Ngân hàng bài tập Chương 2 môn Quản lý sản xuất | Đại học Bách khoa Hà Nội
Ngân hàng bài tập Chương 2 môn Quản lý sản xuất của Đại học Bách khoa Hà Nội. Tài liệu gồm 2 phần: bài tập định lượng, câu hỏi trắc nghiệm giúp bạn tham khảo, ôn tập và đạt kết quả cao trong kỳ thi sắp tới. Mời bạn đọc đón xem
Môn: Quản lí sản xuất (EM3417) 18 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.5 K tài liệu
Tác giả:
Preview text:
BÀI TẬP THỰC HÀNH CHƯƠNG 2
- PHẦN 1: CÁC BÀI TẬP ĐỊNH LƯỢNG (15 bài)
- PHẦN 2: CÁC CÂU HỎI TRẮC NGHIỆM (20 câu)
PHẦN 1: CÁC BÀI TẬP ĐỊNH LƯỢNG (15 bài)
Bài 1. Trong phân xưởng có 100 máy. Chế độ làm việc 2 ca/ngày. Thời gian mỗi
ca là 8 giờ. Sản lượng sản xuất năm đạt 285 ngìn sản phẩm. Công suất hiệu quả của
phân xưởng/năm đạt 310 ngìn sản phẩm. Trong ca đầu tiên: tất cả số máy trong
phân xưởng đều hoạt động, còn trong ca thứ 2 thì chỉ có 50%. Số ngày làm việc
trong năm là 260 ngày, thời gian làm việc thực tế mỗi máy trong năm là 4.000 giờ. Hãy tính:
a) Hệ số ca sản xuất của các máy trong phân xưởng (Hay số ca làm việc bình quân mỗi máy trong ngày)?
b) Hệ số sử dụng công suất máy (hay hiệu suất công suất) theo thời gian trong năm?
c) Hệ số hiệu quả sử dụng công suất máy trong năm?
Bài 2. Xác định công suất năm của một đội thợ xây gồm 30 người với số ngày làm
việc quy định là 240 ngày/năm. Mức sản lượng được giao cho đội một thợ xây
(theo định mức lao động) là: 1 mét vuông/ 0,98 ngày-công. Hệ số thực hiện mức
(là mức thực hiện thực tế/ mức quy định được giao) là 1,2.
Bài 3. Xác định công suất của phân xưởng lắp ráp nếu biết rằng: diện tích phân
xưởng là: 360 mét vuông, trong đó 20 mét vuông dành cho các hoạt động phụ trợ.
Mỗi sản phẩm lắp ráp chiếm diện tích là 5 mét vuông. Diện tích dành cho tổ chức
chỗ làm việc xung quanh mỗi sản phẩm lắp ráp ước tính là 20% của diện tích
chiếm chỗ mỗi sản phẩm đó. Chu kỳ lắp mỗi sản phẩm là 24 giờ. Quỹ thời gian
làm việc hiệu quả trong năm cho mỗi chỗ làm việc ước tính là 1960 giờ với chế độ
làm việc của phân xưởng là 1 ca/ngày.
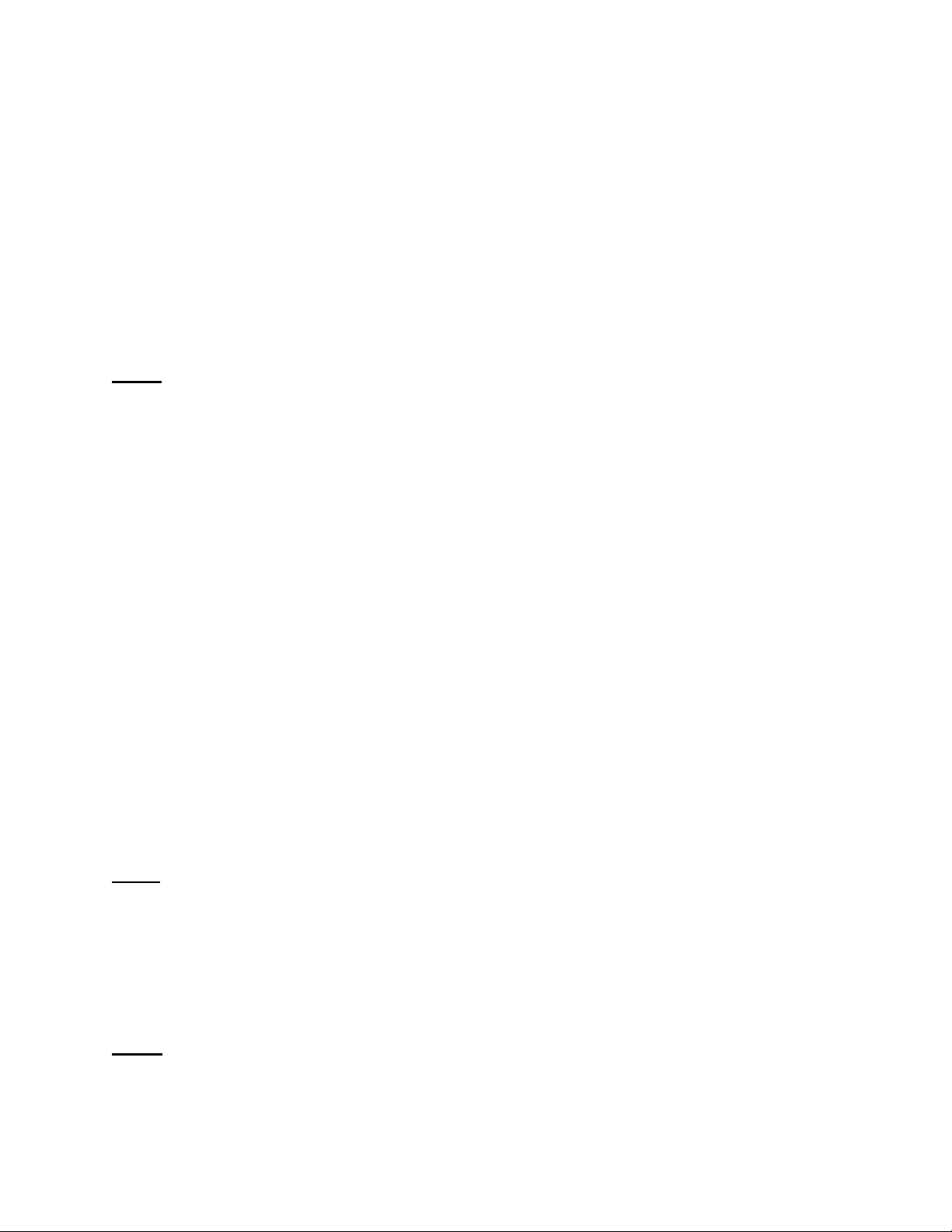
Bài 4. Một phân xưởng gia công cơ khí có ba bộ phận sản xuất với các dữ liệu trong bảng sau: Bộ phận Số máy; máy
Mức sản lượng/ giờ;
Hệ số thực hiện chiếc/giờ mức Phay 12 12 1,2 Tiện 9 16 1,3 Bào 18 8 1,1
a) Xác định công suất năm của mỗi bộ phận sản xuất trong phân xưởng nếu phân
xưởng làm việc 3 ca/ngày và 250 ngày/ năm. Thời gian dừng kỹ thuật của các máy
được quy định là 10% thời gian làm việc theo chế độ?
