Cơ khí chế tạo máy (CNC) | Môn Công Nghệ Kỹ Thuật Cơ Khí - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Cơ khí chế tạo máy (CNC) Môn Công Nghệ Kỹ Thuật Cơ Khí. Tài liệu được sưu tầm gồm 7 trang, giúp bạn ôn tập tốt hơn. Mời các bạn đón xem.
Môn: CÔNG NGHỆ KỸ THUẬT CƠ KHÍ 7 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:

Preview text:
lOMoAR cPSD| 58675420
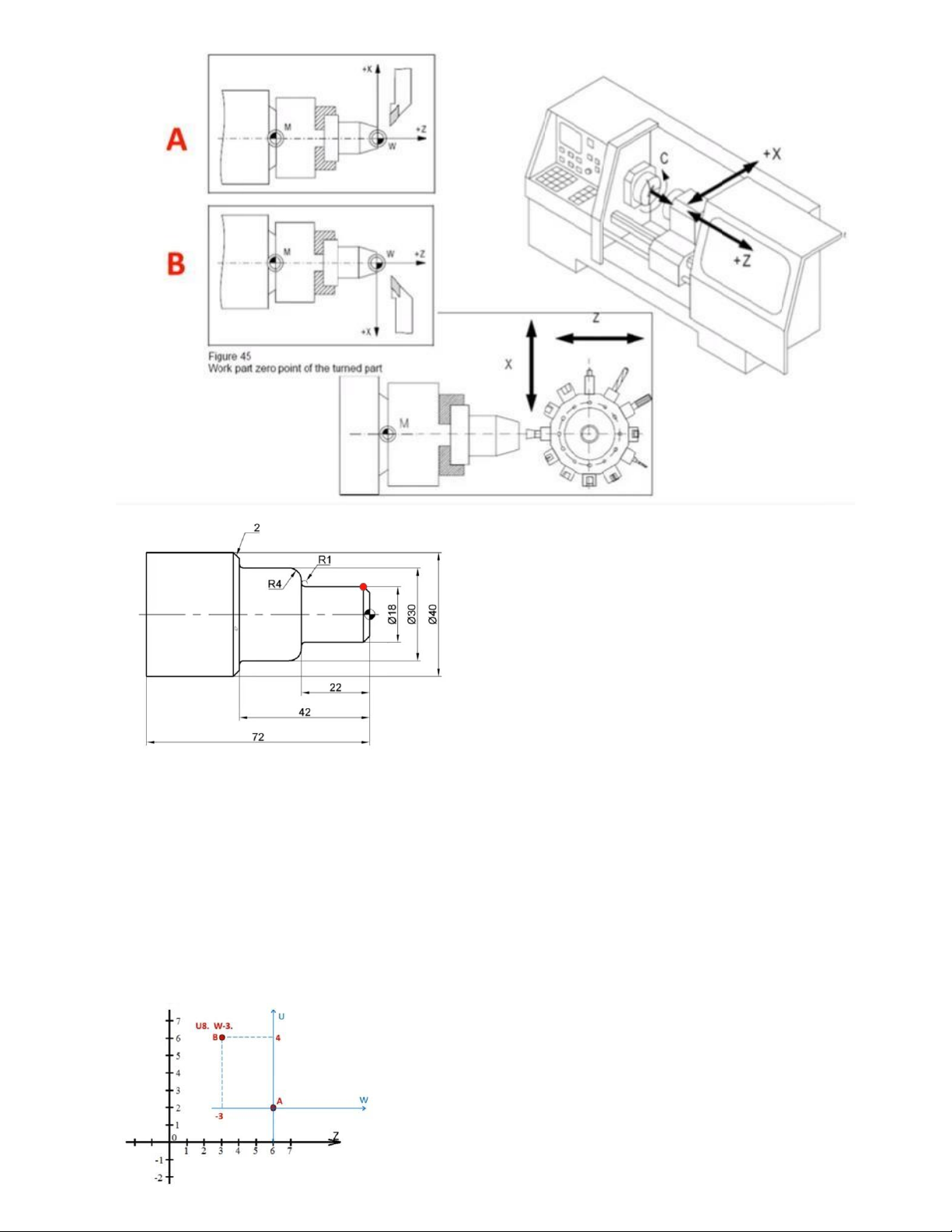
Lưu ý: Lập trình theo đường kính Vd: X18. Z-2. (1)
Tọa độ tuyệt đối và tương đối trong tiện CNC khác phay CNC hoàn toàn (không dùng G90 và G91- nó là các chu trình đơn)
U: tọa độ tương đối hướng kính
W: tọa độ tương đối dọc trục Ví dụ: lOMoAR cPSD| 58675420
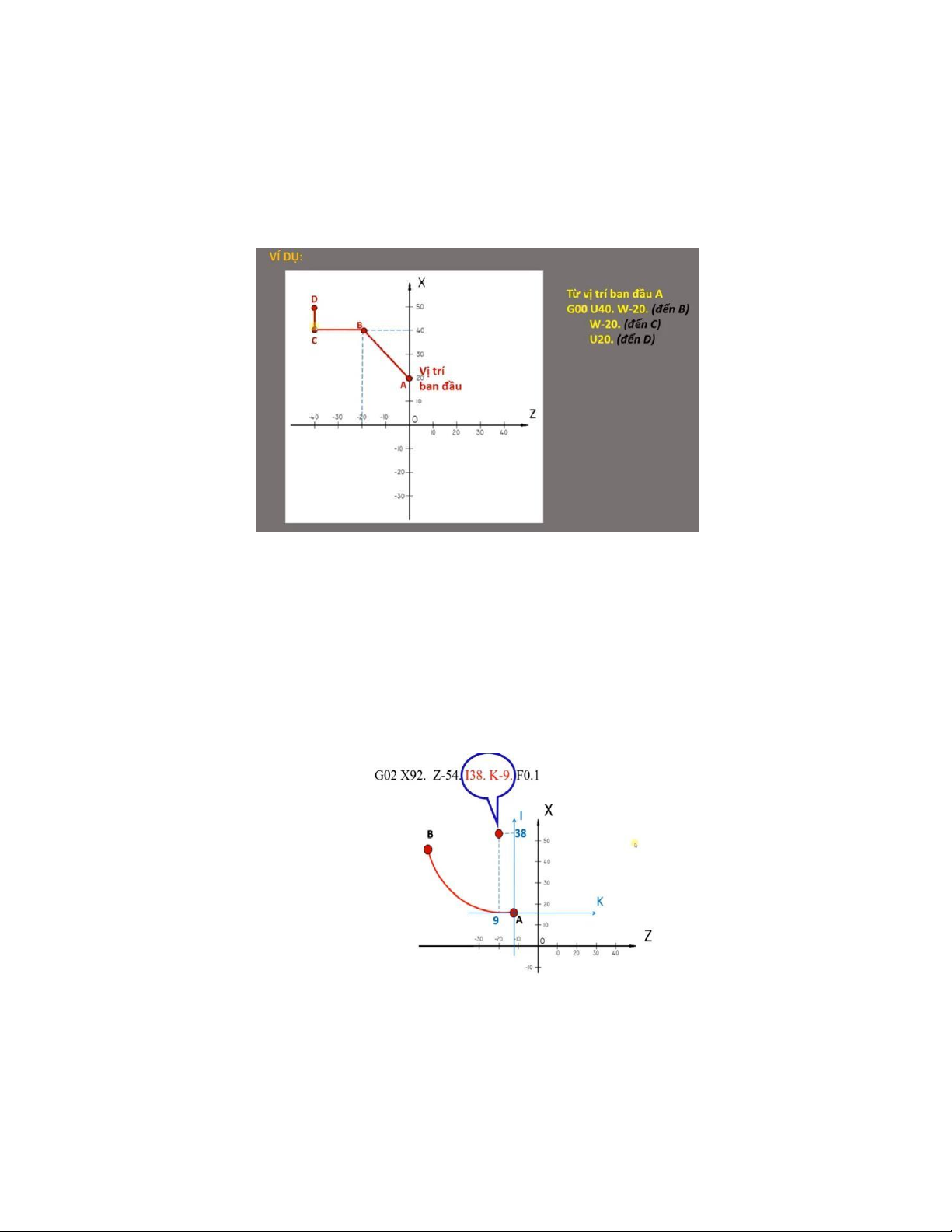
1. Chạy dao nhanh: G00 X…Z….;
2. Chạy dao có cắt gọt: G01 X…Z…F…;
X, Z: tọa độ điểm đích
F: tốc độ tiến dao khi cắt gọt (mm/vòng) Ghi chú: -
Nếu câu lệnh sau tiếp tục sử dụng lệnh G của câu trước thì không cần nhập lại lệnh G đó nữa -
Nếu 1 trong những tọa độ X, Z (U, W) của đích đến không thay đổi so với điểm hiện tại thì
