Chương 8: Phân Tích Tối Ưu Hóa Thời Gian Sản Xuất | Bài tập quản trị sản xuất
Giữa hai phương pháp điều độ theo nguyên tắc SPT và dùng tỷ lệ giới hạn CRi thì ta nên chọn nguyên tắc SPT vì có tất cả các chỉ số đều tối ưu hơn Cri. Ta ghép 3 máy trên thành 2 máy giả bằng cách lấy thời gian gia công của máy 1 và máy 3 cộng lần lượt với thời gian gia công của máy 2 ta có thời gian gia công. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Quản trị sản xuất (KTKTCN) 13 tài liệu
Trường: Trường Đại học Kinh tế kỹ thuật công nghiệp 1.7 K tài liệu
Tác giả:
Preview text:
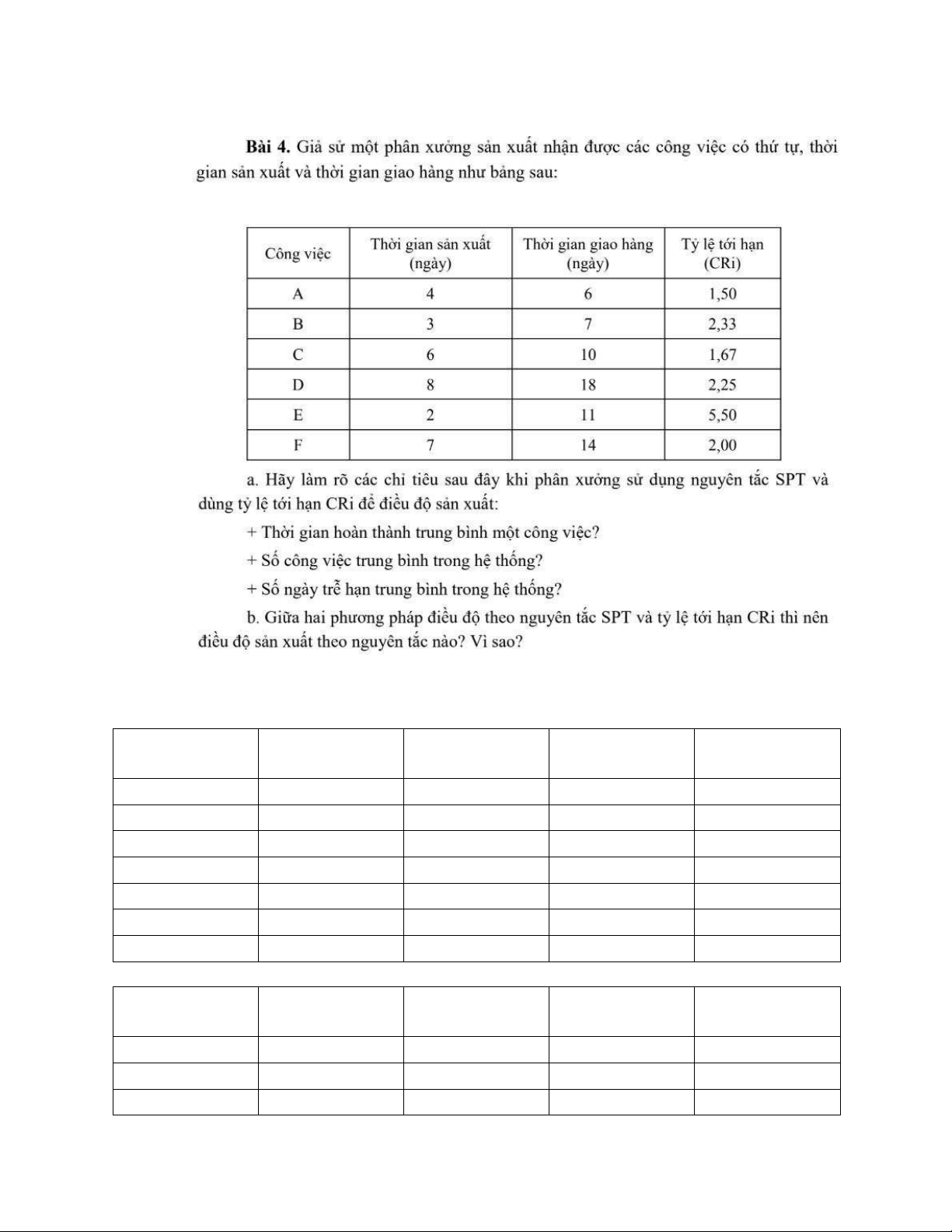
lOMoAR cPSD| 45469857 Bài 4 . Bài làm Nguyên tắc: SPT Thời gian sản Thời gian giao Thời gian chậm Công việc Dòng thời gian xuất (ngày) hàng (ngày) trễ E 2 11 2 - B 3 7 5 - A 4 6 9 3 C 6 10 15 5 F 7 14 22 8 D 8 18 30 12 Tổng 30 66 83 28 Nguyên tắc: CRi
Thời gian sản xuất Thời gian giao Thời gian chậm Công việc Dòng thời gian (ngày) hàng (ngày) trễ A 4 6 4 - C 6 10 10 - F 7 14 17 3 lOMoAR cPSD| 45469857 D 8 18 25 7 B 3 7 28 - E 2 11 30 19 Tổng 30 66 116 29 Bảng so sánh SPT CRi
Thời gian hoàn thành trung bình 1 công việc 13.8 19.3
Số công việc trung bình trong hệ thống 2.76 3.86
