Đề cương môn thí nghiệm sức bền vật liệu - Trường Đại học bách khoa - Đại học đà nẵng.
Cho các mác thép: C40, C45, C50, 40Cr, 45Cr, 50Cr, thuộc nhóm thép gì, thành phần hóa học?
Đề cương môn thí nghiệm sức bền vật liệu - Trường Đại học bách khoa - Đại học đà nẵng.
Tài liệu gồm 13 trang , giúp bạn tham khảo, ôn tập và đạt kết quả cao.
Môn: Thí nghiệm sức bền vật liệu 55 tài liệu
Trường: Trường Đại học Bách khoa, Đại học Đà Nẵng 1.7 K tài liệu
Tác giả:

Preview text:
Xử lý vật liệu kỹ thuật
(Materials treatment technology)
Đề cương ôn tập thi giữa kỳ (2023-2024)
Giảng viên: Nguyễn Bá Kiên
Email: nbkien@dut.udn.vn
1. Cho các mác thép: C40, C45, C50, 40Cr, 45Cr, 50Cr, thuộc nhóm thép gì, thành phần hóa
học?. Lập quy trình nhiệt luyện để nhận được lõi có cơ tính tổng hợp cao nhất, bề mặt vẫn có độ cứng khá cao.
2. Cho các mác thép sau: 20Cr, 18CrMnTi, C20, thuộc nhóm thép gì, thành phần hóa học?.
Người ta muốn sử dụng chúng để chế tạo các chi tiết làm việc trong điều kiện tải trọng tĩnh