không cần nhập tọa độ đích đó nữa (chạy theo đường kính chỉ cần nhập X hoặc U; chạy theo
dọc trục thì chỉ cần nhập Z hoặc W).
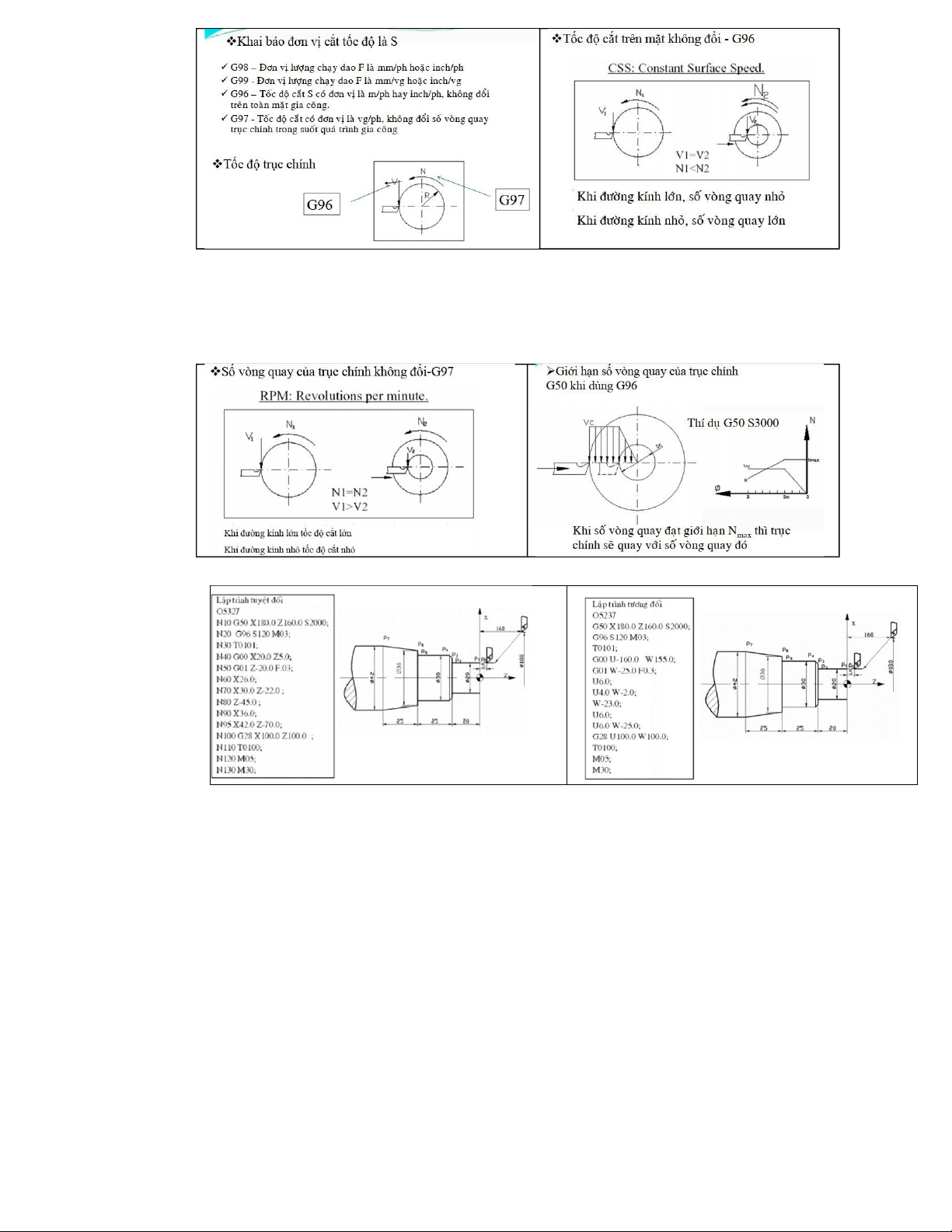
3. Lệnh cắt gọt cung tròn:
a. Cắt gọt cung tròn theo bán kính: G02/G03 X…Z…R…F…;
G02: cắt gọt cung tròn theo hướng cùng chiều kim đồng hồ
G03: cắt gọt cung tròn theo hướng ngược chiều kim đồng hồ
b. Cắt cung tròn theo tọa độ tâm: G02/G03 X…Z…I…K…F…;
X, Z: tọa độ điểm đích
I, K: tọa độ tâm cung tròn so với điểm đầu cung (I: phương hướng kính, K: phương dọc trục)
4. Bảng mã lệnh G code: G20: hệ inch G21: hệ mét
G28: trở về điểm chuẩn R
G40: Hủy bù bán kính mũi dao
G41: Bù trừ bán kính mũi dao bên trái
G42: Bù trừ bán kính mũi dao bên phải
G50: Thiết lập hệ tọa độ phôi hoặc giới hạn tốc độ cắt (vòng/phút) lOMoAR cPSD| 58675420
G96: Tốc độ cắt S có đơn vị là m/ph hay inch/ph, không đổi trên toàn mặt gia công G97: (Hủy
tốc độ mặt cắt không đổi). Tốc độ cắt có đơn vị là vg/ph, không đổi số vòng quay trục chính
trong suốt quá trình gia công
G98: Đơn v ị lư ợ ng ch ạ y dao F là mm/ph ho ặ c inch/ph