b) Nếu sản phẩm đầu ra của phân xưởng gia công cơ khí này phải gia công qua cả
3 bộ phận nói trên thì công suất của phân xưởng trong năm bằng bao nhiêu?
Bài 5. Tính công suất bình quân của nhà máy nếu có các dữ liệu sau:
- Công suất nhà máy vào đầu năm là: 8.500 tỷ VNĐ;
- Kế hoạch tăng công suất 2.400 tỷ VNĐ vào ngày 01 tháng 4; 500 tỷ VNĐ vào ngày 1 tháng 7;
- Kế hoạch giảm công suất 130 tỷ VNĐ vào ngày 1 tháng 11;
Bài 6. Tính số thiết bị sản xuất cần trong năm kế hoạch biết:
- Thời gian sản xuất sản phẩm/ năm là 50.000 giờ.
- Hệ số thực hiện mức sản lượng là: 105%.
- Chế độ làm việc của thiết bị: 22 ngày/tháng; 1 ca/ ngày; 8 giờ/ ca.
- Thời gian dừng kỹ thuật của thiết bị được quy định là 4,5% của thời gian làm việc theo chế độ.
Bài 7. Xác định kế hoạch sản lượng cho năm kế hoạch với đội công nhân là 20
người. Các tính toán dựa trên số liệu thực tế của năm trước năm kế hoạch, còn gọi
là năm gốc. Sản lượng thực tế của năm gốc đạt 600 sản phẩm với đội công nhân là
15 người và thời gian làm việc của mỗi công nhân trong năm đó là 1.860 giờ.
Trong năm kế hoạch thì thời gian làm việc trong năm cho mỗi công nhân dự tính là
1.640 giờ và kế hoạch tăng năng suất lao động cho năm kế hoạch so với năm gốc là 20%.
Bài 8. Mức thời gian sản xuất một sản phẩm là 3 giờ. Các công nhân hoàn thành
mức sản lượng là 107%. Trong phân xưởng có 24 máy. Chế độ làm việc là 260
ngày/năm; 2 ca/ngày; 8 giờ/ca. Thời gian dừng kỹ thuật ước tính 3% của thời gian
chế độ. Tính công suất của xưởng?
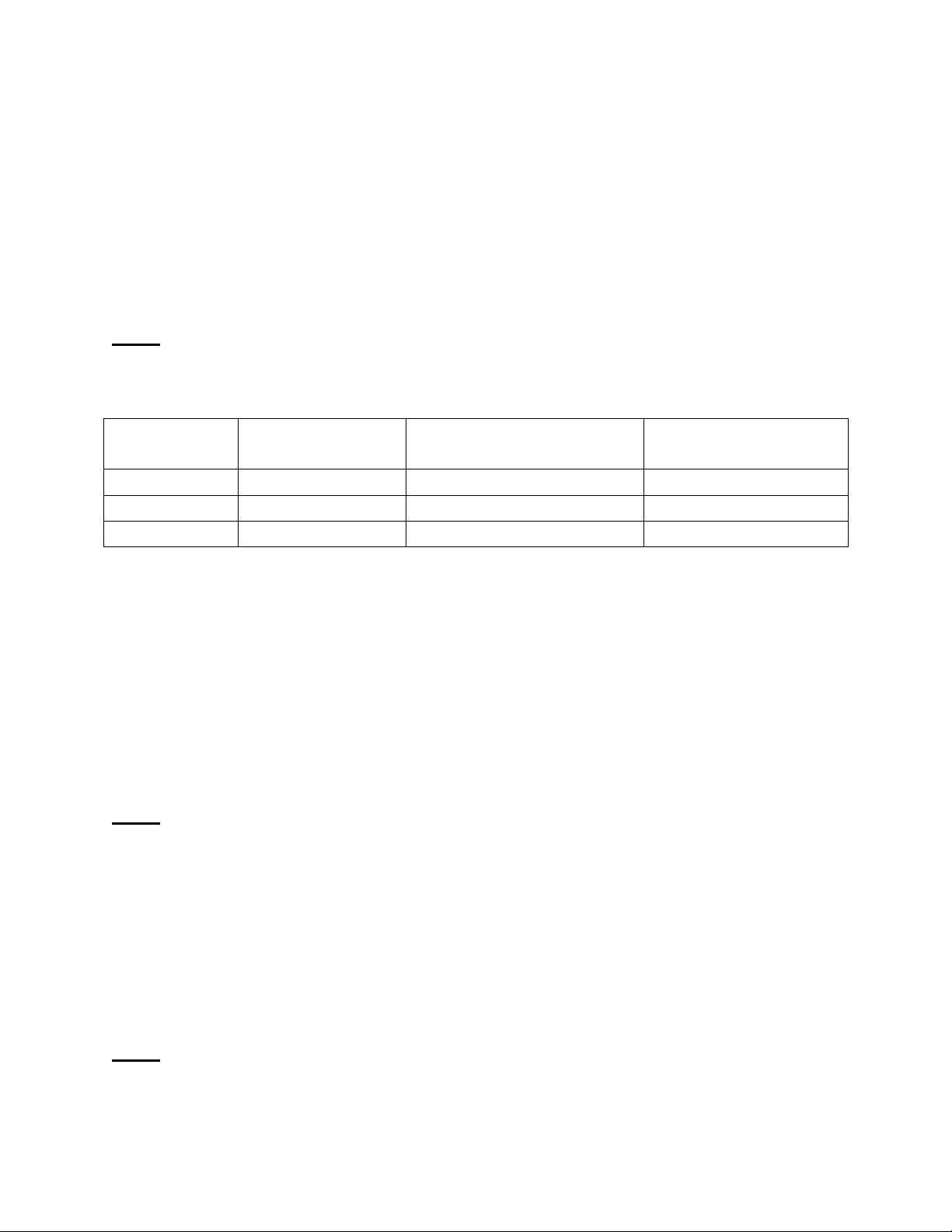
Bài 9. Phân xưởng gia công cơ khí làm việc 250 ngày/năm; 2 ca/ngày; 8 giờ/ca.