lẫn va đập, vừa chịu được mài mòn ở bề mặt, thiết kế quy trình nhiệt luyện phù hợp thỏa
mãn các yêu cầu thiết kế trên.
3. Thép CD90: Tôi ở nhiệt độ 760-780 oC, nhiệt độ ram 180 oC độ cứng đạt được >= 64 HRC.
Thép 80W18Cr4VMo(P18): Tôi ở nhiệt độ 1280-1290 oC, nhiệt độ ram 560-580 oC, ram 3
lần độ cứng đạt được >= 64 HRC. Giải thích vì sao có sự khác nhau giữa nhiệt độ tôi và
nhiệt độ ram và số lần ram?. Thép P18 môi trường làm nguội là môi trường gì và vì sao.
4. Người ta muốn sử dụng thép 1050(SAE) để chế tạo trục có tổ chức tế vi đồng đều trên toàn
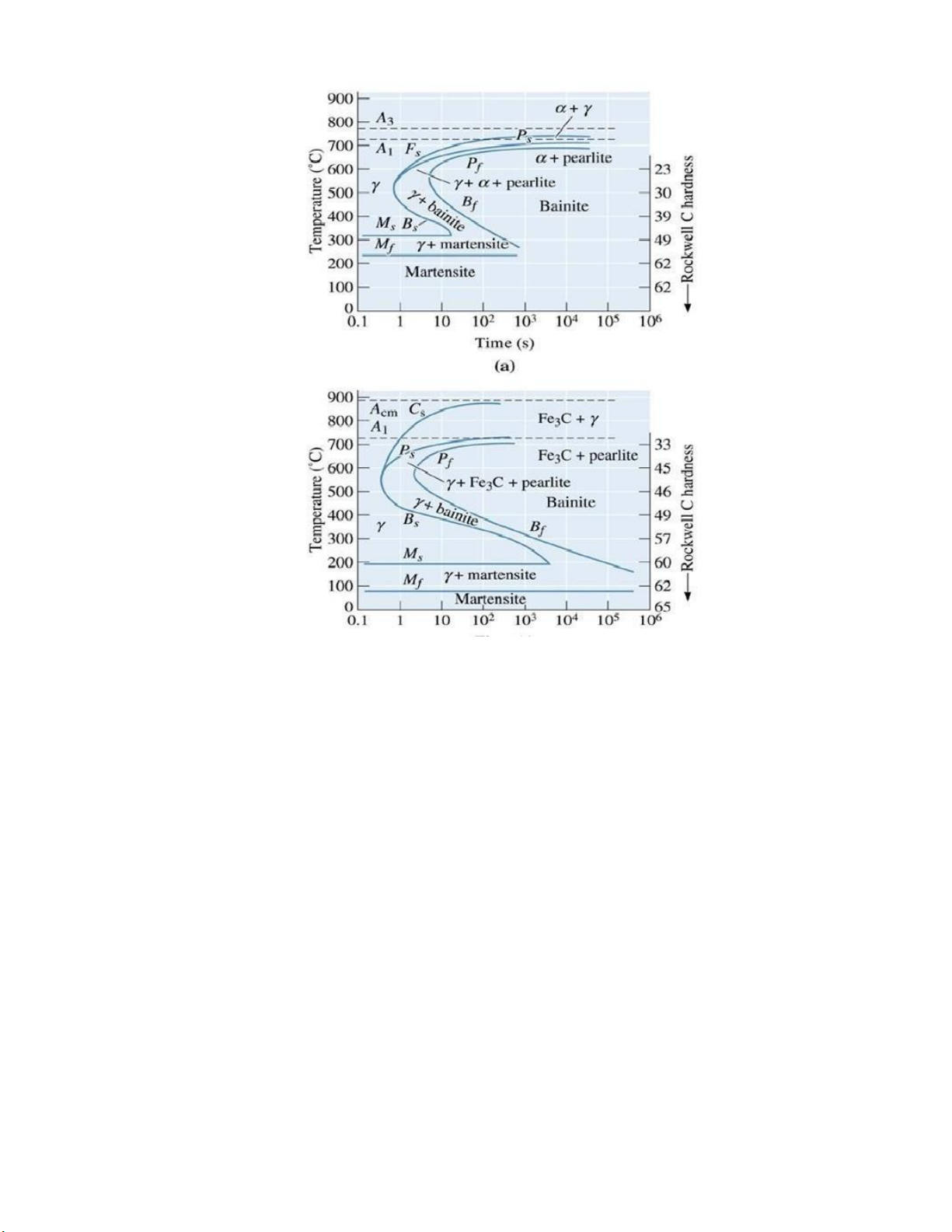
tiết diện, độ cứng khoảng 25 HRC. Lập qui trình nhiệt luyện sử dụng hình 1. 1 (b)
Hình 1. Giản đồ chữ ‘C’ cho thép ( a) 1050 và (b) 10110
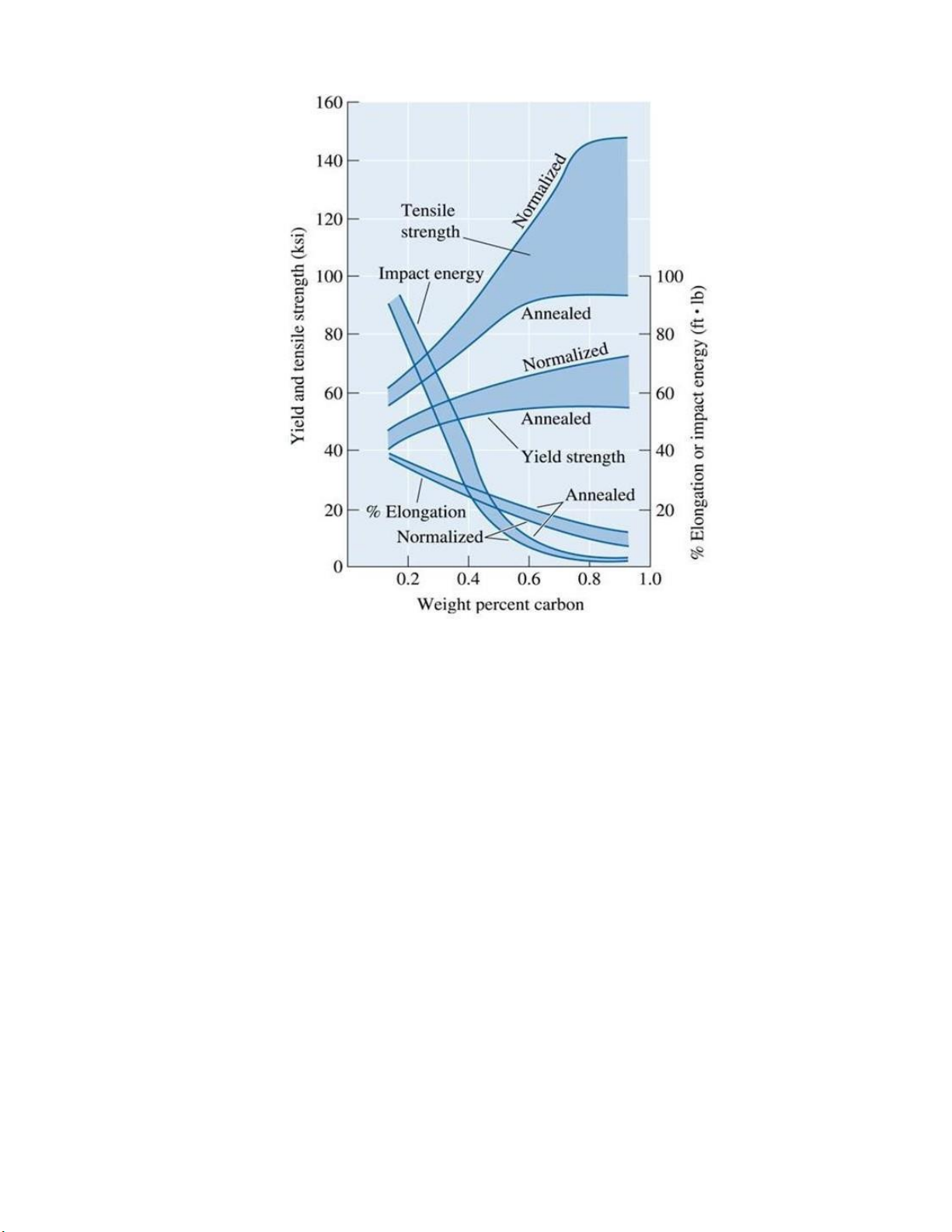
5. Một trục xoay truyền tải trọng từ một động cơ điện được làm bằng thép 1050. Giới hạn
chảy nhỏ nhất phải đạt được 145000 psi đồng thời độ giản dài tương đối của nó nhỏ nhất
phải là 15% để đat được độ dai cần thiết. Thiết kế quy trình nhiệt luyện để sản xuất trục