G99: Đơn v ị lư ợ ng ch ạ y dao F là mm/vg ho ặ c inch/vg
5. Bảng mã lệnh M code:
M00: Tạm thời dừng chương trình
M01: Dừng chương trình có điều kiện M02: Dừng chương trình
M03: Trục chính quay theo chiều kim đồng hồ
M04: Trục chính quay ngược chiều kim đồng hồ M05: Dừng trục chính
M08: Tưới dung dịch trơn nguội
M09: Tắt dung dịch trơn nguội M10: Mở mâm cặp M11: Đóng mâm cặp
M30: Kết thúc và trở lại đầu chương trình
6. Chu trình tiện thô dọc trục Z - G71: G71 P…Q…D…U…W…F… G70 P…Q…F… Trong đó: lOMoAR cPSD| 58675420
P: số thứ tự câu lệnh bắt đầu mô tả đường biên dạng cần tiện
Q: số thứ tự câu lệnh kết thúc mô tả đường biên dạng cần tiện
D: giá trị dịch chuyển dao theo phương X
U: lượng dư gia công tinh theo trục X
W: lượng dư gia công tinh theo trục Z
F: tốc độ cắt Ví dụ: G71 P5 Q10 D1 U0.5 W0.5 F0.3 G70 P5 Q10 F0.1
7. Hoặc: Chu trình tiện thô dọc trục Z - G71: G71 𝑈(∆𝑑)𝑅(𝑒)
G71𝑃(𝑁1)𝑄(𝑁2) 𝑈(∆𝑢)𝑊(∆𝑤)𝐹 Trong đó:
∆𝑑 (Denta d): chiều dày mỗi lớp cắt e:
khoảng lùi dao sau khi cắt
