Hướng dẫn phân tích công nghệ: Sản phẩm quần short nam môn Công nghệ gia công sản phẩm may | Trường Đại học Bách Khoa Hà Nội
Hướng dẫn phân tích công nghệ: Sản phẩm quần short nam môn Công nghệ gia công sản phẩm may. Tài liệu được sưu tầm gồm 41 trang, giúp các bạn ôn luyện và phục vụ cho việc học tập, đạt kết quả tốt. Mời các bạn đón xem!
Môn: Công nghệ gia công sản phẩm may 6 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:


Preview text:
lOMoAR cPSD| 59421307
MÔN CÔNG NGHỆ GIA CÔNG SẢN PHẨM MAY
Chương 3. HƯỚNG DẪN PHÂN TÍCH CÔNG NGHỆ SẢN PHẨM MAY
1. Nghiên cứu sản phẩm
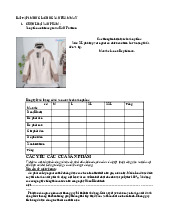
1.1. Đặc iểm ơn hàng
- Mã hàng: 42500R+ Q3-2(B+T) - Chủng loại sản phẩm: quần short nam. - Đối tượng sử dụng: - Màu sắc:
- Khách hàng: DOKO- F13. - Chất vải: trơn
- Ngày sản xuất: 17/6/2013.
- Đơn vị sản xuất: công ty cổ phần may Hưng Yên- Xí nghiệp 1- tổ sản xuất: Huế M1.
- Số lượng sản phẩm: 10000.
- Số lượng cỡ số: cỡ 28 ến cỡ 44. Tên cỡ 32 33 34 36 38 40 42 44 Số lượng
1000 1000 1000 1500 1500 1500 1500 1000
1.2. Đặc iểm kỹ thuật của sản phẩm 1.2.1.
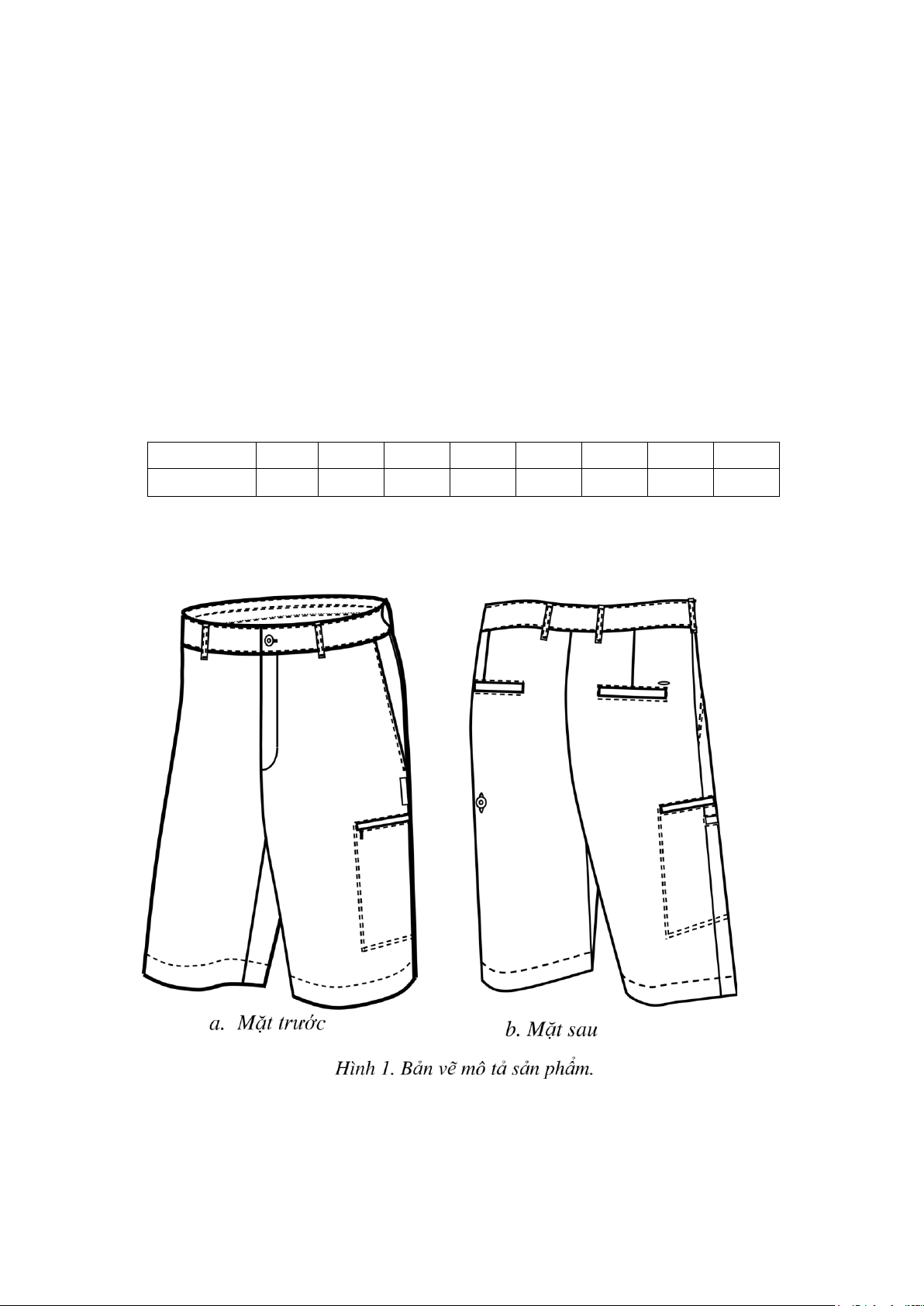
Bản vẽ kỹ thuật mô tả sản phẩm
1.2.2. Thuyết minh về ặc iểm hình dáng sản phẩm.
- Quần short nam dáng thẳng, 1 lớp.
- Thân sau: 2 túi cơi, 4 ỉa
- Thân trước: Túi chéo ối xứng 2 bên, có 2 ỉa.
- 2 túi ốp ở bên sườn.
- Cạp rời, cạp lớp lót có dải băng dệt. 1 lOMoAR cPSD| 59421307
- 4 cúc: 1 cúc ở cạp và 1 dự phòng, 1 cúc ở túi cơi thân sau trái và 1 dự phòng.
- Dây dệt nằm ở sườn phải phía dưới túi chéo.
1.2.3. Các dữ liệu khách hàng cung cấp - SP mẫu
- Hình vẽ mô tả sản phẩm
- Yêu cầu kĩ thuật của SP
- Kết cấu công nghệ gia công của một số cụm chi tiết chính
- Thông tin về nguyên phụ liệu sử dụng may SP
- Bảng thông số kích thước cơ thể người hoặc bảng thông số kích thước thành
phẩm - Bản vẽ mẫu mỏng cỡ trung bình hoặc ầy ủ các cỡ.
1.3. Đặc iểm nguyên phụ liệu sử dụng
Bảng 1. Đặc iểm nguyên phụ liệu
STT Tên vật liệu Đặc iểm 1 Vải chính - Mã: HH33312 -
Thành phần xơ sợi: 60%cotton 40%polyeste. - Khối lượng: 180g/m2 - Khổ vải: 1.5m - Chi số: 40/2 - Độ co dọc:1% - Độ co ngang:0.5% - Độ dày: 0.03cm -
Mật ộ sợi dọc: 320 sợi/10 cm - Mật ộ sợi ngang: 350 sợi/10
cm - Kiểu dệt: dệt thoi vân chéo. 2 Vải lót - Mã: TC9010
-Thành phần xơ sợi: 80% Polyeste 20% cotton. -
Kiểu dệt: dệt thoi vân iểm thô.
- Màu vải: cùng màu vải chính. 3 Dựng - Mã: A0 18-50
- Thành phần xơ sợi: 80% polyeste 20% cotton. - Khối lượng riêng: - Khổ vải: - Độ co dọc: - Độ co ngang:
- Kiểu dệt: dệt thoi vân iểm. - Nhiệt ộ dán: - Lực ép: - Thời gian ép: 4 Chỉ may
- Thành phần nguyên liêu: 100% Polyeste. - Chi số sợi: 40/3 - Hướng xoắn: Z
- Màu sắc: cùng màu với vải chính.
- Số m/cuộn: 5000m/cuộn. 5 Chỉ vắt sổ Chỉ tơ. 6 Cúc 2 loại:
- Cúc ặt ở cạp: + 4 lỗ. +Nhựa cứng. 2 lOMoAR cPSD| 59421307 +Cỡ 30L.
- Cúc ở túi cơi thân sau trái: + 4 lỗ. + nhựa cứng. + Cỡ 24L. 7 Khóa - Khóa moi. + kim loại. + cỡ:#3. + Mã: TTS030996.
- Khóa túi hộp ùi phải. + kim loại. + cỡ #3. 9
Phụ liệu khác - Dây băng dệt ở cạp lót.
- Dây dệt dài 2'' ở sườn trái. - Thẻ Jocker.
