Quality Function Deployment - Môn quản trị học - Đại Học Kinh Tế - Đại học Đà Nẵng
Quality function deployment (QFD) is a planning tool used to fulfill customer expectations. It is a disciplined approach to product design, engineering, and production and provides in-depth evaluation of a product. An organization that correctly implements QFD can improve engineering knowledge, productivity, and quality and reduce costs, product development time, and engineering changes. Tài liệu giúp bạn tham khảo ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Quản trị học (QTH 11) 459 tài liệu
Trường: Trường Đại học Kinh tế - Đại học Đà Nẵng 1.4 K tài liệu
Tác giả:




Preview text:
lOMoARcPSD| 49426763
Quality Function Deployment Introduction
Dr. Mizuno, professor emeritus of the Tokyo Institute of Technology, is credited with initiating
the quality function deployment (QFD) system. The first application of QFD was at Mitsubishi,
Heavy Industries, Ltd., in the Kobe Shipyard, Japan, in 1972. After four years of case study
development, refinement, and training. QFD was successfully implemented in the production of
mini-vans by Toyota. Using 1977 as a base, a 20% reduction in startup costs was reported in the
launch of the new van in October 1979, a 38% reduction by November 1982, and a cumulative
61% reduction by April 1984. Quality function deployment was first introduced in the United
States in 1984 by Dr. Clausing of Xerox. QFD can be applied to practically any manufacturing
or service industry. It has become a standard practice by most leading organizations, who also
require it of their suppliers.
Quality function deployment (QFD) is a planning tool used to fulfill customer expectations. It
is a disciplined approach to product design, engineering, and production and provides in-depth
evaluation of a product. An organization that correctly implements QFD can improve
engineering knowledge, productivity, and quality and reduce costs, product development time, and engineering changes.
Quality function deployment focuses on customer expectations or requirements, often referred
to as the voice of the customer. It is employed to translate customer expectations, in terms of
specific requirements, into directions and actions, in terms of engineering or technical
characteristics, that can be deployed through: Product planning Part development Process planning Production planning Service industries
Quality function deployment is a team-based management tool in which customer expectations
are used to drive the product development process. ConFLicting characteristics or requirements
are identified early in the QFD process and can be resolved before production. Organizations
today use market research to decide what to produce to satisfy customer requirements. Some
customer requirements adversely affect others, and customers often cannot explain their
expectations. Confusion and misinterpretation are also a problem while a product moves from
marketing to design to engineering to manufacturing. This activity is where the voice of the
customer becomes lost and the voice of the organization adversely enters the product design.
Instead of working on what the customer expects, work is concentrated on fixing what the
customer does not want. In other words, it is not productive to improve something the customer
did not want initially. By implementing QFD, an organization is guaranteed to implement the
voice of the customer in the final product or service.
Quality function deployment helps identify new quality technology and job functions to carry
out operations. This tool provides a historic reference to enhance future technology and prevent
design errors. QFD is primarily a set of graphically oriented planning matrices that are used as
the basis for decisions affecting any phase of the product development cycle. Results of QFD
are measured based on the number of design and engineering changes, time to market, cost, and
quality. It is considered by many experts to be a perfect blueprint for quality by design. 1 lOMoARcPSD| 49426763
Quality function deployment enables the design phase to concentrate on the customer
requirements, thereby spending less time on redesign and modifications. The saved time has
been estimated at one-third to one-half of the time taken for redesign and modification using
traditional means. This saving means reduced development cost and also additional income
because the product enters the market sooner. The QFD Team
When an organization decides to implement QFD, the project manager and team members need
to be able to commit a significant amount of time to it, especially in the early stages. The
priorities of the projects need to be defined and told to all departments within the organization
so team members can budget their time accordingly. Also, the scope of the project must be
clearly defined so questions about why the team was formed do not arise. One of the most
important tools in the QFD process is communication.
There are two types of teams—designing a new product or improving an existing product. Teams
are composed of members from marketing, design, quality, finance, and production. The
existing product team usually has fewer members, because the QFD process will only need to
be modified. Time and inter-team communication are two very important things that each team
must utilize to their fullest potential. Using time effectively is the essential resource in getting
the project done on schedule. Using inter-team communication to its fullest extent will alleviate
unforeseen problems and make the project run smoothly.
Team meetings are very important in the QFD process. The team leader needs to ensure that the
meetings are run in the most efficient manner and that the members are kept informed. The
meeting format should have some way of measuring how well the QFD process is working at
each meeting and should be FLexible, depending on certain situations. The duration of the
meeting will rely on where the team’s members are coming from and what needs to be
accomplished. These workshops may have to last for days if people are coming from around the
world or for only hours if everyone is local. There are advantages to shorter meetings, and
sometimes much more can be accomplished in a shorter meeting. Shorter meetings allow
information to be collected between times that will ensure that the right information is being
entered into the QFD matrix. Also, they help keep the team focused on a quality improvement goal. Benefits of QFD
Quality function deployment was originally implemented to reduce start-up costs. Organizations
using QFD have reported a reduced product development time. For example, U.S. car
manufacturers of the late 1980s and early 1990s needed an average of five years to put a product
on the market, from drawing board to showroom, whereas Honda put a new product on the
market in two and a half years and Toyota did it in three years. Both organizations credit this
reduced time to the use of QFD. Product quality and, consequently, customer satisfaction
improve with QFD due to numerous factors depicted in Figure 12-1.
Improves Customer Satisfaction
Quality function deployment looks past the usual customer response and attempts to define the
requirements in a set of basic needs, which are compared to all competitive information. All
competitors are evaluated equally from customer and technical perspectives. This information
can then be prioritized using a Pareto diagram. Management can then place resources where
they will be the most beneficial in improving quality. Also, QFD takes the experience and
information that are available within an organization and puts them together as a structured 2 lOMoARcPSD| 49426763
format that is easy to assimilate. This is important when an organization’s employee leaves a
particular project and a new employee is hired.
Figure 12-1 Benefits of QFD Reproduced with permission from James L. Brossert, Quality
Function Deployment—A Practitioner’s Approach (Milwaukee, WI: ASQC Quality Press, 1991)
Creates focus on customer requirements Improves customer
Uses competitive information effectively satisfaction
Prioritizes resources Identifies items that can be acted upon
Structures resident experience/information Reduces
Decreases midstream design changes implementation time
Limits post introduction problems
Avoids future development redundancies
Identifies future application opportunities Surfaces missing assumptions Promotes teamwork Based on concensus
Creates communication at interfaces
Identifies actions at interfaces
Creates global view out of details Provides documentation
Documents rationale for design Is easy to assimilate
Adds structure to the information
Adapts to changes (a living document)
Provides framework for sensitivity analysis
Reduces Implementation
Time Fewer engineering changes are needed when using QFD, and, when used properly, all
conFLicting design requirements can be identified and addressed prior to production. This
results in a reduction in retooling, operator training, and changes in traditional quality control
measures. By using QFD, critical items are identified and can be monitored from product
inception to production. Toyota reports that the quality of their product has improved by onethird
since the implementation of QFD.