∆𝑢 (Denta u): lượng dư chừa lại để gia công tinh theo phương hướng kính
∆𝑤 (Denta w): lượng dư chừa lại để gia công tinh theo phương hướng dọc trục
N1: số thứ tự của câu lệnh bắt đầu biên dạng chi tiết gia công
N2: số thứ tự của câu lệnh kết thúc biên dạng chi tiết gia công
Đường màu xanh: đường cắt gọt
Đường màu tím: đường rút dao nhanh chạy không
Đường màu đỏ: biên dạng chi tiết sau khi gia công
Đường màu đen: chi tiết gia công lOMoAR cPSD| 58675420 Ví dụ: % O1001 G28U0 G28W0 T0101 S800M3 G0Z1. X42. G71 U1. R1. G71 P10 Q20 U0.5 W0 F0.1 N10 G1 X18. Z0 X20. Z-1. Z-15. R2. X30. X36. Z-40. Z-50. R1.5 N20 X42 S1000 G70 P10 Q20 F0.05 M5 G28 U0 W0 M30 %
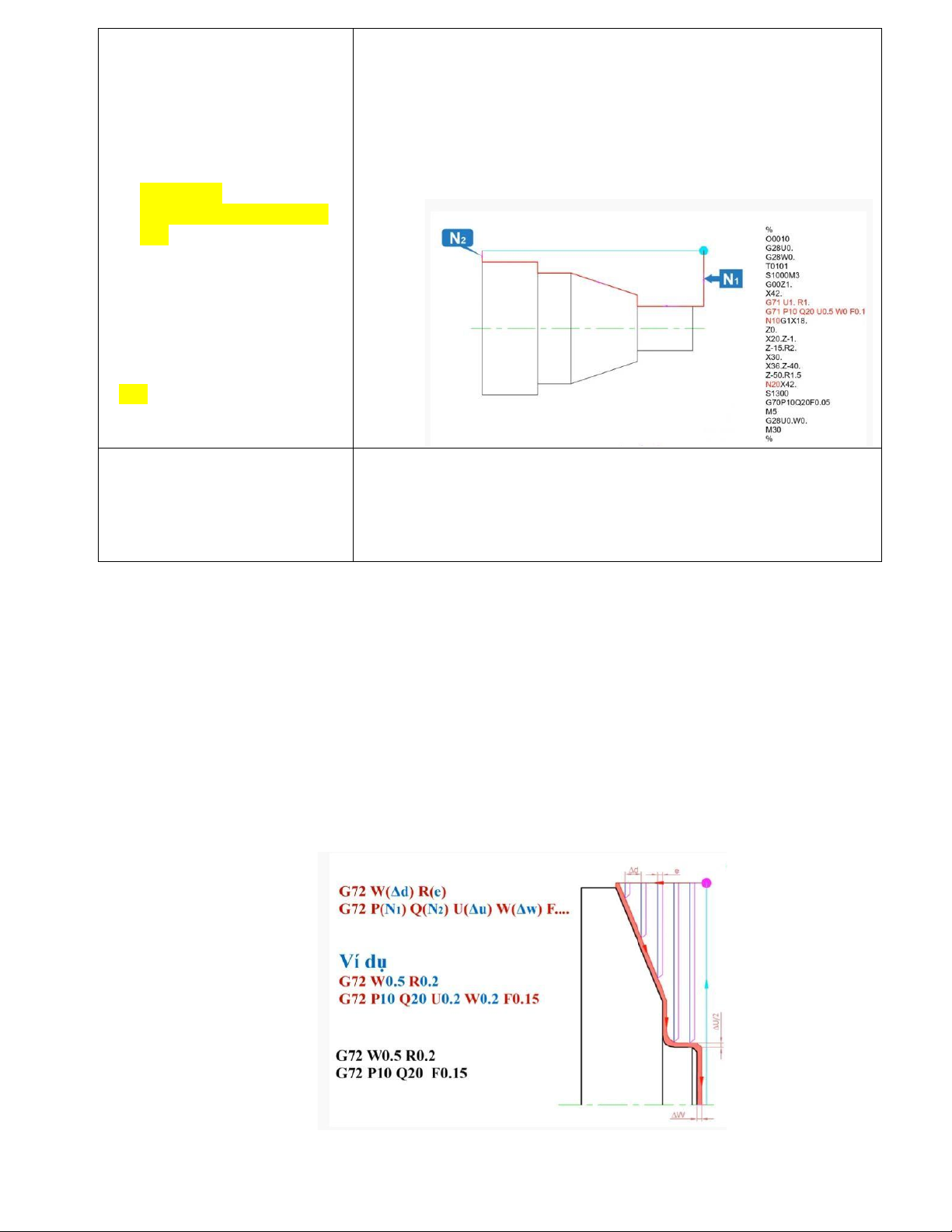
8. Chu trình tiện theo hướng kính X – G72: G72 P...Q...D...U...W...F... Trong đó:
P: Số thứ tự câu lệnh bắt đầu mô tả đường biên dạng cần tiện
Q: Số thứ tự câu lệnh kết thúc mô tả đường biên dạng cần tiện
D: Giá trị dịch chuyển dao theo phương Z
U: Lượng dư gia công tinh theo trục X
W: Lượng dư gia công tinh theo trục Z F: Tốc độ cắt
9. Hoặc: Chu trình tiện theo hướng kính X – G72:
G72 𝑊(∆𝑑)𝑅(𝑒) G72𝑃(𝑁1)𝑄(𝑁2) 𝑈(∆𝑢)𝑊(∆𝑤)𝐹 Trong đó: lOMoAR cPSD| 58675420
∆𝑑 (Denta d): chiều dày mỗi lớp cắt-dọc trục e:
khoảng lùi dao sau khi cắt
∆𝑢 (Denta u): lượng dư chừa lại để gia công tinh theo phương hướng kính
∆𝑤 (Denta w): lượng dư chừa lại để gia công tinh theo phương hướng dọc trục
N1: số thứ tự của câu lệnh bắt đầu biên dạng chi tiết gia công
N2: số thứ tự của câu lệnh kết thúc biên dạng chi tiết gia công G96S500M3 G0Z2. X192. G72W0.8R0.2 G72P5Q170U0.5W0.5F0.2 N5G1Z-35. N7 X190. N9 X90.Z-15. N11 X50.R5. N13 Z0 C2. % N15 X0. N17 O1000 Z2. G21G40 N19 M5 G28U0 N21 G28U0 G28W0 T0101 N23 G28W0 N25 M30 G50S1000
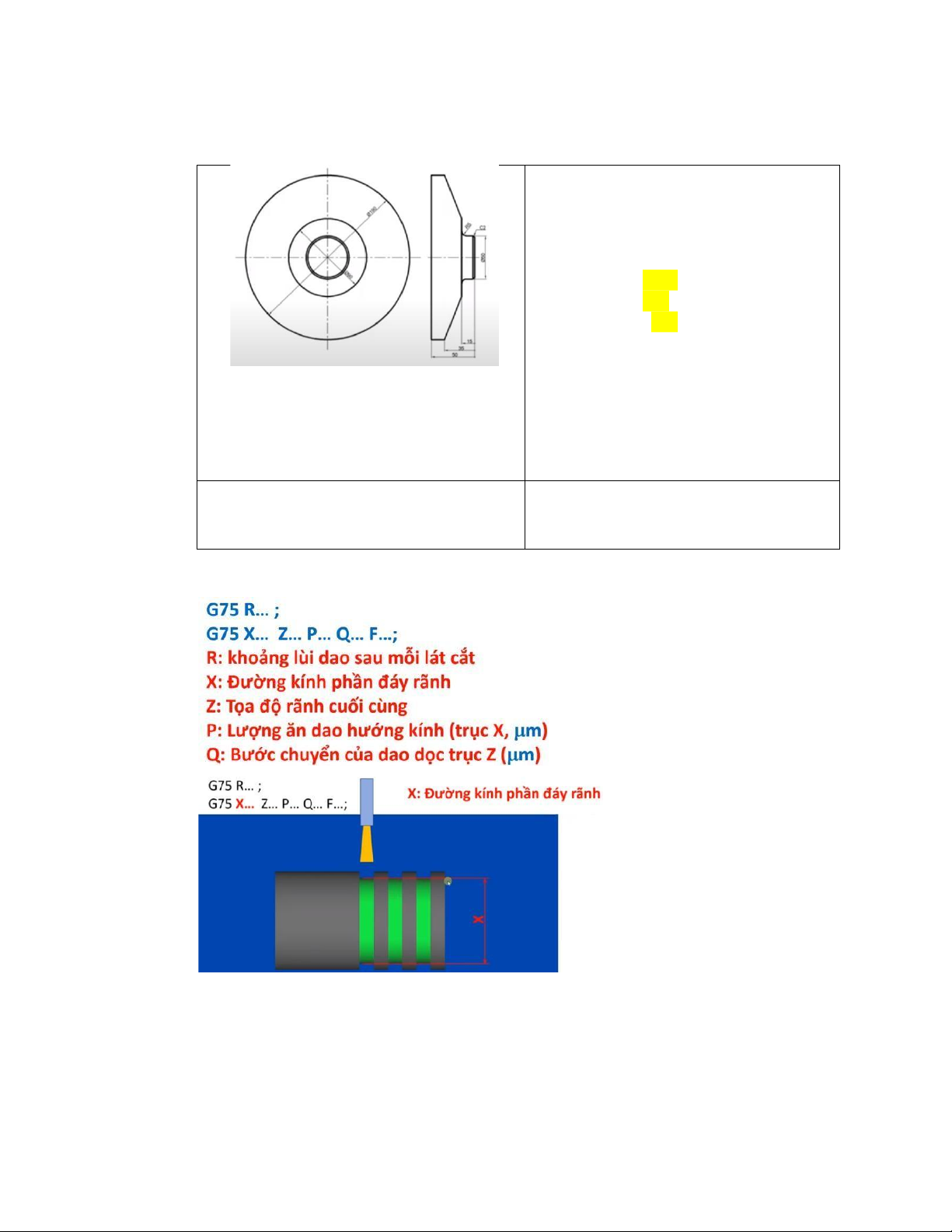
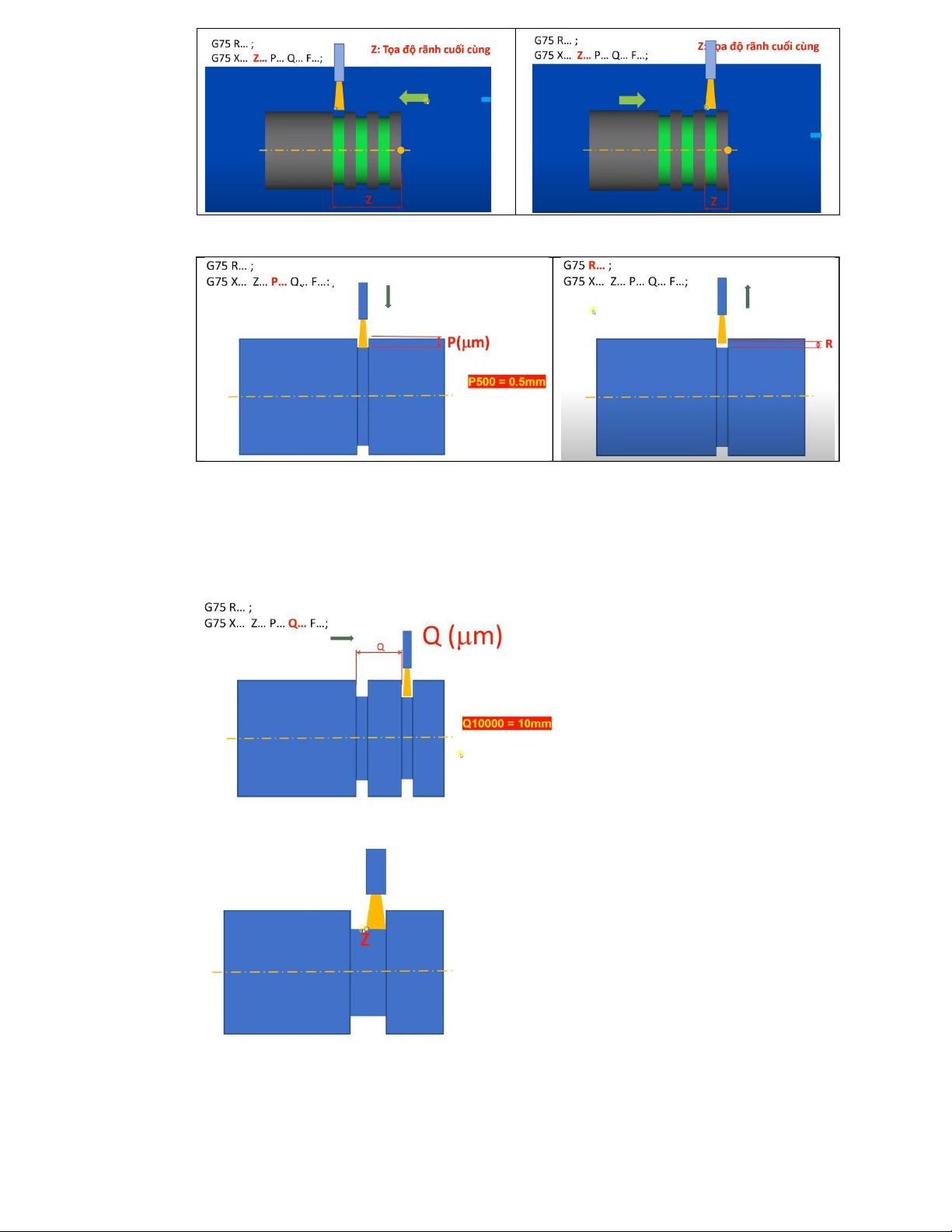
10. Chu trình tiện cắt rãnh – G75:
Trong trường hợp các rãnh có chiều sâu giống nhau, dùng 1 chu trình để cắt
Trong trường hợp các rãnh có chiều sâu khác nhau, dùng các chu trình khác nhau để cắt lOMoAR cPSD| 58675420
Lưu ý: Khi thực hiện cắt rãnh xong, dao sẽ trở về vị trí ban đầu trước khi thực hiện cắt rãnh.