này (Hint: sử dụng hình 2). 2
Hình 2. Ảnh hưởng của %C và các phương pháp nhiệt luyện tới cơ tính thép C 3
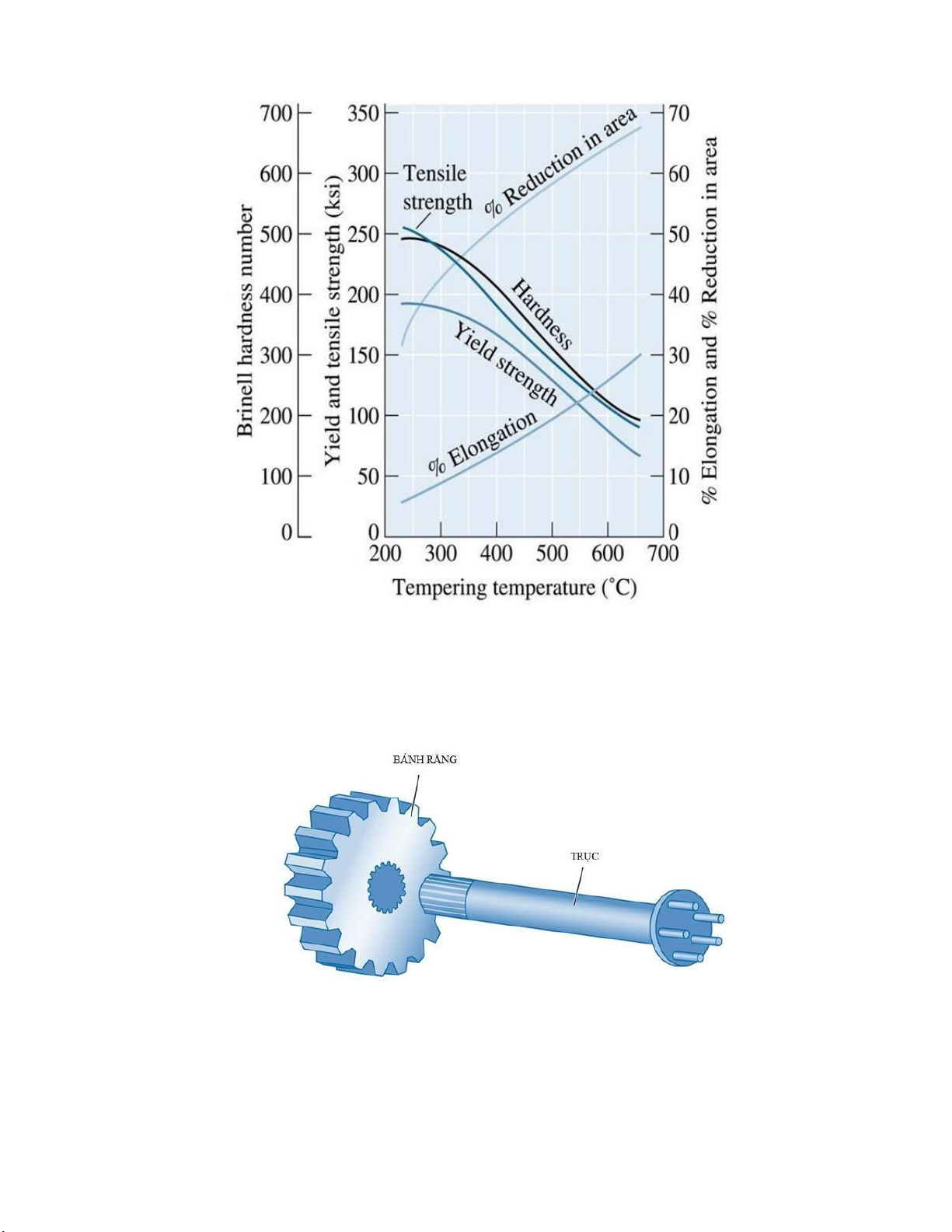
Hình 3. Ảnh hưởng của nhiệt độ ram tới cơ tính của thép 1050
6. Chọn vật liệu và thiết kế quy trình nhiệt luyện phù hợp để sản xuất trục ô tô và bánh răng
truyền chuyển động (theo cơ cấu dưới đây):
Hình 4. Mô hình lắp ráp giữa bánh răng và trục quay ô tô 4
Ghi chú: Yêu cầu chọn loại thép phù hợp với yêu cầu kỹ thuật đồng thời tiết kiệm giá thành sản phẩm
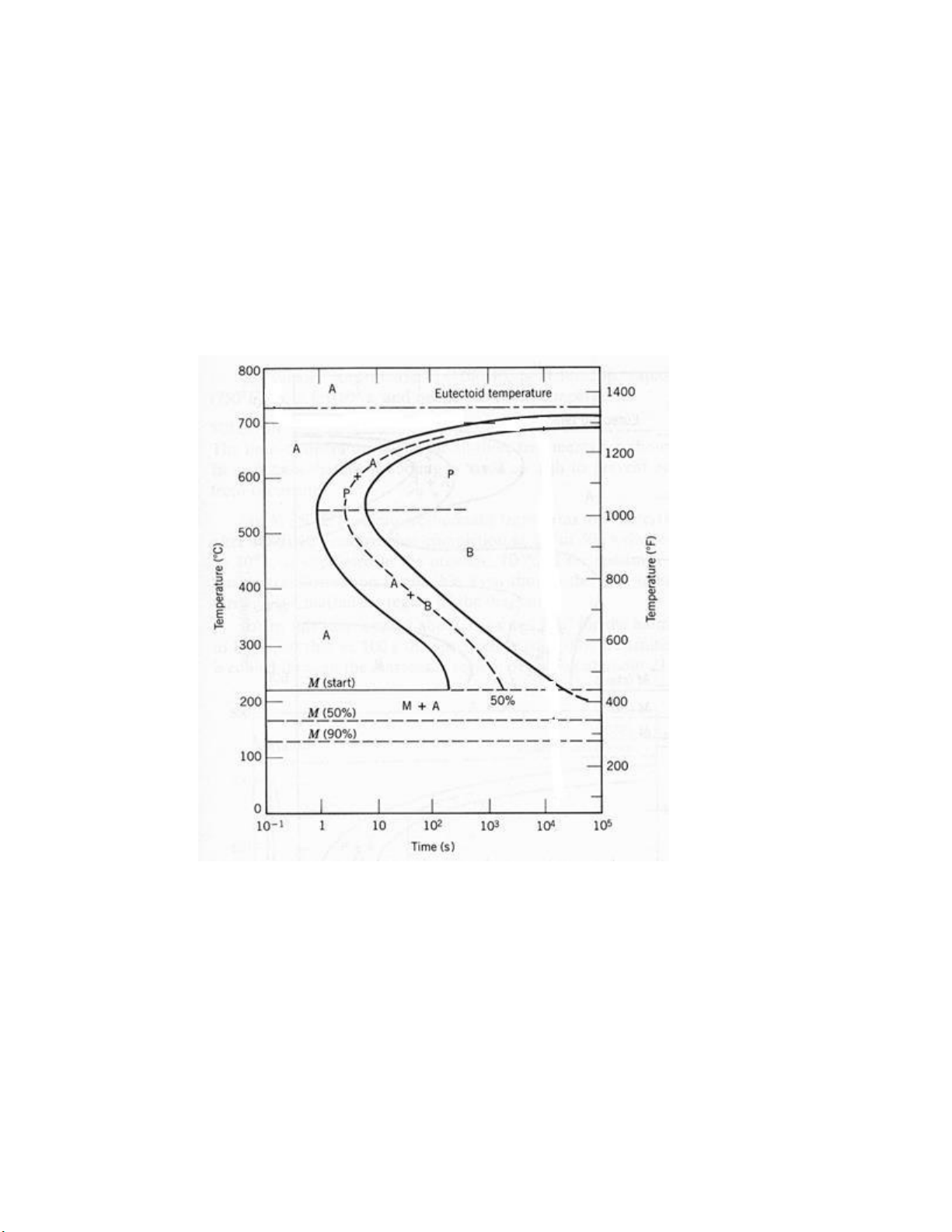
7. Sử dụng giản đồ chữ ‘C’ cho thép cacbon cùng tích, xác định cấu trúc cuối cùng đạt được
của một mẫu nhỏ sau mỗi quá trình nhiệt luyện sau, giả sử rằng mẫu thép được nung tới
nhiệt độ 760 oC và giữ nhiệt vừa đủ để thu được cấu trúc hoàn toàn austenit:
a. Làm nguội nhanh tới 700 oC, giữ khoảng 10000s, sau đó làm nguội tới nhiệt độ môi trường
b. Làm nguội nhanh tới 600 oC, giữ khoảng 4s rồi làm nguội nhanh tới 450 oC, giữ
khoảng 10s sau đó làm nguội tới nhiệt độ môi trường.