Thời gian dừng kỹ thuật ước tính 5% của thời gian chế độ. Tính công suất của
xưởng? Sau đây là các dữ liệu đầu vào của phân xưởng: Tên chỉ tiêu Số lượng
Số máy có đầu năm; máy 95
Kế hoạch sản lượng năm kế hoạch; ngìn sản phẩm 96
Số máy hàng năm hỏng và đưa ra khỏi sản xuất; máy 8
Bài 10. Một nhà máy có nhu cầu sử dụng một năm là: 120 tấn đồng kim loại dạng
lá. Khối lượng riêng của đồng là: 11,4 Kg/ 1 . Cứ hai tháng nhà cung ứng cung
một lần và số lượng mỗi lần như nhau. Dự trữ bảo hiểm trong kho là 20 ngày. Kho
làm việc 255 ngày/ 1 năm. Đồng được bảo quản trên các giá có kích thước 1,8m x
1,5 m và chiều cao của giá đỡ là 2 m. ( để 1 giá tầng ). Hệ số sử dụng không gian
có ích của các giá đỡ là 0,5. Hệ số sử dụng diện tích sàn là 0,7. Trọng lượng cho
phép của 1 mét vuông diện tích sàn là 2 tấn.
a) Tính nhu cầu về thể tích các giá đỡ cần để chứa đồng (Hay tính nhu cầu về công suất kho theo thể tích)?
b) Tính nhu cầu về diện tích sàn kho (Hay tính nhu cầu về công suất kho theo diện tích)?
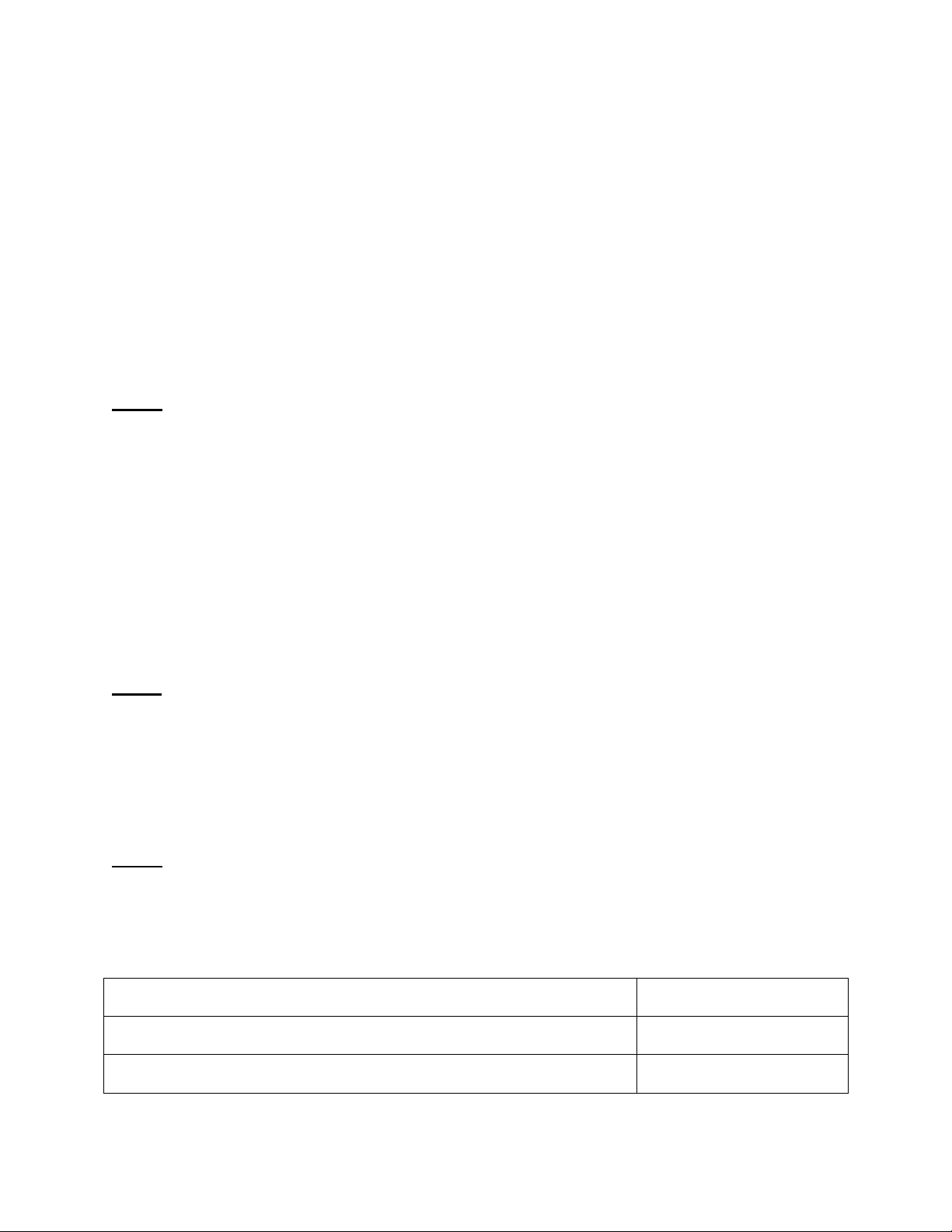
Bài 11. Biết số lượng điểm treo đèn của từng loại đèn trong phân xưởng sản xuất
theo bảng dưới. Thời gian làm việc bình quân của bóng đèn là: 800 giờ làm việc
liên tục. Xưởng làm 2 ca/ 1 ngày, 8h/ 1 ca, 260 ngày làm việc / 1 năm. Trong các
ngày làm việc đèn được bật sáng trong suốt thời gian làm việc.
