Quy trình gia công cơ khí là quá trình con người sử dụng máy móc | Giáo Trình môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
Quy trình gia công cơ khí là quá trình con người sử dụng máy móc, thiết bị tác động vào vật liệu (kim loại hoặc phi kim) theo một quy trình công nghệ nào đó nhằm tạo các sản phẩm hoặc bán sản phẩm cơ khí. Tài liệu trắc nghiệm môn Cơ khí ứng dụng học giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Cơ khí ứng dụng 18 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.4 K tài liệu
Tác giả:
Preview text:
CƠ KHÍ ỨNG DỤNG
Mã học phần: CH3456
Khối lượng 3(3-1-0-6)
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
Bộ môn Máy và Thiết bị Công nghiệp Hóa chất
CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.1. Khái niệm chung về qui trình gia công cơ khí 3.2. Phương pháp đúc 3.3.1. Đúc khuôn cát
3.3.2. Các phương pháp đúc khác
3.3. Gia công áp lực
3.3.1. Sự biến dạng dẻo của kim loại 3.3.2. Phương pháp cán
3.3.3. Phương pháp kéo và ép 3.3.4. Phương pháp rèn 3.3.5. Phương pháp dập
CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.4. Hàn và cắt kim loại
3.4.1. Khái niệm về hàn và qui ước mối hàn 3.4.2. Hàn hồ quang 3.4.3. Hàn tiếp xúc 3.4.4. Hàn hơi
3.5. Gia công cắt gọt
3.5.1. Khái niệm về gia công cắt gọt 3.5.2. Phương pháp tiện 3.5.3. Phương pháp phay
3.5.4. Phương pháp bào – xọc
3.5.5. Phương pháp khoan – doa 3.5.6. Phương pháp mài 3.5.7. Gia công nguội
3.6. Kỹ thuật đo và đánh giá chất lượng gia công
CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.1 Khái niệm chung về quy trình gia công cơ khí
Quy trình gia công cơ khí là quá trình con người sử
dụng máy móc, thiết bị tác động vào vật liệu (kim loại hoặc
phi kim) theo một quy trình công nghệ nào đó nhằm tạo
các sản phẩm hoặc bán sản phẩm cơ khí.
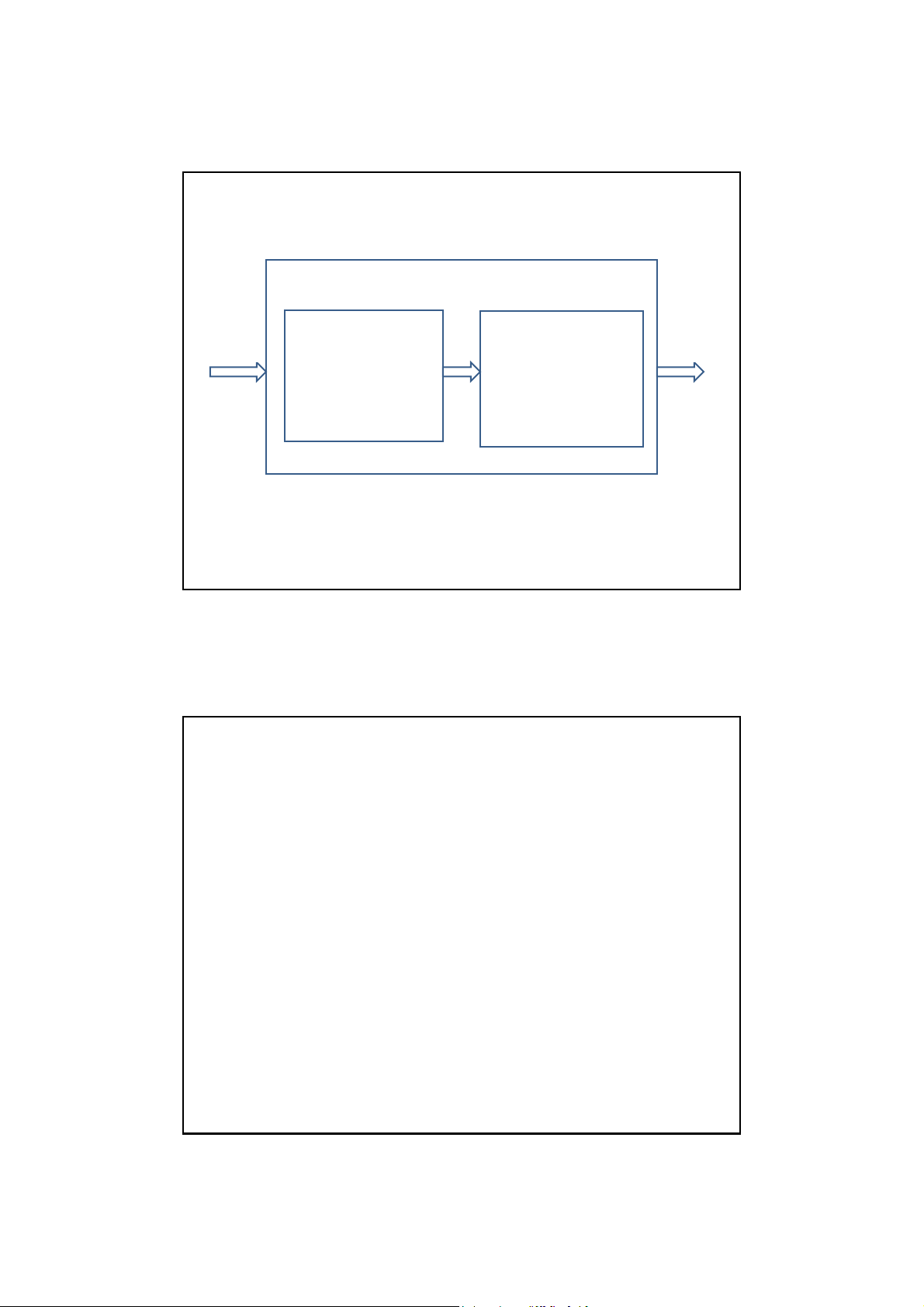
Quy trình gia công cơ khí thường bao gồm hai quá trình
nối tiếp nhau là quá trình chế tạo phôi và quá trình gia công cắt gọt.
3.1 Khái niệm chung về quy trình gia công cơ khí
QUY TRÌNH GIA CÔNG CƠ KHÍ GIA CÔNG CẮT GỌT VẬT CHẾ TẠO PHÔI SẢN Phương pháp tiện LiỆU Phương pháp đúc PHẨM Phương pháp phay Gia công áp lực Phương phá bào- xọc Hàn và cắt kim loại Phương pháp khoan- khoét- doa Phương pháp mài 3.2 Phương pháp đúc Định nghĩa
Đúc là phương pháp chế tạo chi tiết bằng cách nấu
chảy kim loại và rót kim loại lỏng vào khuôn có hình
dạng nhất định, sau khi kim loại hóa rắn trong khuôn ta
thu được vật đúc có hình dạng giống như khuôn đúc.
Nếu vật phẩm được đưa ra dùng ngay thì được gọi là
chi tiết đúc, còn nếu vật phẩm đúc phải qua gia công cắt
gọt để nâng cao chính xác kích thước và độ bóng bề
mặt thì được gọi là phôi Đặc điểm
Đúc có thể gia công được nhiều vật liệu khác nhau: Thép,
gang, hợp kim màu,…có khối lượng từ một vài gam cho đến hàng trăm tấn.
Chế tạo được vật đúc có hình dạng kết cấu phức tạp mà
các phương pháp khác chế tạo khó khăn hoặc không chết tạo được.
Độ chính xác về hình dáng, kích thước và độ bóng không cao
Có thể đúc được nhiều lớp kim loại khác nhau trong một vật thể đúc
Giá thành chế tạo vật đúc rẻ, tính chất sản xuất linh hoạt,
năng suất tương đối cao.