Hình 5. Giản đồ chữ ‘C’ của thép cacbon cùng tích
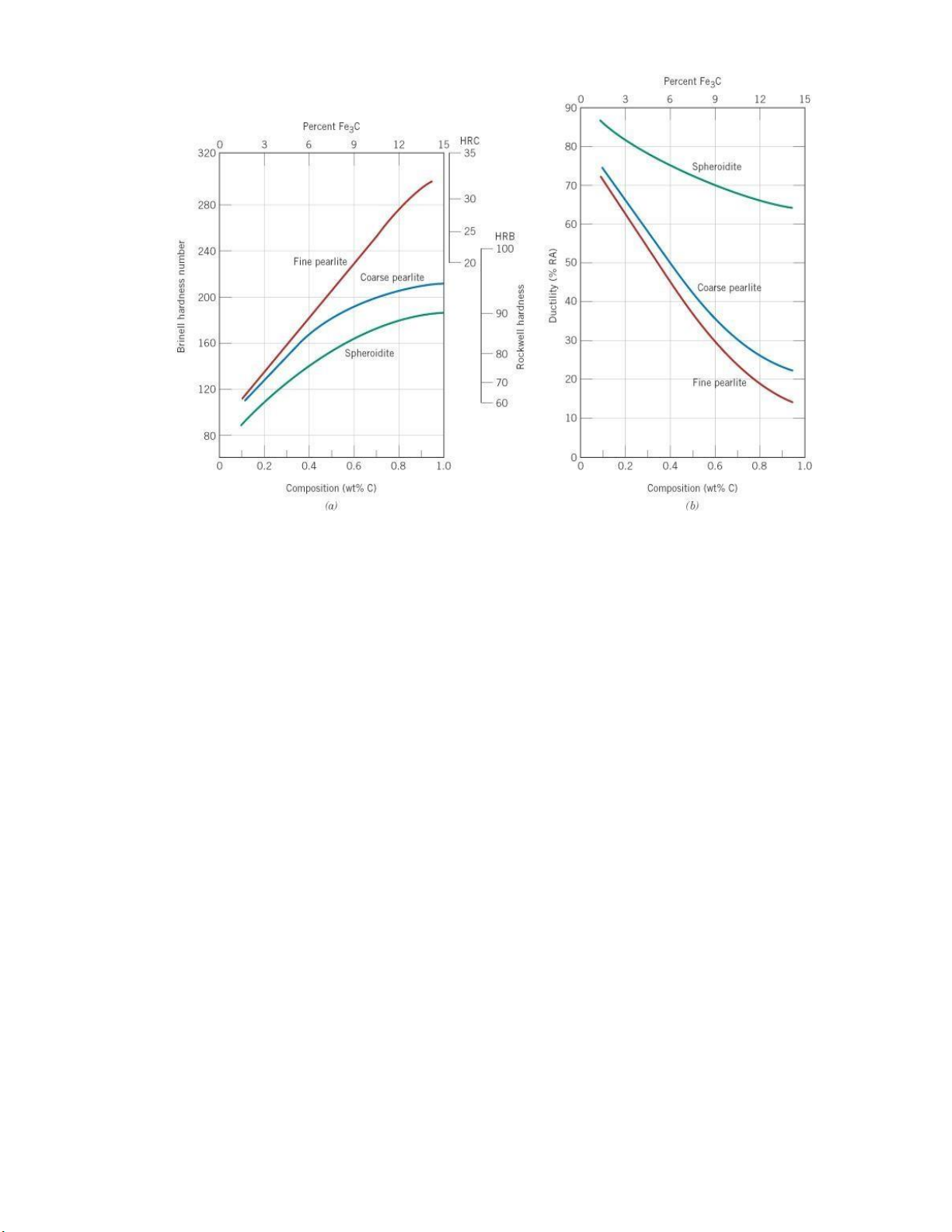
8. Có thể sản xuất được thép cacbon cùng tích có độ cứng nhỏ nhất là 90 HRB và độ dẻo tối
thiểu là 35%?. Nếu có thể mô tả quá trình nhiệt luyện để đạt được các tính chất trên (Hint: Sử dụng hình 6) 5
Hình 6. Ảnh hưởng %C đến cơ tính của thép
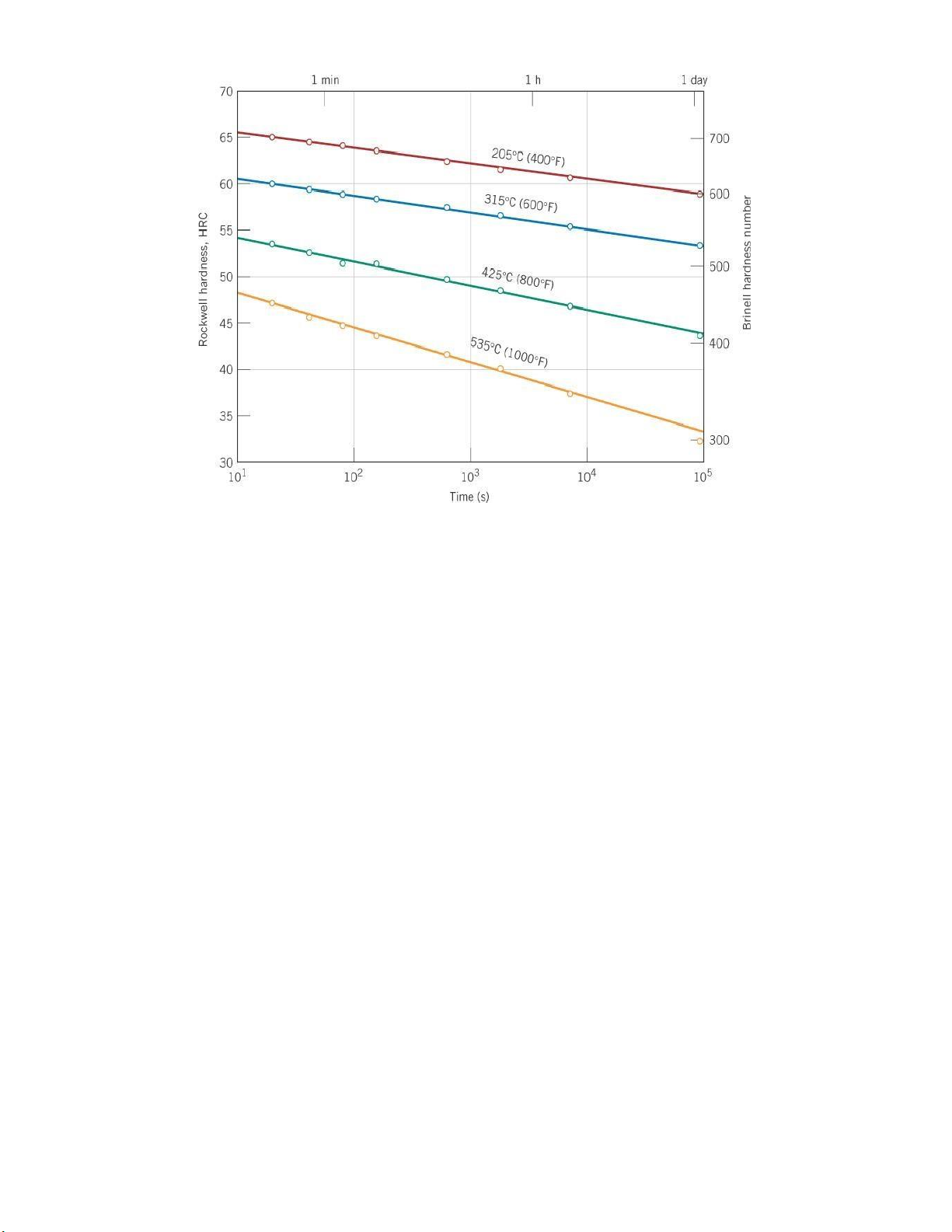
9. Thép 1080 được tôi bằng nước, xác định thời gian ram cần thiết để đạt được độ cứng là 58 HRC:
a. Nhiệt độ ram là 425 oC
b. Nhiệt độ ram là 315 oC Hint: Sử dụng hình 7 6
Hình 7. Sự phụ thuộc giữa độ cứng và thời gian ram của thép 1080
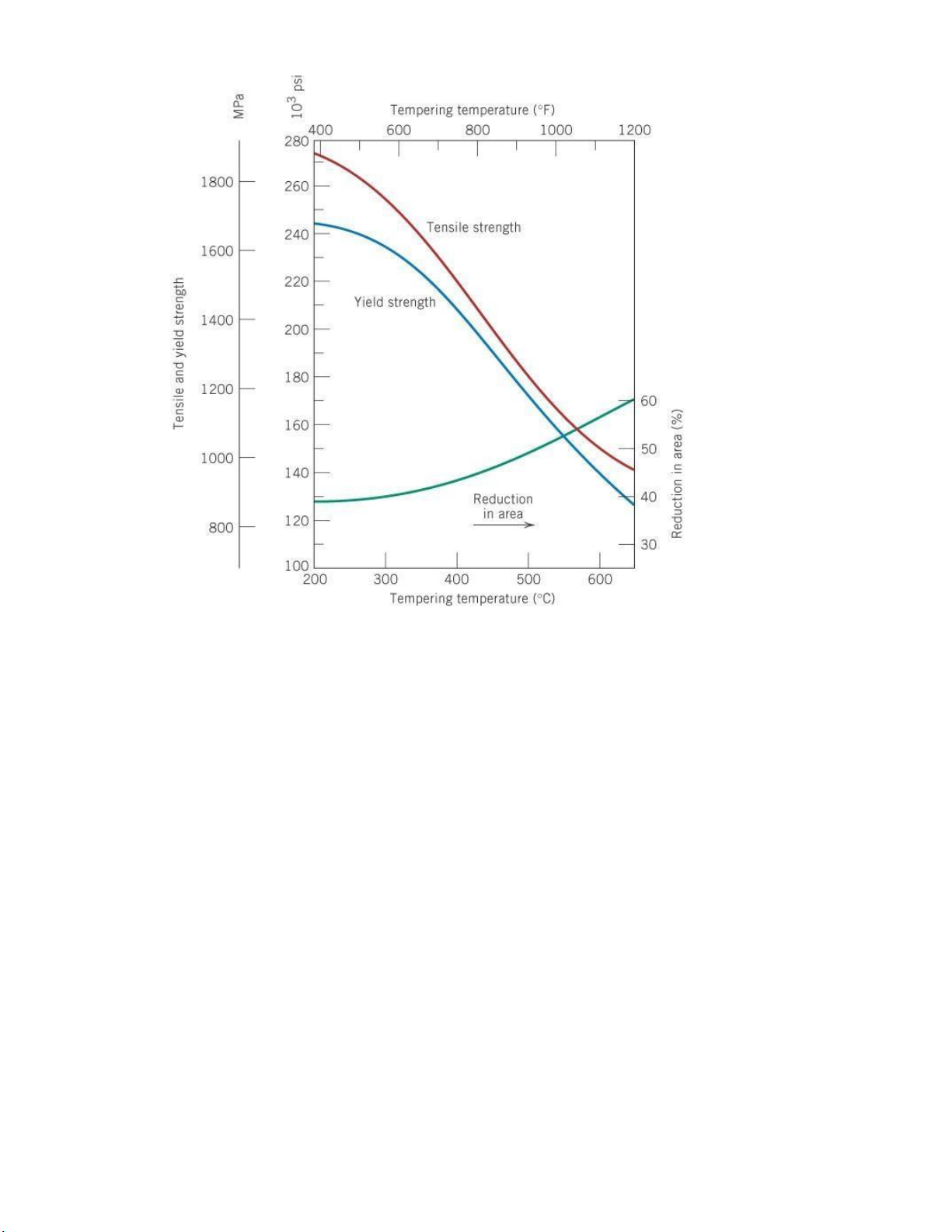
