Chương 6: Thiết bị vỏ mỏng | Giáo Trình môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
Với thiết bị được đốt nóng bằng nguồn nhiệt mà nhiệt độ có
thể biến thiên trong một dải rộng, nên chọn nhiệt độ tính toán
sao cho đảm bảo an toàn. Tài liệu trắc nghiệm môn Cơ khí ứng dụng học giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Cơ khí ứng dụng 18 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.4 K tài liệu
Tác giả:




Preview text:
CƠ KHÍ ỨNG DỤNG
Khối lượng 3(3-1-0-6)
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
Bộ môn Máy và Thiết bị Công nghiệ p Hóa chất
Chương 6 – THIẾT BỊ VỎ MỎNG
6.1 Giới thiệu chung
6.1.1 Phân loại thiết bị
Trong công nghiệp hoá chất, các thiết bị có thể phân thành 03 lo ại sau :
- Theo bị vỏ mỏng chịu áp suất trong
- Thiết bị vỏ mỏng ch ịu áp suất ngoài - Thiết bị vỏ dày D
Tiêu chuẩn nhận biết thiết bị vỏ mỏng: d
S < 0,1 D hoặc D/d < 1,1 Trong đó:
S - Chiều dày vỏ thiết bị; S D - Đường
kính ngoài của thiết bị; d - Đường kính trong củ a thiết bị;
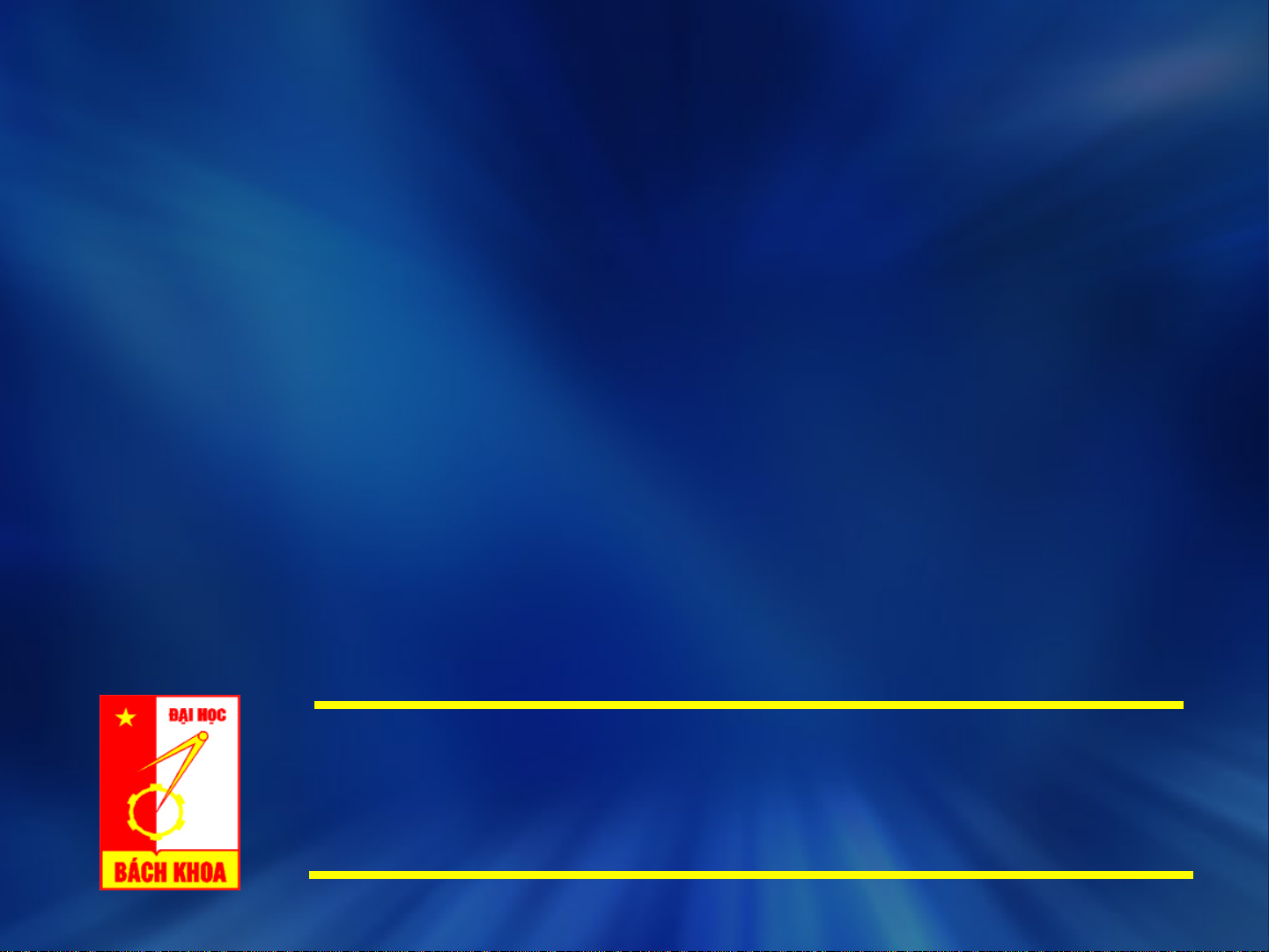
Thiết bị vỏ mỏng chịu áp suất trong
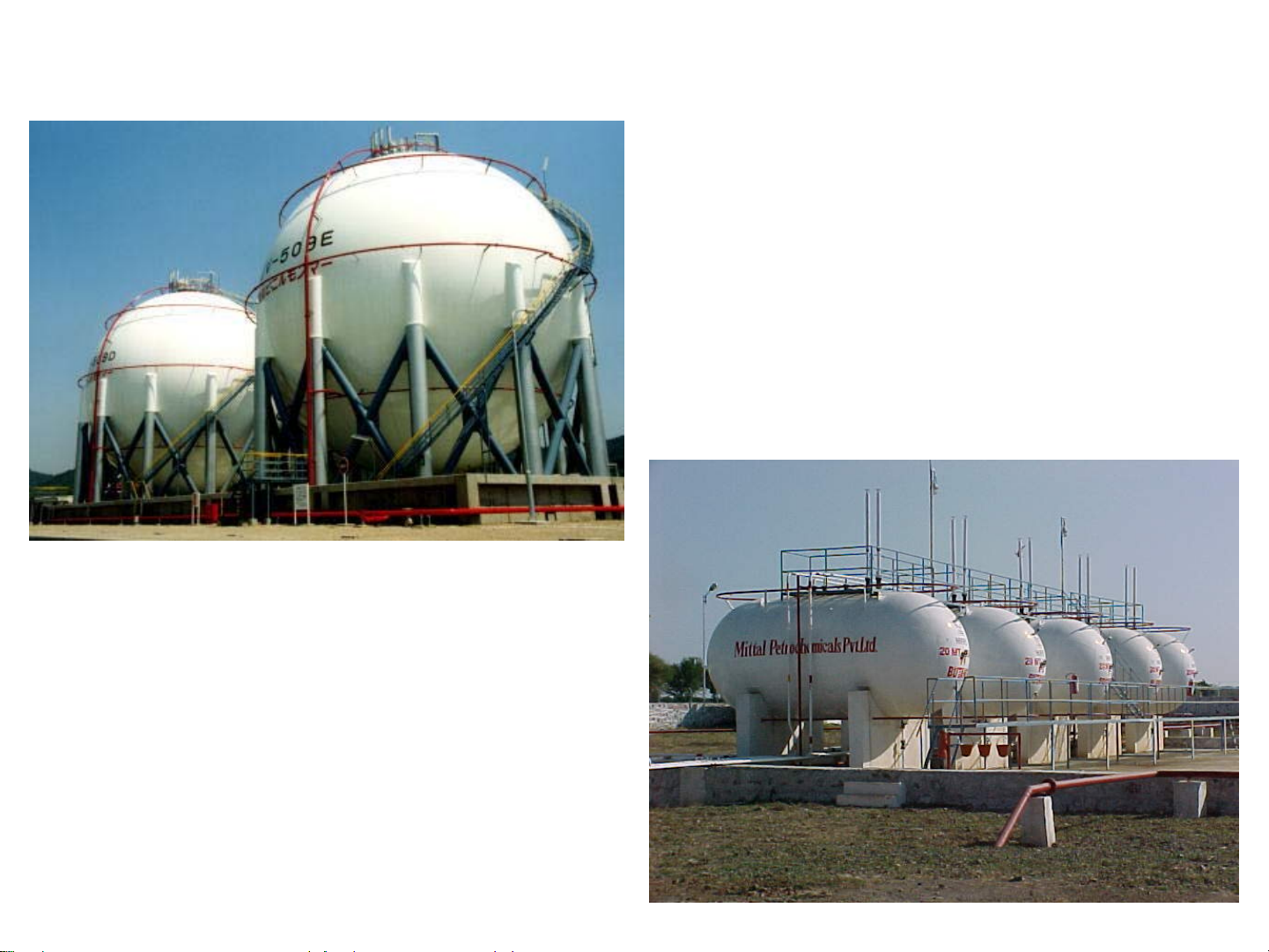
Thiết bị vỏ mỏng chịu áp suất ngoài Thiết bị chân không Vỏ trong chịu áp suất ngoài Thiết bị vỏ dày Thiết bị vỏ dày
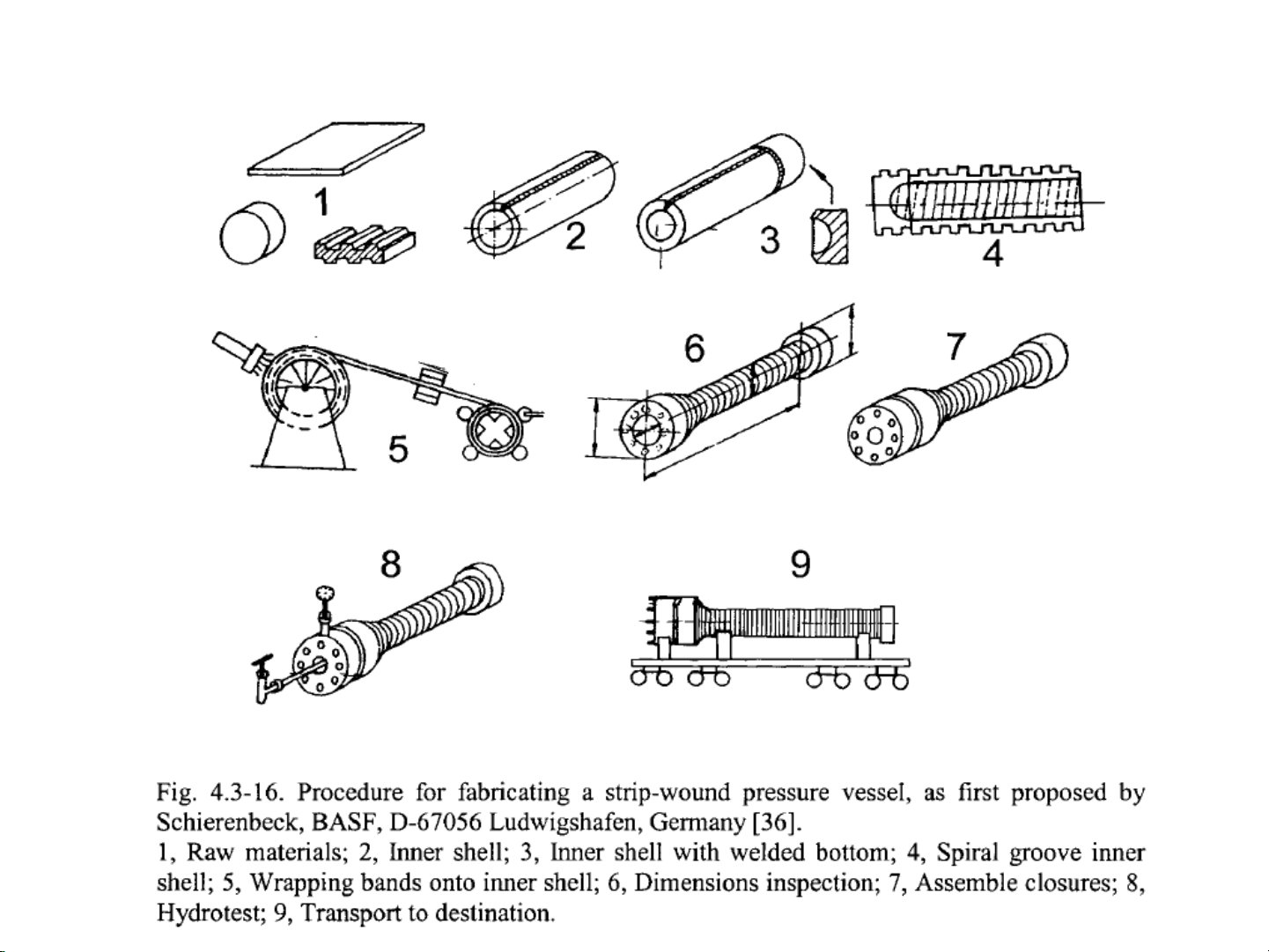
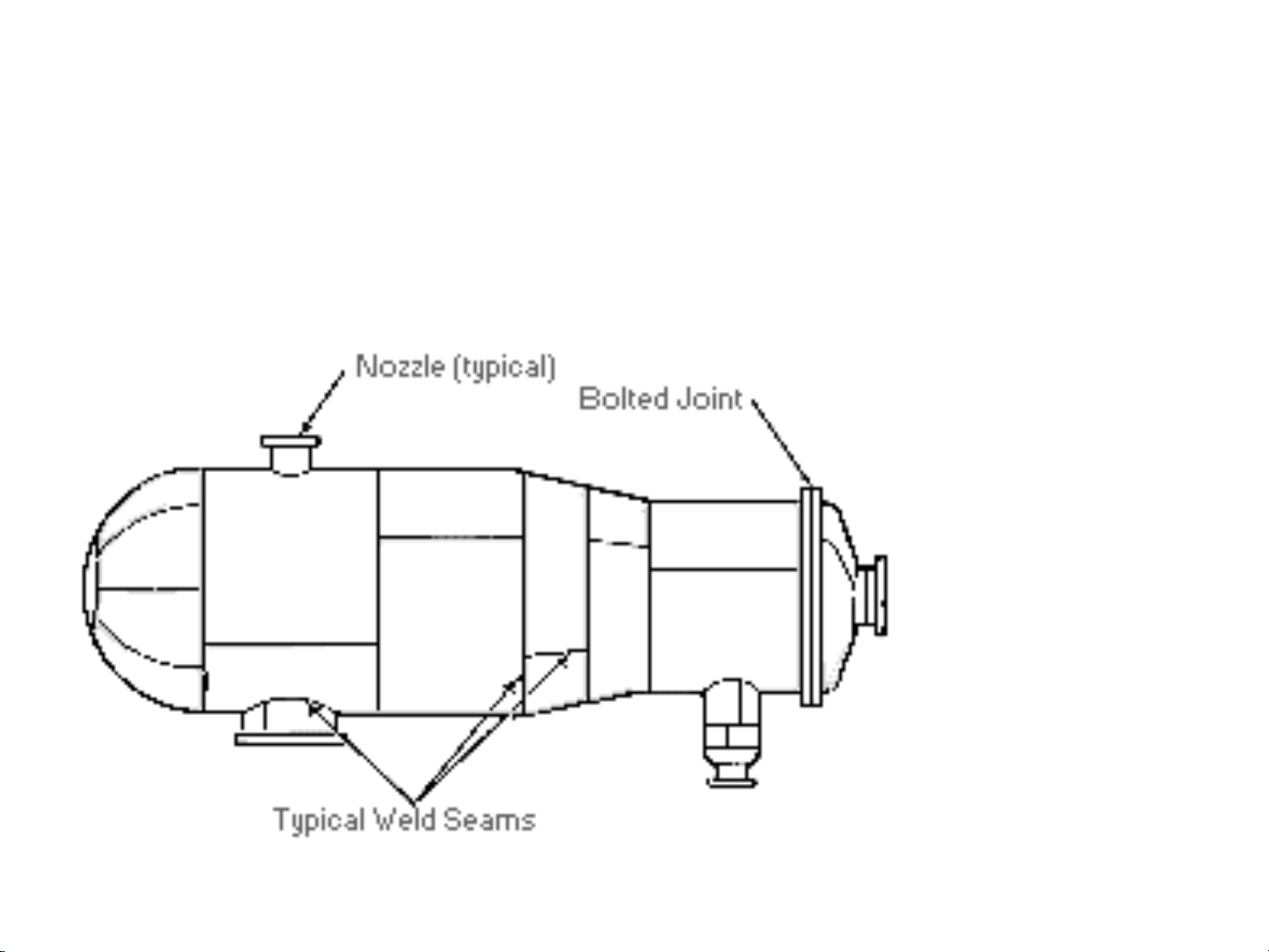
6.1.2 Cấu tạo thiết bị vỏ mỏng chịu áp suất trong
- Trong công nghiệp hoá chất, gần 70 % các loại thiết bị
thuộc về thiết bị vỏ mỏng chịu áp suất trong, được chế tạo từ
các tấm thép phẳng và hàn ghép với nhau. Cấu tạo gồm: a. Thân trụ b. Đáy và nắp (Bán cầu, chỏm cầu, ellipse, nón..) c. Các cửa và mặt bích