Loại bóng Số điểm Loại bóng Số điểm Loại bóng Số điểm
đèn- công treo đèn đèn- công treo đèn đèn- công treo đèn suất ( W ) suất ( W ) suất ( W ) 100 80 150 50 25 90
a) Xác định nhu cầu sử dụng bóng đèn để chiếu sáng cho phân xưởng sản xuất?
b) Xác định nhu cầu sử dụng điện năng của phân xưởng cho thắp sáng trong năm?
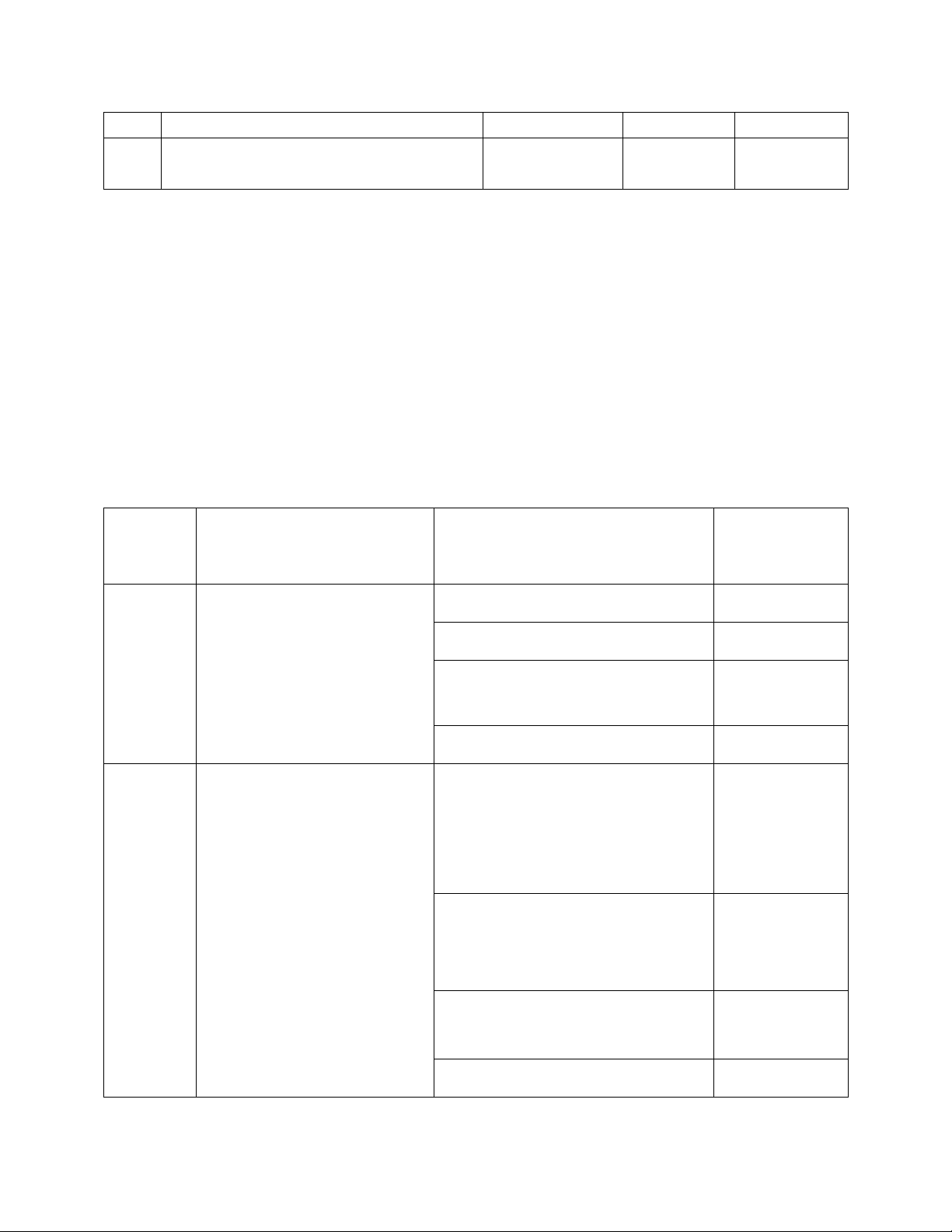
Bài 12. Phân xưởng gia công cơ khí của một nhà máy cơ khí có ba bộ phận công
nghệ: Tiện, Phay, Mài. Kế hoạch của Phân xưởng năm 2020 chỉ làm một loại sản
phẩm A. Sản phẩm A phải gia công trên cả ba giai đoạn công nghệ nói trên. Số
ngày làm việc của phân xưởng trong mỗi tháng là 25 ngày/tháng; 2 ca/ ngày. Sau
đây là thông tin từ phòng sản xuất. Chỉ tiêu: Bộ phận tiện Bộ phận Bộ phận phay mài
1. Tổng số máy hiện có, máy 20 30 40
2. Số máy sẽ đưa đi bảo dưỡng
20% của tổng 1/3 của tổng 12,5% tổng
theo kế hoạch vào tháng 4/2020 số số số (không sản xuất), máy
3. Số máy mới sẽ đưa vào khai 3 7 -
thác trong tháng 7/2020, máy
4. Định mức thời gian dừng kỹ 3 2 5 thuật của máy(đv: % ).
5. Thời gian định mức gia công 5 7 20
một sản phẩm A trên một máy, phút
a) Tính công suất trong năm 2020 của từng Bộ phận công nghệ trong phân xưởng?).
b) Tính công suất cả năm 2020 của cả phân xưởng?
c) Nếu kế hoạch sản xuất sản phẩm A của phân xưởng năm 2020 là 520.000 sản
phẩm hoàn chỉnh thì kế hoạch có khả thi không? Tính hiệu suất sử dụng công suất
mỗi bộ phận sản xuất lúc đó?