1.4. Phân tích ặc iểm cấu trúc sản phẩm
1.4.1. Đặc iểm cấu trúc sản phẩm: -
H nh dáng v h nh dáng các chi tiết của - Số lớp quần áo -
ố lượng các chi tiết của quần áo (chi tiết chính, chi tiết phụ, chi tiết trang trí) -
Sự phân bố và tính chất kỹ thuật của các ường liên kết ( ường kết cấu, ường trang trí) -
Số lớp quần áo. 1.4.2. Bảng thống kê số lượng các chi tiết: STT Tên chi tiết
Vật liệu sử dụng Ghi chú
Vải chính Vải lót Dựng 1 Thân trước 2 Đối xứng 2 Thân sau 2 Đối xứng 3 Thân túi chéo 2 4 Đáp túi chéo 2 Đối xứng 5 Dựng miệng túi 2 chéo 6 Thân túi 1 viền 2 7 Đáp túi 1 viền 2 8 Viền túi 1 viền 2 2 9 Dựng thân sản phẩm 2 10 Moi quần 1 11 Đáp khoá 1 12 Cạp ngoài 1 1 13 Cạp trong 1 1 14 Thân túi ùi 1 2 15 Thân túi ùi 2 2 16 Đáp túi ùi 2 17 Viền túi ùi 2 2 18 Đỉa 1 Cắt thành 6 cái 19 Khoá moi 1 cái 3 lOMoAR cPSD| 59421307 20 Khoá túi ùi 2 cái Tổng 19 8 10
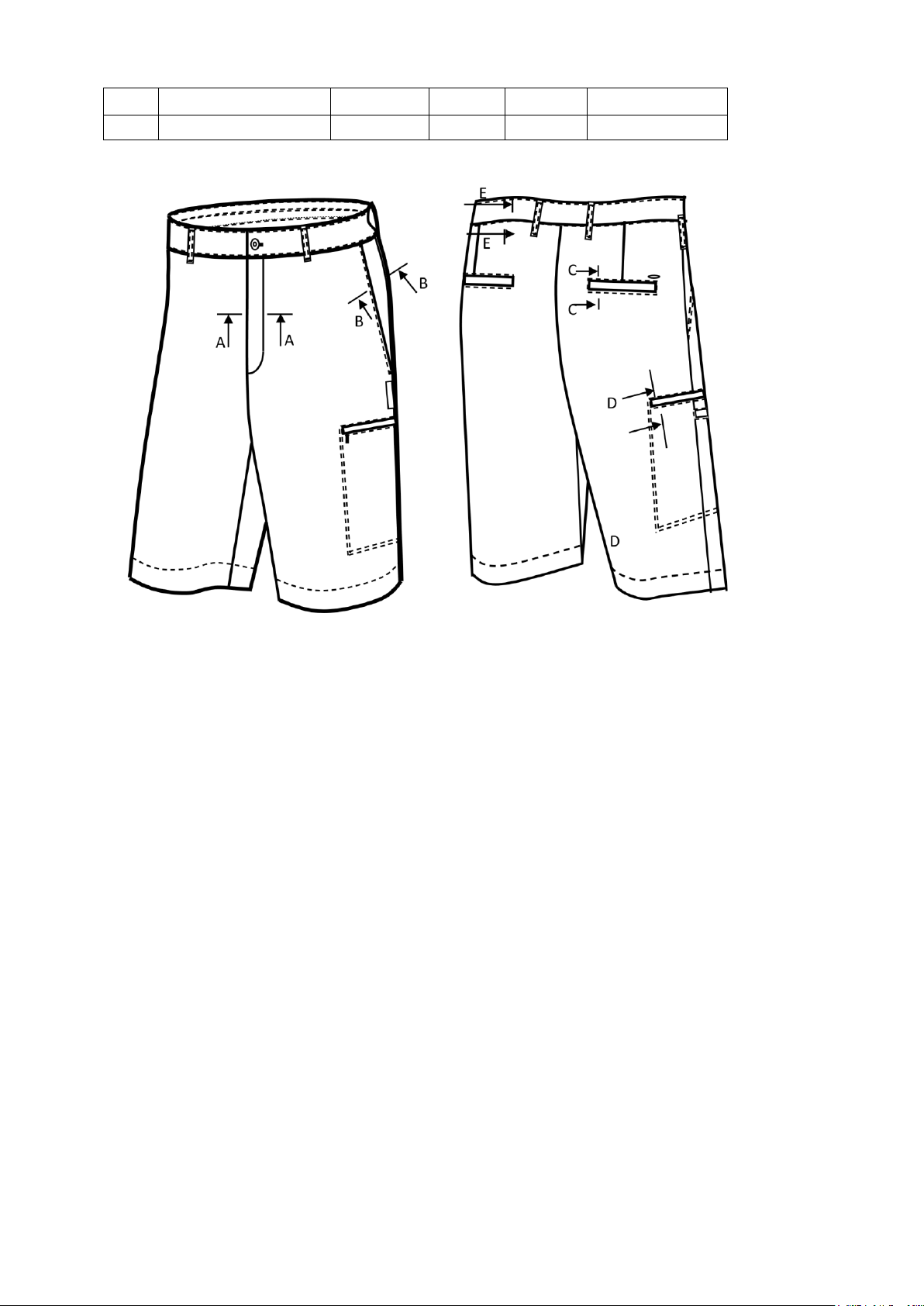
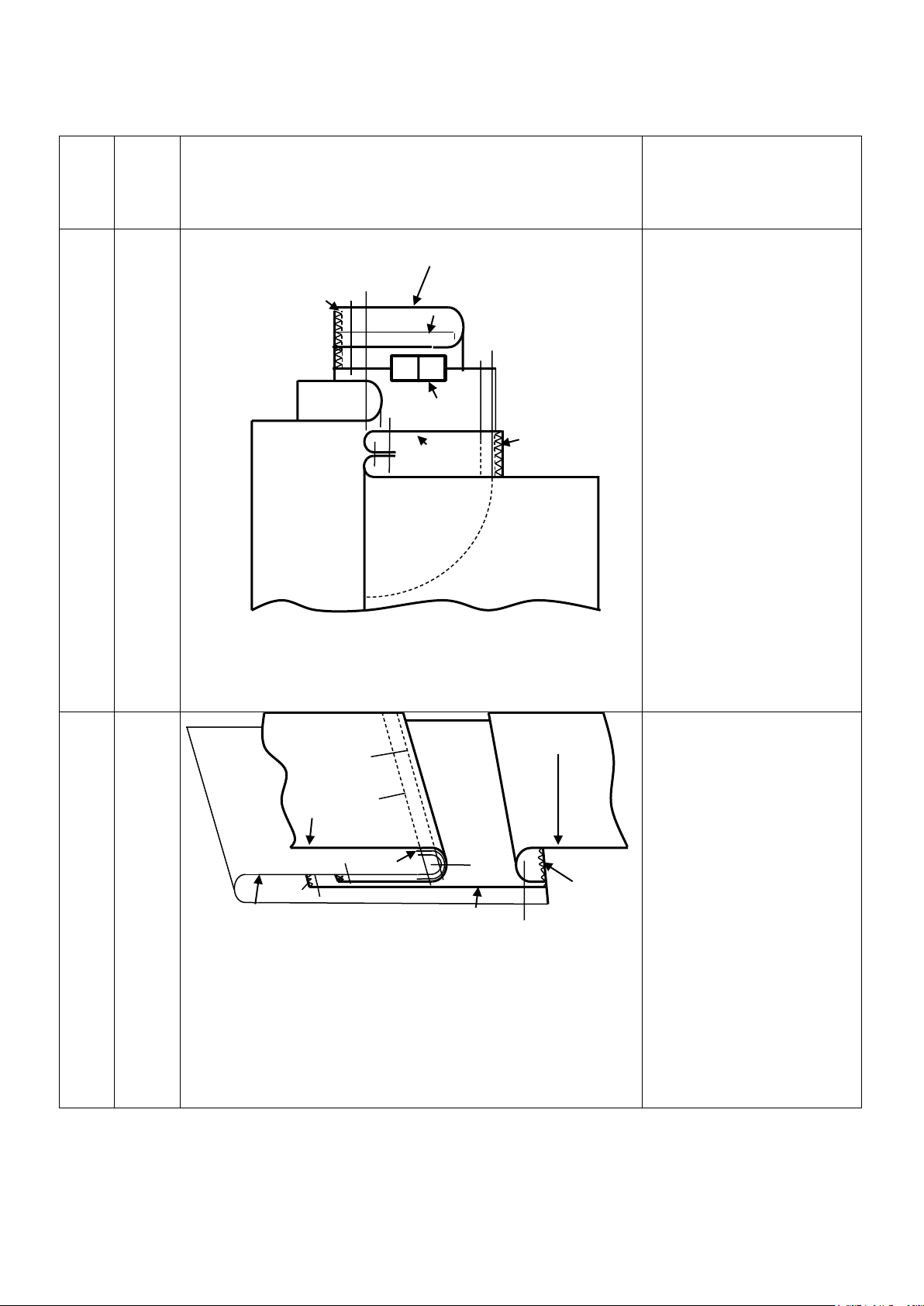
1.4.3. Thiết lập kết cấu các ường liên kết và cụm chi tiết của sản phẩm
Hình 2. Sơ ồ vị trí mặt mặt cắt kết cấu cụm chi tiết. 4 lOMoAR cPSD| 59421307
Bảng 2. Kết cấu các cụm chi tiết của sản phẩm quần short nam Tên cụm STT Kí hiệu chi
Giải thích kí hiệu tiết b a-Thân quần. b- 4 6 5 Đáp khóa. c-Thân f quần. d-Khóa kéo. 8 e-Đáp moi. 7
f-Dựng moi khóa (nếu có).