Có khả năng tự động hóa và cơ khí hóa
Hao tổn kim loại cho đậu ngót, đậu hơi và hệ thống rót
Dễ gây ra các khuyết tật như thiếu hụt, rỗ khí, cháy cát
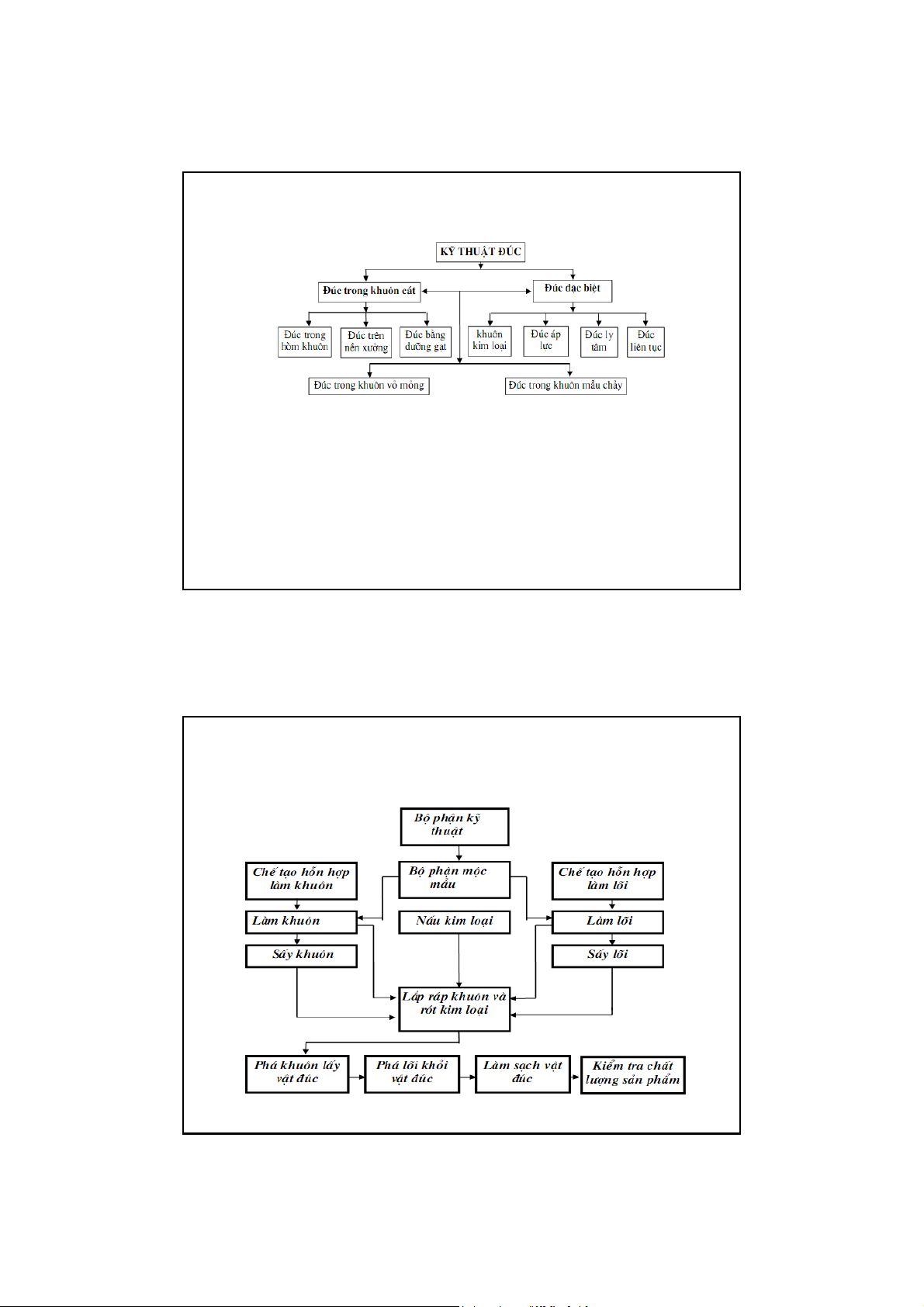
Kiểm tra các khuyết tật trong vật đúc khó khăn, đòi hỏi thiết bị hiện đại. Phân loại Phạm vi sử dụng
Trong các ngành công nghiệp sản phẩm đúc chiếm
khoảng 40-80% tổng khối lượng của máy móc
Trong ngành cơ khí, khối lượng vật đúc chiếm đến 90%
mà giá thành chỉ chiếm đến 20-25%
3.2.1 Đúc trong khuôn cát
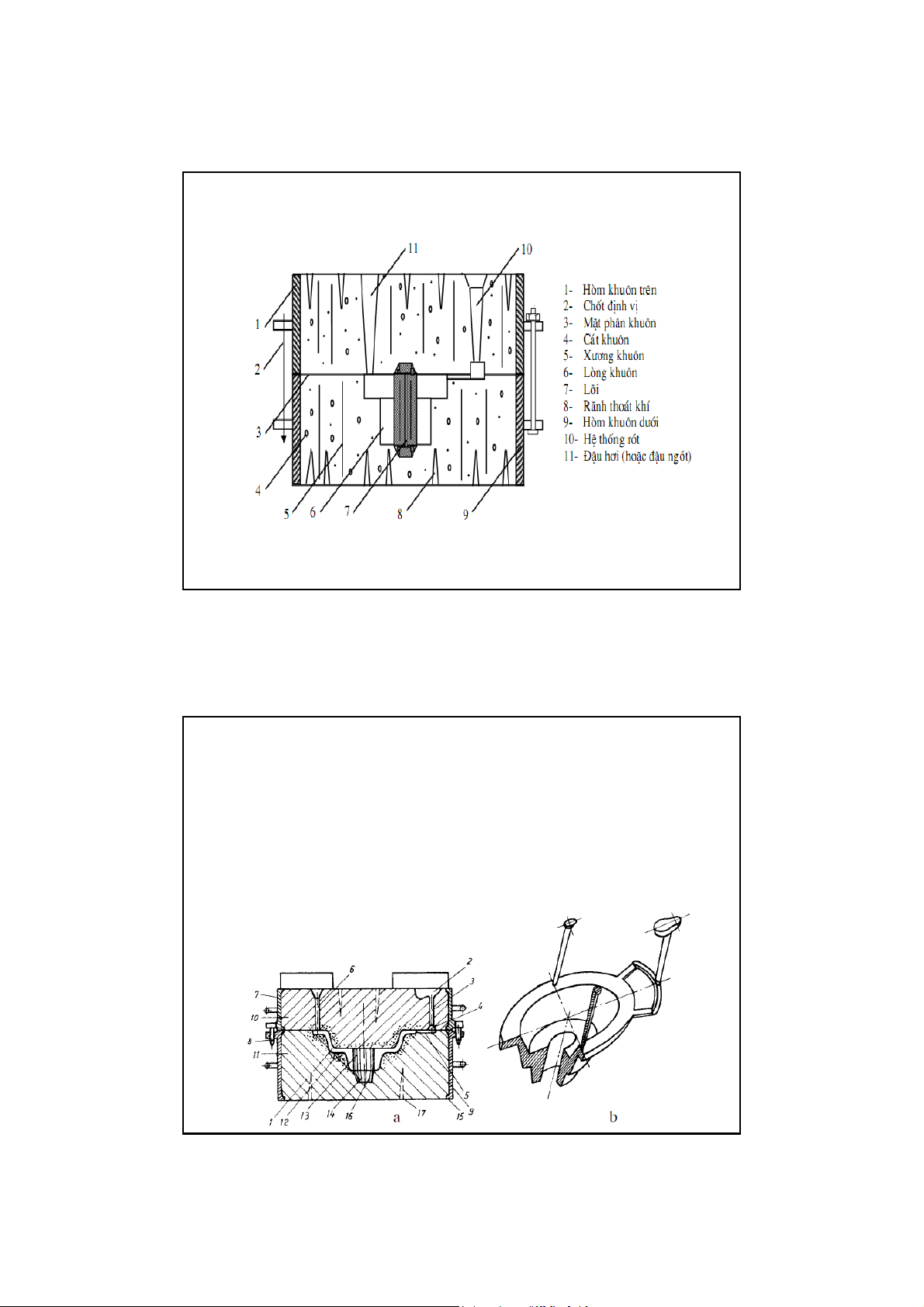
3.2.1.1 Các bộ phận chính của một phân xương đúc
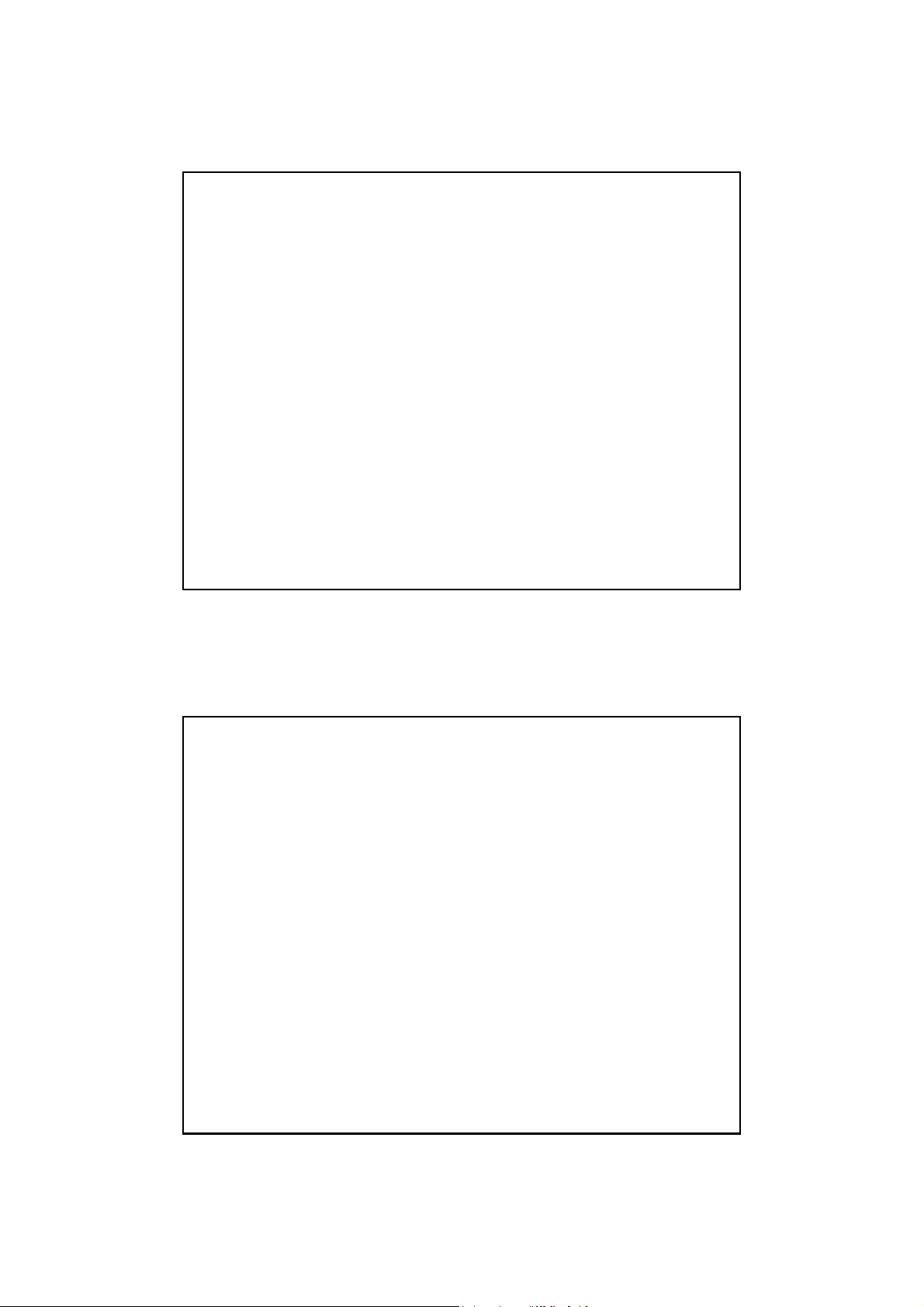
3.2.1.2 Các bộ phận chính của một khuôn đúc
3.2.1.2 Các bộ phận chính của một khuôn đúc Khuôn, lõi
-Lòng khuôn có hình dạng bên ngoài của vật đúc, lõi (thao)
có hình dáng giống hình dạng bên trong của vật đúc.