6.2 Tính toán vỏ thiết bị
6.2.1 Tính toán vỏ trụ Bổ xung
hệ số bền của mối hàn và độ dư chiều dày, thu đượ ccô ng th ức
tính bền thiết bị vỏ tr ụ thực tế như sau: p. D
S 2 . C . Trong đó: S
- Độ dày vỏ thiết bị [cm]; p - áp suấ t là
m vi ệc [Kg/ cm2 hoặc N/cm2]; D
- Đường kính trung bình của vỏ [cm];
[] - ứng suất c ho phép củ a vật liệu [K g/cm2 hoặc N/cm2];
- H ệ số b ền m ối hàn [-];
C - Hệ số dư [cm];
Để tiện lợi cho việc tính toán chiều dày thiết bị theo đường kính
trong Dt hoặc đường kính ngoài thi ết bị Dn, biế n đổi (3-10) thu được: p.D S . 2 t C . p p.D S . 2 n C . p
Để xác định giá trị của các tham số trong công thức trên cần căn cứ
vào điều kiện ch ế tạ o và làm v iệc cụ th ể của thiết bị, với các lưu ý cơ b ản sau:
a) Nhiệt độ vỏ thiết bị:
- Trong thiết bị đun nóng, nhiệt độ ttb tính toán lấy bằng nhiệt
độ cực đại của lưu th ể;
- Trong thiết bị làm lạnh, nhiệt độ ttb lấy bằng nhiệt độ cực tiểu của lưu th ể;
- Với thiết bị được đốt nóng bằng nguồn nhiệt mà nhiệt độ có thể biến thiên trong một dải rộ
ng, nên chọn nhiệt độ tính t oán sao c ho đả m bảo a n toàn.
b) Áp suất bên trong thiết bị:
- Đối với thiết bị chứa khí, áp suất tính toán p là áp suất làm
việc danh nghĩa củ a thiế tbị.
- Nếu bên trong thiết bị chứa chất lỏng, áp suất tính toán p là áp suất l àm việc d anh
nghĩa công với áp suất thuỷ tĩnh do c ột chất l ỏng ở vị trí tính toán.
- Với chất lỏng dễ hóa hơi, áp suất tính toán lấy bằng áp suất
hơi bão hòa lớn n hất của chất lỏ ng ở nhiệ tđộ làm việc c ộ ng
với áp suấ tthủ y tĩnh ở vị trí tính toán.