10. Thép 4340 được chọn để sản xuất một chi tiết yêu cầu có độ bền thấp nhất là 1380 MPa
(200000 psi) và độ dẻo nhỏ nhất là 43%, chi tiết được tôi trong dầu rồi sau đó ram. Thiết
kế quá trình ram phù hợp. (Hint: Sử dụng hình 8). 7
Hình 8. Ảnh hưởng của nhiệt độ ram tới cơ tính của thép 4340
11. Người ta muốn sản xuất tấm thép để nghiền đá có độ dày khoảng 2 in. Để không phải thay
thế nhiều lần chiều dày của lớp có độ cứng > 38 HRC là khoảng 0.25 in. tính từ bề mặt,
đồng thời tại tâm của tấm thép phải có độ cứng nhỏ hơn 32 HRC để bảo đảm tính dẻo và
dai. Trong điều kiện này chỉ có thể tôi bằng nước, thiết kế tấm thép đó, giả thiết rằng chỉ có
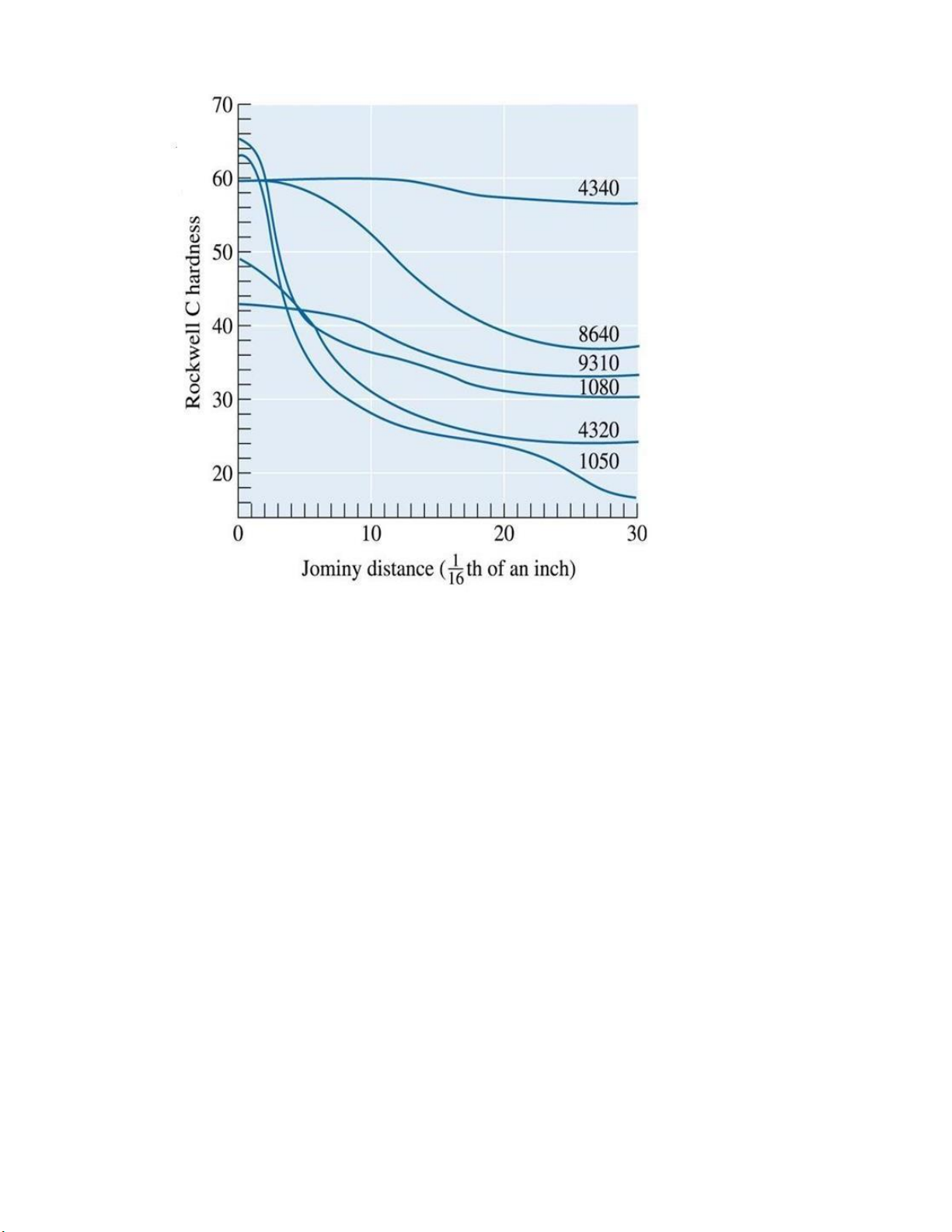