-Kim loại lỏng được rót vào trong lòng khuôn, sau khi đông
đặc sẽ cho vật đúc giống hình dạng như lòng khuôn đúc.
3.2.1.2 Các bộ phận chính của một khuôn đúc
Yêu cầu cơ bản của khuôn và lõi:
-Tính dẻo và khả năng biến dạng vĩnh cửu của hỗn hợp khi thôi tác
dụng lực (sau khi rút mẫu hay tháo hộp lõi).
Tính dẻo của hỗn hợp đảm bảo dễ làm khuôn, lõi và nhận
được lòng khuôn lõi rõ nét.
-Độ bền: Khuôn, thao cần đảm bảo bền để không bị phá vỡ khi vận
chuyển, lắp ráp khuôn, lõi và khi rót kim loại lỏng vào khuôn.
-Tính lún: Là khả năng giảm thể tích của hỗn hợp khi chịu tác dụng của ngoại lực
-Tính thông khí: Là khả năng thoát khí từ lòng khuôn và trong hỗn hợp
ra ngoài để tránh rỗ khí vật đúc.
Tính thông khí tăng khi sử dụng cát hạt to, đều; lượng chất kết dính ít, …
-Tính bền nhiệt: Là khả năng giữ được độ bền ở nhiệt độ cao của hỗn hợp làm khuôn.
Tính bền nhiệt tăng khi hàm lượng SiO trong hỗn hợp tăng. 2
3.2.1.2 Các bộ phận chính của một khuôn đúc
Hỗn hợp làm khuôn và lõi:
Hỗn hợp làm khuôn và lõi bao gồm cát, đất sét, chất kết dính, và chất phụ gia.
-Cát là thành phần chủ yếu của hỗn hợp làm khuôn và lõi
-Đất sét (thành phần chủ yếu là cao lanh) là tăng độ dẻo và độ bền của hỗn hợp làm khuôn.
-Chất kết dính: tăng độ bền và độ dẻo của khuôn và lõi.
Chất kết dính thường dùng: dầu thực vật (dầu lanh, dầu bông,
dầu trẩu, …), các chất hòa tan trong nước (đường, mật mía,
bột hồ, …), các chất kết dính hóa cứng (nhựa thông, xi măng,
bã nhựa đường), và thủy tinh lỏng.
-Chất phụ: tăng tính lún, tính thông khí, tăng độ bóng bề mặt của
khuôn, lõi, và tăng khả năng chịu nhiệt của hỗn hợp.
Chất phụ thường dùng: mùn cưa, rơm rạ, bột than, …
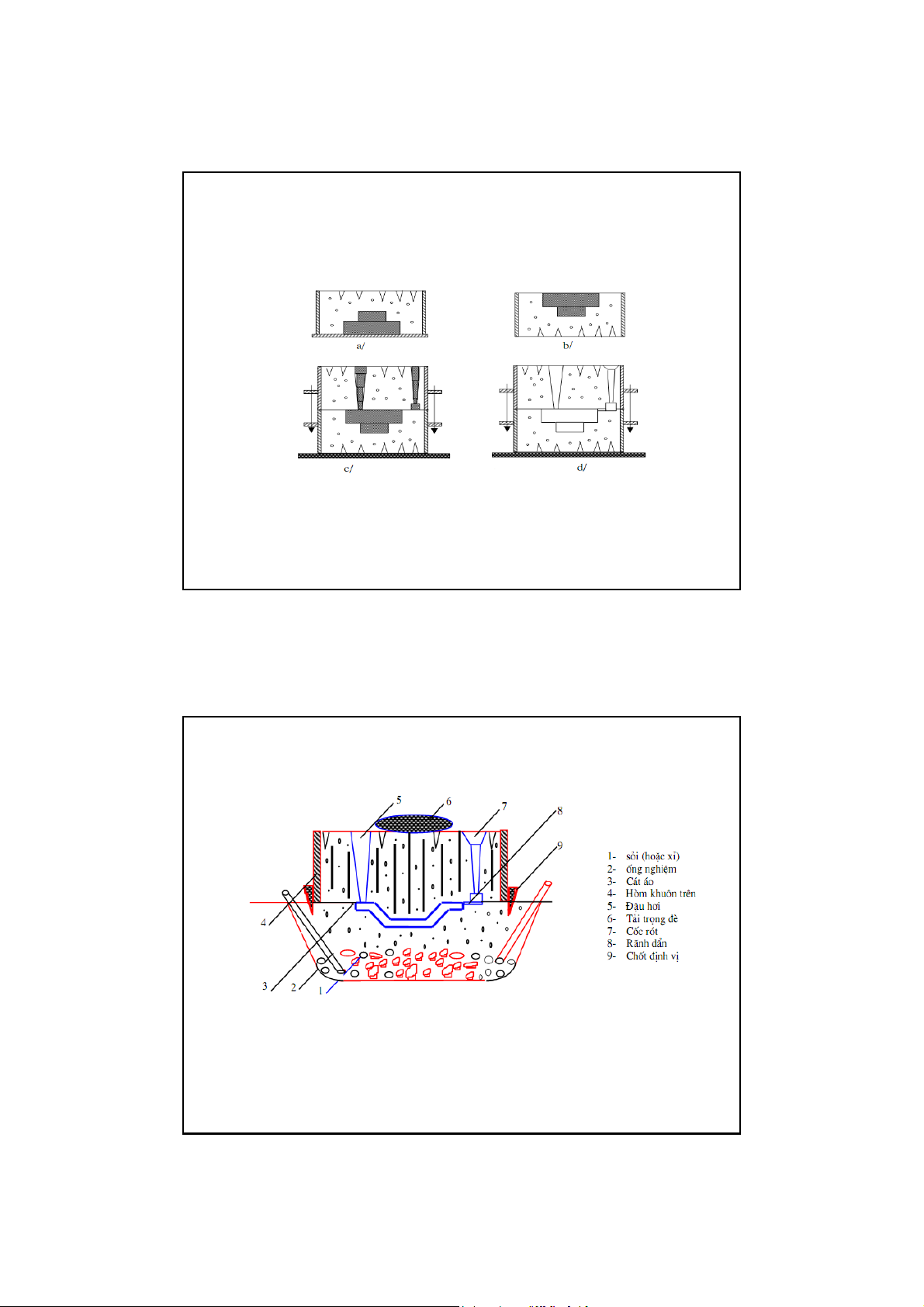
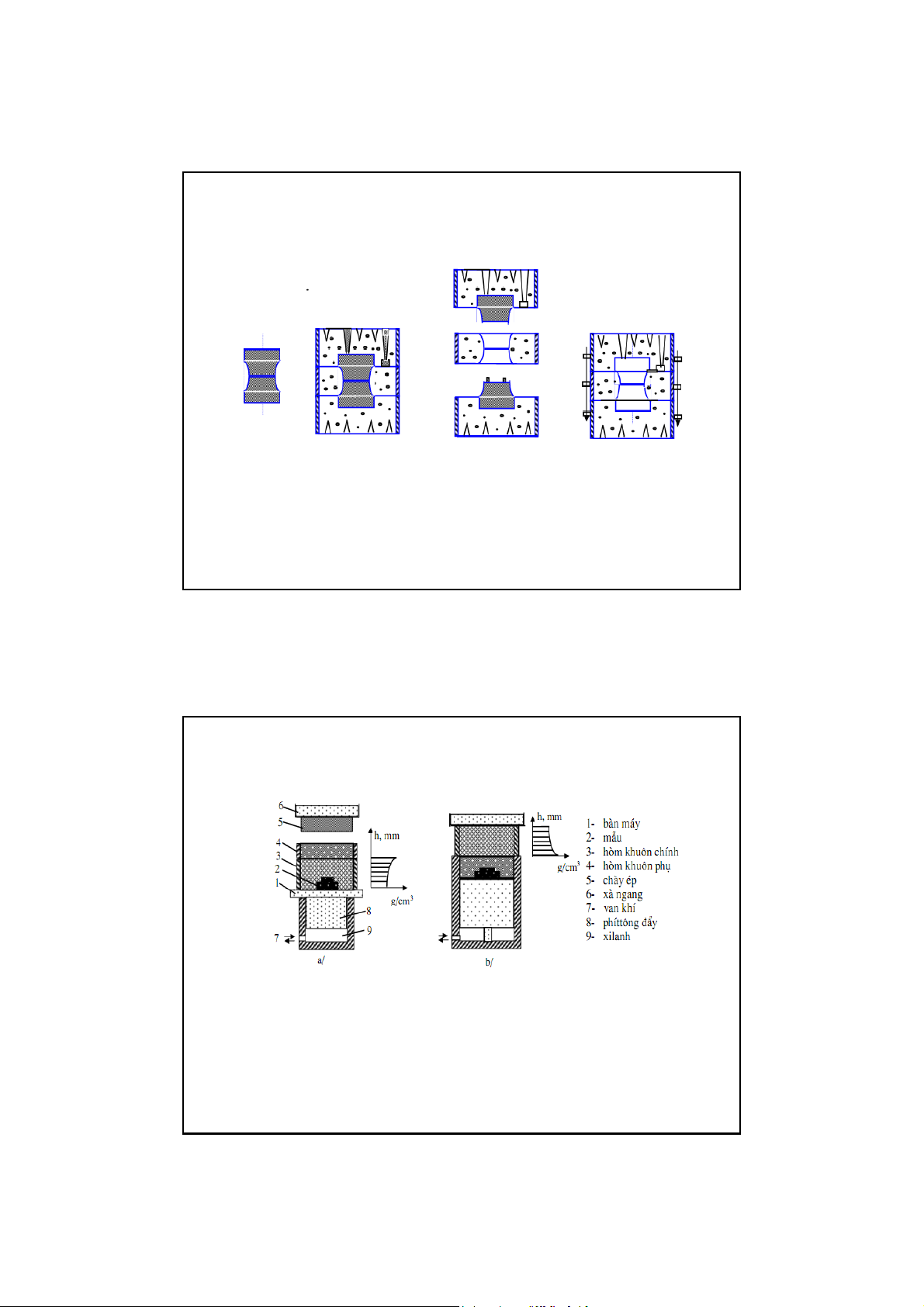
3.2.1.3 Các phương pháp làm khuôn bằng cát
Các phương pháp làm khuôn bằng tay
Làm khuôn trong 2 hòm khuôn với nguyên mẫu
• Làm nửa dưới khuôn (hình a)
• Làm nửa khuôn trên (hình b,c)
• Tháo lắp khuôn (hình d)
Làm khuôn trên nền xưởng
Làm khuôn trên nền xưởng là dùng ngay nền xưởng làm
khuôn dưới. Phương pháp này thích ướng cho việc sản
xuất đơn chiếc và hàng loạt nhỏ, vật đúc trung bình và
lớn, không yêu cầu độ chính xác cao.