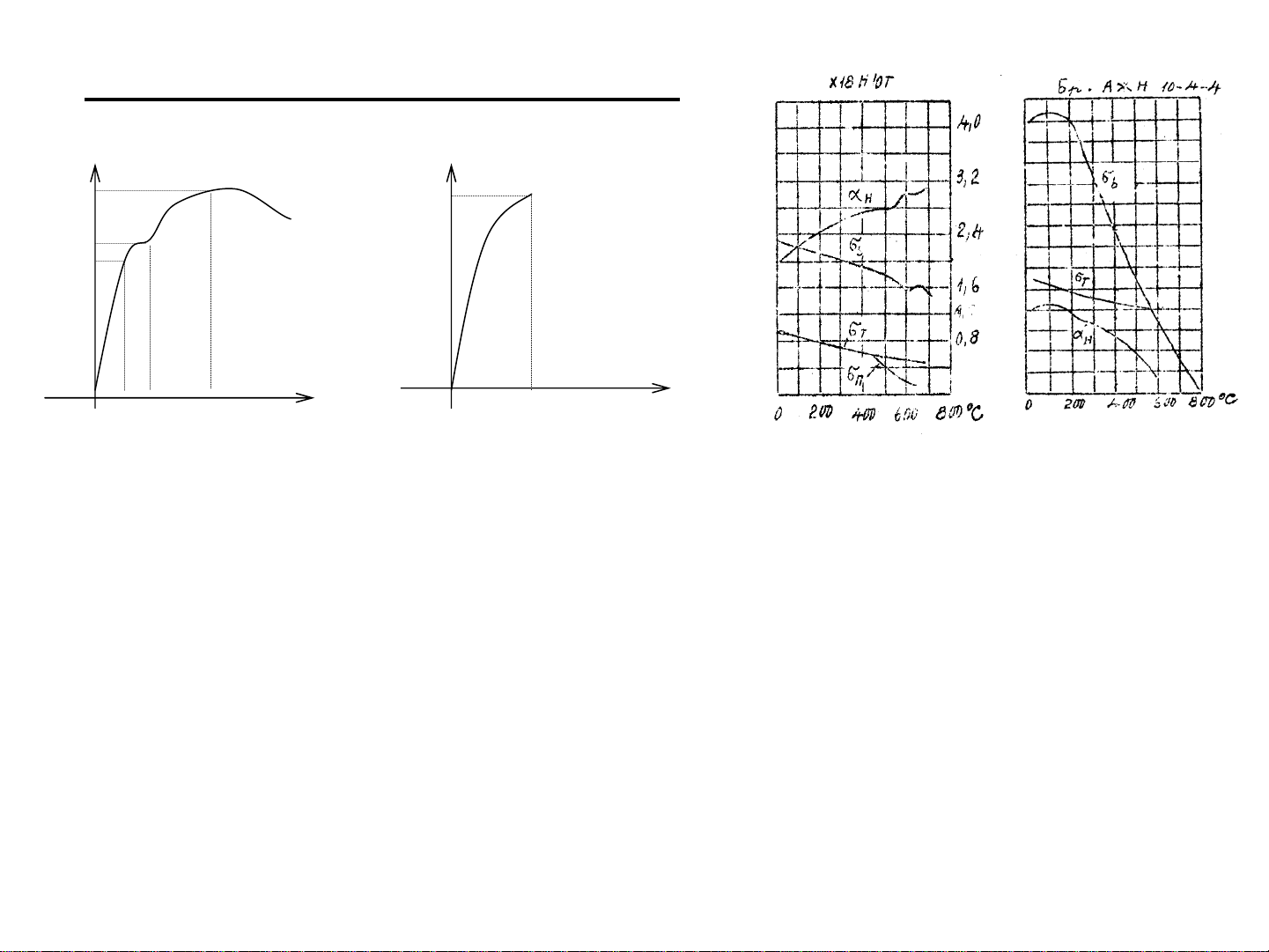
c) Ứng suất cho phép của vật liệu: C B B B T K A 0 0 (a) Vật liệu dẻo (b) Vật liệu ròn
- Trong điều kiện nhiệt độ vừa phả i, ứng cho phép được tính
theo giới h ạn bền [ ]* = B /nB
- Đối với thiết bị phải làm việc ở nhiệt độ cao, nhưng không quá
300°C, giới hạn bề n và giới hạn ch ảy gi ảm nhanh, cần l ấy giá
trị nhỏ nhất trong hai giá trị ứng suất cho phép theo giới hạn bền t
và gi ới hạ n chả y ở nhi ệt độ t ương ứ ng: [
]* = min (T /nT và t n /nn )
- Đối với thiết bị làm việc ở nhiệt độ cao hơn 350°C, phải xét
đến sự biến dạng dẻo r ất c
hậ m của thi ết bị (10-7 mm/mm.h) và chấp nhậ
n sự biến d ạng vĩnh viễn cho phép là 1,5% với thép
carbon và 1% vớ i thép hợp kim. Ứng suấ tcho phép trong trường hợp này là:
[] = []*. = min( t t t
B /nB ; T /nT và D /nTD) .