1-Đường vắt sổ áp moi. a 3 d 2-Đường may áp moi v o Cửa e thân quần. 2 1 1 c quần 3-Đường may mí moi. A-A
4-Đường vắt sổ áp khóa. 5- Đường may ghim khóa v o áp khóa.
6-Đường may bờ khóa, áp khóa vào thân quần. 7- Đường may ghim bờ khóa v o áp moi. 8-Đường may moi quần. a-Thân trước quần. b-Thân sau quần. c- b Túi 6 Đáp túi chéo. chéo d-Thân túi chéo. e-Dựng a B-B 7
miệng túi. 1-Vắt sổ thân sản phẩm. e
2-Đường vắt sổ áp túi. 3- 5 4
Đường may áp túi sau vào 1 2 2 3
bao túi. 4-Đường may thân d c 8 túi vào thân trước. 5-Đường may mép thân trước vào thân túi. 6-Đường may mí miệng túi.
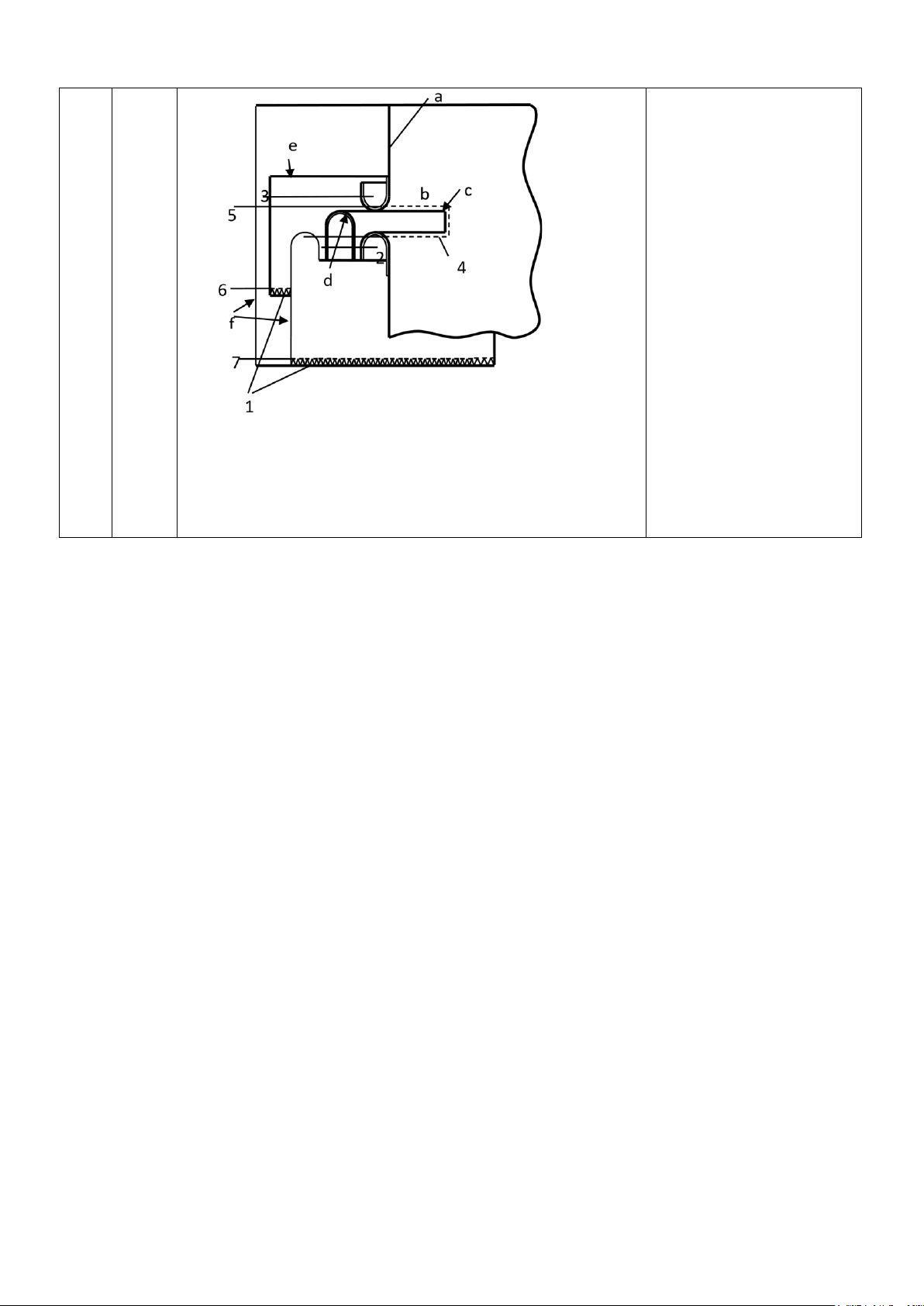
7-Đường máy diễu miệng túi. 8-Đường may dọc quần. 5 lOMoAR cPSD| 59421307 a-Thân sản phẩm. b- Dựng dán viền túi. c-Viền túi. d-Dựng dán viền túi. e- Đáp túi. f-Thân túi hậu
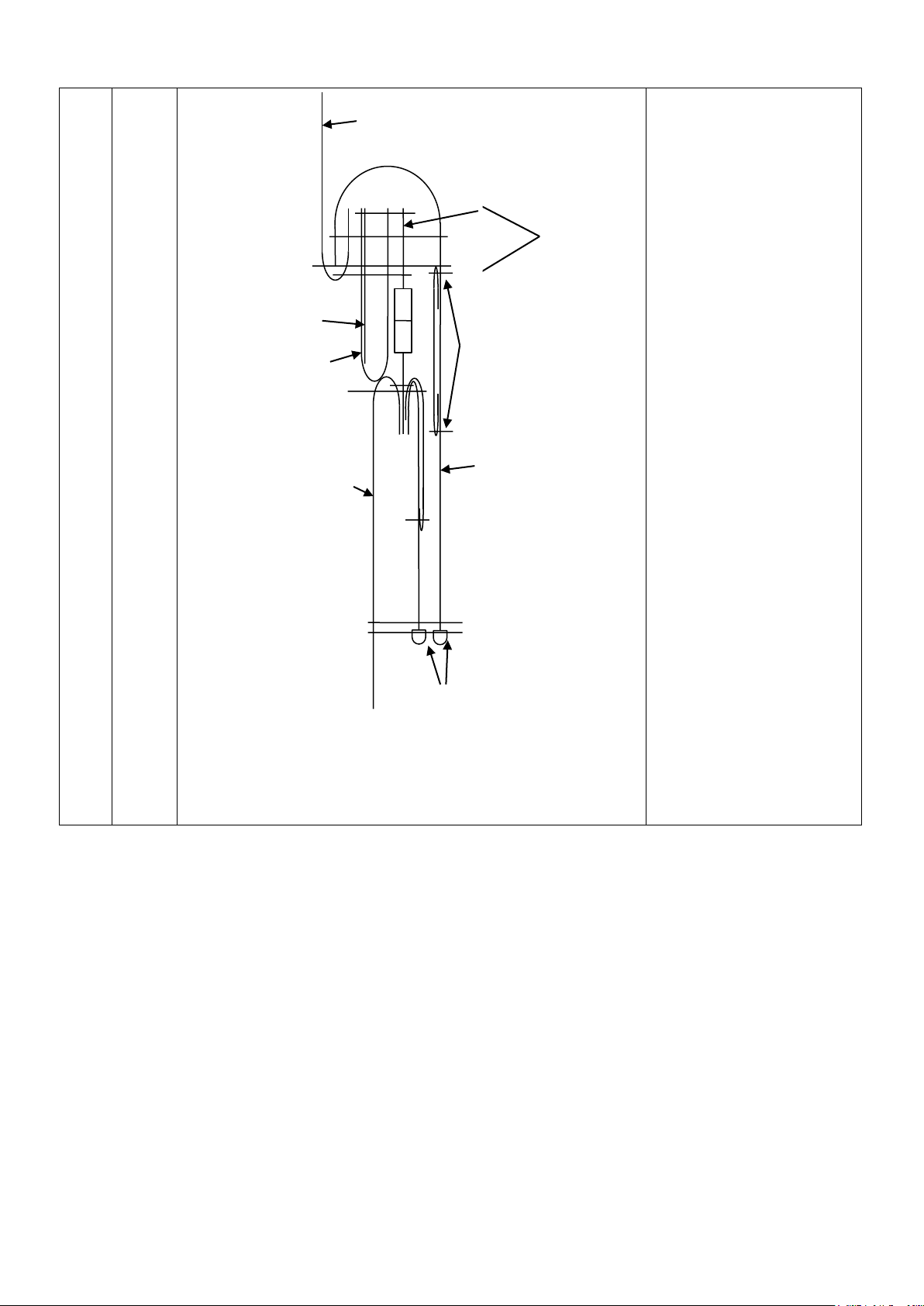
1-Vắt sổ áp túi, thân túi. Cụm 2-Đường may viền vào túi thân quần. 3 hậu 3-Đường may áp túi v o C-C thân quần. 4-Đường may mí chân viền dưới. 5-Đường may áp túi v o thân túi. 6-Đường may vòng quanh thân túi. 6 lOMoAR cPSD| 59421307 e a-Thân trên. b- a Thân dưới. c-Viền túi. d-Dựng viền túi. e-Khóa. f- 1 Thân 2. g-Thân 7 túi 1. h-Đáp túi 6 h 1-May ghim khóa vào viền 8 2 túi. 2-May can viền túi vào d thân trên.