Làm khuôn trong 3 hòm khuôn
Phương pháp này dùng để làm khuôn với mẫu phức tạp
mà không thể làm trong 2 hòm khuôn được.
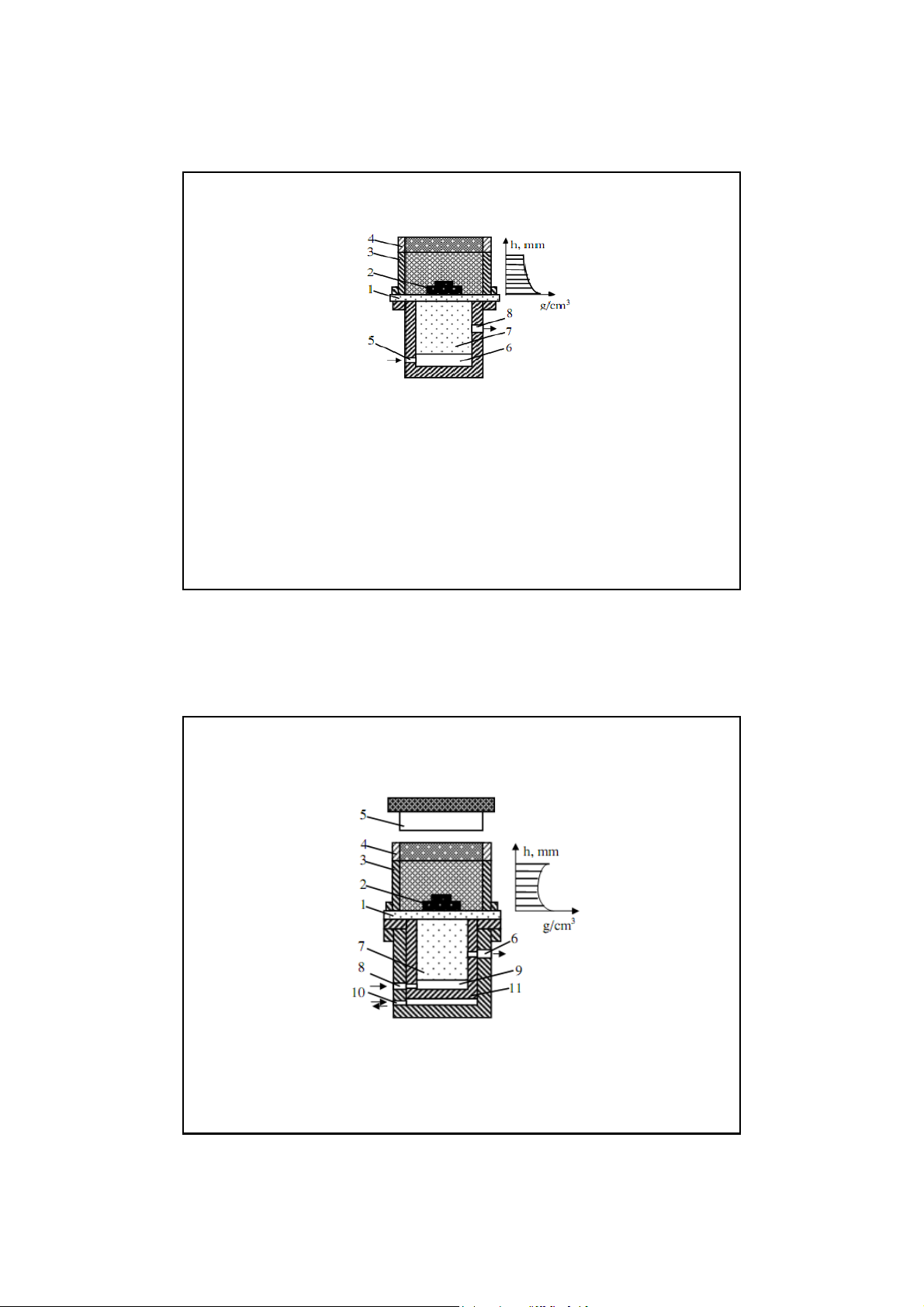
Các phương pháp làm khuôn bằng máy
Đầm chặt khuôn đúc trên máy ép
• Ở phương pháp này độ đầm chặt thay đổi mạnh theo
chiều cao nên máy ép chỉ thích hợp với hòm khuôn thấp
• Nguyên lý làm viêc: khuôn chính và phụ được đặt trên
bàn máy 1, khí ép qua van 7 vào xi lanh 9 nâng pittong
đẩy 8 lên, chày ép 5 sẽ ép lên hòm khuôn phụ để tăng cường độ đầm chặt
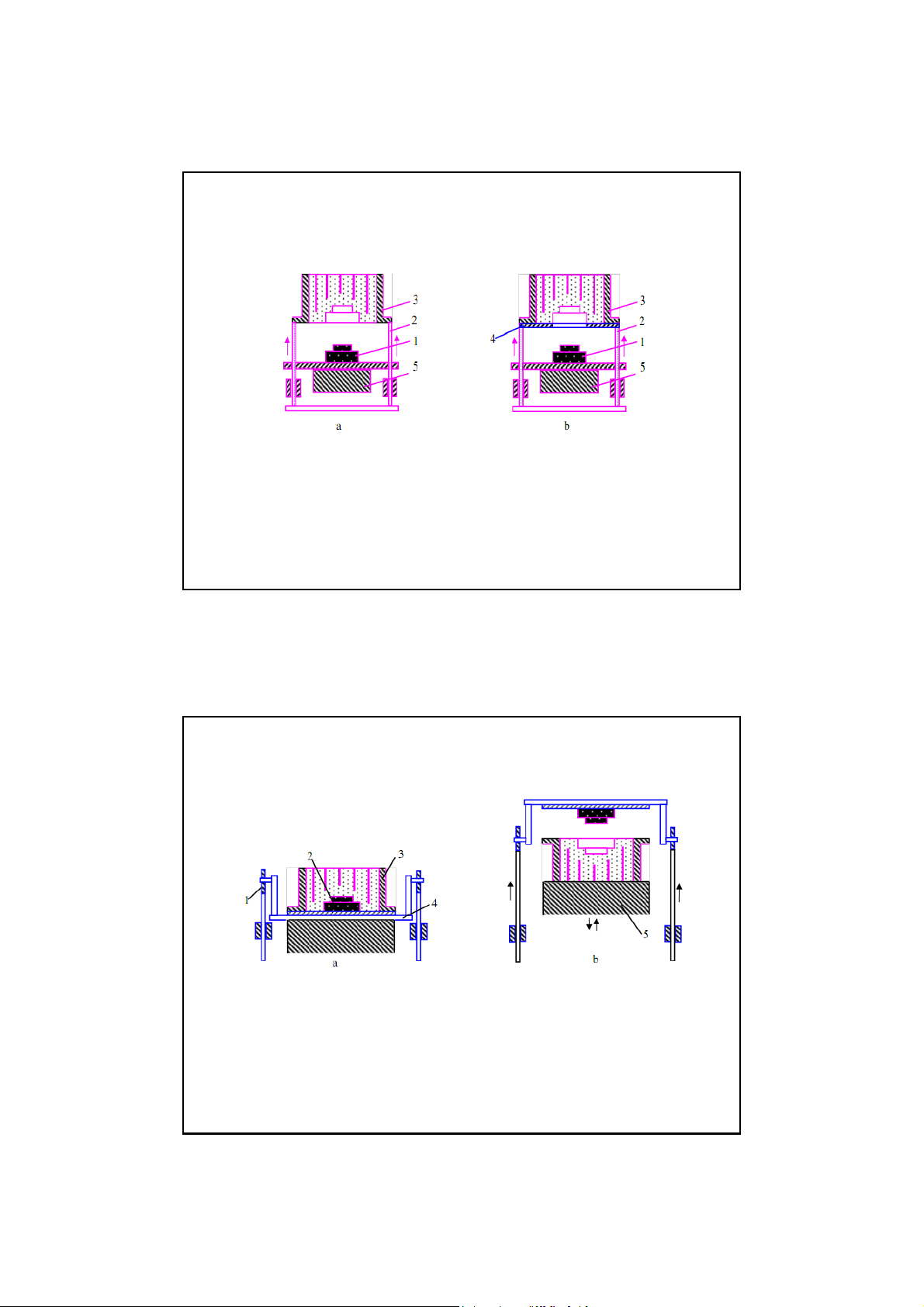
Đầm chặt khuôn đúc trên máy dằn
Nguyên lý làm việc:Mẫu 2 và hòm khuôn chính 3 lắp trên
bàn 1, hòm khuôn phụ 4 bắt chặt với hòm khuôn chính
3. Sau khi đổ hỗn hợp làm khuôn, mở khí ép theo rãnh 5
vào xi lanh 6 để đẩy pitons 7 cùng bàn máy đi lên đên độ
cao khoảng 30-80 mm thì lỗ khí 5 đóng lại và hở lỗ khí 8
nên khí ép trong xi lanh thoát ra ngoài, áp suất trong xi
lanh giảm đột ngột, bàn máy rơi xuống và đập vào thành
xi lanh. Khi pittons rơi xuống thi lỗ khí 5 mở và quá trình dằn tiếp tục.