* Trong trường hợp bề rộng rãnh > bề rộng dao:
Ví dụ: b rãnh: 8; b dao: 5. Khi khai báo Q= 3000 (3mm) Bài tập: lOMoAR cPSD| 58675420 Từ phải sang trái Từ trái sang phải
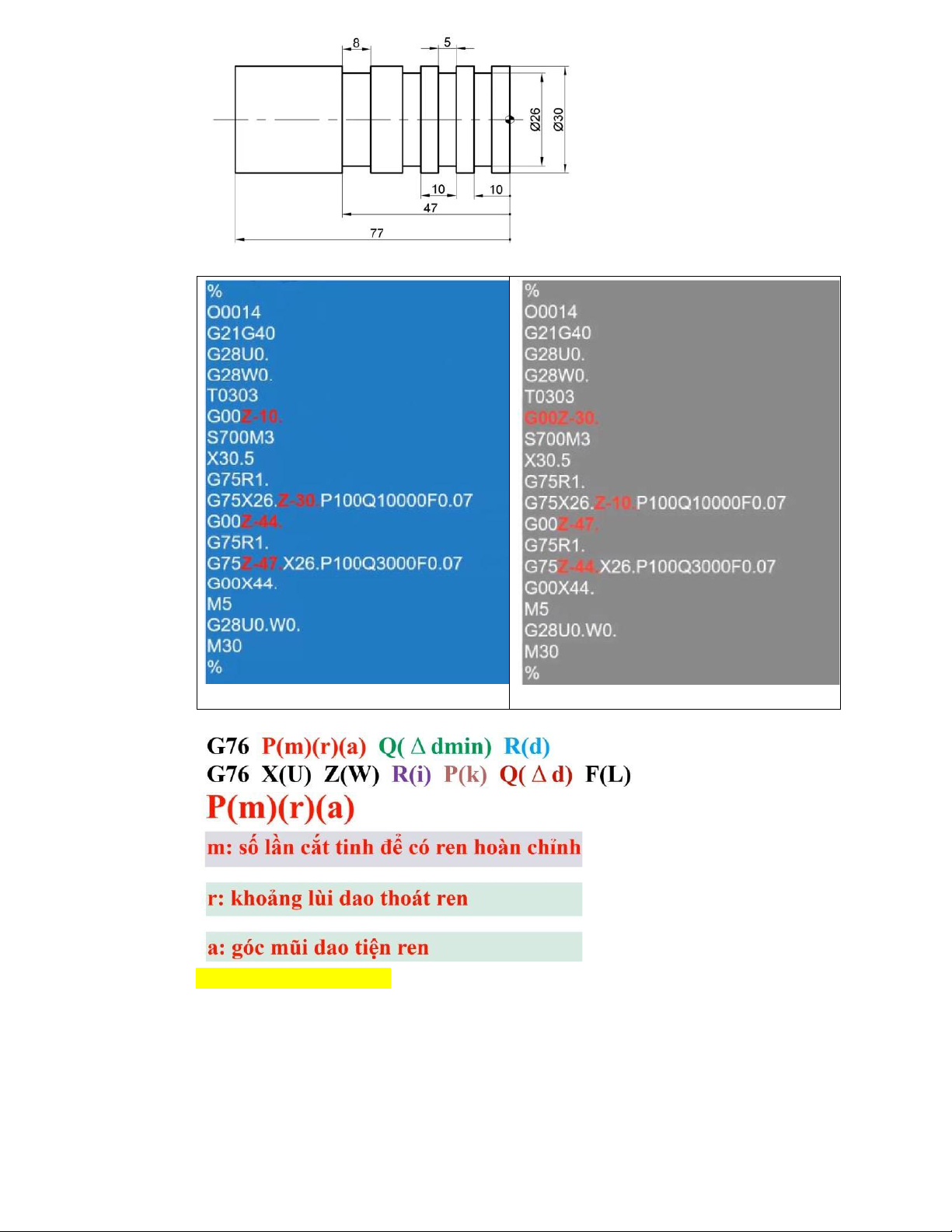
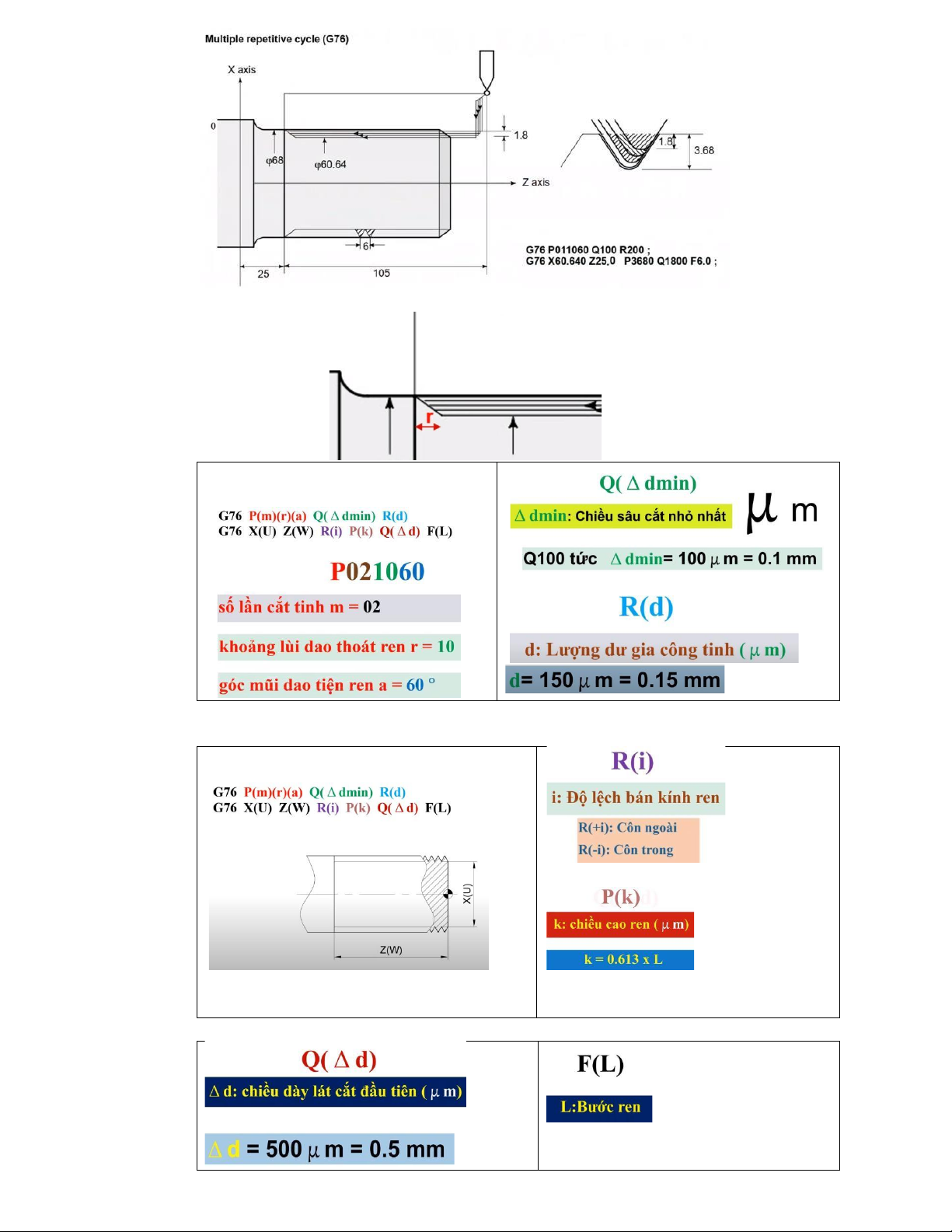
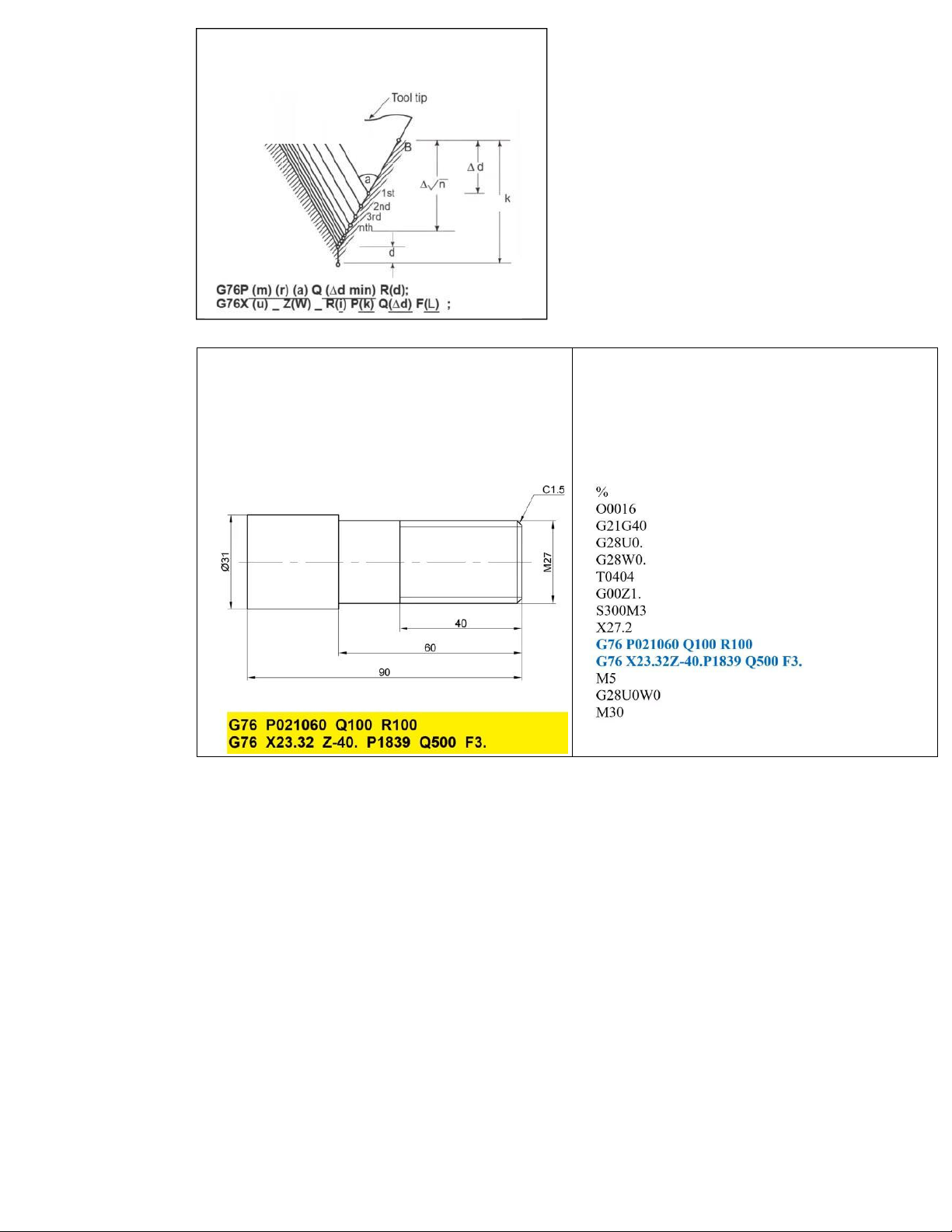
11. Chu trình tiện ren– G76:
(Ren hệ mét thì thường 600) lOMoAR cPSD| 58675420 R150
X(U): đường kính chân ren
L: bước ren (có thể tra bảng các công
Z(W): tọa độ điểm cuối của ren thức ren) Q500: L tính bằng µm lOMoAR cPSD| 58675420
M ô t ả l ớ p c ắ t , l ớ p c ắ t đ ầ u ti ên v ớ i chi ề u s âu l à
denta d , c ác l ớ p c ắ t ti ế p the o l ấ n theo s ư ờ n
ren , ch ừ a l ạ i 1 l ư ợ ng d đ ể c ắ t tinh M27 có bước ren L = 3