3-May can thân túi 1, khóa, c f áp v o thân. 3 5 4-May can áp v o thân túi 1. Cụm
5-May mí miệng túi dưới. 4 túi ùi 6-May can áp v o thân túi D-D 2. b
7-May bọc mép thân túi 2. 4
8-Diễu mí miệng túi phía trên g 9-Vắt sổ thân túi 1, 2. 10-Diễu xung quanh thân 10
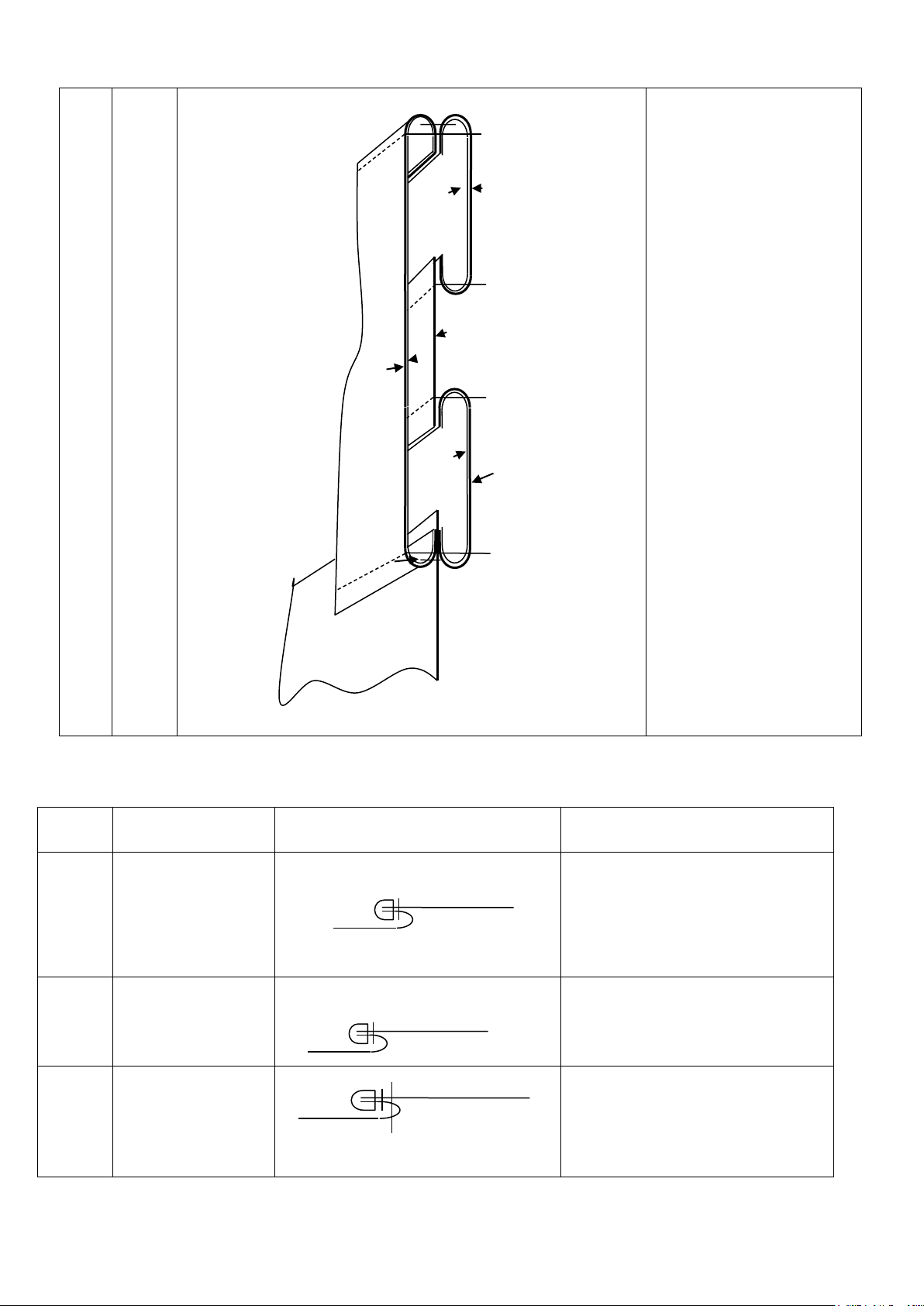
túi trừ phía trên miệng túi. 9 7 lOMoAR cPSD| 59421307 1 2 b e a-Cạp ngoài. b-Cạp trong. c-Dải băng 3 dệt. d-Dựng cạp. e- Dựng cạp trong. c f-Thân quần d
1-Đường may can cạp ngoài Cụm a và cạp lót. 5 cạp 3
2-Đường may mí ường can E-E cạp. 3-Đường may kê mí cạp e b
trong với dải băng dệt. 4-
Đường may cạp vào thân quần.
5-Đường may cố ịnh bản 4 5 rộng cạp. f
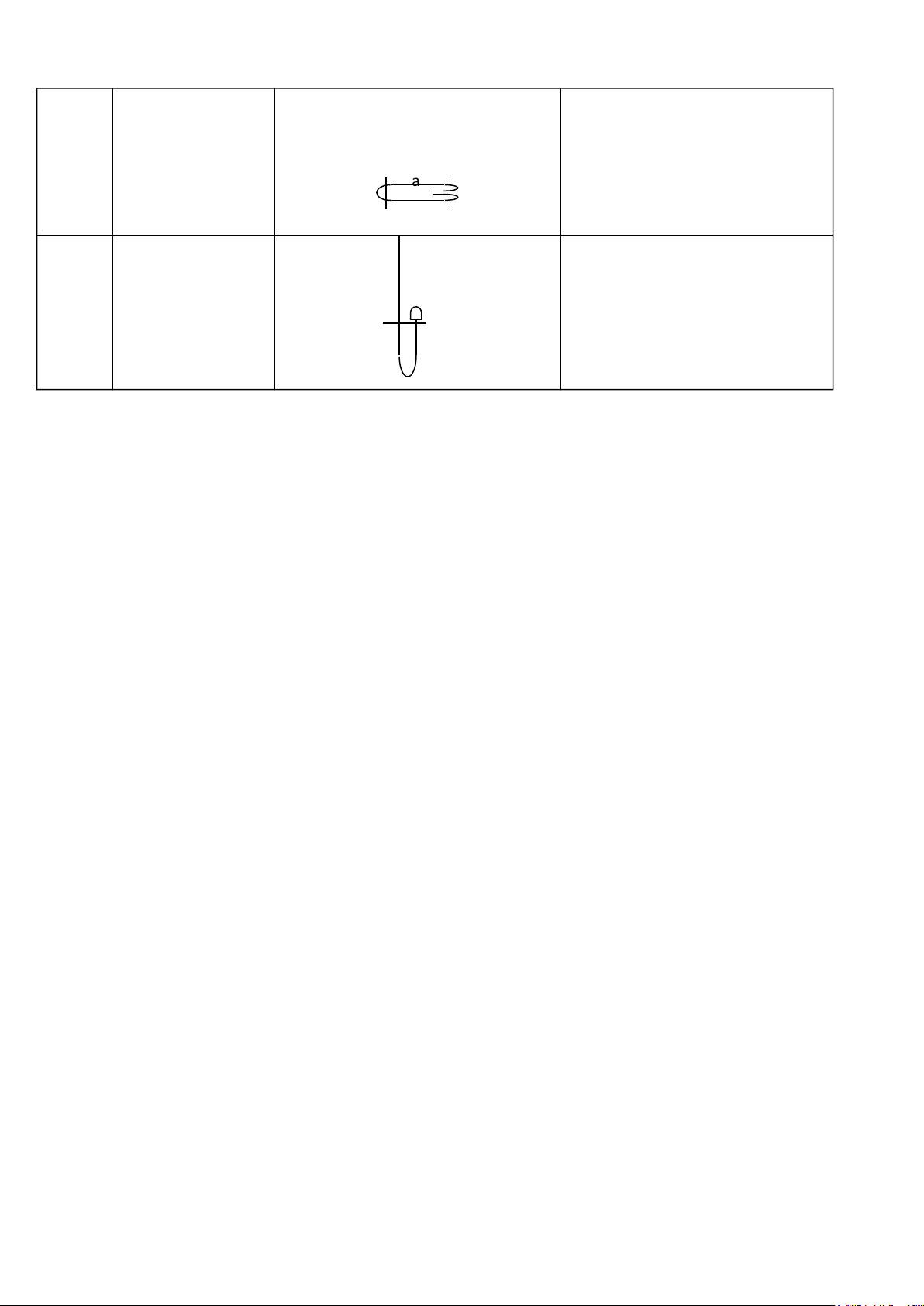
Bảng 3. Kết cấu các ường liên kết sản phẩm quần short nam STT
Tên ường liên kết Hình vẽ mô tả Chú thích 1 Đường dọc quần a-Thân sau 1 b-Thân trước b
1-Đường may 2 kim 5 chỉ. a 2 Chắp 2 dàng quần, a-Thân trước b-Thân chắp ũng trước, sau 1 chắp ũng sau b 1-Đường may 2 kim 5 chỉ a 3 Mí ũng trước + ũng 1 a-Thân trước b-Thân sau b sau a 1-Đường may mí 1 kim 2 8 lOMoAR cPSD| 59421307 5 May ỉ a a- Đỉ a 1 Ma -
y can kê g ập mép kín 2 ầ u ỉ a 2- 2
May mí mép ỉ a còn l ạ i. a 1 6 May g ấ u qu ầ n a-Thân s ả n ph ẩ m 0 V
- ắ t s ổ g ấ u qu ầ n
1- Đườ ng may g ấ u qu ầ n. a 1
1.5. Xây dựng tiêu chuẩn chất lượng sản phẩm
1.5.1. Tiêu chuẩn NPL (xem trong tiêu chuẩn TCVN 6054 :1995) 1.5.2. Tiêu
chuẩn ngoại quan (xem trong tiêu chuẩn TCVN 6054 :1995)
- Bề mặt quần phẳng ều, sạch sẽ, không còn ầu chỉ, xơ vải trên sản phẩm.