Đầm chặt khuôn đúc trên máy vừa dằn vừa ép.
Nguyên lý làm việc: kết hợp của phương pháp ép và
phương pháp dằn nên cho độ đầm chặt của khuôn đều hơn
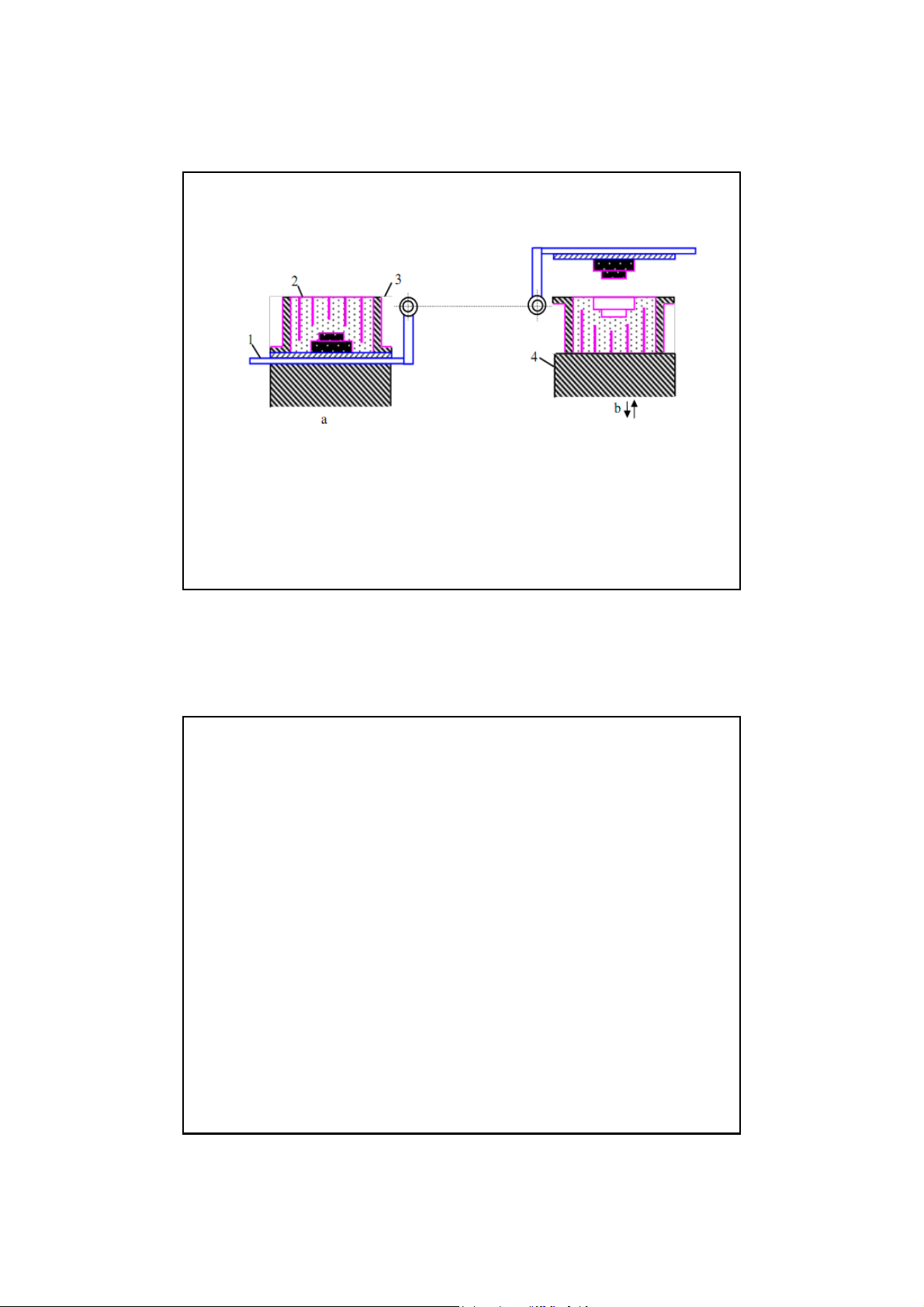
Các phương pháp lấy mẫu bằng máy
Lấy mẫu bằng cơ cấu đẩy hòm khuôn
• Lấy mẫu bằng cách nâng hòm khuôn (hình a)
• lấy mẫu bằng cách nâng hòm khuôn và tấm tấm mẫu (hình b)
• Lấy mẫu bằng phương pháp ở hình b thì nhờ có tấm
mẫu đỡ vật liệu làm khuôn nên khuôn ít bị vỡ nhưng
phải chế tạo tấm mẫu nên tốn kém hơn.
Lấy mẫu kiểu bàn quay
Nguyên lý làm việc: sau khi làm khuôn xong, bàn 4 được
nâng lên và quay 1800 và lật khuôn xuống phía dưới sau
đó tiếp tục nầng bàn đỡ 5 lên đỡ lấy khuôn, tháo kẹp
hòm khuôn ra khỏi bàn quay và hạ từ từ xuống còn tấm được bàn quay giữ lại
Lấy mẫu kiểu bàn lật
Nguyên lý làm việc: sau khi làm khuôn xong, bàn lật
1800, bàn đỡ 4 được nâng lên đỡ lấy khuôn, tháo kẹp
hòm khuôn và hạ từ từ xuống, còn tấm mẫu được bàn lật giữ lại
3.2.2 Các phương pháp đúc đặc biệt
3.2.2.1 Đúc trong khuôn kim loại Đặc điểm
Khuôn có thể dùng được nhiều lần
Vật đúc có độ chính xác và độ bóng cao
Cơ tính vật đúc tốt
Tiết kiệm được vật liệu làm khuôn
Giá thành khuôn đắt nên dùng sản xuất hàng loạt
Độ dẫn nhiệt khuôn lớn nên khi đúc gang dễ hóa trắng
và giảm khả năng điền đầy của kim loại nên khó đúc thành mỏng và phức tạp
Lõi khuôn bằng kim loại nên không có tính nún cản trở
sự co của kim loại nên làm vật đúc dễ nứt
Vật liệu làm khuôn và lõi, kết cấu khuôn
Vật liệu làm khuôn: thường là thép hợp kim, thép cac bon, hợp kim đồng
Vật liệu làm lõi: bằng kim loại hoặc bằng cat-đất sét
Kết cấu khuôn: nếu vật đúc đơn giản thì khuôn được
làm 2 nửa như khuôn cát, còn nếu vật đúc phức tạp
khuôn được làm từ nhiều phần ghép lại
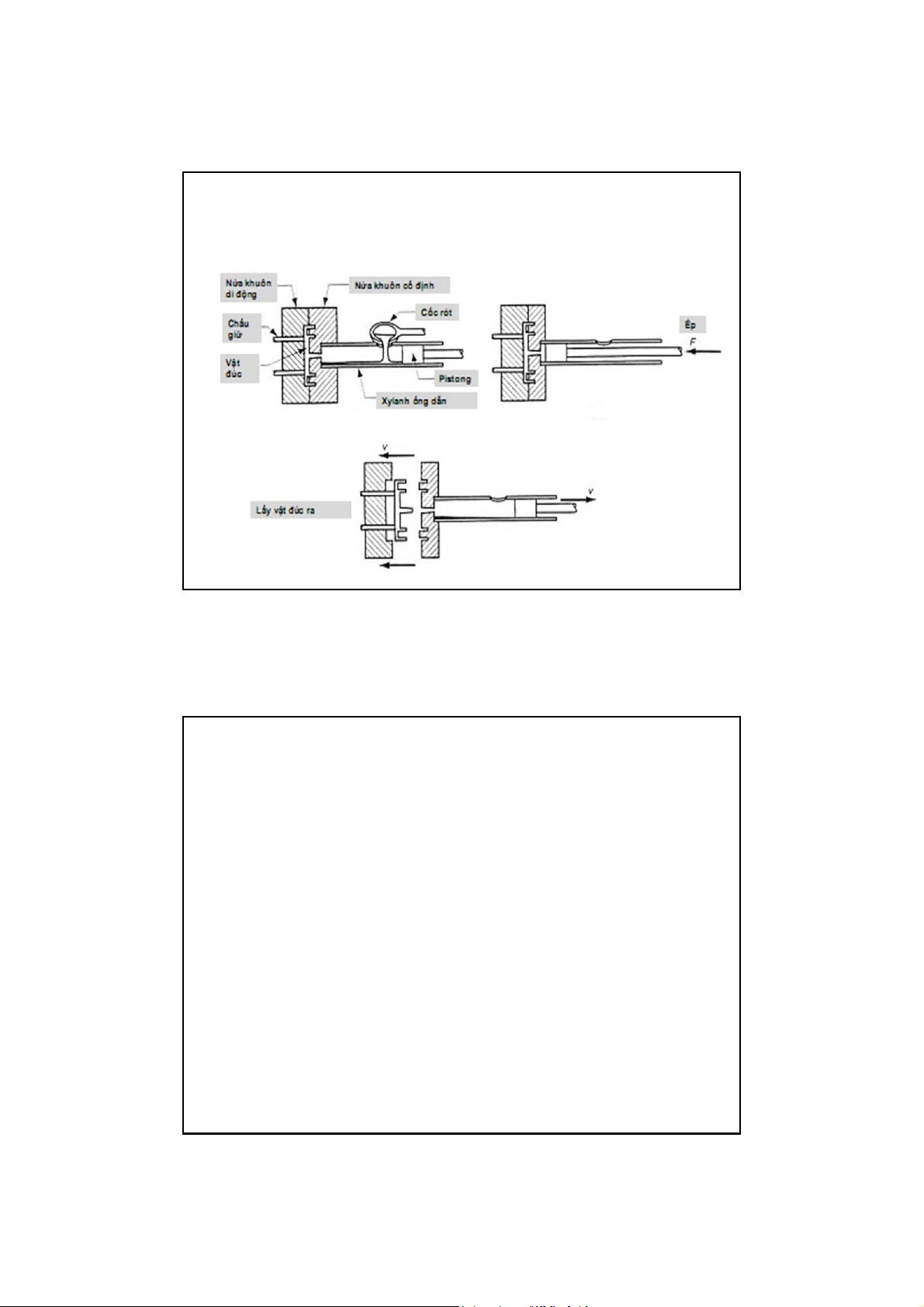
3.2.2.2 Đúc dưới áp lực
Khi kim loại lỏng được điền đầy vào lòng khuôn dưới