Promotes Teamwork Quality function deployment forces a horizontal deployment of
communication channels. Inputs are required from all facets of an organization, from marketing
to production to sales, thus ensuring that the voice of the customer is being heard and that each
department knows what the other is doing. This activity avoids misinterpretation, opinions, and
miscues. In other words, the left hand always knows what the right hand is doing. Efficiency
and productivity always increase with enhanced teamwork.
Provides Documentation
A database for future design or process improvements is created. Data that are historically
scattered within operations, frequently lost and often referenced out of context, are now saved 3 lOMoARcPSD| 49426763
in an orderly manner to serve future needs. This database also serves as a training tool for new
engineers. Quality function deployment is also very FLexible when new information is
introduced or things have to be changed on the QFD matrix. The Voice of the Customer
Because QFD concentrates on customer expectations and needs, a considerable amount of effort
is put into research to determine customer expectations. This process increases the initial
planning stage of the project definition phase in the development cycle. But the result is a total
reduction of the overall cycle time in bringing to the market a product that satisfies the customer.
The driving force behind QFD is that the customer dictates the attributes of a product. Customer
satisfaction, like quality, is defined as meeting or exceeding customer expectations. Words used
by the customers to describe their expectations are often referred to as the voice of the customer.
Sources for determining customer expectations are focus groups, surveys, complaints,
consultants, standards, and federal regulations. Frequently, customer expectations are vague and
general in nature. It is the job of the QFD team to analyze these customer expectations into more
specific customer requirements. Customer requirements must be taken literally and not
incorrectly translated into what organization officials desire.