- Không có vết bẩn, phấn, các chi tiết khác màu, loang ố, lỗi vải sau khi may. - Cạp phải trơn ều và thẳng.
- Mép moi + ầu cạp phải thẳng hàng.
- Mở túi trước phải thẳng và phẳng trên thân.
- Chắp ũng trước + sau tại chỗ cong không ược bai dãn. - Dây ỉa phải thẳng không ược vẹo.
- Ly giữa sau phải cân giữa túi sau.
- Cơi túi sau không ược nhe hở, miệng túi phải trùng khít nhau, túi sau 2 bên phải ều
nhau. Mép gấu phải thẳng ều.
- Cơi túi ùi phải che kín song khoá không ược nhe hở.
- Phù hiệu túi sau phải thẳng hàng với ầu cơi túi không ược nhô ra hay thụt vào, phù
hiệu phải nằm cân ối, ính chắc chắn không ể cộm chỉ. - H ng không ược l quá ét rất dễ
tạo vết hằn, tránh là bóng.
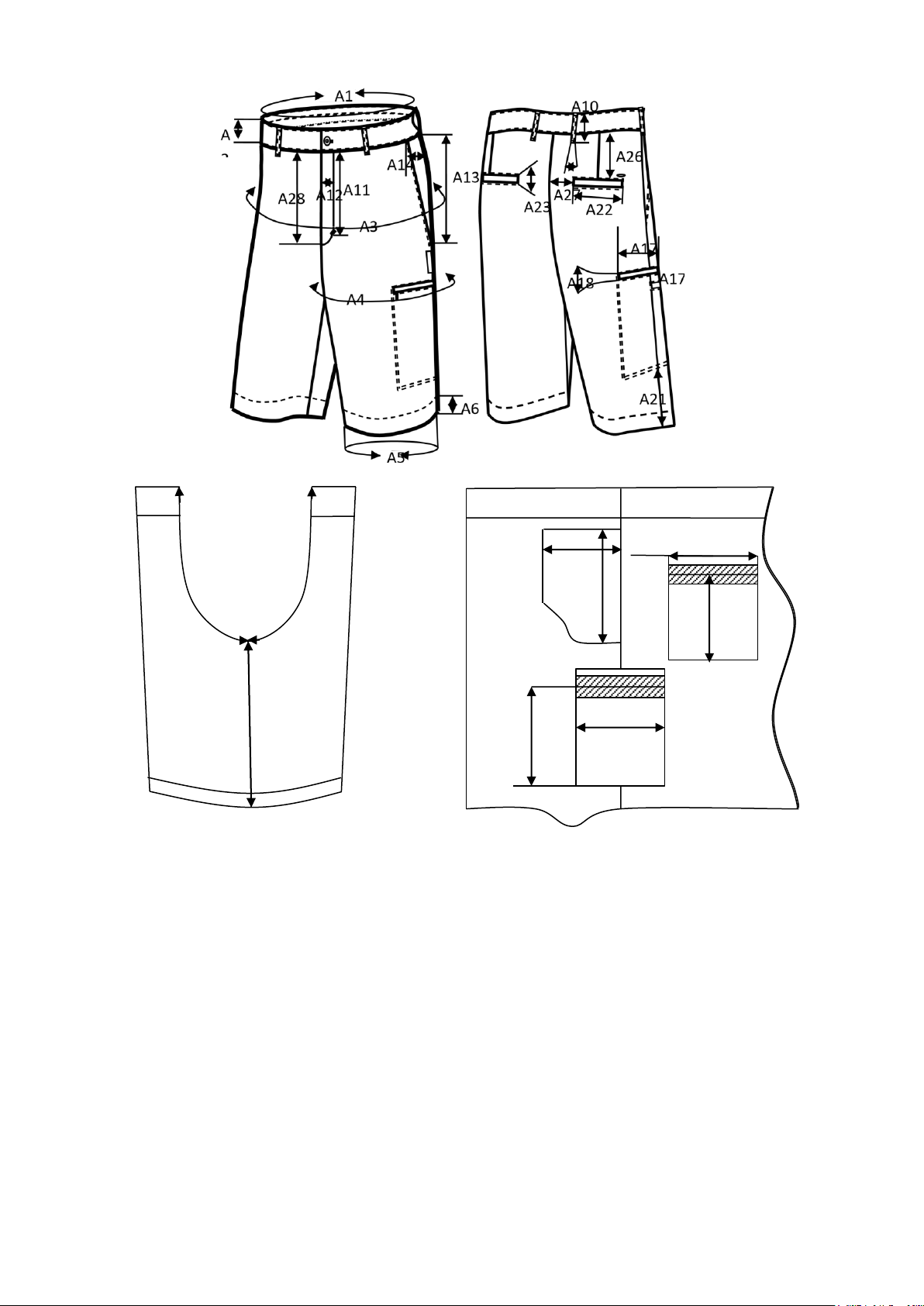
1.5.3. Tiêu chuẩn kích thước (xem trong tiêu chuẩn TCVN 6054 :1995)
Sản phẩm sau khi hoàn chỉnh phải ảm bảo úng kích thước theo sơ ồ o như sau: 9 lOMoAR cPSD| 59421307 A16 A25 A8 A9 A15 A24 A7 A20 A19
Hình 3. Kích thước thành phẩm 42500R+ Q3-2(B+T) 10 Stt Kí Tên kích thước Dung Dung hiệu và vị trí o sai sai (inh) (+) (-) 32 33 34 36 38 40 42 44 1 A1 Vòng eo o 35 36 37 39 41 43 45 47 1/4 1/4 êm 2 A2 Bản to cạp 1 5/8
3 A3 Vòng mông 44 45 46 48 50 52 54 56 1/4 1/4 cách ũng 3”
4 A4 Vòng ùi o 28 28 29 30 31 32 34 35 1/8 1/8 tại ũng 5/8 ¼ ½ ¾ 7/8 1/8 5 A5 Vòng ống 24 25 25 26 27 28 ½ 29 30 1/8 1/8 ½ ½ ½ ½ ½ ½ 6 A6 BT gấu 1 7 A7 Dài giàng 10 ½ 10 ¾ 11
8 A8 D i ũng trước 11 11 12 12 12 12 ¾ 13 13 cả cạp ¾ 7/8 ¼ ½ ¼
9 A9 D i ũng sau 16 17 17 17 18 18 19 19 cả cạp ¾ ¼ ¾ ¼ 5/8 3/8 10 A10 Dài × BT dây ỉa 2 ¼ × ½ 11 A11 Mở moi trước o 6 ¾ 7 ¼ 7 ¾ ến bọ 12 A12 BT moi 1 ½ 13 A13 Dài mở túi 7 7 3/8 trước 14 A14 Rộng túi trước o 1 ½ chân cạp 15 A15 Dài lót túi 12 ½ 12 7/8 trước 16 A16 Rộng lót túi 7 ½ 7 7/8 trước 17 A17 Rộng cơi túi ùi 6 ½ 6 7/8 18 A18 BT cơi túi ùi 1/2
19 A19 âu lót túi ùi o từ 6 6 3/8 giữa khoá 20 A20 Rộng lót túi ùi 6 ½ 6 7/8 21 A21 Từ gấu tới túi 1 ½ 1 ¾ 2 ùi 22 A22 Rộng cơi túi 5 ½ 5 7/8 sau 23 A23 BT cơi túi sau ½ 24 A24 Sâu lót túi sau 6 ½ 6 7/8 25 A25 Rộng lót túi sau 7 ½ 7 7/8
26 A26 Từ chân cạp tới 2 10 túi sau 1/2
27 A27 Từ chắp ụng sau 2 2 2 ¾ 3 3 ¼ 3 ½ 3 ¾ 4
tới túi sau Down ½ by Quo c Khai ( quockha i36@g mail.com) loaded 5/8
1.5.4. Tiêu chuẩn kỹ thuật may (xem trong tiêu chuẩn TCVN 6054 :1995) - Mật ộ mũi may: + Máy 1 kim: 12 mũi/1inch.
+ Máy vắt sổ 2 kim 5 chỉ: 12 mũi/1 inch.
- Các ường may mí: 1/16inh - Các ường may diễu: 1/8inh. - Đường bọ dài: 1/4 inch.
- Các chi tiết dán dựng: Cạp ngoài + cạp trong, miệng túi chéo, viền túi, miệng túi
viền trên thân, viền túi ùi. - Các ường may vắt sổ 3 chỉ: + Đáp moi + ỡ moi + Thân trước và thân sau.
+ Đáp túi, thân túi túi chéo.