, , , , - giới hạn bền kéo, giới hạn chả K T B D n y, giới
hạn bền và giới hạn bền lâu và giới hạn tr ườn của vật liệu.
nK, nT, nB, nD - Hệ s ố
an toàn tương ứng với từng điều
kiện của vật liệu (n 1)
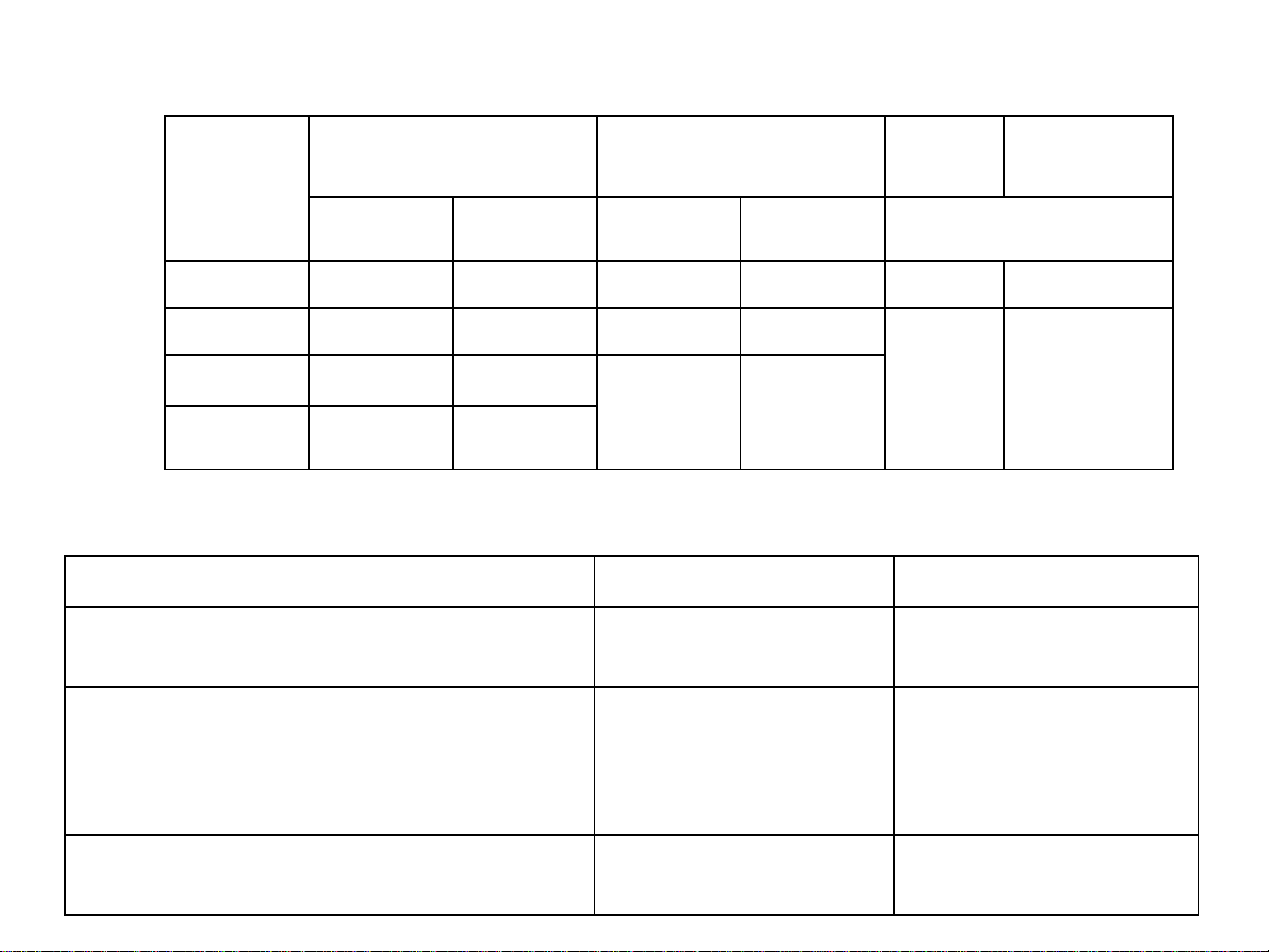
Hệ số an toàn với các vật liệu thông thường Thép carbon Kim loại màu Thủy tinh Hệ số an Gang và thép hợp kim và hợp kim thạch anh toàn Cán Đúc Cán Đúc Đúc nB 2,6 3,5 2,6 3,5 5~6 6~7 nT 1,5 2,0 1,5 2,0 nD 1,5 2,0 nn 1,1
Hệ số hiệu chỉnh Đốt nóng trực tiếp Đốt nóng gián tiếp
Loại I: Môi trường dễ cháy nổ, độc hại 0,65 0,70
và có người thao tác trực tiếp
Loại II: Môi trường ít cháy nổ, độc hại,
áp suất cao và có người thao tác trực 0,75 0,85
tiếp hoặc độc hại, cháy nổ nhưng không có công nhân trự c tiếp
Loại III: Môi trường không cháy nổ, độc 0,90 1,00
hại và ko có người thao tác trực tiếp
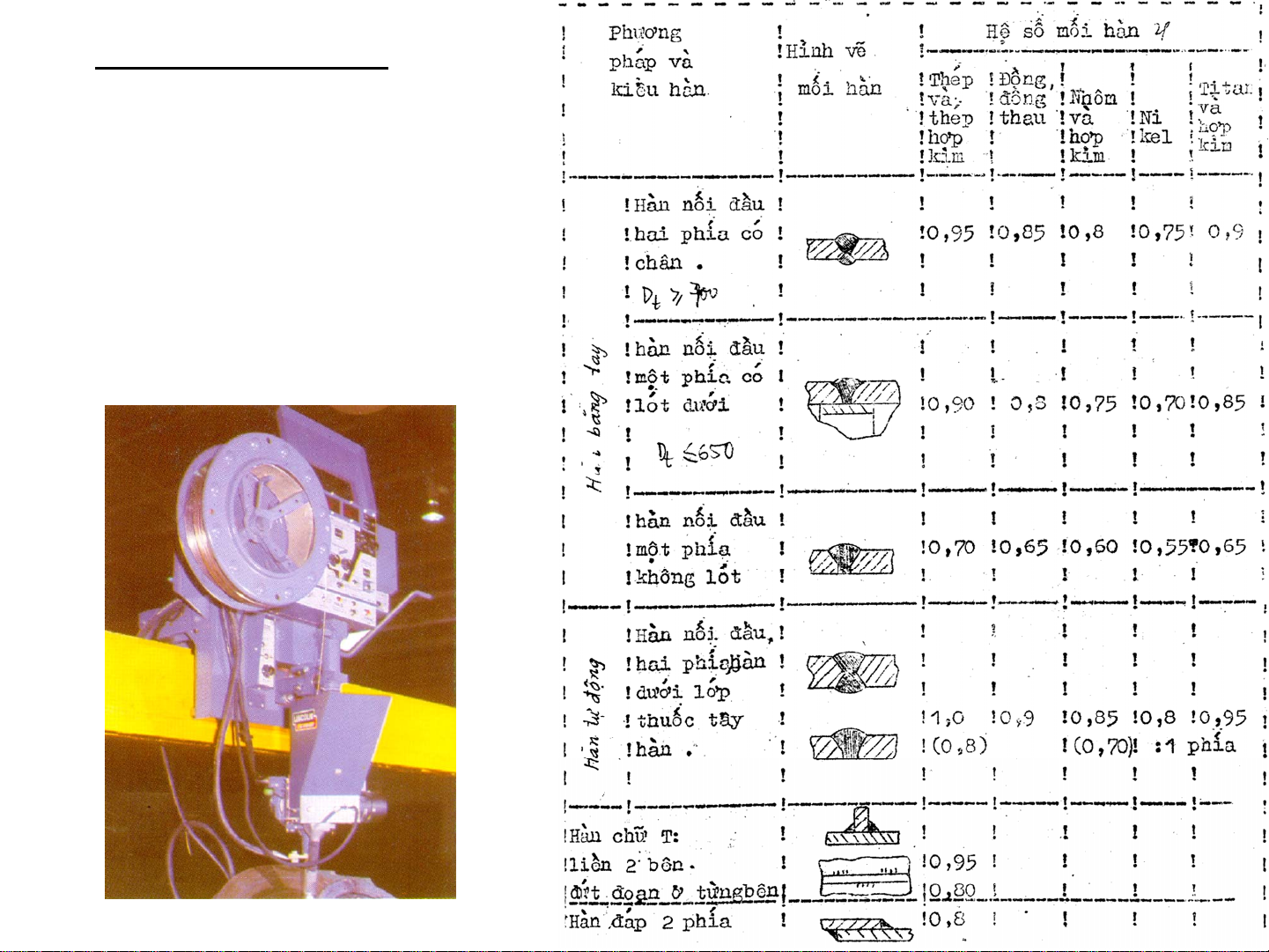
d) Hệ số bền mối hàn
- Hệ số bền mối hàn phụ thuộc
kiểu mối hàn và phương pháp hàn.
- Với vỏ có khoét nhiều lỗ đường
kính d, khoảng cách giữa các lỗ t, hệ số thay th