Bài 13. Thể tích nồi hơi là 120 lít. Hệ số sử dụng nồi hơi có ích là 0,9. Bình quân
thể tích chiếm chỗ của 1 suất ăn là 0,5 lít. Thời gian nấu trong 1 lần được quy định
là 120 phút. Mỗi ngày Restaurant làm việc 10 giờ và 1 năm là 305 ngày. Thời gian
chuẩn-kết cho mỗi lần nấu là 20 phút. Thời gian dừng nấu trong một ngày do các
lý do tổ chức - kỹ thuật là 50 phút.
a) Xác định công suất/ngày và công suất/năm của nồi hơi trong Restaurant trên
theo số lượng suất ăn?
b) Xác định công suất/ngày và công suất/năm của nồi hơi trong Restaurant trên
theo giá trị sản xuất nếu doanh thu 1 suất ăn trên là 15 USD?
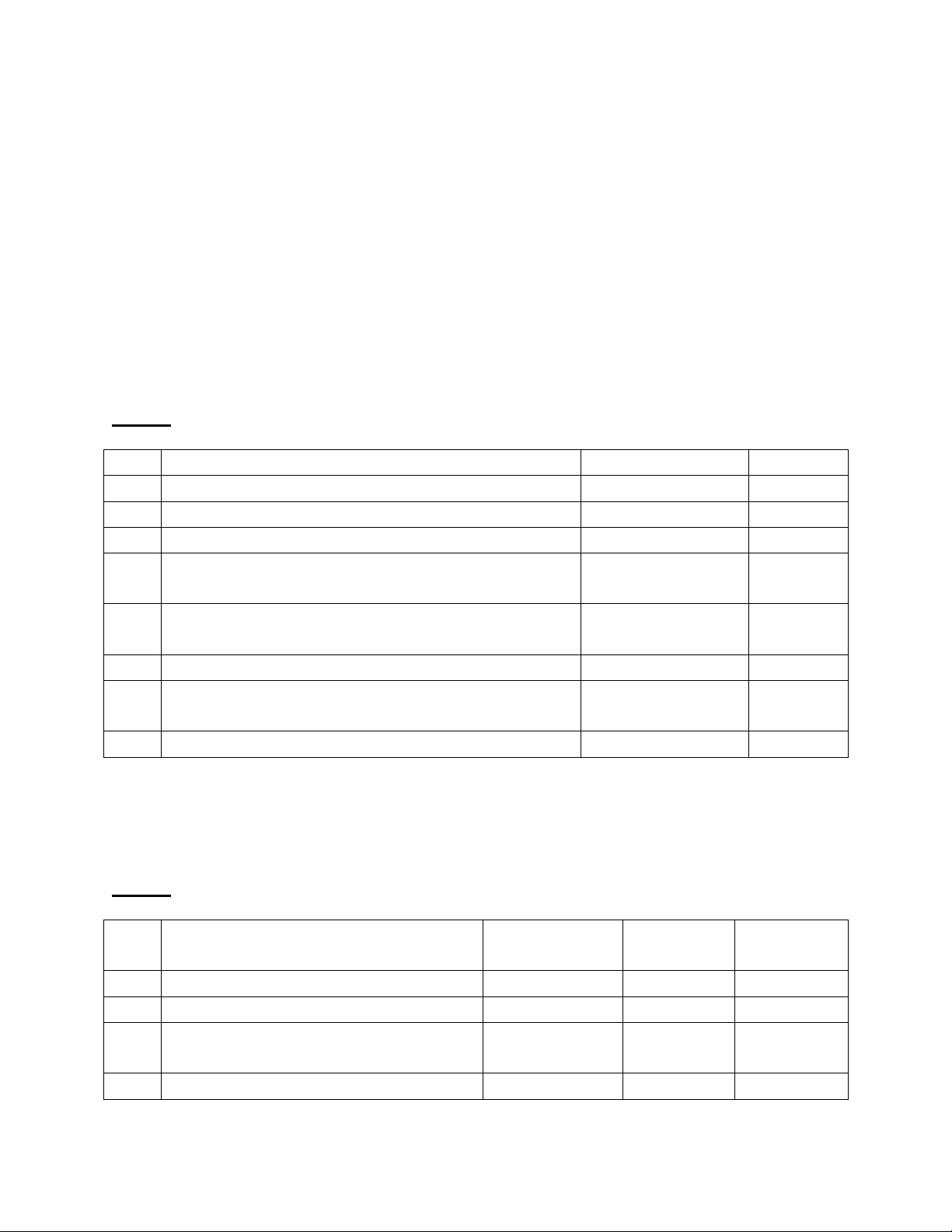
Bài 14. Dưới đây là kế hoạch về công suất của nhà máy trong năm kế hoạch. STT Chỉ tiêu Đơn vị Số lượng 1.
Công suất nhà máy tại thời điểm đầu năm Triệu sản phẩm 10 2.
Công suất tăng lên do hiện đại hóa công nghệ Triệu sản phẩm 0,4 3.
Số tháng sử dụng công suất tăng lên nói trên tháng 4 4.
Công suất tăng lên do đưa thêm 1 phân xưởng Triệu sản phẩm 0,5 mới vào sản xuất 5.
Tháng đưa vào sử dụng công suất của phân - Vào xưởng mới tháng 11 6.
Công suất đưa ra khỏi sản xuất Triệu sản phẩm 0,3 7.
Tháng đưa công suất ra khỏi nhà máy - Vào tháng 2 8.
Chương trình sản xuất năm kế hoạch Triệu sản phẩm 9,4
a) Xác định công suất của nhà máy trong năm kế hoạch?
b) Xác định hệ số sử dụng công suất trong năm kế hoạch?