một áp lực nhất định thì gọi là đúc áp lực, áp lực có tác
dụng điền đầy kim loại lỏng và được giữ trong suốt quá trình kết tinh. Đặc điểm
Vật đúc có độ chính xác, độ bóng cao
Đúc được những vật mỏng và phức tạp
Vật đúc nguội nhanh nên cơ tính và năng suất cao
Khuôn mau mòn và chóng hỏng
Đúc áp lực thường chế tạo các chi tiết phức tạp Máy đúc áp lực
Sơ đồ nguyên lý của đúc áp lực như sau 3.2.2.3 Đúc ly tâm
Đúc ly tâm là rót kim loại lỏng vào khuôn quay, nhờ lực
ly tâm mà kim loại lỏng được phân bố đều trên bền mặt
bên trong của khuôn tạo thành vật đúc. Lực ly tâm P=m.r.ω2 Đặc điểm
Đúc được những chi tiết tròn xoay rỗng mà không cần lõi
Đúc được vật đúc thành mỏng có gân
Vật đúc sạch, tổ chức kim loại mịn chặt
Chỉ thích ứng với chi tiết tròn xoay rỗng, chất lượng bề
mặt không tốt, vật đúc dễ bị thiên tích
Khuôn phải có độ bền cao, chịu nhiệt tốt, máy phải có độ
kín tốt và cân bằng động cao
Khó xác định được đường kính trong của vật đúc
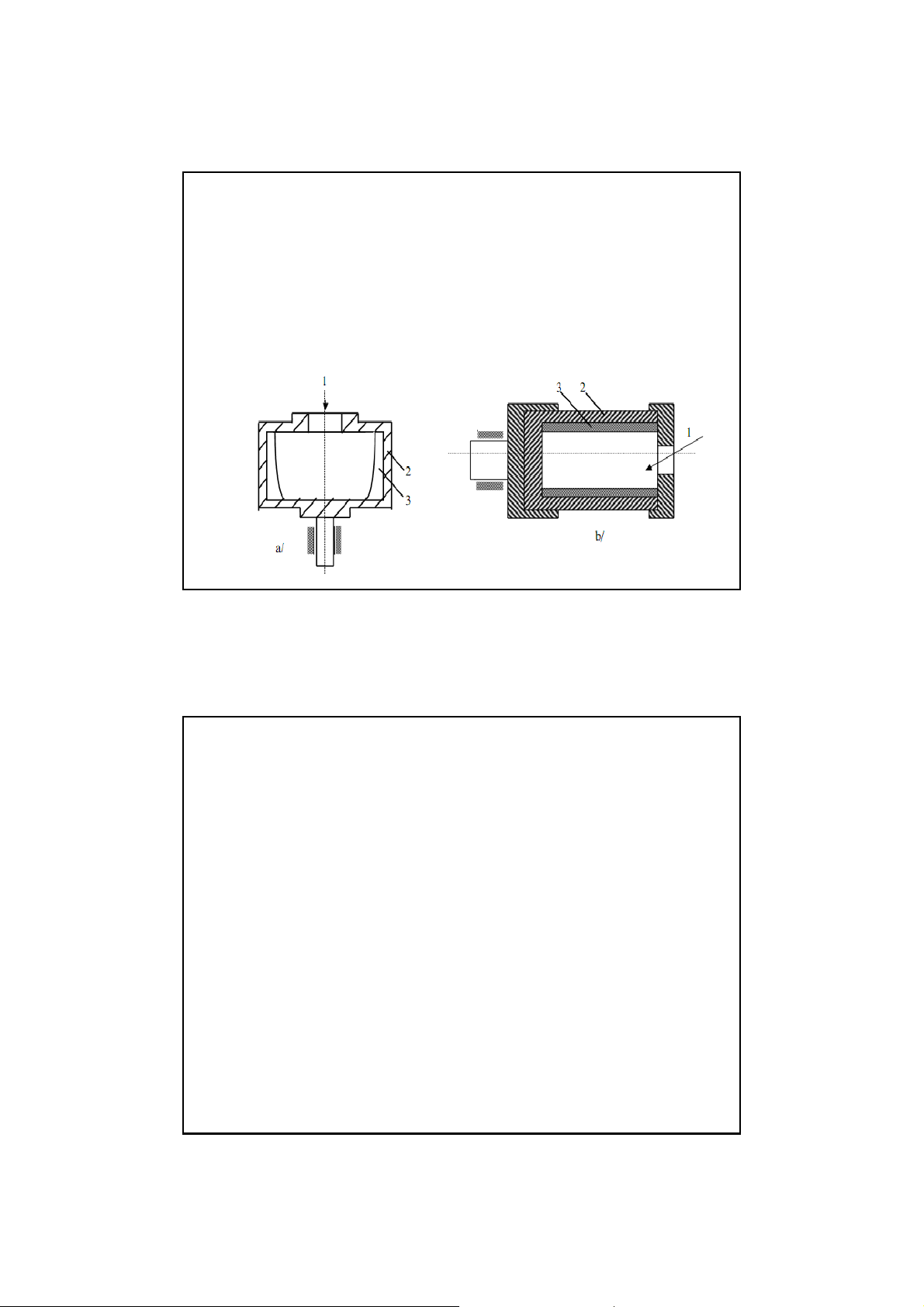
Các phương pháp đúc ly tâm
Có 2 kiểu đúc ly tâm là đúc ly tâm thẳng đứng và đúc ly tâm nằm ngang
Đúc ly tâm đứng (hình a): khuôn quay theo trục thẳng
đứng, phương pháp này dùng để đúc các chi tiết ngắn.
Đúc ly tâm nằm ngang (hình b): khuôn quay theo phương
ngang, vật đúc là ống trụ có chiều dày như nhau.
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
Maët phaân khuoân laø beà maët tieáp xuùc
giöõa caùc nöõa khuoân vôùi nhau xaùc ñònh
vò trí ñuùc ôû trong khuoân.Maët phaân khuoân
coù theå laø maët phaúng, maët baäc hoaëc cong baát kì.
Nhôø coù maët phaân khuoân maø ruùt
maãu khi laøm khuoân deã daøng laép raùp
loõi, taïo heä thoáng daãn kim loaïi vaøo khuoân chính xaùc.
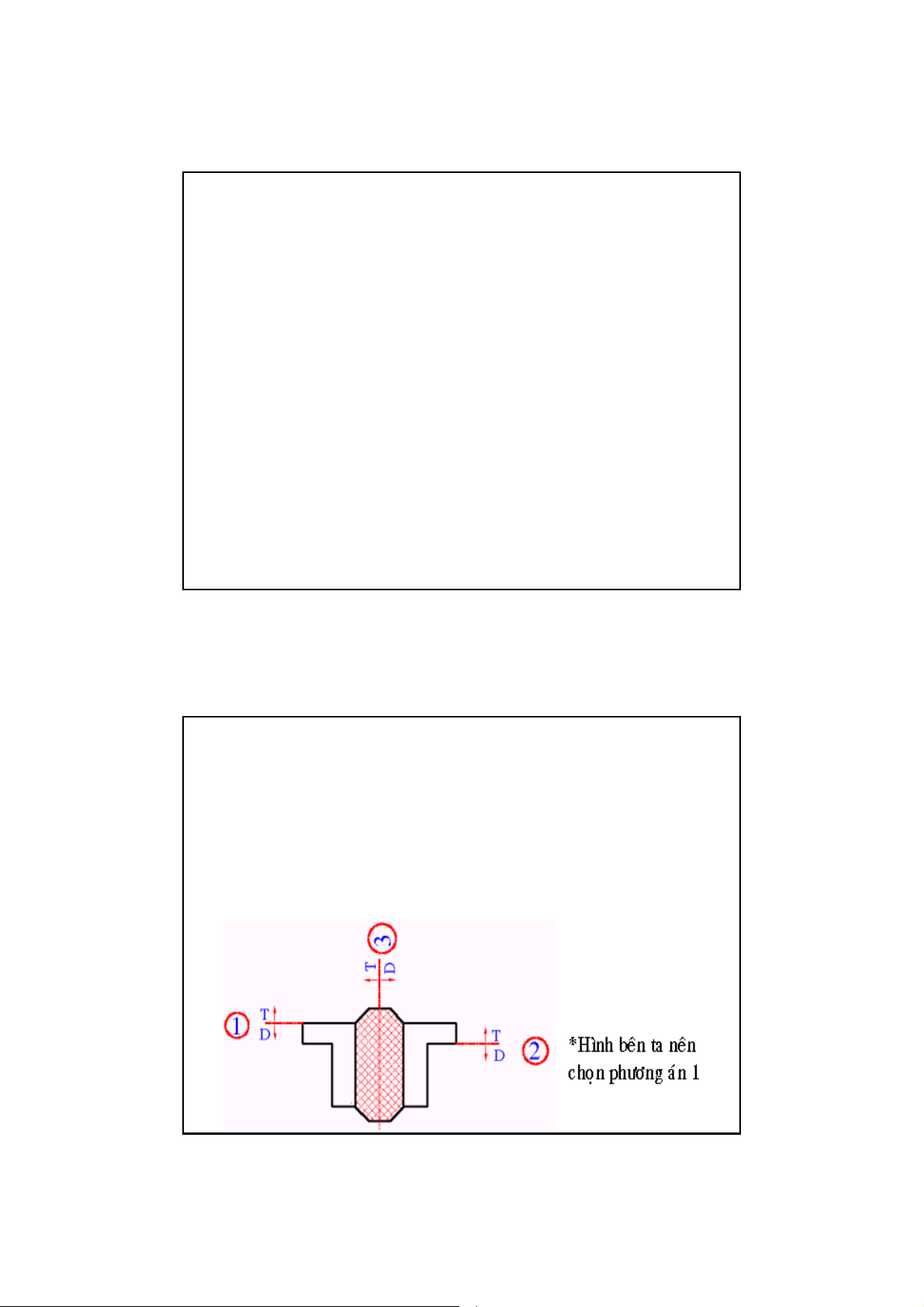
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
+Döïa vaøo coâng ngheä laøm khuoân :
Ruùt maãu deã daøng, ñònh vò loõi vaø laép raùp khuoân.