Quality function deployment begins with marketing to determine what exactly the customer
desires from a product. During the collection of information, the QFD team must continually
ask and answer numerous questions, such as What does the customer really want?
What are the customer’s expectations?
Are the customer’s expectations used to drive the design process?
What can the design team do to achieve customer satisfaction?
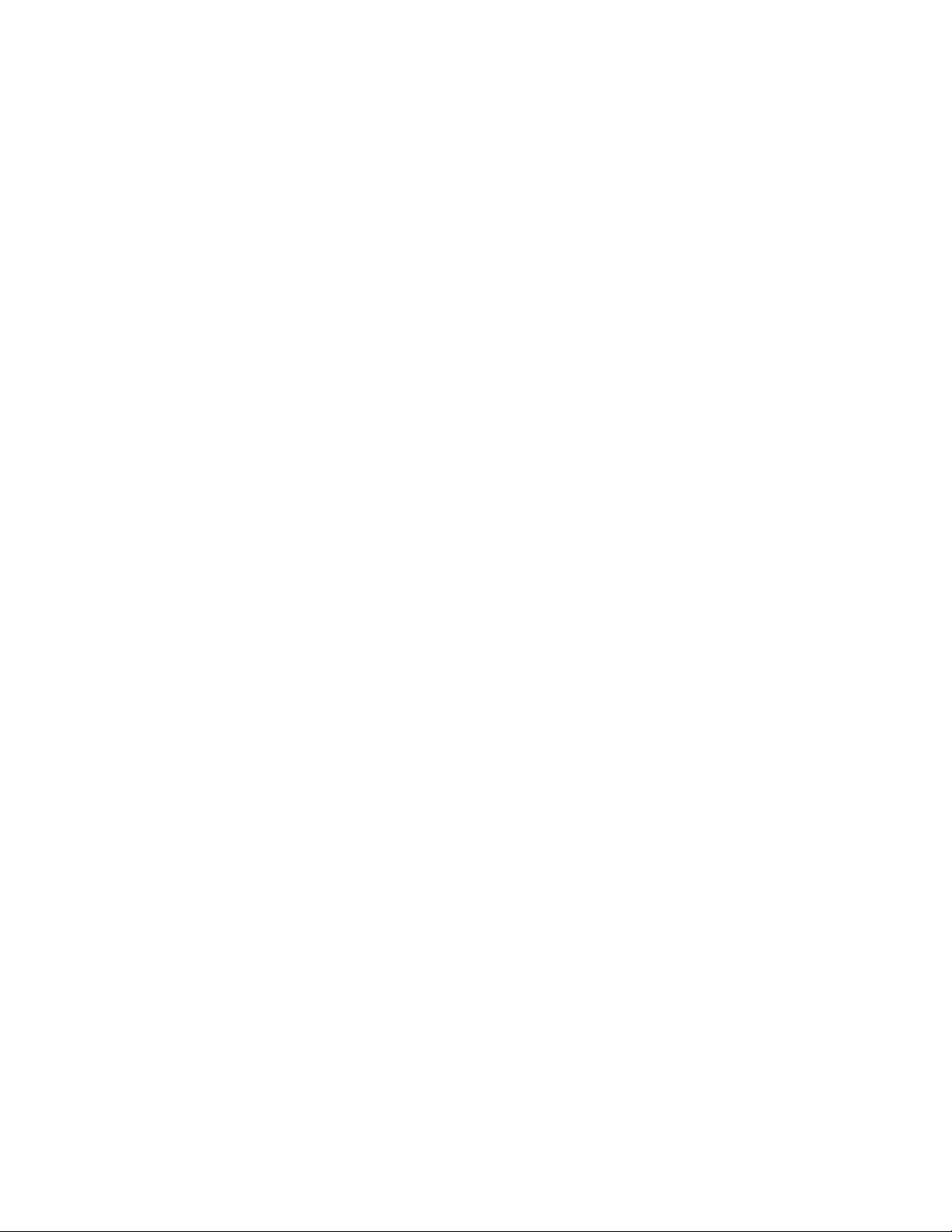
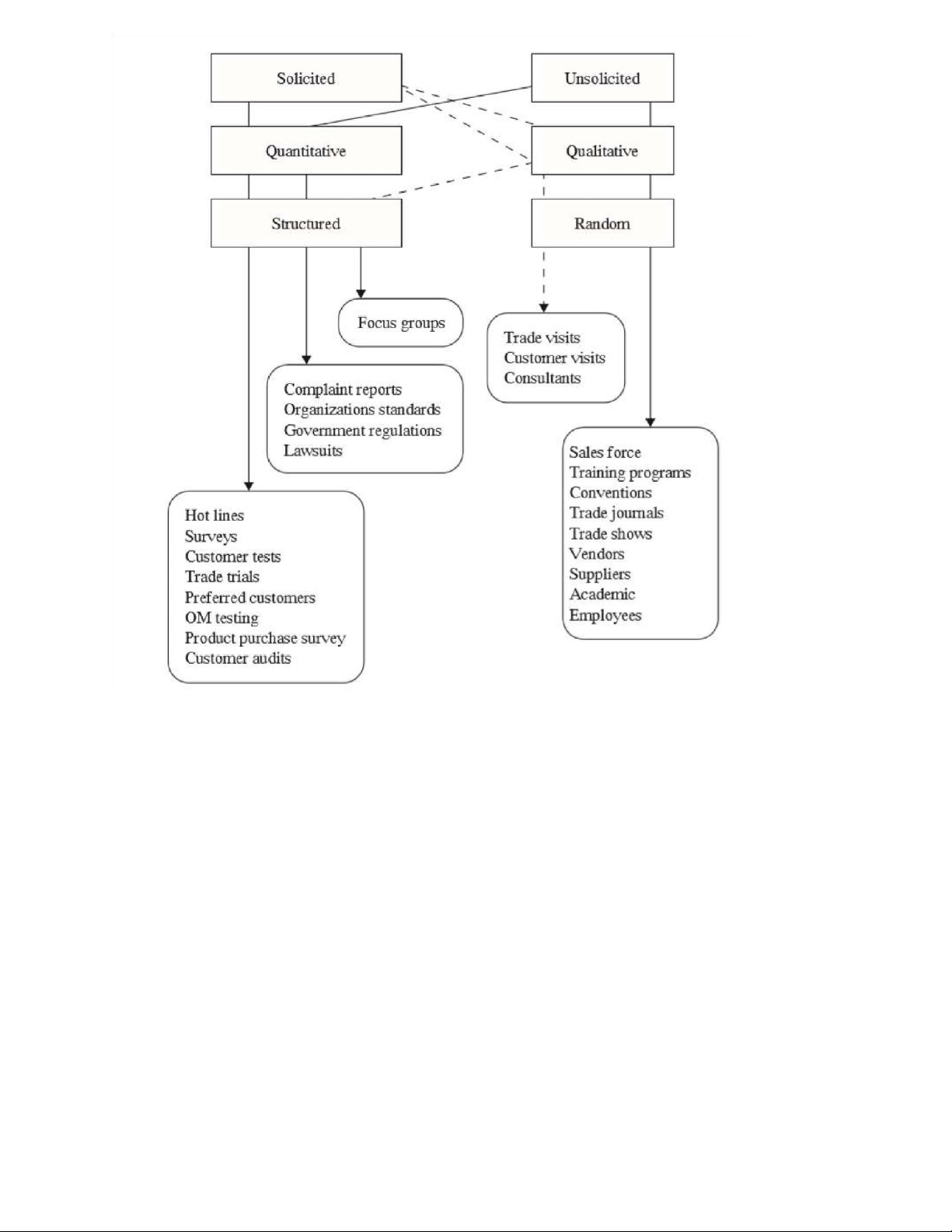
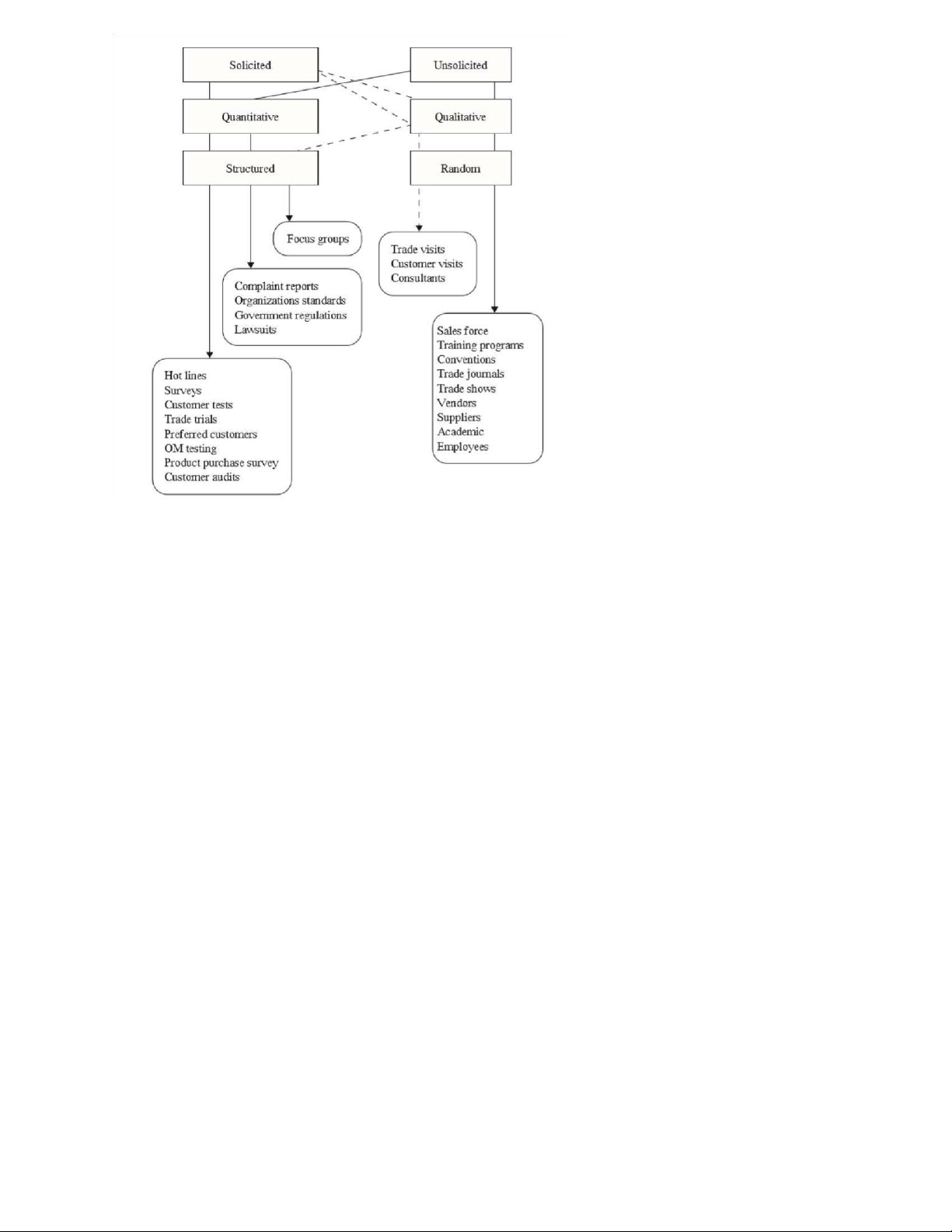
There are many different types of customer information and ways that an organization can
collect data, as shown in Figure 12-2. The organization can search (solicited) for the information,
or the information can be volunteered (unsolicited) to the organization. Solicited and unsolicited
information can be further categorized into measurable (quantitative) or subjective (qualitative)
data. Furthermore, qualitative information can be found in a routine (structured) manner or haphazard (random) manner.
Figure 12-2 Types of Customer Information and How to Collect It Reproduced with permission
from James L. Brossert, Quality Function Deployment—A Practitioner’s Approach
(Milwaukee, WI: ASQC Quality Press, 1991). 4 lOMoARcPSD| 49426763 Solicited Unsolicited Quantitative Qualitative Structured Random Focus groups Trade visits Customer visits Consultants Complaint reports Organizations standards Government regulations Lawsuits Sales force Training programs Conventions Trade journals Hot lines Trade shows Surveys Vendors Customer tests Suppliers Trade trials Academic Preferred customers OM testing Employees Product purchase survey Customer audits 5 lOMoARcPSD| 49426763
Customer information, sources, and ways an organization can collect data can be described as follows:
Solicited, measurable, and routine data are typically found by customer surveys, market surveys,
and trade trials; working with preferred customers; analyzing products from other
manufacturers; and buying back products from the field. This information tells an organization
how it is performing in the current market.