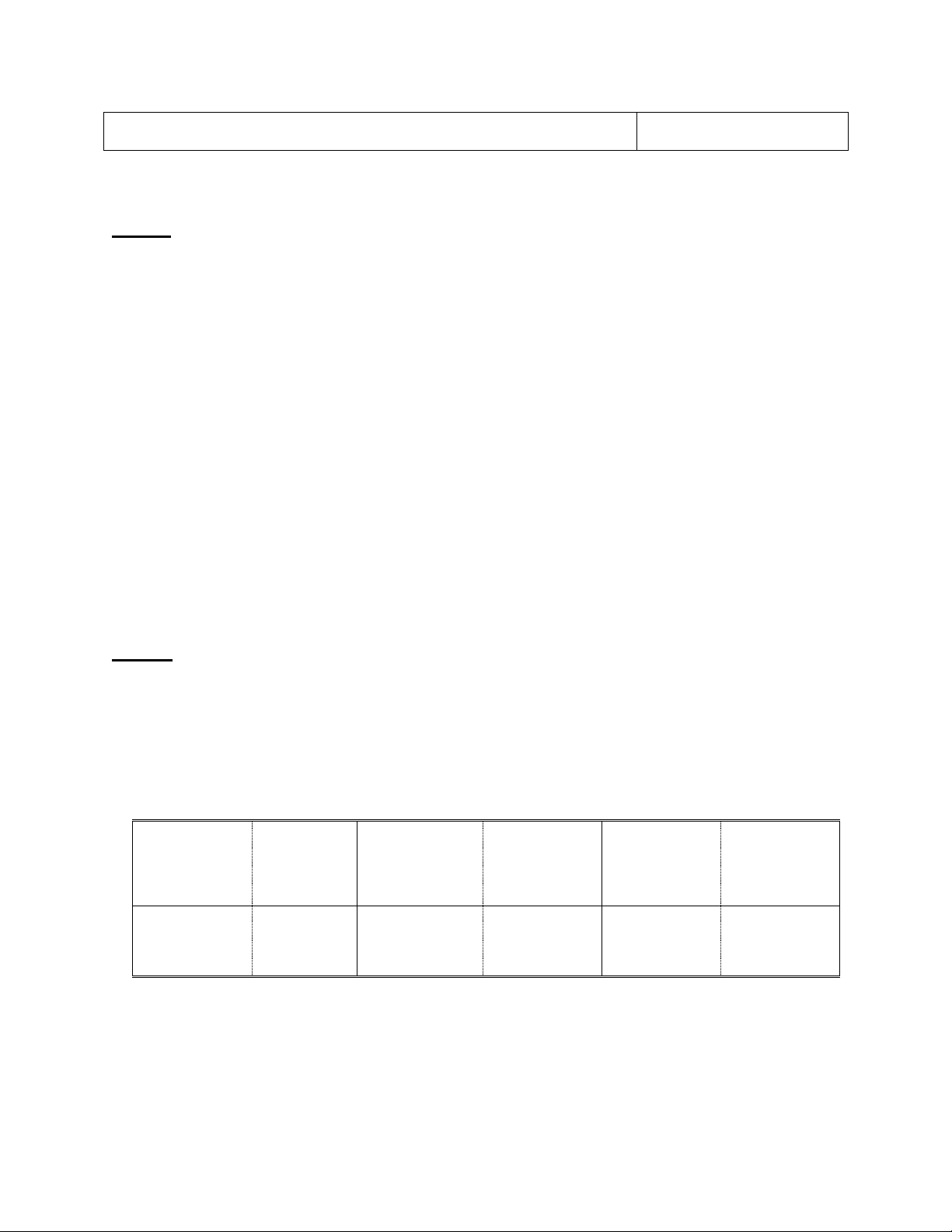
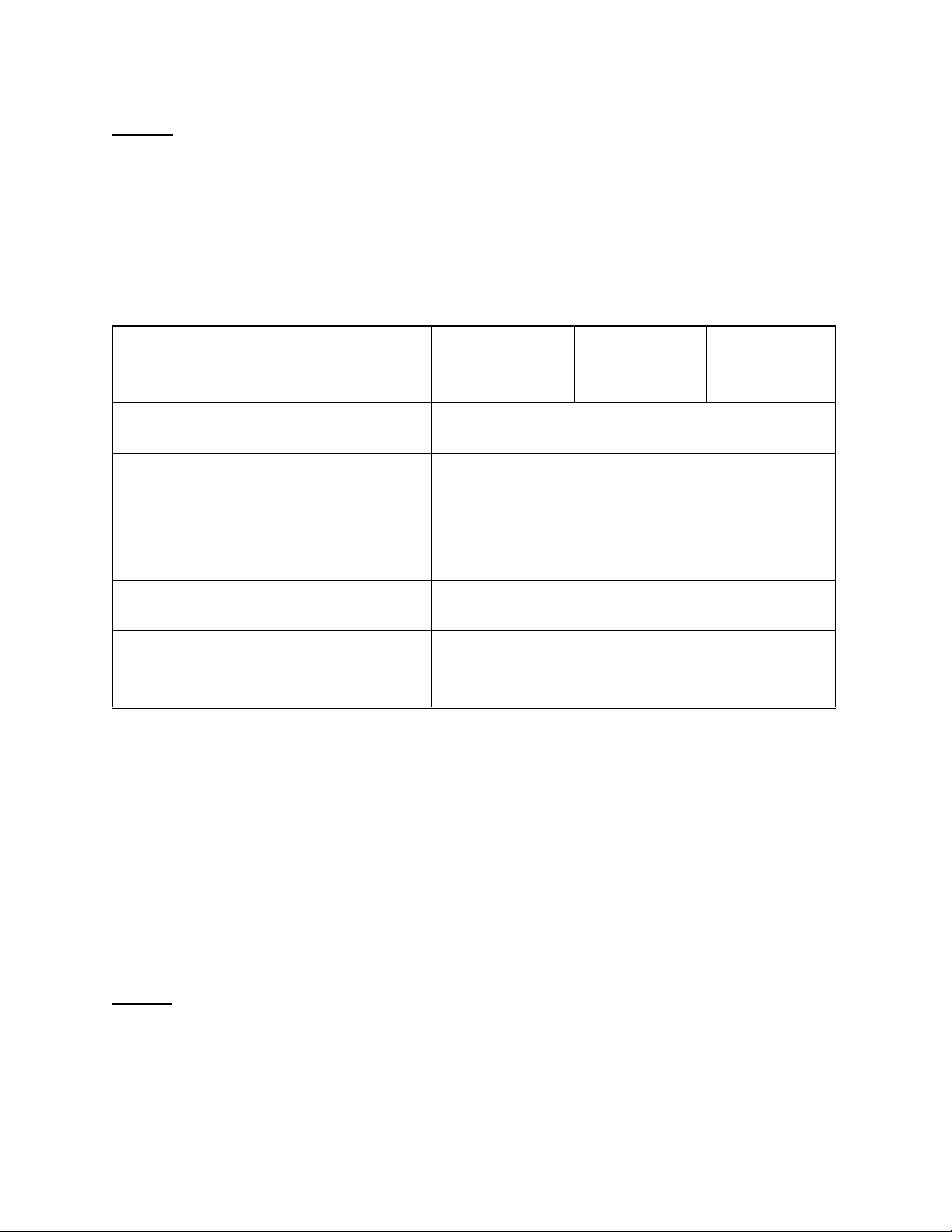
Bài 15. Dưới đây là kế hoạch về công suất của nhà máy trong năm kế hoạch. STT Chỉ tiêu Đơn vị Năm gốc Năm kế hoạch 1.