ế bằng ’
’ = .(t-d)/t e) Hệ số dư C:
- Hệ số dư tổng được xác định theo: C = C1 + C2 +C3
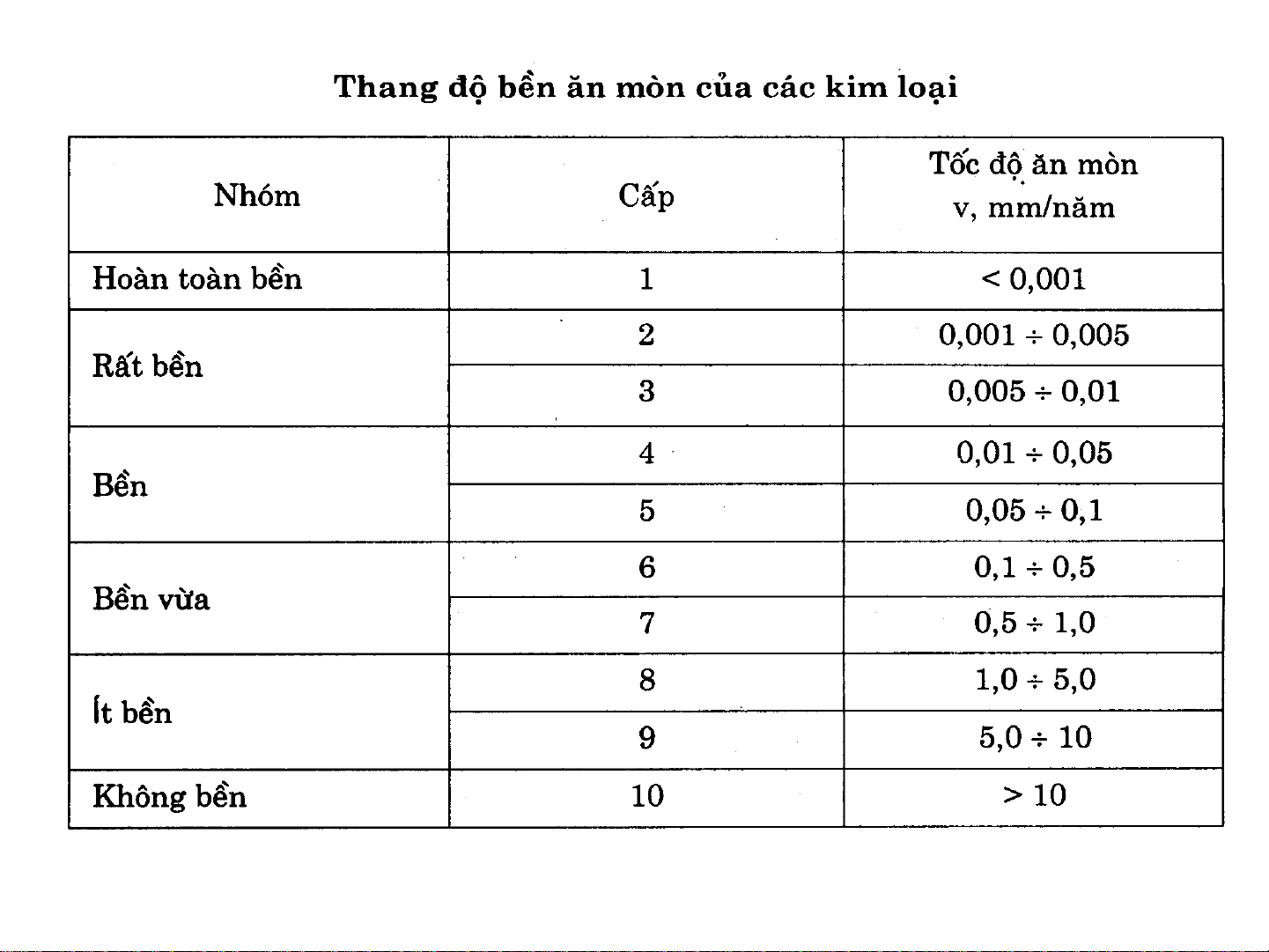
+ Hệ số dư ăn mòn C
1 được xác đinh bằng tích số giữa tốc
độ ăn m òn [cm/năm] và tuổi thọ thiết bị [ năm].
+ Hệ số dư bù vào dung sai do phương pháp gia công C2, có thể lấy C2
= 0,1cm n ếu chiều dày vỏ
S <= 2cm và C2 =
0,2cm nế u chiều dày vỏ S > 2cm.
+ Hệ số dư bào mòn C3 , tuỳ theo điều kiện làm việc có vật liệu có khả nă ng mài mòn chả
y qua. Nếu thiết bị có tấm lót,
có thể bỏ qua C3.
(* ) Kiểm tra bền cho vỏ thiết bị
Thiết bị sau khi chế tạo phải được kiểm tra mối hàn bằng các phương pháp th ử
không phá hủy (NDT – siêu â m, th uốc thấ m, chụp X
quang…). Sau đó thiết bị được thử kín bằng khí
nén hoặc N2 ở áp suất làm việc và thử bền ở áp su ất th ử thủ y
lực pt (pt > p).
TCVN 6154 : 1996 qui định áp suất thử thủ lực với thiết bị như sau:
pt = 2.p (nếu áp suất làm việc p 5 atm) ; p
t = 1,5.p (nếu áp suất làm việc > 5 atm), nhưng không nhỏ hơn 10 atm;
với thời gian duy trì áp lực 10 phút nếu S 50mm, bằng 20