Unsolicited, measurable, and routine data tend to take the form of customer complaints or
lawsuits. This information is generally disliked; however, it provides valuable learning information.
Solicited, subjective, and routine data are usually gathered from focus groups. The object of
these focus groups is to find out the likes, dislikes, trends, and opinions about current and future products.
Solicited, subjective, and haphazard data are usually gathered from trade visits, customer visits,
and independent consultants. These types of data can be very useful; however, they can also be
misleading, depending on the quantity and frequency of information.
Unsolicited, subjective, and haphazard data are typically obtained from conventions, vendors,
suppliers, and employees. This information is very valuable and often relates the true voice of the customer.
The goal of QFD is not only to meet as many customer expectations and needs as possible, but
also to exceed customer expectations. Each QFD team must make its product either more
appealing than the existing product or more appealing than the product of a competitor. This
situation implies that the team has to introduce an expectation or need in its product that the
customer is not expecting but would appreciate. For example, cup holders were put into
automobiles as an extra bonus, but customers liked them so well that they are now expected in all new automobiles. 6 lOMoARcPSD| 49426763
Organization of Information
Now that the customer expectations and needs have been identified and researched, the QFD
team needs to process the information. Numerous methods include affinity diagrams,
interrelationship diagrams, tree diagrams, and cause-and-effect diagrams. These methods are
ideal for sorting large amounts of information. The affinity diagram, which is ideally suited for
most QFD applications, is discussed next. Affinity Diagram
The affinity diagram (see Chapter 17) is a tool that gathers a large amount of data and
subsequently organizes the data into groupings based on their natural interrelationships. An
affinity diagram should be implemented when
Thoughts are too widely dispersed or numerous to organize.
New solutions are needed to circumvent the more traditional ways of problem solving.
Support for a solution is essential for successful implementation.
This method should not be used when the problem is simple or if a quick solution is needed. The
team needed to accomplish this goal effectively should be a multidisciplinary one that has the
needed knowledge to delve into the various areas of the problem. A team of six to eight members
should be adequate to assimilate all of the thoughts. Constructing an affinity diagram requires four simple steps: 1. Phrase the objective. 2. Record all responses. 3. Group the responses.
4. Organize groups in an affinity diagram.
The first step is to phrase the objective in a short and concise statement. It is imperative that the
statement be as generalized and vague as possible.
The second step is to organize a brainstorming session in which responses to this statement are
individually recorded on cards and listed on a pad. It is sometimes helpful to write down a
summary of the discussion on the back of the cards so that, in the future when the cards are
reviewed, the session can be brieFLy explained.
Next, all the cards should be sorted by placing the cards that seem to be related into groups.
Then, a card or word is chosen that best describes each related group, which becomes the
heading for each group of responses. Finally, lines are placed around each group of responses,
and related clusters are placed near each other with a connecting line.
House of Quality
The primary planning tool used in QFD is the house of quality. The house of quality translates
the voice of the customer into design requirements that meet specific target values and matches
those against how an organization will meet those requirements. Many managers and engineers
consider the house of quality to be the primary chart in quality planning.
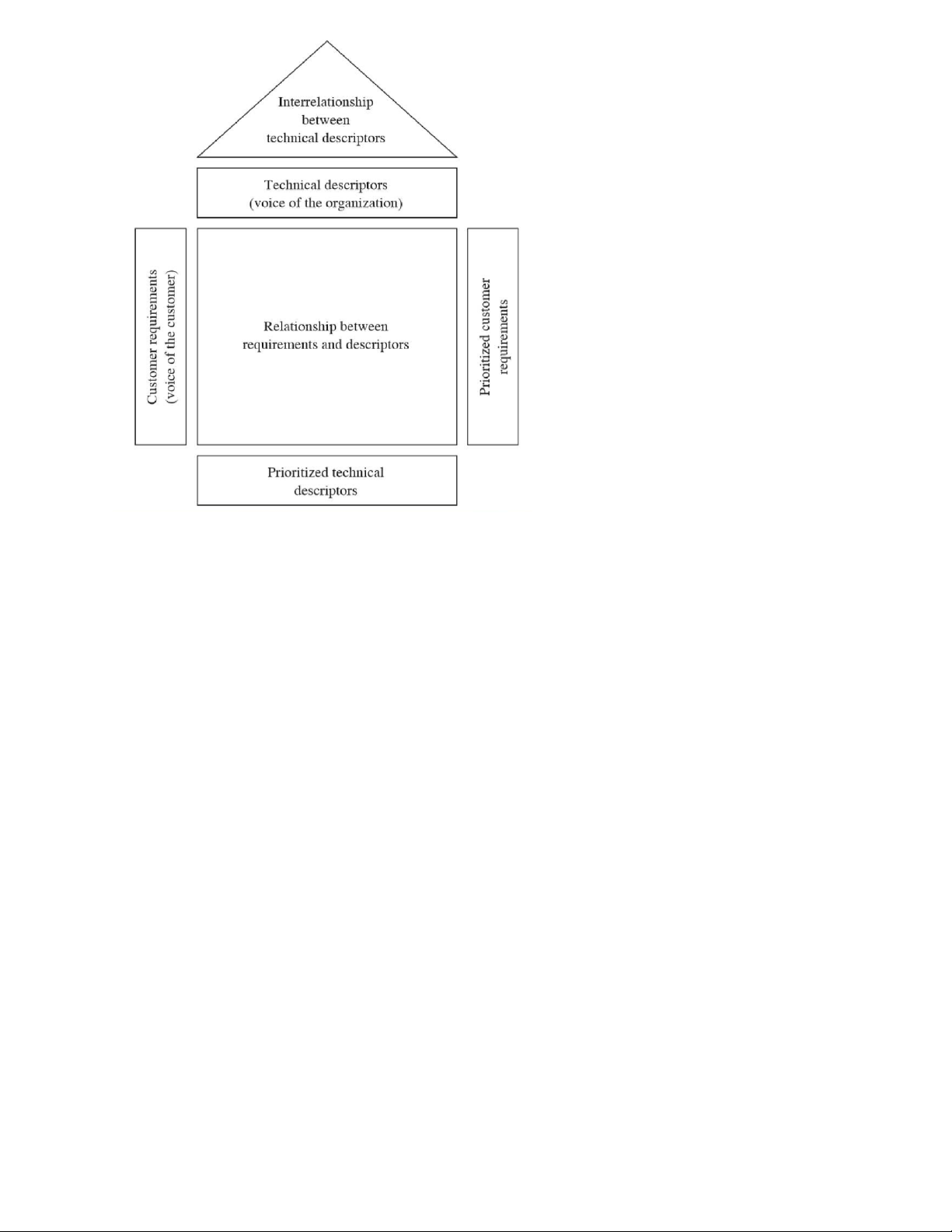
The structure of QFD can be thought of as a framework of a house, as shown in Figure 12-3.