Kế hoạch sản lượng năm kế hoạch Ngìn USD 20.250 21.830 2. Công suất bình quân năm Ngìn USD 24.720 24.500 3.
Thời gian làm việc thực tế trong Giờ 3.190 3.470 năm 4.
Thời gian dừng kỹ thuật so với % 10 8
thời gian chế độ làm việc 5.
Số ngày làm việc thực tế trong Ngày 260 250 năm
Quy định làm việc của nhà máy trong các tính toán cho cả hai năm: 2 ca/ngày; 8 giờ/ca.
a) Tính hệ số sử dụng công suất theo thời gian của năm gốc và năm kế hoạch?
b) Tính hệ số sử dụng công theo sản lượng đầu ra?
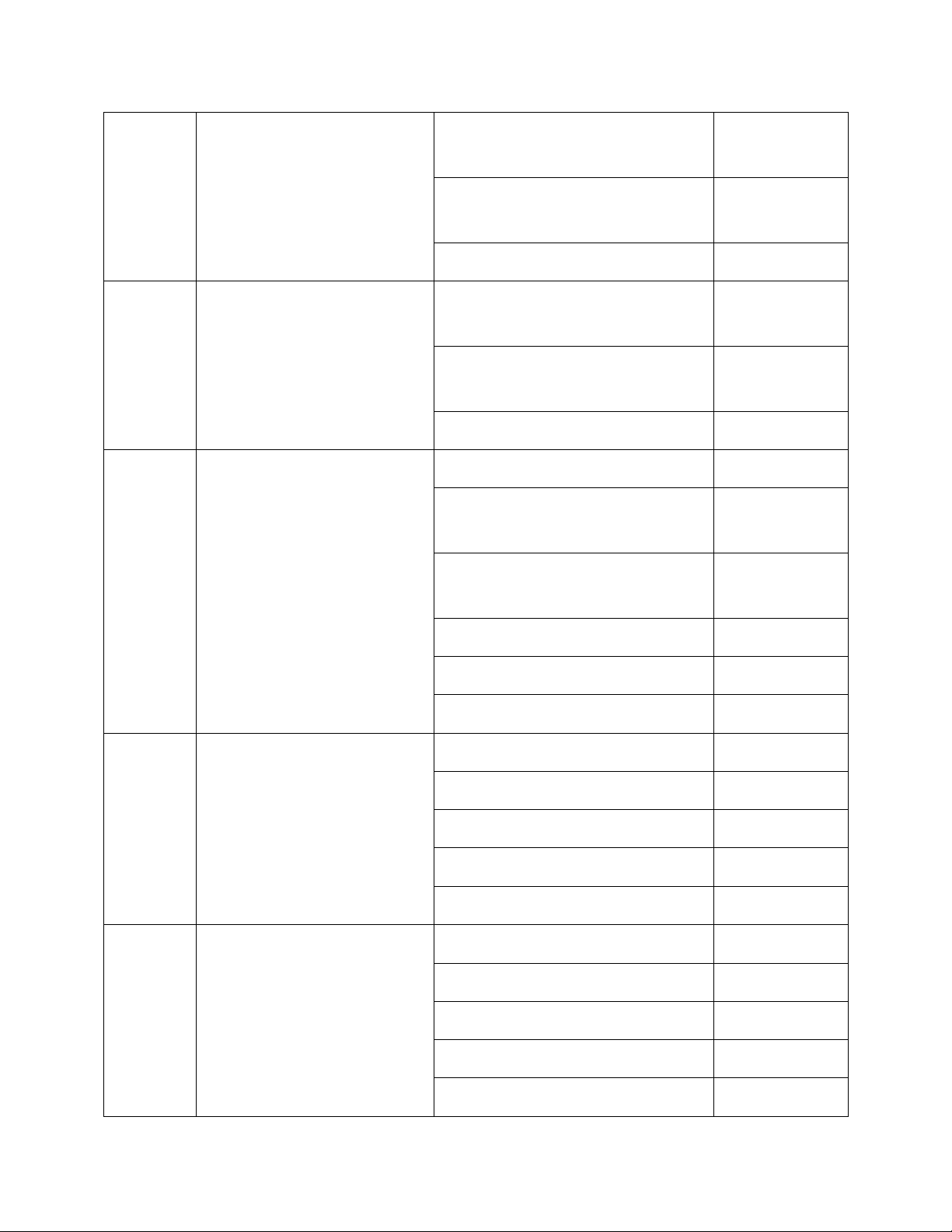
PHẦN 2: CÁC CÂU HỎI TRẮC NGHIỆM (20 câu)
Chọn các đáp án đúng trong các đáp án sau?
Câu số Câu hỏi Câu trả lời Đáp án ( √ ) 1. a) Thời gian;
Đơn vị đo lường công b) Giá trị sản xuất; suất có thể là:
c) Đơn vị tự nhiên để đo sản lượng sản xuất; d) %; 2.
a) Chỗ làm việc => Các nhóm máy
(hay bộ phận sản xuất) => Các
Tính công suất nhà máy phân xưởng SX chính => Nhà máy. theo thứ tự như sau:
b) Các phân xưởng phụ & phụ trợ
=> Các phân xưởng chính- Nhà máy;
c) Các phân xưởng SX chính => Nhà máy
d) Chỗ làm việc => Nhà máy 3.
a) Công suất tối đa trong điều kiện lý tưởng;
Công suất thiết kế là:
b) Công suất tối đa trong điều kiện thực tế; c) Công suất kế hoạch; 4.
a) Công suất tối đa trong điều kiện lý tưởng; Công suất hiệu quả là:
b) Công suất tối đa trong điều kiện thực tế;
c) Công suất bình quân năm; 5.