thể dung một trong các loại thép dưới đây (Hình 9): 8
Hình 9. Độ thấm tôi của các loại thép
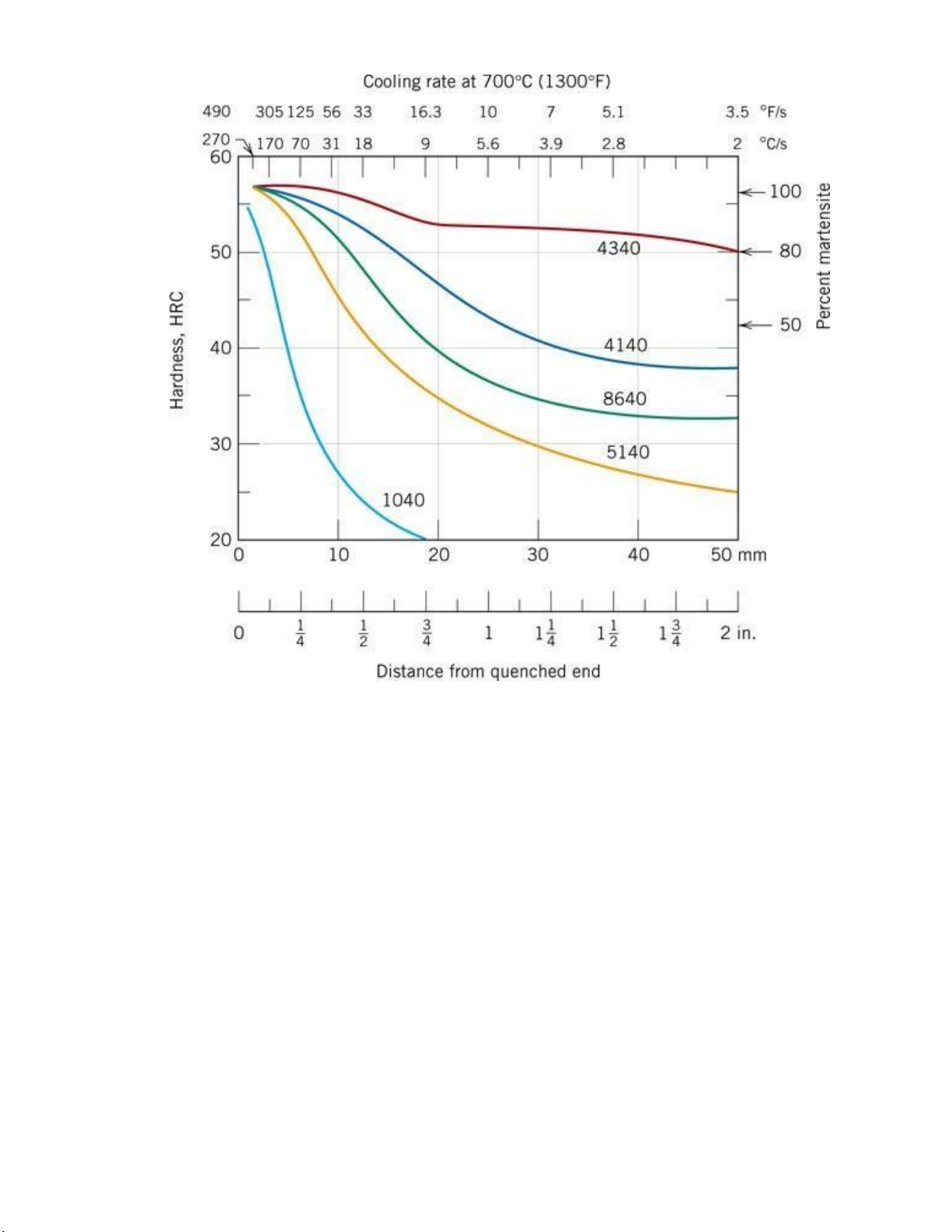
12. Một mẫu thép hình tròn có đường kính 25mm (1.0 in.) được tôi trong môi trường dầu khuấy
đều, bề mặt và tâm của mẫu thép phải có độ cứng nhỏ nhất lần lượt là 55 và 50 HRC. Mác
thép nào sau đây thõa mãn các yêu cầu trên: 1040, 5140, 4340, 4140, 8640 ? (Hint: Hình 10). 9 10
Hình 10. Độ thấm tôi cho các loại thép khác nhau 11
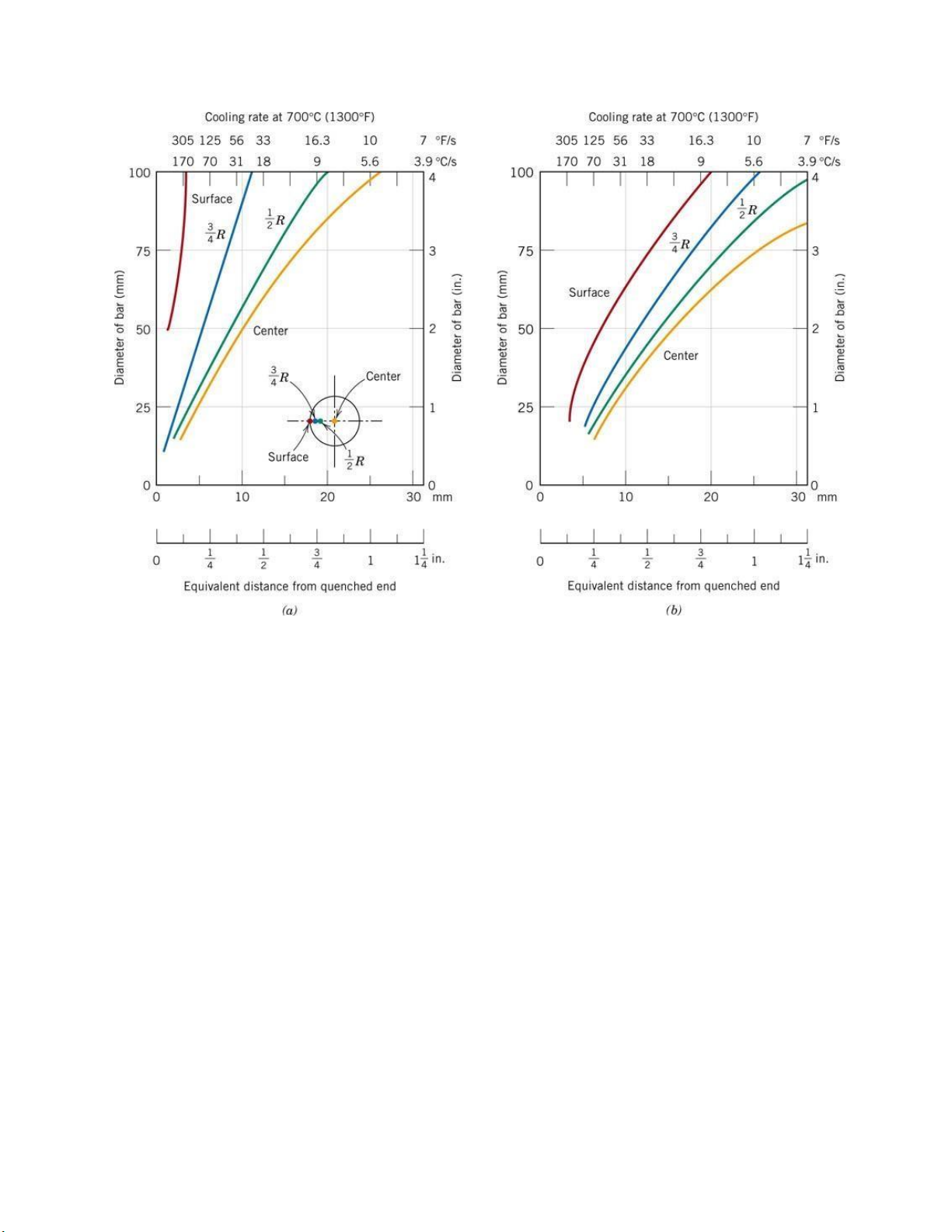
Hình 11. Tốc độ làm nguội là hàm số của bán kính mẫu đem tôi a) tôi trong nước, b) tôi trong dầu
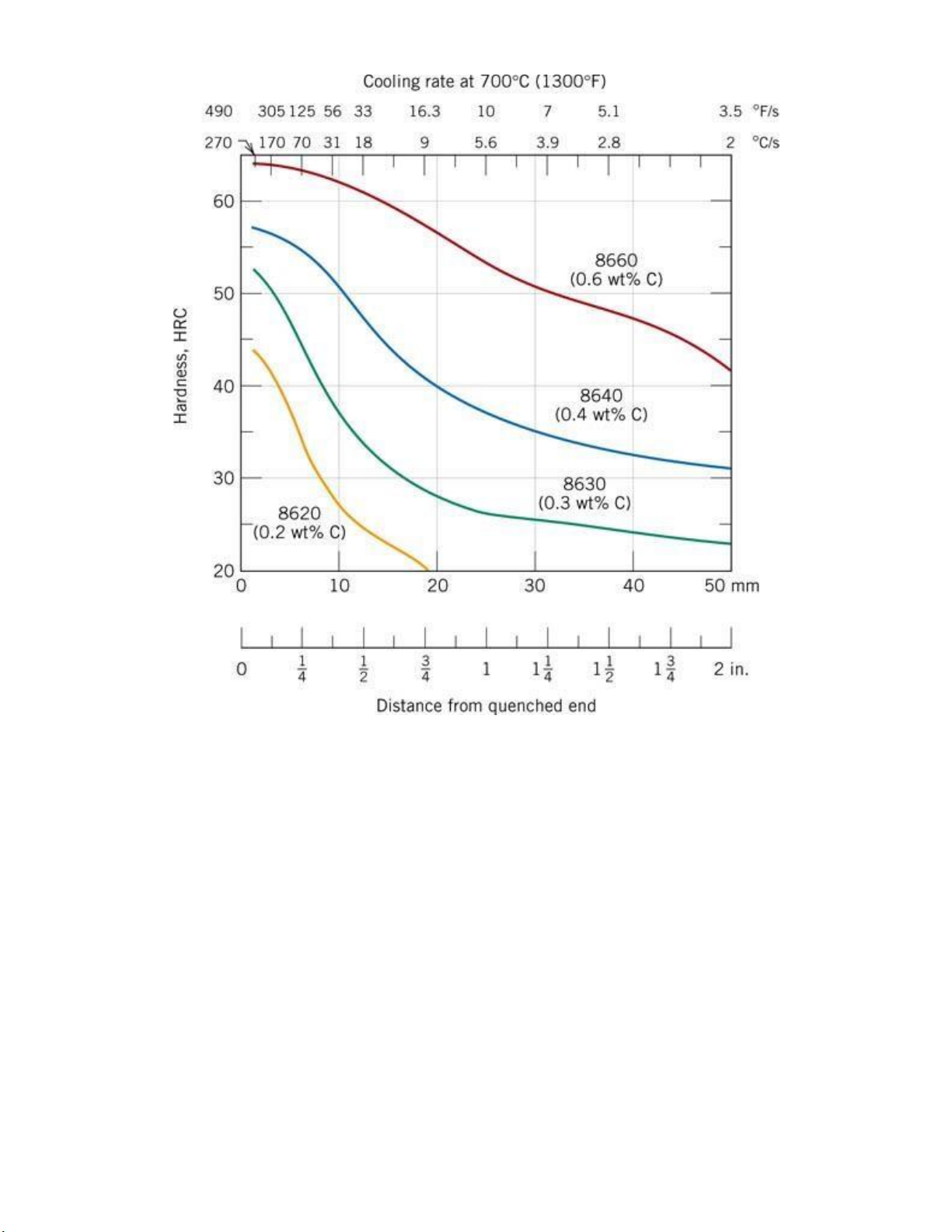
