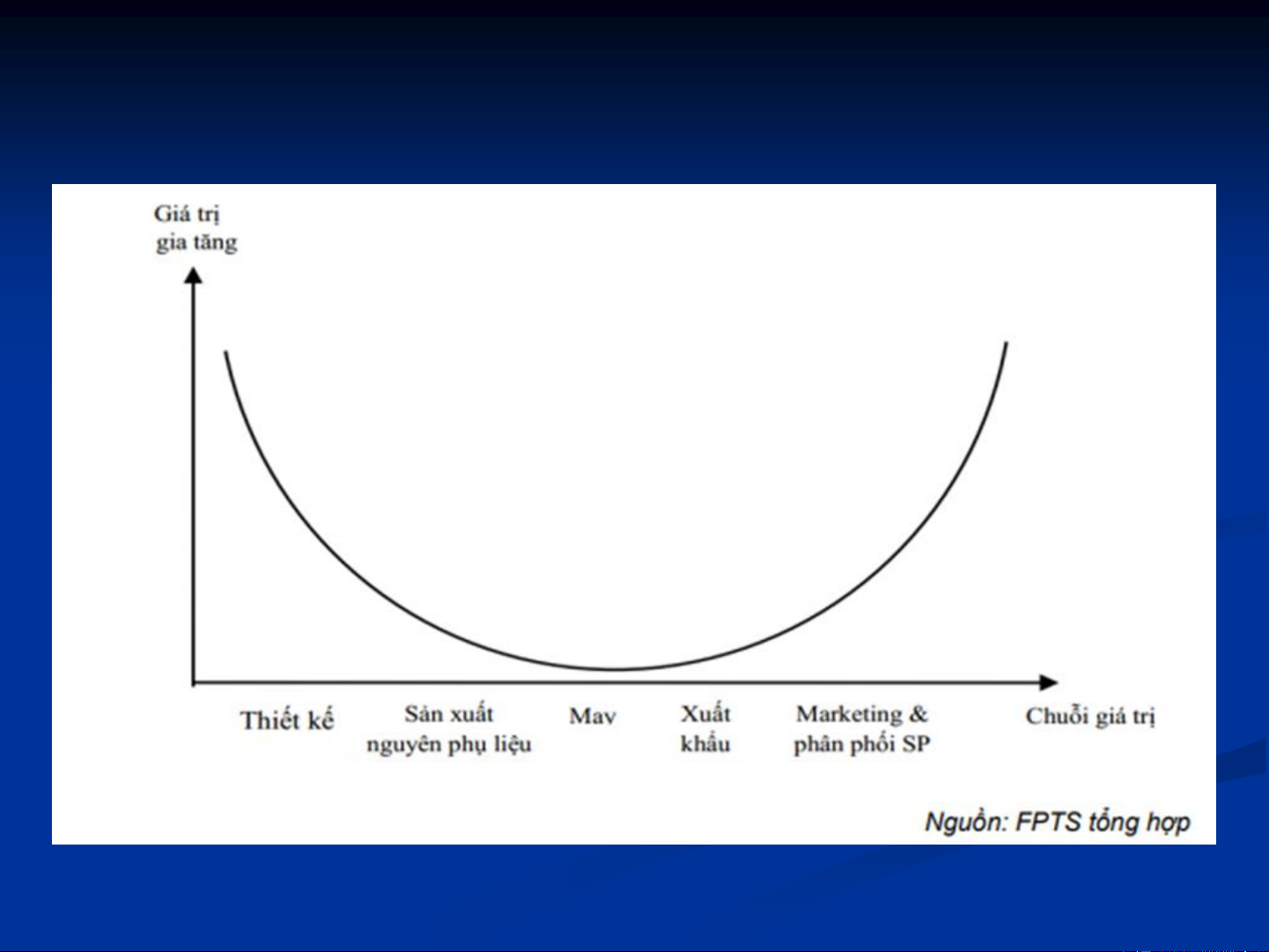
Giá trị gia tăng đóng góp vào sản phẩm 14
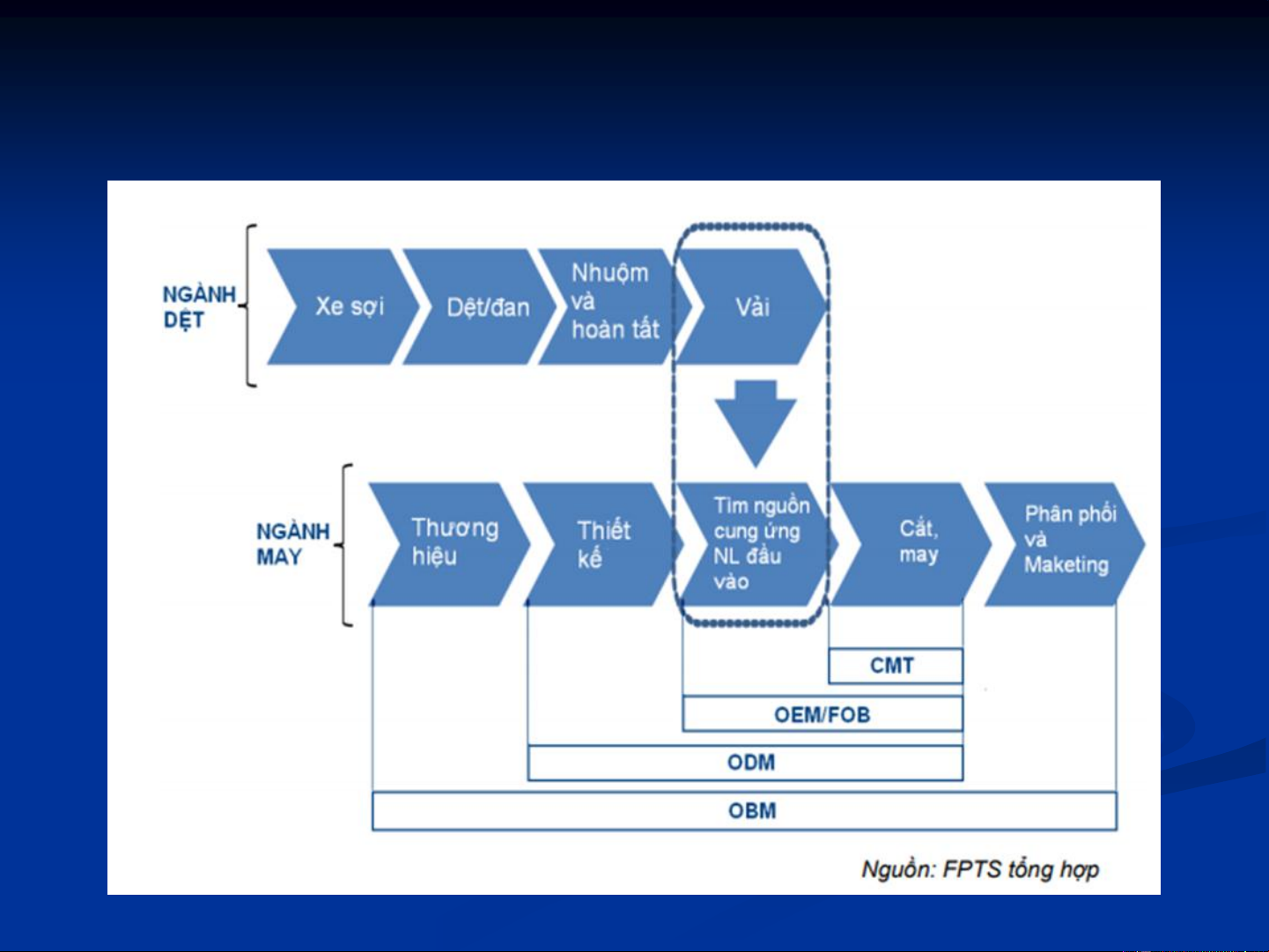
1.2.1. Các phương thức sản xuất sản phẩm may trong công nghiệp 15
Chuỗi giá trị dệt may toàn cầu được chia làm
5 công đoạn cơ bản:
1) Cung cấp sản phẩm thô, bao gồm bông tự nhiên, xơ,…;
2) Sản xuất các sản phẩm đầu vào; sản phẩm của công
đoạn này là chỉ và sợi, vải do các công ty dệt, nhuộm đảm nhận;
3) Thiết kế mẫu sản phẩm; sản xuất thành phẩm do các công ty may đảm nhận;
4) Xuất khẩu do trung gian thương mại đảm nhận;
5) Marketing và phân phối. 16
1.2.1. Các phương thức sản xuất sản phẩm may trong công nghiệp
◼ Các doanh nghiệp may thường áp dụng 4 phương thức
xuất khẩu chính là CMT, FOB, ODM và OBM.