+ Đáp túi, thân túi túi viền. + Thân túi ùi. + Đáp moi, áp khoá.
- Các ường may 2 kim 5 chỉ: Chắp dọc quần, dàn quần, ũng trước v ũng sau. - Các
ường may mí: chân viền trên, chân viền dưới v 2 ầu miệng túi 1 viền; miệng dưới
túi ùi; mí áp moi; mí ũng trước v ũng sau; mí cạp trong với dải băng dệt; mí xung quanh cạp quần; mí ỉa.
- Các ường may diễu: miệng túi chéo; miệng trên v xung quanh thân túi ùi; moi quần.
- Các iểm ính bọ: 2 ầu ỉa, bọ dài bằng ỉa; 1 ầu uôi moi, trùng v o ường diễu moi, bọ d i
1/4inch; 1 iểm dính áp moi với ỡ moi, bọ dài 1/4inch ngang củ khoá, bọ trùng v o
ương diễu moi; 2 iểm miệng túi trước, bọ trên cách chân cạp 3/8inch, bọ dưới vuông
góc với miệng túi, bọ d i 1/4inch; 2 ầu cơi túi ùi phải, bọ dài bằng BT cơi, bọ ôm bờ;
2 ầu túi 1 viền, bọ dài bằng BT cơi, bọ ôm bờ.
- May dây dệt trang trí dọc quần: dây dệt 2inch gập ôi dây may v o dọc quần bên trái
khi mặc,d i dây TP ã gập ôi =1/2inch, dây cắt nhiệt.
- Thùa khuyết cúc túi sau trái: Dùng cúc 24L =15,4ly
+ Gồm 1 khuyết, thùa khuyết ầu tròn, bọ ngang (bọ rời) lỗ dao thùa = 1,5cm.
+ Từ chân cơi túi sau ến ầu dao khuyết = 7/16inch.
+ Tâm khuyết nằm cách ều rộng cơi túi. + Cúc ính ở áp túi.
+ Để êm phẳng v trung khít cơi túi, ầu khuyết là tâm cuc.
+ Cúc ính chéo quần chân cao 3ly.
+ Khuyết thùa phải chèn trước thùa sau.
- Thùa khuyết cúc cạp: Dùng cúc 30L= 19ly.
+ Gồm1 khuyết, thùa v o ầu cạp bên trái quần khi mặc.
+ Thùa khuyết ầu tròn, bọ ngang(bọ rời) lỗ dao thùa =1,9cm.
+ Tâm khuyết nằm giữa BT ầu cạp. + Từ ầu
cạp ến ầu dao khuyết= 9/16inch. + Cúc ính ở ầu cạp phải.
+ Kéo khoá ể êm moi, mép moi bên trái chèn sau chân khoá moi bên phải 0,6cm cả
trên v dưới ầu khuyết tâm cúc. + Cúc ính chéo quần chân cao 3 ly. 11
+ Khuyết thùa phải chèn trước thùa sau.
2. Xây dựng quy trình công nghệ may sản phẩm
2.1. Chọn phương pháp gia công v thiết bị
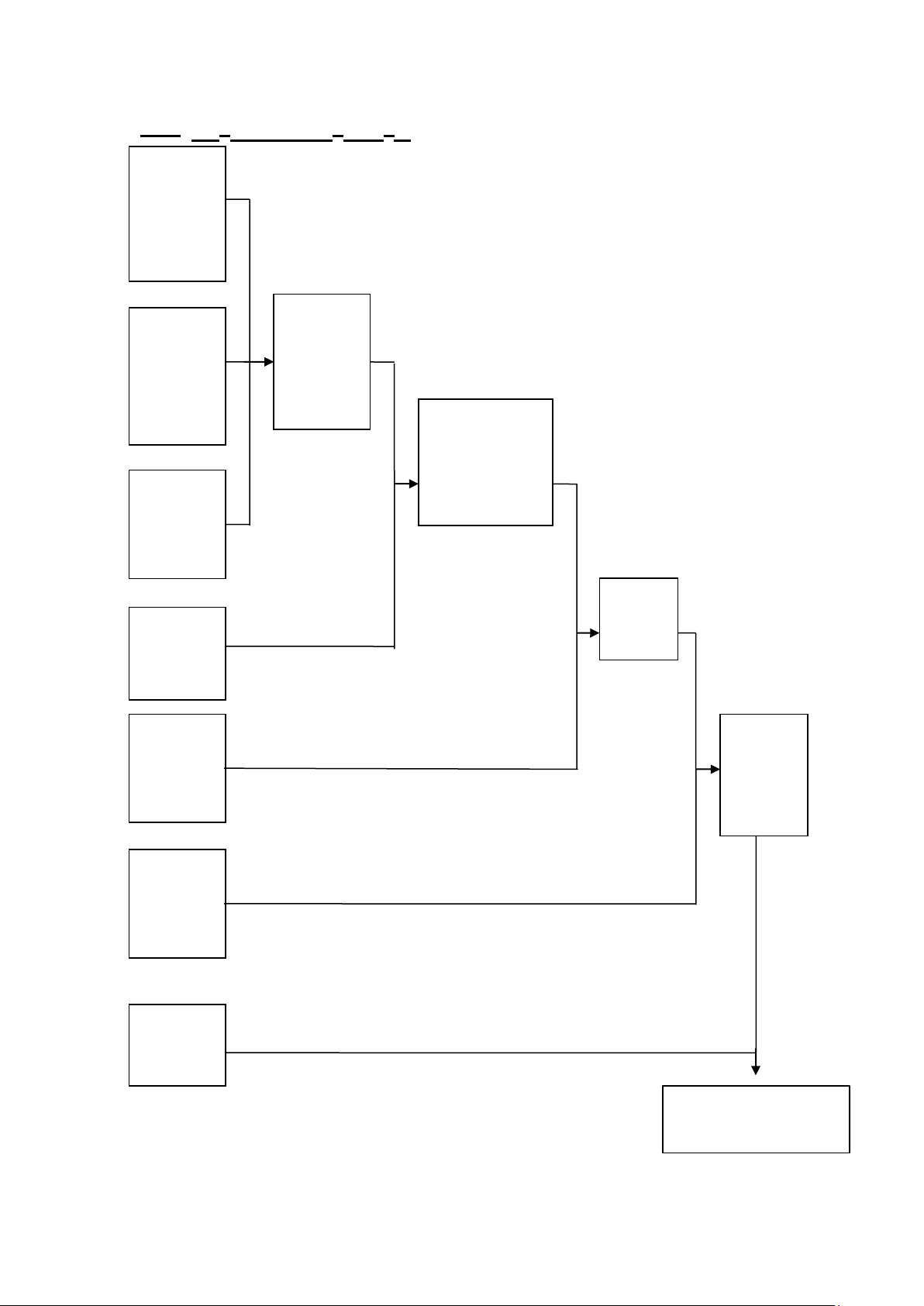
2.2. ơ ồ khối gia công sản phẩm
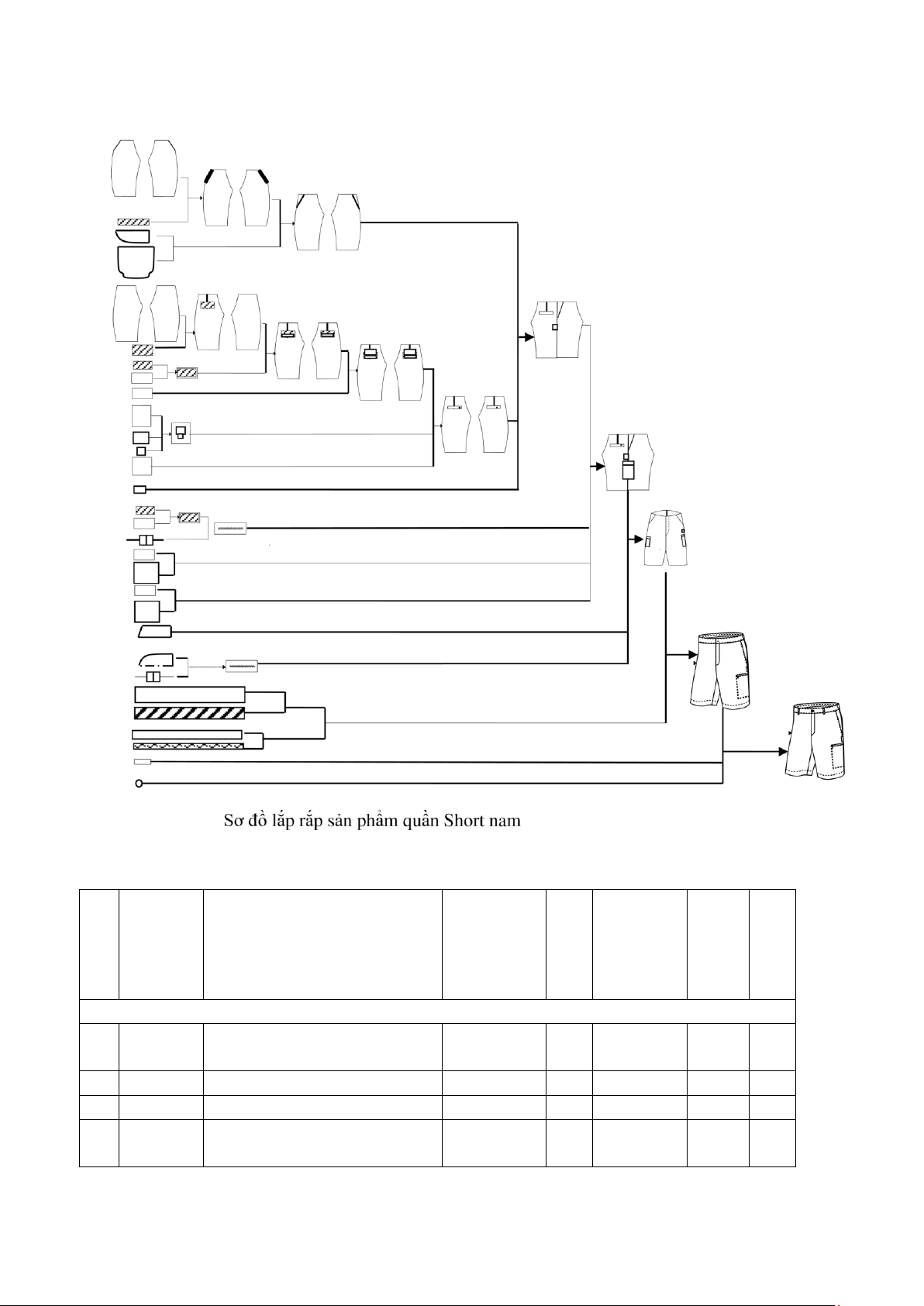
2.3. ơ ồ lắp ráp sản phẩm
2.4. ơ ồ phân tích quy trình công nghệ may sản phẩm
2.5. Bảng qui tr nh công nghệ may sản phẩm. Các ví dụ mẫu:
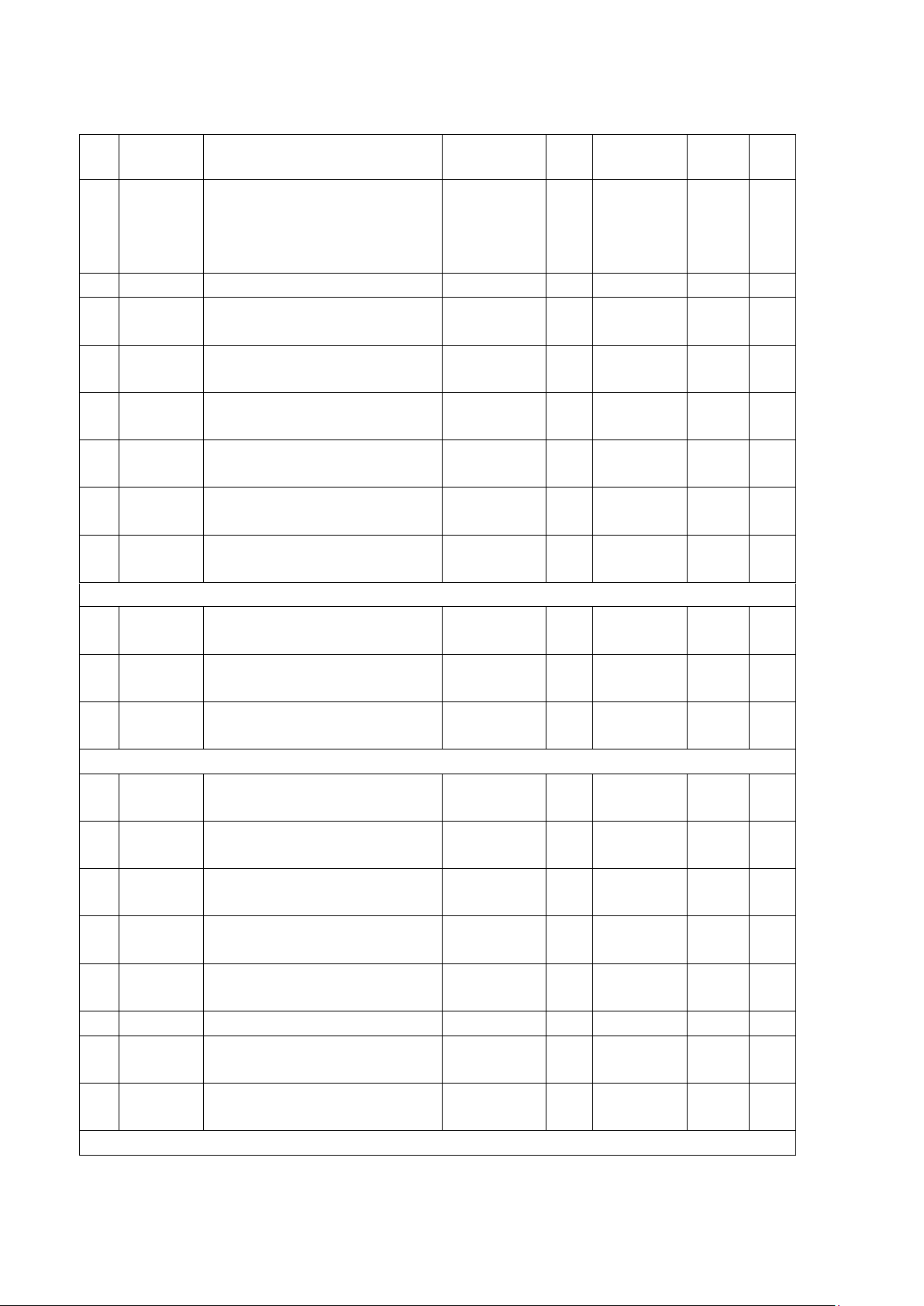
Sơ ồ kh ố i gia công s ả n ph ẩ m Gia công thân trướ c May Gia ườ ng công d thân ọ c qu sau ầ n May túi ố p, may ũng qu Gia ầ n,dàng qu công ầ n dây d ệ t Tra Gia c ạ p công túi ố p Gia May công ỉ a c ạ p vào c ạ p Gia công ỉ a Cúc Hoàn thi ệ n s ả n ph ẩ m 13 Stt Kí hiệu Tên nguyên công Đặc iểm
Bậc Tên thiết Thời Ghi nguyên nguyên thợ bị gian chú công công ịnh mức (giây)
A. Gia công thân trước 1 A01 Vắt sổ thân trước. Tay - máy 3 Máy vắt 50 sổ 2 A02 Đánh dấu miệng túi. Thủ công 3 Phấn 10 3 A03 Dán dựng miệng túi. Tay 3 Bàn là 20 4 A04