Figure 12-3 House of Quality Reproduced with permission from James L. Brossert, Quality
Function Deployment—A Practitioner’s Approach (Milwaukee, WI: ASQC Quality Press, 1991). 7 lOMoARcPSD| 49426763
The parts of the house of quality are described as follows:
-The exterior walls of the house are the customer requirements. On the left side is a listing of
the voice of the customer, or what the customer expects in the product. On the right side are the
prioritized customer requirements, or planning matrix. Listed are items such as customer
benchmarking, customer importance rating, target value, scale-up factor, and sales point.
-The ceiling, or second FLoor, of the house contains the technical descriptors. Consistency of
the product is provided through engineering characteristics, design constraints, and parameters.
-The interior walls of the house are the relationships between customer requirements and
technical descriptors. Customer expectations (customer requirements) are translated into
engineering characteristics (technical descriptors).
-The roof of the house is the interrelationship between technical descriptors. Trade-offs between
similar and/or conFLicting technical descriptors are identified.
- The foundation of the house is the prioritized technical descriptors. Items such as the technical
benchmarking, degree of technical difficulty, and target value are listed.
This is the basic structure for the house of quality; once this format is understood, any other
QFD matrices are fairly straightforward.
Building a House of Quality
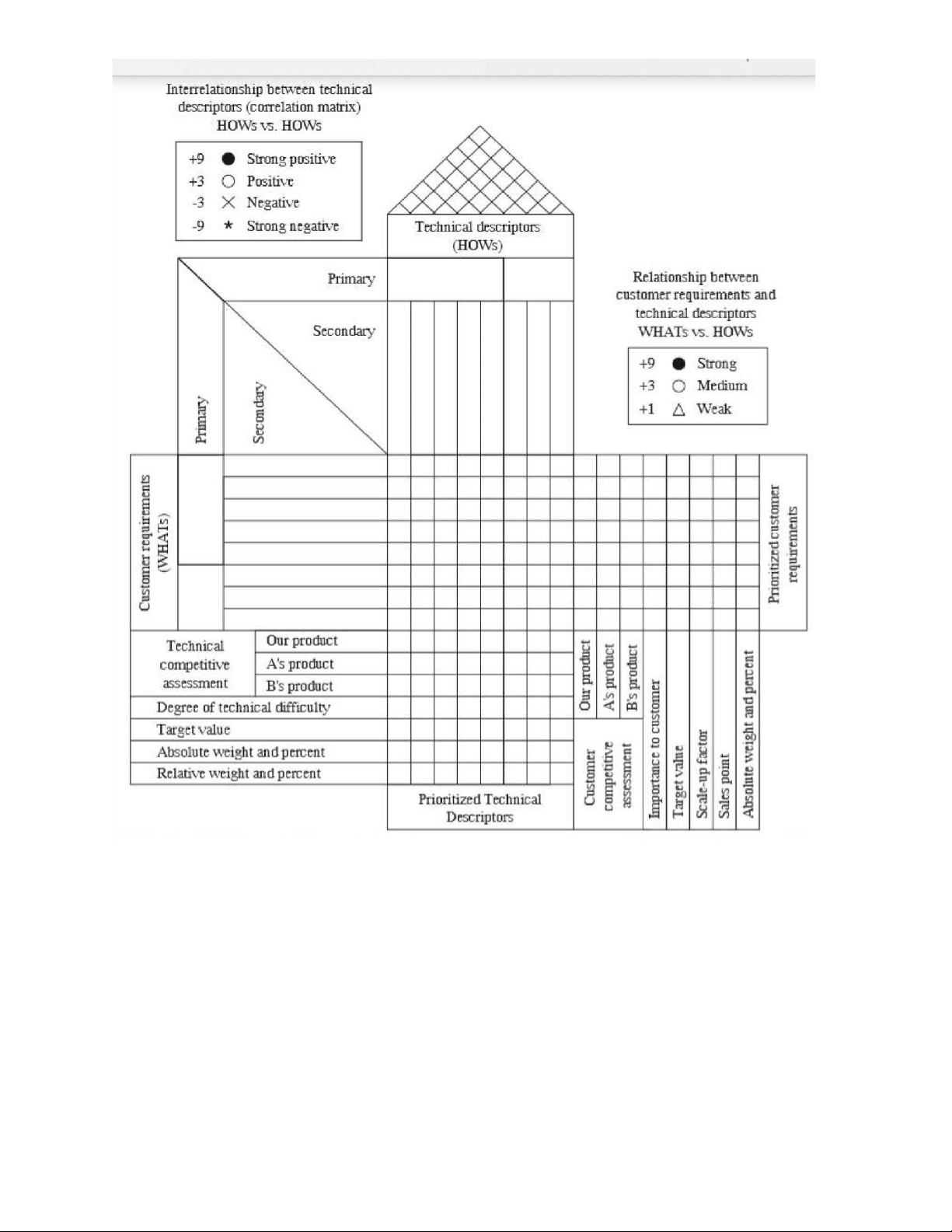
The matrix that has been mentioned may appear to be confusing at first, but when one examines
each part individually, the matrix is significantly simplified. A basic house of quality matrix is
shown in Figure 12-4. There is a considerable amount of information contained within this
matrix. It is easier to understand once each part of the matrix is discussed in detail. 8 lOMoARcPSD| 49426763
Figure 12-4 Basic House of Quality Matrix
Step 1—List Customer Requirements (WHATs)
Quality function deployment starts with a list of goals/objectives. This list is often referred as
the WHATs that a customer needs or expects in a particular product. This list of primary
customer requirements is usually vague and very general in nature. Further definition is
accomplished by defining a new, more detailed list of secondary customer requirements needed
to support the primary customer requirements. In other words, a primary customer requirement
may encompass numerous secondary customer requirements. Although the items on the list of
secondary customer requirements represent greater detail than those on the list of primary
customer requirements, they are often not directly actionable by the engineering staff and require 9 lOMoARcPSD| 49426763
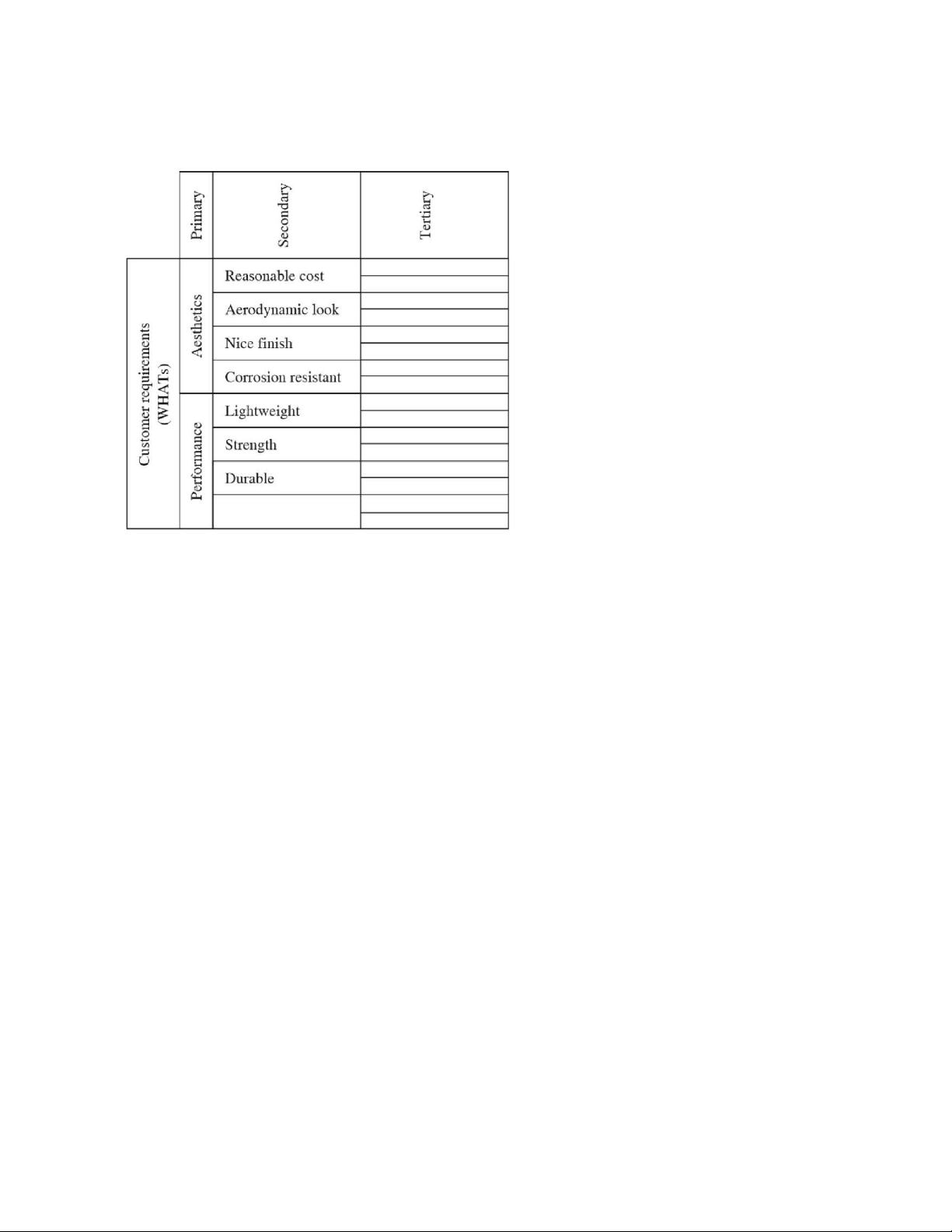
yet further definition. Finally, the list of customer requirements is divided into a hierarchy of
primary, secondary, and tertiary customer requirements, as shown in Figure 12-5.
For example, a primary customer requirement might be dependability and the corresponding