a) Số máy móc, thiết bị đã lắp đặt;
b) Số máy móc, thiết bị dự phòng
Các chỉ tiêu nào sau đây trong kho;
được đưa vào để tính c) Nhu cầu thị trường về sản phẩm;
toán công suất hiệu quả e) Chế độ làm việc của nhà máy; của nhà máy:
d) Các định mức lao động; f) Chế độ tiền lương 6. a) Theo lịch;
Khi tính công suất hiệu b) Theo chế độ;
quả cần sử dụng loại thời c) Thời gian sẵn sàng (hiệu quả); gian nào: d) Thời gian thực tế;
e) Tất cả các loại trên; 7. a) Kế hoạch sản xuất;
Chỉ tiêu nào được sử b) Công suất thiết kế;
dụng để tính công suất c) Đơn giá tiền lương; thực tế:
d) Thời gian làm việc thực tế; e) Năng suất thực tế; 8.
a) Thời gian theo lịch và thời gian
Hiệu suất sử dụng công chế độ;
suất theo thời gian được b) Thời gian chế độ và thời gian thực tế; tính theo tỷ lệ giữa:
c) Thời gian thực tế và thời gian theo lịch; 9.
a) Tuổi thọ thực tế của máy;
b) Số giờ thực tế dừng kỹ thuật của máy;
Các chỉ tiêu nào sau đây c) Nhu cầu thị trường về sản
được đưa vào để tính phẩm;
toán công suất thiết kế g) Thời gian làm việc theo quy
của máy móc, thiết bị: định của nhà máy;
h) Các định mức ghi trong tài liệu
chế tạo máy(thời gian dừng kỹ
thuật, thời gian gia công); 10. a) Công suất lý thuyết; b) Công suất thực tế; c) Công suất đầu kỳ;
Có những loại công suất d) Công suất hiệu quả;
nào trong các công suất f) Công suất cuối kỳ; sau?
h) Công suất bình quân kỳ; i) Công suất kế hoạch;
j) Tất cả các loại trên; 11.
a) Số lượng và chất lượng máy, thiết bị;
Những yếu tố nào thuộc b) Mức độ tập trung hóa sản xuất;
c) Số lượng và trình độ tay nghề
về các yếu tố KỸ của người lao động;
THUẬT ảnh hưởng đến d) Các phương pháp quản lý được công suất: áp dụng vào sản xuất;
e) Các hình thức lương, thưởng
được áp dụng tại nhà máy;
f) Tất cả các yếu tố trên; 12.
a) Số lượng và chất lượng máy, thiết bị;
b) Mức độ tập trung hóa sản xuất
(chuyên môn hóa, hợp tác hóa, tổ
Những yếu tố nào thuộc hợp hóa);
về các yếu tố TỔ CHỨC c) Số lượng và trình độ đào tạo,
ảnh hưởng đến công trình độ tay nghề của người lao suất: động;
d) Các hình thức lương, thưởng
được áp dụng tại nhà máy;
e) Chế độ làm việc của nhà máy;
f) Tất cả các yếu tố trên; 13.
a) Tăng thời gian chế độ trong năm;
Tăng công suất hiệu quả b) Giảm thời gian dừng kỹ thuật của máy;
của máy móc, thiết bị mà c) Tăng sản lượng kế hoạch sản
vẫn giữ nguyên số lượng xuất;
các máy đó có thể bằng d) Giảm mức thời gian sản xuất
các giải pháp sau đây:
trên mỗi sản phẩm bằng giải pháp
cải tiến kỹ thuật, công nghệ;
e) Tất cả các giải pháp trên; 14.
a) Tăng thời gian chế độ trong năm;
b) Tăng mức độ đảm bảo các
Tăng công suất thực tế nguồn lực sẵn sàng cho sản xuất;
của máy móc, thiết bị mà c) Đảm bảo chất lượng sản phẩm
và cải tiến chất lượng liên tục;
vẫn giữ nguyên số lượng
d) Hoàn thiện các chính sách
máy móc, thiết bị đó có MARKETING để hỗ trợ tốt tiêu
thể bằng các giải pháp thụ sản phẩm; sau đây:
e) Giảm mức thời gian sản
xuất/sản phẩm bằng các cải tiến kỹ thuật, công nghệ; 15.
Các hệ số sử dụng (hay a) Nhỏ hơn 1;
hiệu suất) công suất có b) Lớn hơn 1; thể: c) Bằng 1 16. a) Công suất thiết kế;
Để tính toán mức công b) Công suất hiệu quả;
suất trong một giai đoạn
khi có nhiều yếu tố tác c) Công suất thực tế;
động làm thay đổi nó d) Công suất đầu kỳ;
người ta sử dụng loại
công suất nào trong các e) Công suất cuối kỳ; công suất sau đây:
f) Công suất bình quân kỳ; 17.
Để xây dựng chương a) Công suất thiết kế;
trình sản xuất trong kỳ b) Công suất đầu kỳ;
cần căn cứ vào loại công c) Công suất cuối kỳ;
suất nào trong các công d) Công suất bình quân kỳ; suất sau đây:
e) Tất cả các loại công suất trên; 18.
Hệ số thực hiện mức thời a) Tăng;
gian trong thực tế tăng b) Giảm làm cho công suất thực tế: c) Không thay đổi; 19.
Hệ số thực hiện mức sản a) Tăng;
lượng trong thực tế tăng b) Giảm làm cho công suất thực tế: c) Không thay đổi; 20.
a) Công tác phục vụ kỹ thuật máy móc, thiết bị đó;
b) Tuổi thọ thực tế của thiết bị;
c) Trình độ và ý thức của công
nhân trực tiếp vận hành máy;
Hệ số công suất toàn d) Sự hài lòng của người lao động
phần của máy móc, thiết trong công việc;
bị (OEE) chịu ảnh hưởng e) Công tác quản lý chất lượng sản
trực tiếp của các yếu tố phẩm; sau:
f) Công tác thiết kế công nghệ cho sản xuất;
g) Công tác tiêu thụ sản phẩm;
h) Tất cả các yếu tố trên;
Chịu trách nhiệm biên soạn: PGS. TS. Trần Thị Bích Ngọc.
Tài liệu liên quan:
-

Bài giảng Chương 2: Quản trị công suất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
21 11 -

Bài giảng Chương 1: Tổng quan chung về quản trị sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
22 11 -
Bài giảng Chương 3: Chu kỳ sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
24 12 -
Bài giảng Chương 4: Kế hoạch hóa sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
25 13 -
Ngân hàng bài tập Chương 8 môn Quản lý sản xuất | Đại học Bách khoa Hà Nội
355 178