Vắt sổ áp túi trừ ường chân Tay - máy 3 Máy vắt 22 cạp. sổ 5 A05 Vắt sổ bao túi. Tay - máy 3 Máy vắt 24 sổ 6 A06 May áp túi v o bao túi. Tay - máy 3 Máy 1 15 kim 7 A07 May thân túi vào thân. Tay - máy 3 Máy 1 16 kim 8 A08
May mép thân trước vào bao Tay - máy 3 Máy 1 15 túi. kim 9 A09 Diễu mí miệng túi. Tay - máy 3 Máy 1 12 kim 10 A10
Đính bọ 2 ầu miệng túi. Tay - máy 3 Máy ính 46 bọ 11 A11 May áy túi. Tay – máy 3 Máy 1 24 kim
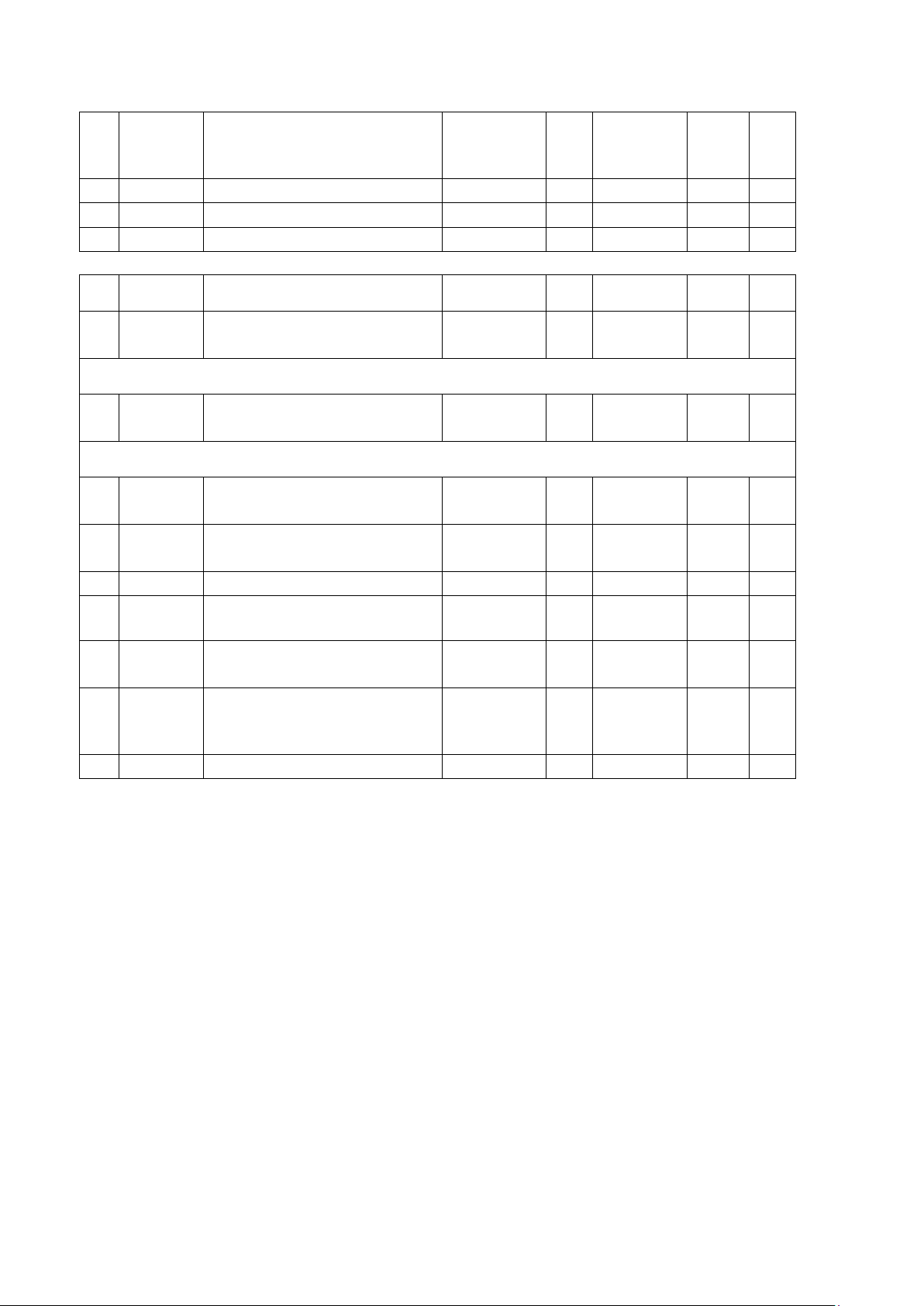
B. Gia công thân sau 12 B01 Vắt sổ thân sau. Tay – máy 3 Máy vắt 50 sổ 13 B02 Đánh dấu vị trí ly. Thủ công 3 Phấn 15 14 B03 May ghim ly về phía ũng Tay – máy 3 Máy 1 40 quần. kim 15 B04 Là gấp ly. Tay 3 Bàn là 20 16 B05
Đánh dấu vị trí túi 1 viền. Thủ công 3 Phấn 10 17 B06
Vắt sổ áp túi, bao túi. Tay – máy 3 Máy vắt 45 sổ 18 B07
Đánh dấu vị trí may nhãn(sao Thủ công 3 Phấn 20
cho nhãn chính nằm giữa thân
túi sau và cách cạp ½”) 19 B08 May can kê gập mép kín Tay - máy 3 Máy 1 55
nhãn chính vào thân túi sau kim
(trong ó nhãn cỡ may can kê
lé viền với nhãn cỡ nằm dưới nhãn chính) 20 B09
Dán dựng, là gập ôi viền túi. Tay 3 Bàn là 29 21 B10
Là dán dựng ở mắt trái Tay 3 Bàn là 25
miệng túi trên sản phẩm. 22 B11
May viền túi vào thân sản Tay - máy 3 Máy 1 20 15 phẩm. kim 23 B12 May áp túi v o thân sản Tay – máy 3 Máy 1 20 phẩm. kim 24 B13
Bổ miệng túi và bấm góc túi. Thủ công 3 Kéo 18 25 B14 Chặn 2 ầu miệng túi. Tay - máy 3 Máy 1 10 kim 26 B15
Diễu mí chân viền dưới. Tay - máy 3 Máy 1 20 kim 27 B16
Diễu mí chân viền trên và 2 Tay – máy 3 Máy 1 25 ầu miệng túi. kim 28 B17 May chân áp v o bao túi. Tay – máy 3 Máy 1 20 kim 29 B18 May xung quanh bao túi. Tay – máy 3 Máy 1 30 kim C. May dọc quần 30 C01
Chắp 2 dọc quần qua miệng Tay – máy 3 Máy 2 kim 50 túi + ặt dây dệt. 5 chỉ D. Gia công túi ùi 31 D01
Dán dựng. là gập viền túi. Tay 3 Bàn là 26 32 D02 Đánh dấu vị trí túi. Thủ công 3 Phấn 10 33 D03
May ghim khóa vào viền túi. Tay – máy 3 Máy 1 26 kim 34 D04 May viền túi vào thân. Tay – máy 3 Máy 1 35 kim 35 D05
Bổ, lộn miệng túi bấm góc. Thủ công 3 Phấn 50 36 D06 Chặn 2 ầu miệng túi Tay – máy 3 Máy 1 20 kim 37 D07
May can thân túi thứ 1 với Tay – máy 3 Máy 1 25 khóa, áp, thân. kim 38 D08 May can áp v o thân túi 1. Tay – máy 3 Máy 1 23 kim 39 D09
May mí miệng túi phía dưới. Tay – máy 3 Máy 1 60 kim 40 D10 May áp với thân túi 2. Tay – máy 3 Máy 1 25 kim 41 D11 May bọc mép thân túi 2. Tay – máy 3 Máy 1 28 kim 42 D12
Diễu mí miệng túi phía trên. Tay – máy 3 Máy 1 53 kim 43 D13
Vắt sổ quanh thân túi trừ Tay – máy 3 Máy vắt 50 phần trên. sổ 44 D14
Diễu xung quanh thân túi trừ Tay – máy 3 Máy 1 58 phía trên miệng túi. kim