Số ngày trễ hạn trung bình trong hệ thống 4.6 4.83
Giữa hai phương pháp điều độ theo nguyên tắc SPT và dùng tỷ lệ giới hạn CRi thì ta nên
chọn nguyên tắc SPT vì có tất cả các chỉ số đều tối ưu hơn Cri Bài 9. Bài làm
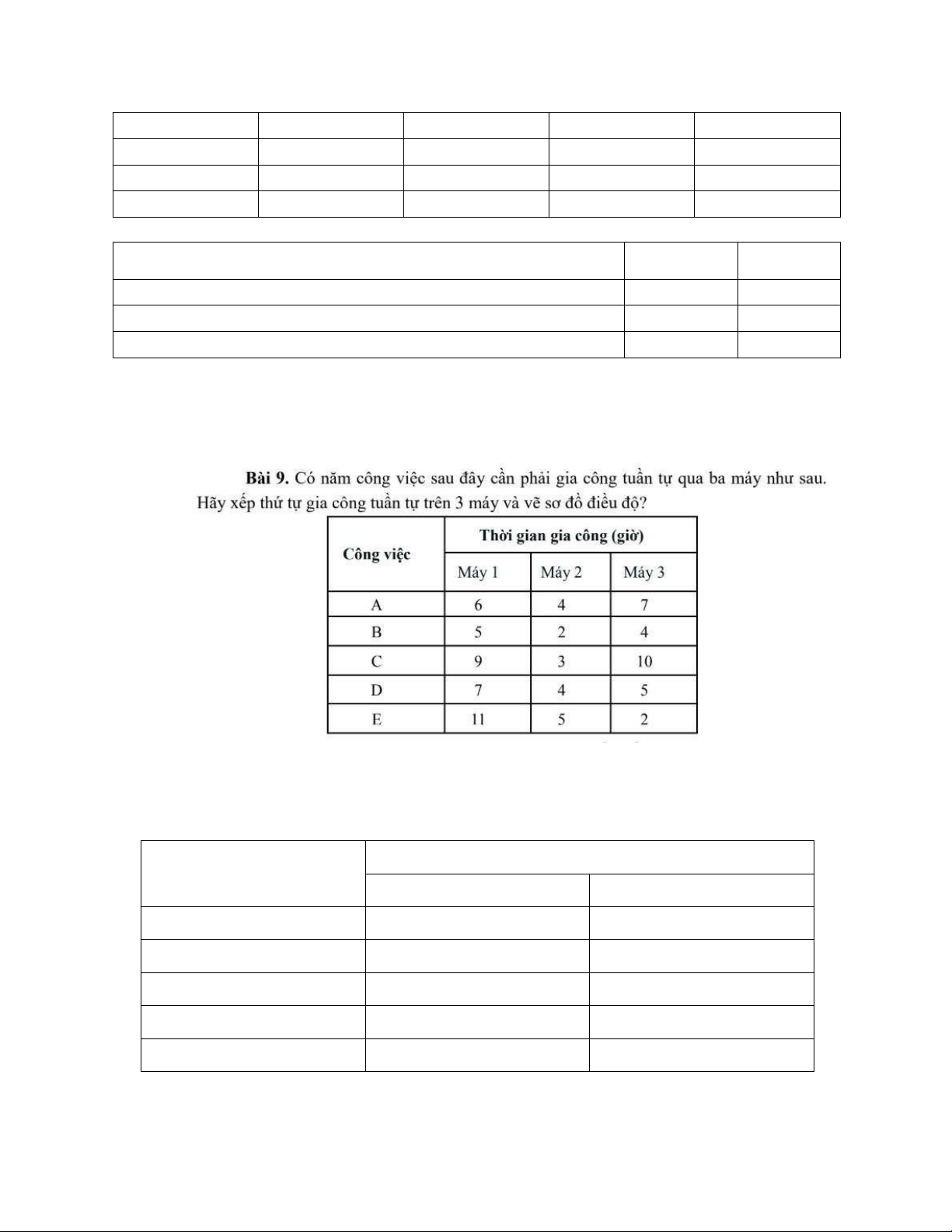
Ta ghép 3 máy trên thành 2 máy giả bằng cách lấy thời gian gia công của máy 1 và máy 3
cộng lần lượt với thời gian gia công của máy 2 ta có thời gian gia công như sau: Công việc Thời gian gia công(giờ) Máy 1 giả Máy 2 giả A 10 11 B 7 6 C 12 13 D 11 9 E 16 7 Từ đó suy ra: lOMoAR cPSD| 45469857
Theo phương pháp Johnson ta phân thứ tự công việc: A-C-D-E-B
Biểu diễn trên sơ đồ Gantt: Tine 0 6 15 22 33 38 M1 A C D E B M2 A C D E B M3 A C D E B
Tài liệu liên quan:
-

Tài liệu học tập Quản trị sản xuất - Đại học Kinh tế Kỹ thuật Công nghiệp
35 18 -

Tóm tắt lý thuyết Quản trị học căn bản - Chương I đến III
114 57 -

Bài tập cuối chương Quản trị sản xuất: Quản trị sản xuất và Dự báo nhu cầu sản phẩm | Đại học Kinh tế kỹ thuật công nghiệp
132 66 -

Báo cáo thực hành quản trị sản xuất Công ty bánh kẹo Hữu Nghị | Đại học Kinh tế kỹ thuật công nghiệp
109 55 -

Dự báo nhu cầu sản suất sản phẩm | Báo cáo quản trị sản xuất
101 51