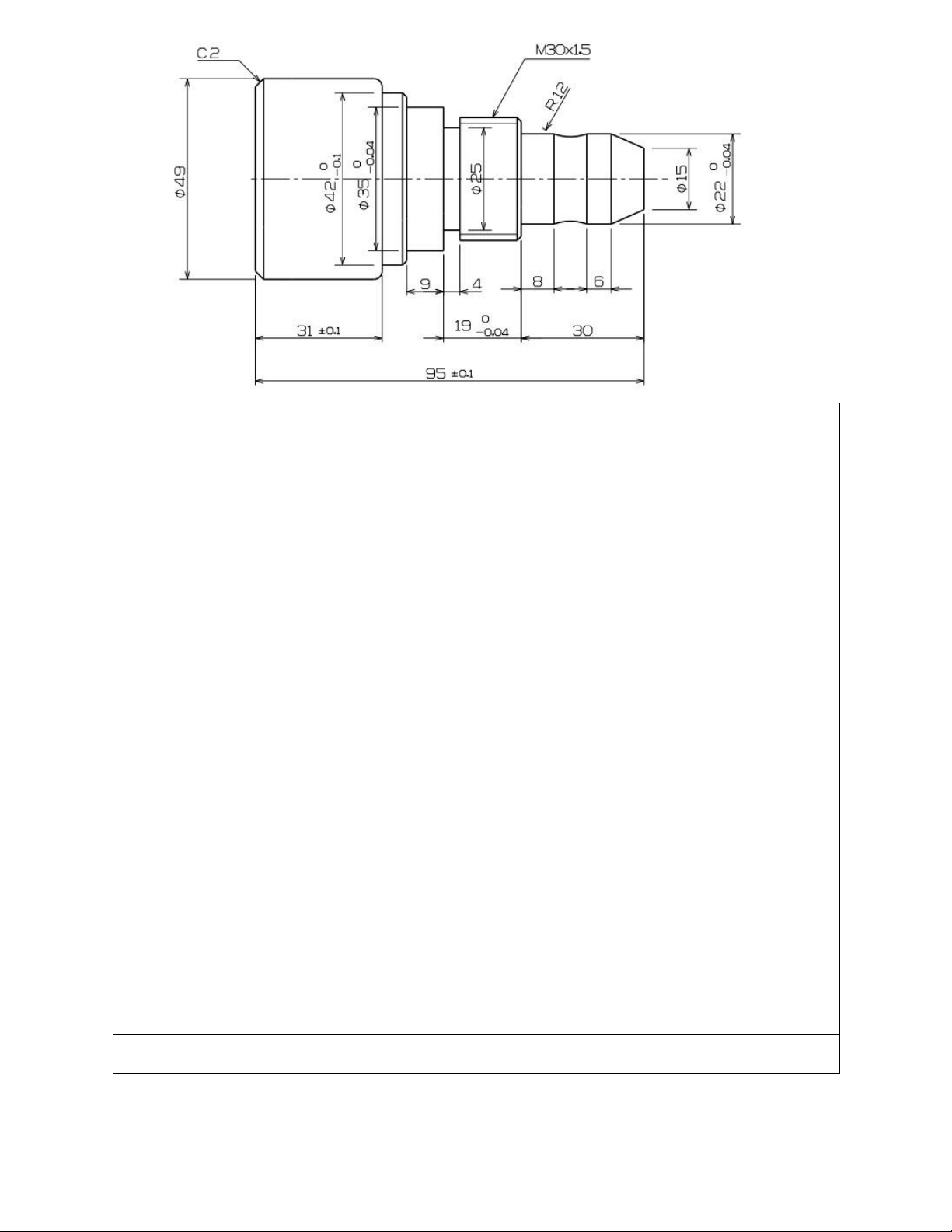
Chiều cao ren: k = 0.613 x 3 = 1.839mm= 1839 µm X = 27 – 2 x 1839 = 23.32 Z = -40 Rút thoát dao m = 10mm Cắt tinh: 2 Bài tập tổng hợp lOMoAR cPSD| 58675420 % T0202(DAO RANH 4MM) O1000 G97S1500M3 G0X40.Z-49. T0101 G75X25.I1.F0.05 G96S150M3 G0X40.M5 G50S2000 G28U0W0 G0X53.Z2.(CHUAN BI) M1 G94X0Z0F0.1 T0303(DAO TIEN REN TAM GIAC) G71P5Q10D1U.5W.5F.3 G97S1500M3 G0X34.Z-25. N5G0X15.Z2.(VAO DAO)
G76X28.05Z-47.K0.975D0.281F1.5 G0X40. G1Z0.(1) X22.Z- G28U0W0 8.(2) Z-14. M1 G2Z-22.R12. T0202 G1Z-30. G97S1500M3 X28. G0X53.Z-99.(CB) X30.Z-31. G75X10.I1F0.05 G0X53. Z-49. X35. G1X49.Z-97.(BU 4) X45.Z-99. Z-58. G1X0(CAT DUT) X40. G0X53.M5 X42.Z-59. G28U0W0 Z-65. M30 X45. % G3X49.Z-67.R2. G1Z-100. N10X53.(DIEM RA DAO) G70P5Q10F.1 G0X100.M5 G28U0W0 M1
Tài liệu liên quan:
-

Cẩm Nang Cơ Khí: Hướng Dẫn và Tài Liệu Học Tập Cơ Bản | Môn Công Nghệ Kỹ Thuật Cơ Khí - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
85 43 -

Chương trình Đào Tạo Đại Học Môn Công Nghệ Kỹ Thuật Cơ Khí | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
102 51 -

Mô hình hóa và phân tích hệ thống cơ khí | Môn Công Nghệ Kỹ Thuật Cơ Khí - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
145 73 -

Chuốt (Broaching): Phương pháp gia công hiệu quả trong cơ khí | Môn Công Nghệ Kỹ Thuật Cơ Khí - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
187 94