E. Gia công cụm khoá 45 E01 Vắt sổ áp moi. Tay – máy 3 Máy vắt 20 sổ 46 E02 May áp moi v o thân quần. Tay – máy 3 Máy 1 23 kim 47 E03 Mí áp moi 0,1cm với mép Tay – máy 3 Máy 1 30 lOMoAR cPSD| 59421307
ường may lật về phía áp moi. kim 48 E04
May ũng quần thân trước bắt Tay – máy 3 Máy 1 50
ầu từ vị trí cách ngã tư ũng kim
2cm và kết thúc tại iểm cao hơn mép áp moi 0,7cm. 49 E05 Là gập ôi áp khóa. Tay 3 Bàn là 10 50 E06 Vắt sổ áp khóa. Tay – máy 3 Máy vắt 25 sổ 51 E07 May gim khóa vào áp khóa. Tay – máy 3 Máy 1 25 kim 52 E08
May khóa, áp khóa v o thân Tay – máy 3 Máy 1 57 quần. kim 53 E09
May ghim bờ khóa còn lại vào Tay – máy 3 Máy 1 10 áp moi. kim 54 E10
Đánh dấu ường diễu moi trên Thủ công 3 Phấn 8 thân quần. 55 E11 May ường moi quần. Tay – máy 3 Máy 1 26 kim
F. May dàng và ũng quần 56 F01 Chắp 2 dàng quần. Tay – máy 3 Máy 2 kim 46 5 chỉ 57 F02
Chắp ũng trước+ ũng sau. Tay – máy 3 Máy 2 kim 46 5 chỉ 58 F03 Mí ũng trước + ũng sau. Tay – máy 3 Máy 1 30 kim G. Gia công cạp 59 G01
Dán dựng cạp ngoài, cạp Tay 3 Bàn là 40 trong. 60 G02
Kê mí cạp trong với dải băng Tay – máy 3 Máy 1 50 dệt. kim 61 G03
May can cạp ngoài và cạp lót. Tay – máy 3 Máy 1 31 kim 62 G04 May cạp vào thân quần. Tay – máy 3 Máy 1 45 kim 63 G05 May lộn ầu cạp. Tay – máy 3 Máy 1 35 kim 64 G06 Sửa lộn ầu cạp. Thủ công 3 Kéo 30 65 G07
May cố inh bản rộng cạp. Tay – máy 3 Máy 1 100 kim 66 G08 Mí xung quanh cạp quần. Tay – máy 3 Máy 1 100 kim H. Gia công ỉa lOMoAR cPSD| 59421307 67 H01 May can kê gập mép kín 2 Tay – máy 3 Máy 1 38
ầu và mí mép còn lại của ỉa. kim 68 H02 Cắt th nh 6 ỉa. Thủ công 3 Kéo 12 69 H03 Đánh dấu vị trí ỉa. Thủ công 3 Phấn 25 70 H04 Ghim ỉa vào chân cạp. Tay – máy 3 Máy 1 45 kim 71 H05 May can kê gập mép ỉa. Tay – máy 3 Máy 1 45 kim I. Gấu quần 72 I01 May gập gấu quần. Tay – máy 3 Máy 1 100 kim K. Hoàn tất 73 K01 Thùa khuy cạp + túi sau. Tay – máy 3 Máy thùa 40 khuy 74 K02 Đính ho n chỉnh 2 cúc. Tay – máy 3 Máy ính 50 cúc 75 K03 Quấn chân cúc. Thủ công 3 20 76 K04
Khâu hoàn chỉnh logo túi sau. Thủ công 3 55 77 K05
Bọ hoàn chỉnh túi sau+ túi Tay – máy 3 Máy ính 160 ốp. bọ 78 K06
Bọ 2 túi chéo + uôi moi + Tay – máy 3 Máy ính 54
iểm dính áp moi với ỡ moi. bọ Tổng 2696
Tài liệu liên quan:
-
Bài tập Gia công áo khoác gió ZAHAN Fashion môn Công nghệ gia công sản phẩm may | Trường Đại học Bách Khoa Hà Nội
82 41 -
Chương 2: Kỹ thuật may các cụm chi tiết của sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
761 381 -
Chương 1. Các phương pháp gia công sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
402 201 -
Chương 1. Các phương pháp gia công sản phẩm may | Bài giảng môn Công nghệ gia công sản phẩm may | Đại học Bách khoa hà nội
397 199