◼ CMT (Cut - Make - Trim): -
Đây là phương thức xuất khẩu đơn giản nhất của ngành
công nghiệp may và mang lại giá trị gia tăng thấp nhất. -
Khi hợp tác theo phương thức này, người mua cung cấp
cho doanh nghiệp gia công toàn bộ đầu vào để sản xuất
sản phẩm bao gồm nguyên liệu, vận chuyển, mẫu thiết
kế và các yêu cầu cụ thể; nhà sản xuất chỉ thực hiện
việc cắt, may và hoàn thiện sản phẩm. -
Doanh nghiệp thực hiện xuất khẩu theo CMT chỉ cần có
khả năng sản xuất và hiểu biết cơ bản về thiết kế để
thực hiện mẫu sản phẩm. 17
1.2.1. Các phương thức sản xuất sản phẩm may trong công nghiệp
❑ OEM/FOB (Original Equipment Manufacturing) -
FOB là phương thức xuất khẩu ở bậc cao hơn so với CMT;
đây là hình thức sản xuất “mua nguyên liệu, bán thành phẩm”. -
Theo phương thức FOB, các doanh nghiệp chủ động tham
gia vào QTSX từ việc mua nguyên liệu và SX sản phẩm cuối cùng. -
Nhà xuất khẩu theo FOB sẽ chủ động mua nguyên liệu đầu
vào cần thiết thay vì được cung cấp trực tiếp từ các người
mua của họ từ đó làm thay đổi đáng kể dựa theo các hình
thức quan hệ hợp đồng thực tế giữa nhà cung cấp với các khách mua nước ngoài - Chia 2 loại: + FOB cấp I. + FOB cấp I. 18
1.2.1. Các phương thức sản xuất sản phẩm may trong công nghiệp
❑ OEM/FOB (Original Equipment Manufacturing)
+ FOB cấp I. Các doanh nghiệp thực hiện theo phương thức này sẽ thu
mua nguyên liệu đầu vào từ một nhóm các nhà cung cấp do khách
mua chỉ định. Phương thức xuất khẩu này đòi hỏi các doanh nghiệp
dệt may phải chịu trách nhiệm về tài chính để thu mua và vận chuyển nguyên liệu.
+ FOB cấp II. Các doanh nghiệp thực hiện theo phương thức này sẽ
nhận mẫu thiết kế sản phẩm từ các khách mua nước ngoài và chịu
trách nhiệm tìm nguồn nguyên liệu, sản xuất và vận chuyển nguyên
liệu và thành phẩm tới cảng của khách mua.
- Điểm cốt yếu là các doanh nghiệp phải tìm được các nhà cung cấp
nguyên liệu có khả năng cung cấp các nguyên liệu đặc biệt và phải tin
cậy về chất lượng, thời hạn giao hàng.
- Rủi ro từ phương thức này cao hơn nhưng giá trị gia tăng mang lại
cho công ty sản xuất cũng cao hơn tương ứng. 19
1.2.1. Các phương thức sản xuất sản phẩm may trong công nghiệp ◼
ODM (Original Design Manufacturing) -
Đây là phương thức sản xuất xuất khẩu bao gồm khâu
thiết kế và cả quá trình sản xuất từ thu mua vải và
nguyên phụ liệu, cắt, may, hoàn tất, đóng gói và vận chuyển. -
Khả năng thiết kế thể hiện trình độ cao hơn về tri thức
của nhà cung cấp và vì vậy sẽ mang lại giá trị gia tăng
cao hơn rất nhiều cho sản phẩm. Các doanh nghiệp
ODM tạo ra những mẫu thiết kế, hoàn thiện sản phẩm
và bán lại cho người mua, thường là chủ của các
thương hiệu lớn trên thế giới. 20
Tài liệu liên quan:
-
Bài tập Gia công áo khoác gió ZAHAN Fashion môn Công nghệ gia công sản phẩm may | Trường Đại học Bách Khoa Hà Nội
82 41 -

Hướng dẫn phân tích công nghệ: Sản phẩm quần short nam môn Công nghệ gia công sản phẩm may | Trường Đại học Bách Khoa Hà Nội
99 50 -
Chương 2: Kỹ thuật may các cụm chi tiết của sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
761 381 -
Chương 1. Các phương pháp gia công sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
403 202