- Choïn maët coù dieän tích lôùn
nhaát, deã laøm khuoân vaø laáy maãu.
- Maët phaân khuoân neân choïn
maët phaúng traùnh maët cong, maët b ä
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
+ Soá löôïng maët phaân khuoân phaûi ít
nhaát.Ñeå ñaûm baûo ñoä chính xaùc khi
laép raùp, coâng ngheä laøm khuoân ñôn giaûn.
+ Neân choïn maët phaân khuoân ñaûm
baûo chaát löôïng vaät ñuùc cao nhaát,
nhöõng beà maët yeâu caàu chaát löôïng
ñoä boùng, ñoä chính xaùc cao nhaát.
Neân ñeåû khuoân ôû döôùi hoaëc thaønh
beân Khoâng neân ñeå phía treân vì deã
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
- Nhöõng vaät ñuùc coù loõi, neân boá trí sao
cho vò trí cuûa loõi laø thaúng ñöùng.Ñeå
ñònh vò loõi chính xaùc, traùnh ñöôïc taùc
duïng löïc cuûa kim loaïi loûng laøm bieán
daïng thaân loõi, deã kieåm tra khi laép raùp.
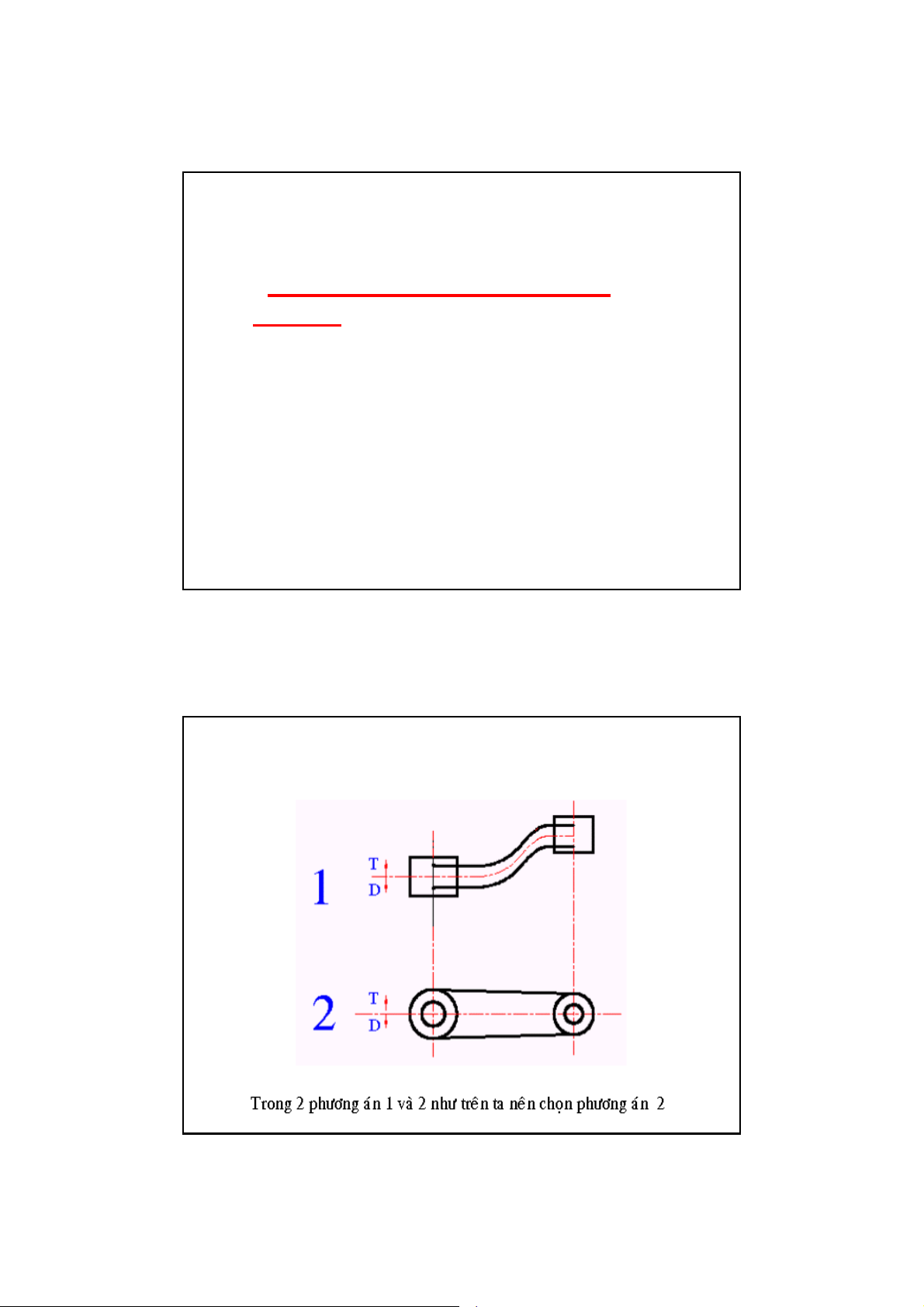
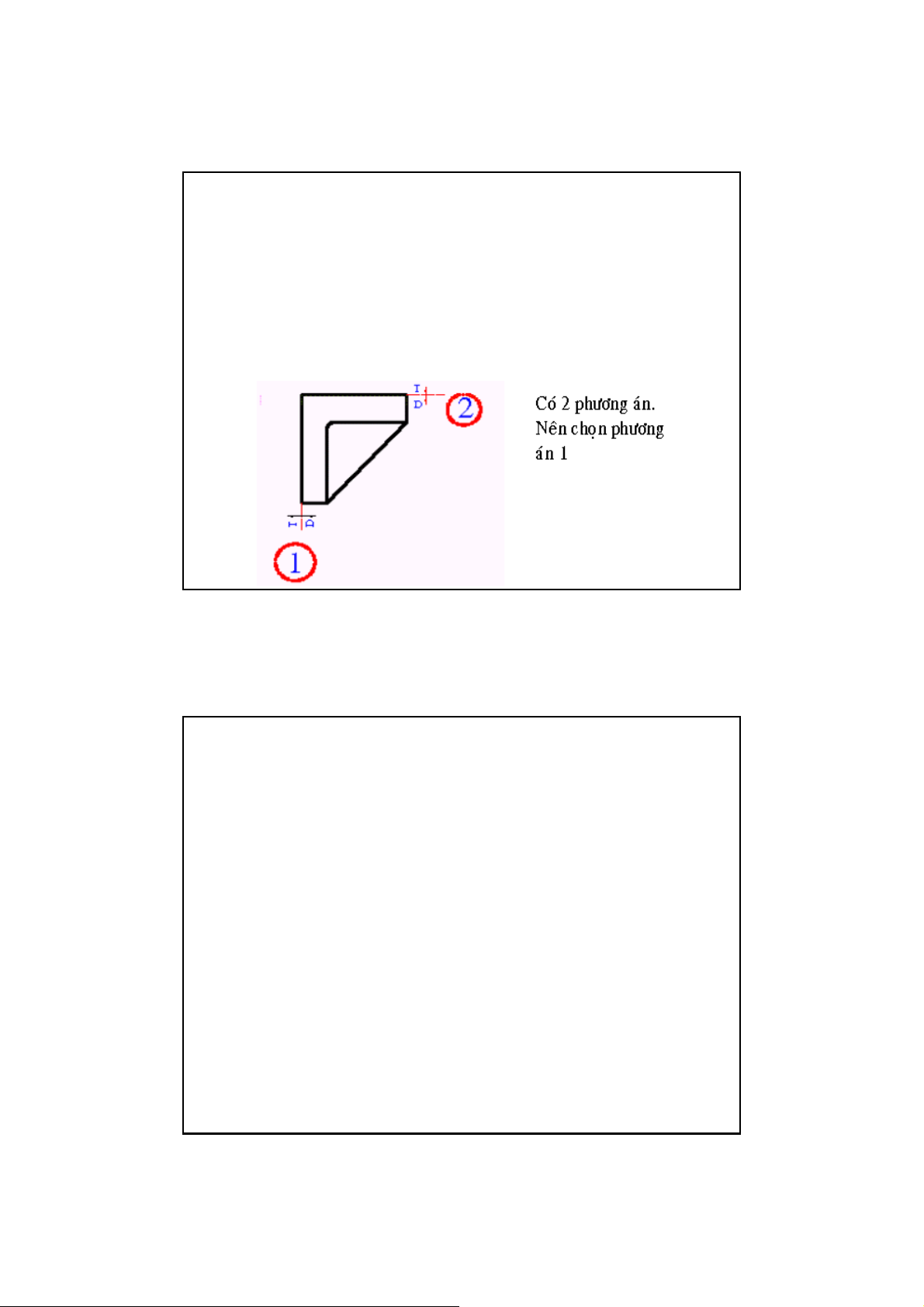
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
- Choïn maët phaân khuoân sao cho
loøng khuoân laø noâng nhaát, ñeå deã
ruùt maãu vaø deã sửa khuoân, doøng
chaûy kim loaïi vaøo khuoân eâm hôn, ít laøm hỏng khuoân .