phút nếu 50 mm < S 100m m, bằng 30 phút nếu S > 100mm hoặc b ình gia
công bằng phương pháp đ úc hoặc nhiề u lớp.
* Trong công thức tính toán kiểm tra bền, chiều dày thiết bị
phả iđược trừ hệ số d ư C;
* So sánh khối lượng riêng của môi chất và nước (khi thử thuỷ lự c) để xác định tải trọ
ng cực đại dùng trong tính toán.
Do thiết bị phải thử thủy lực ở áp suất lớn hơn áp suất làm việ c, nên sau khi xác đị nh chiề
u dày vỏ thiết bị cần tiến hành
kiểm tra bền tại áp suất thử bền. Điều kiệ n bền là ứng suất
sinh ra trong thiết bị không v o 20 C ượt quá 8 , 0 , hay: T D S C 20o C p t t T
2 S C . 1, 2
Tài liệu liên quan:
-

300 câu hỏi trắc nghiệm ôn tập môn Cơ khí đại cương bản PDF (1) | Đại học Bách Khoa Hà Nội
18 9 -
Thiết kế dầm hộp trong cơ khí
14 7 -
Chương 6: Thiết bị vỏ mỏng | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
250 125 -
Chương 5: Chi tiết máy | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
224 112 -
Chương 5: Chi tiết máy | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
220 110