secondary customer requirements could include reliability, longevity, and maintainability.
Figure 12-5 Refinement of Customer Requirements EXAMPLE PROBLEM
A company that manufactures bicycle components such as cranks, hubs, rims, and so forth
wants to expand their product line by also producing handlebar stems for mountain bikes.
Begin the development process of designing a handlebar stem for a mountain bike by first
listing the customer requirements or WHAT the customer needs or expects in a handlebar stem.
Two primary customer requirements might be aesthetics and performance. Secondary
customer requirements under aesthetics might be reasonable cost, aerodynamic look, nice
finish, and corrosion resistance. Although reasonable cost is not considered aesthetics, it will
be placed under that category for the sake of this example. Secondary customer requirements
under performance might be light weight, strength, and durability. Many other customer
requirements could be listed; however, for simplicity, only the aforementioned ones will be
used. Furthermore, it is not necessary to break down the customer requirements to the tertiary
level. These primary and secondary customer requirements are shown in Figure 12-5.
Step 2—List Technical Descriptors (HOWs)
The goal of the house of quality is to design or change the design of a product in a way that
meets or exceeds the customer expectations. Now that the customer needs and expectations have
been expressed in terms of customer requirements, the QFD team must come up with
engineering characteristics or technical descriptors (HOWs) that will affect one or more of the
customer requirements. These technical descriptors make up the ceiling, or second FLoor, of the
house of quality. Each engineering characteristic must directly affect a customer perception and
be expressed in meas urable terms. 10 lOMoARcPSD| 49426763
Implementation of the customer requirements is difficult until they are translated into
counterpart characteristics. Counterpart characteristics are an expression of the voice of the
customer in technical language. Each of the customer requirements is broken down into the next
level of detail by listing one or more primary technical descriptors for each of the tertiary
customer requirements. This process is similar to refining marketing specifications into system-
level engineering specifications. Further definition of the primary technical descriptors is
accomplished by defining a list of secondary technical descriptors that represent greater detail
than those on the list of primary technical descriptors. This is similar to the process of translating
system-level engineering specifications into part-level specifications. These secondary technical
descriptors can include part specifications and manufacturing parameters that an engineer can
act upon. Often the secondary technical descriptors are still not directly actionable, requiring yet
further definition. This process of refinement is continued until every item on the list is
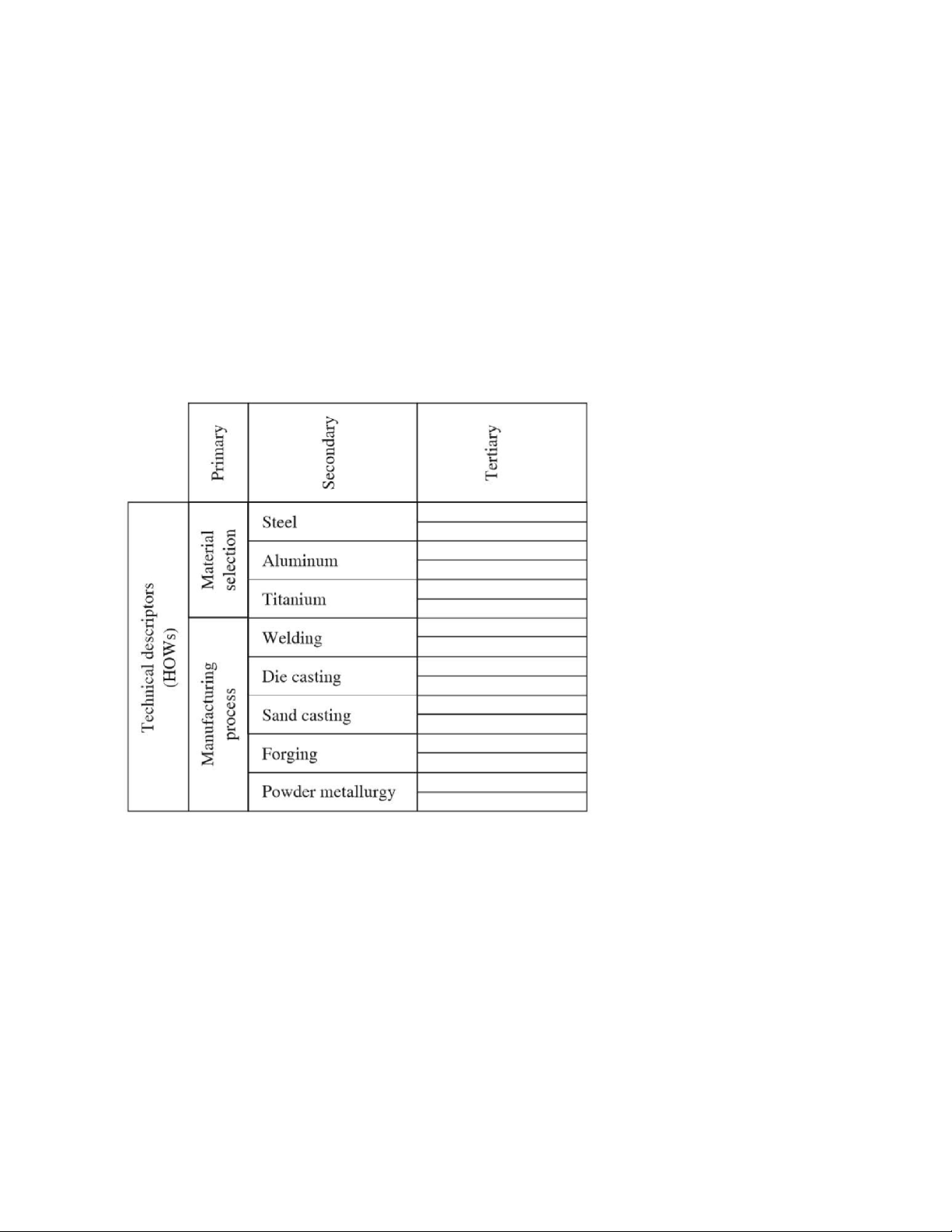
actionable. Finally, the list of technical descriptors is divided into a hierarchy of primary,
secondary, and tertiary technical descriptors, as shown in Figure 12-6.