13. Một mẫu thép đường kính 75 mm (3 in.) được austenit hóa sau đó tôi để thu được độ cứng
40 HRC trên toàn tiết diện. Trong các loại thép 8660, 8640, 8630, 8620 thép nào sẽ được
chọn nếu môi trường tôi là: a. Nước b. Dầu Ghi chú:
1. Sinh viên phải phân tích được các hình 1-11, sử dụng các từ khóa tiếng anh mà GV đã cho
và giải thích trên lớp đồng thời tìm hiểu các tài liệu khác.
2. Đây là đề cương mang tính tham khảo.
3. SV ôn tập dựa trên các slides bài giảng, các file đã được upload lên MSTeams, giáo trình và
các tài liệu chính sau (Các tài liệu này đều có sẵn trên thư viện):
3.1. Nghiêm Hùng, Vật liệu học cơ sở, Nhà xuất bản khoa học và kỹ thuật Hà nội, 2007.
3.2. Lê Công Dưỡng, Vật liệu học, Nhà xuất bản khoa học Kỹ Thuật, Hà Nội, 1997. 12
3.3. Phạm Thị Minh Phương, Tạ Văn Thất, Công nghệ nhiệt luyện, Nhà xuất bản giáo dục, Hà nội, 2000. 13
Tài liệu liên quan:
-

Đề cương môn thí nghiệm sức bền vật liệu- Trường Đại học bách khoa - Đại học đà nẵng.
54 27 -

Đề cương môn thí nghiệm sức bền vật liệu- Trường Đại học bách khoa - Đại học đà nẵng.
58 29 -

Đề cương môn thí nghiệm sức bền vật liệu- Trường Đại học bách khoa - Đại học đà nẵng.
50 25 -

Đề cương môn thí nghiệm sức bền vật liệu- Trường Đại học bách khoa - Đại học đà nẵng.
51 26 -

Đề cương môn thí nghiệm sức bền vật liệu- Trường Đại học bách khoa - Đại học đà nẵng.
54 27