Figure 12-6 Refinement of Technical Descriptors
This level of detail is necessary because there is no way of ensuring successful realization of a
technical descriptor that the engineering staff does not know how to accomplish. The process of
refinement is further complicated by the fact that through each level of refinement, some
technical descriptors affect more than one customer requirement and can even adversely affect
one another. For example, a customer requirement for an automobile might be a smooth ride.
This is a rather vague statement; however, it is important in the selling of an automobile.
Counterpart characteristics for a smooth ride could be dampening, anti-roll, and stability
requirements, which are the primary technical descriptors. Brainstorming among the
engineering staff is a suggested method for determining the technical descriptors. EXAMPLE PROBLEM 11 lOMoARcPSD| 49426763
Continue the development process of designing a handlebar stem for a mountain bike (see
previous Example) by listing the technical descriptors or HOW the company will design a handlebar stem.
Two primary technical descriptors might be material selection and manufacturing process.
Secondary technical descriptors under material selection might be steel, aluminum, and
titanium. Secondary technical descriptors under manufacturing process might be welding, die
casting, sand casting, forging, and powder metallurgy. Numerous other technical descriptors
could be listed, such as finishing process and type of bolt, to name a few; however, for
simplicity, only the aforementioned ones will be used. Furthermore, it is not necessary to
break down the technical descriptors to the tertiary level. These primary and secondary
technical descriptors are shown in Figure 12-6.
Step 3—Develop a Relationship Matrix Between WHATs and HOWs
The next step in building a house of quality is to compare the customer requirements and
technical descriptors and determine their respective relationships. Tracing the relationships
between the customer requirements and the technical descriptors can become very confusing,
because each customer requirement may affect more than one technical descriptor, and vice versa.
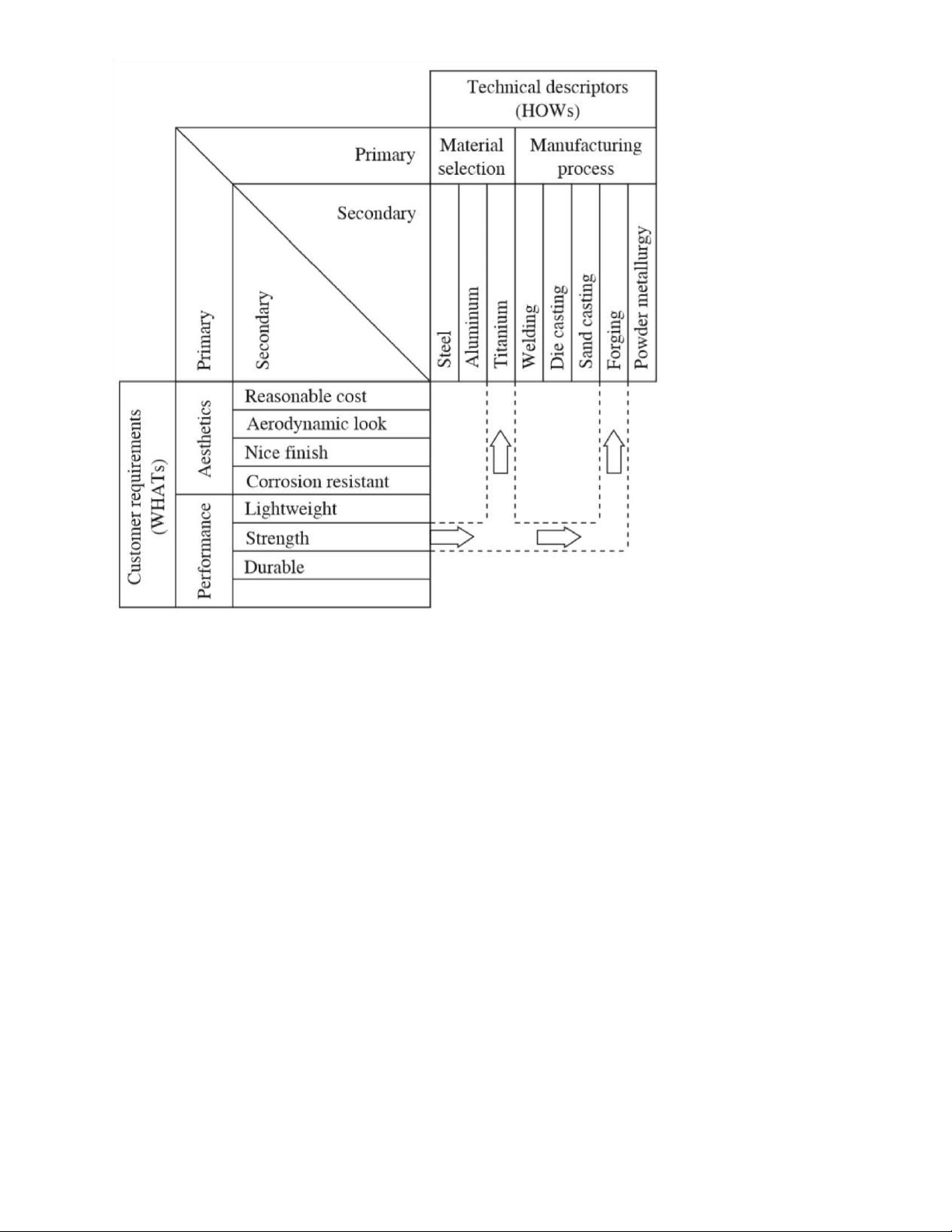
STRUCTURING AN L-SHAPED DIAGRAM
One way to reduce the confusion associated with determining the relationships between
customer requirements and technical descriptors is to use an L-shaped matrix, as shown in
Figure 12-7. The L shape, which is a two-dimensional relationship that shows the intersection
of related pairs of items, is constructed by turning the list of technical descriptors perpendicular
to the list of customer requirements. The L-shaped matrix makes interpreting the complex
relations very easy and does not require a significant amount of experience. 12 lOMoARcPSD| 49426763
Figure 12-7 Structuring an L-Shaped Diagram EXAMPLE PROBLEM
Continue the development process of designing a handlebar stem for a mountain bike (see
previous Examples) by structuring an L-shaped diagram. The L shape is constructed by
turning the list of technical descriptors (see Figure 12-6) perpendicular to the list of
customer requirements (see Figure 12-5). The L-shaped diagram for designing a handlebar
stem for a mountain bike is shown in Figure 12-7.
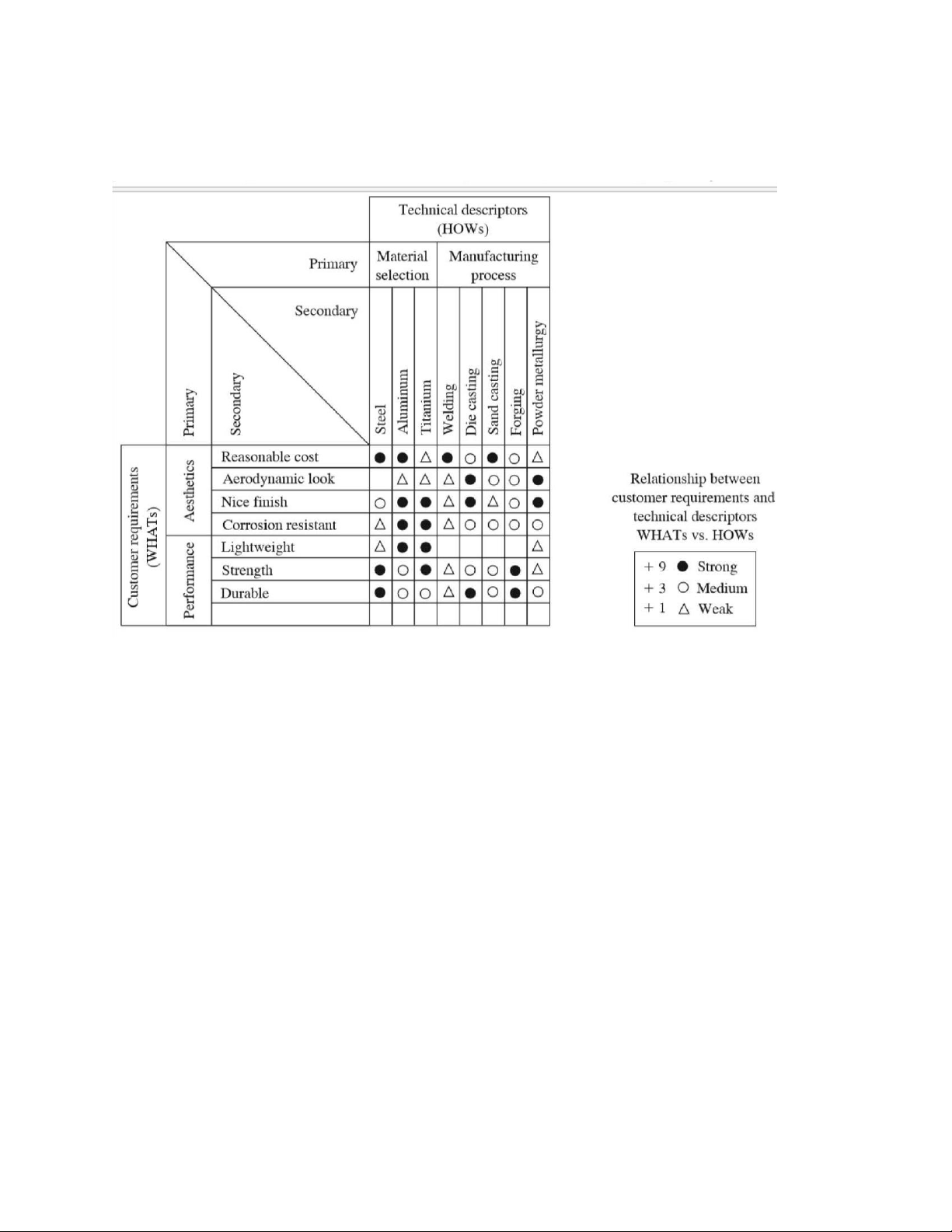
RELATIONSHIP MATRIX
The inside of the house of quality, called the relationship matrix, is now filled in by the QFD
team. The relationship matrix is used to represent graphically the degree of inFLuence between
each technical descriptor and each customer requirement. This step may take a long time,
because the number of evaluations is the product of the number of customer requirements and
the number of technical descriptors. Doing this early in the development process will shorten
the development cycle and lessen the need for future changes.
It is common to use symbols to represent the degree of relationship between the customer
requirements and technical descriptors. For example, A solid circle represents a strong relationship.
A single circle represents a medium relationship.
A triangle represents a weak relationship.
The box is left blank if no relationship exists. 13 lOMoARcPSD| 49426763
It can become difficult to comprehend and interpret the matrix if too many symbols are used.
Each degree of relationship between a customer requirement and a technical descriptor is
defined by placing the respective symbol at the intersection of the customer requirement and
technical descriptor, as shown in Figure 12-8. This method allows very complex relationships
to be depicted and interpreted with very little experience.
Figure 12-8 Adding Relationship Matrix to the House of Quality
The symbols that are used to define the relationships are now replaced with numbers; for example, 14
Tài liệu liên quan:
-

640 câu hỏi trắc nghiệm Quản trị học theo chương (Có đáp án chi tiết) môn Quản trị học | Trường Đại học Kinh tế - Đại học Đà Nẵng
70 35 -

BÁO CÁO QUẢN TRỊ HỌC NHÓM 9 VỀ CÔNG TY ĐẤT XANH EMERALD
48 24 -

Đề cương môn Quản trị học - trường đại học kinh tế Đại học đà nẵng.
139 70 -

Tài liệu ôn tập cuối kỳ - Quản trị học - Đại Học Kinh Tế - Đại học Đà Nẵng
717 359 -

Trắc nghiệm tổng hợp - Môn Quản trị học - Đại Học Kinh Tế - Đại học Đà Nẵng
623 312