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn
+ Dựa vào độ chính xác của lòng khuôn
Ñoä chính xaùc cuûa vaät ñuùc
phuï thuoäc vaøo ñoä chính xaùc cuûa loøng khuoân.Do ñoù phaûi:
- Loøng khuoân toát nhaát laø
chæ phaân boá vaøo trong 1
hoøm khuoân . Ñeå traùnh sai soá khi laép raùp khuoân.
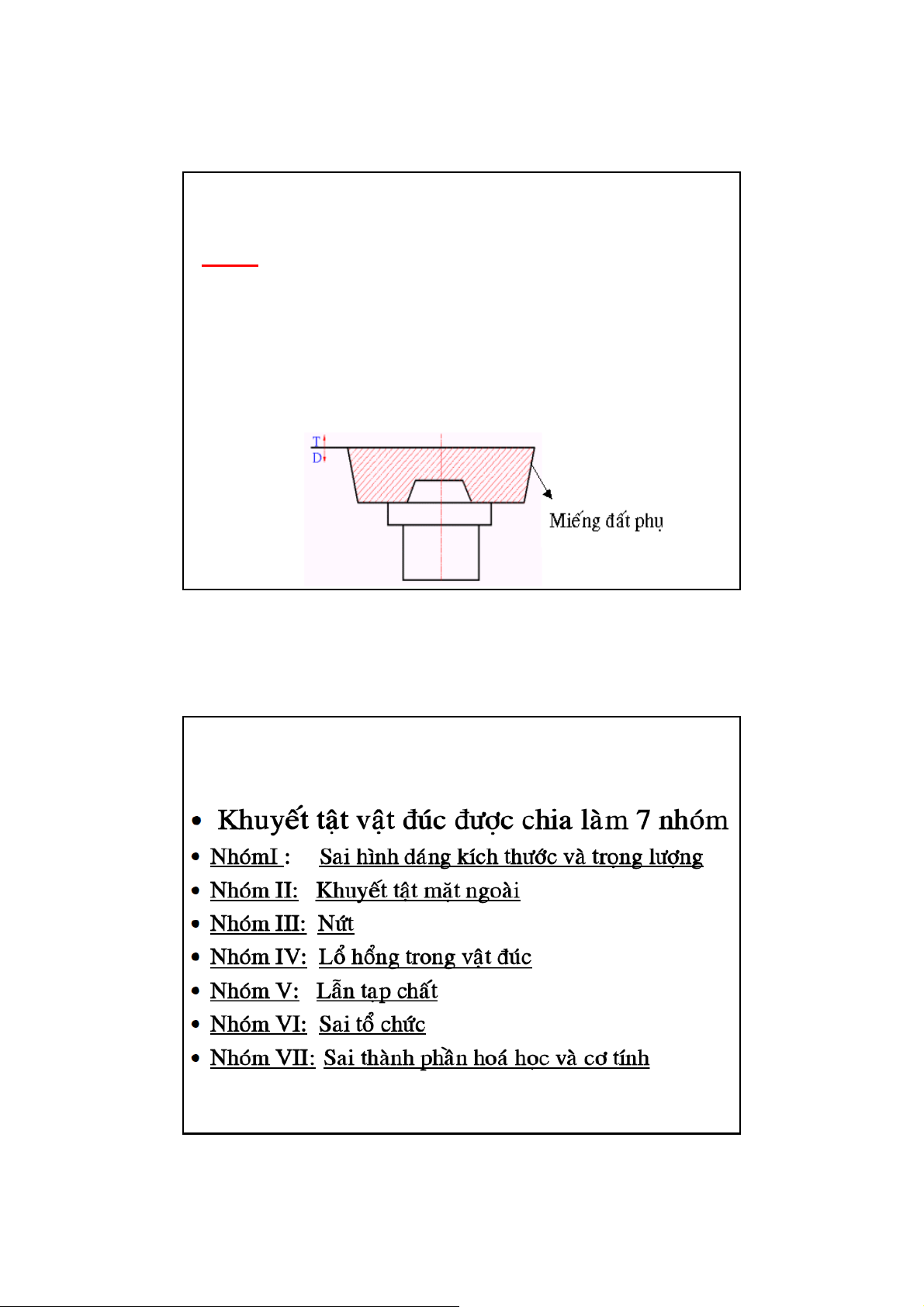
Mặt phân khuôn và nguyên tắc lựa chọn mặt phân khuôn Ví duï:
- Nhöõng vaät ñuùc coù nhieàu tieát dieän khaùc nhau,
neáu yeâu caàu ñoä ñoàng taâm cao, ngöôøi ta duøng
theâm mieáng ñaát phuï ñeå ñaët toaøn boä vaät ñuùc
trong moät hoøm khuoân .
- Mieáng ñaát phuï seõ laøm thay ñoåi phaàn naøo hình
daïng maãu ñeå taïo ra tieát dieän lôùn nhaát taïi maët phaân khuoân.
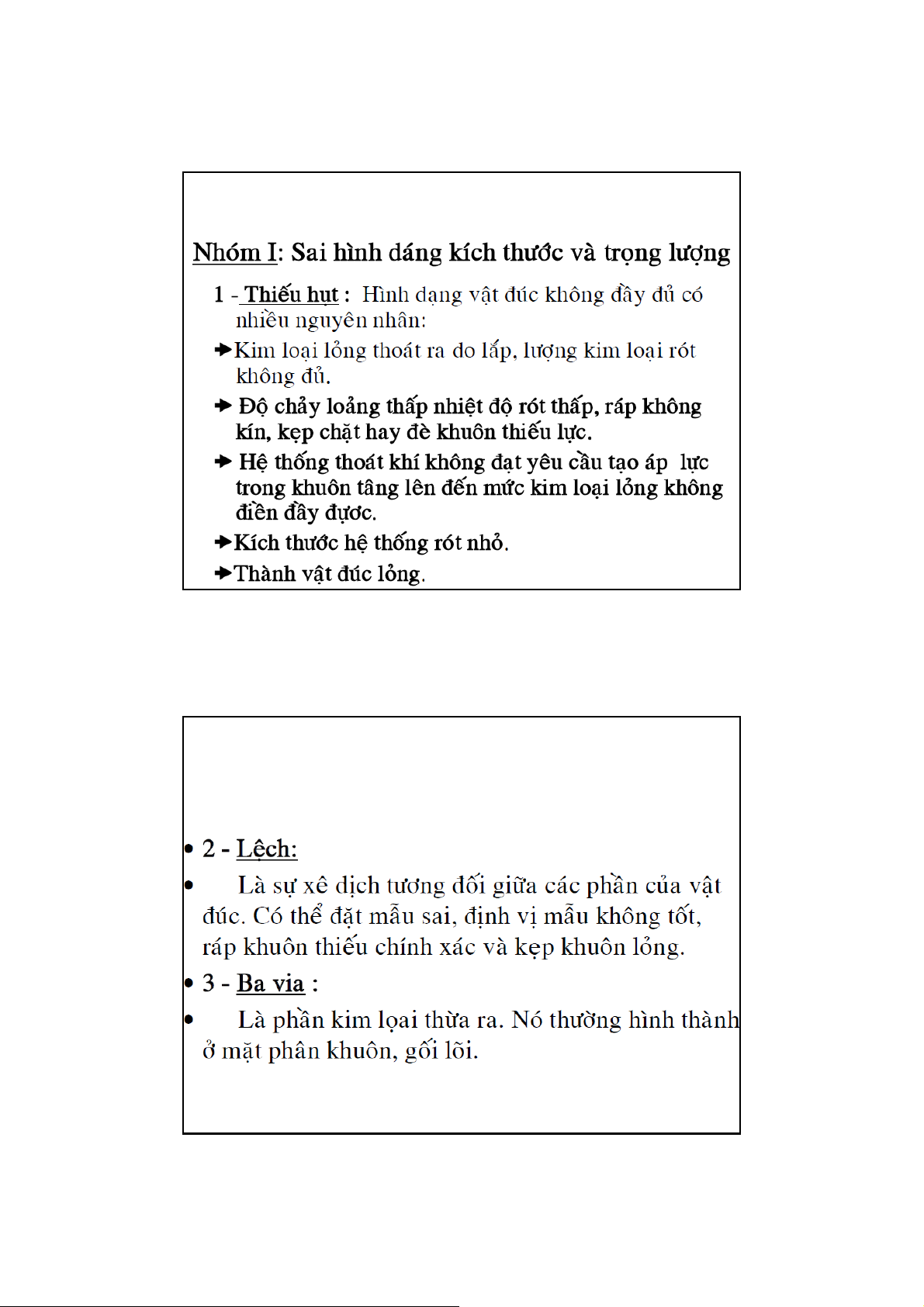
Các khuyết tật trên sản phẩm đúc
Các khuyết tật trên sản phẩm đúc
Các khuyết tật trên sản phẩm đúc
Tài liệu liên quan:
-

300 câu hỏi trắc nghiệm ôn tập môn Cơ khí đại cương bản PDF (1) | Đại học Bách Khoa Hà Nội
18 9 -
Thiết kế dầm hộp trong cơ khí
14 7 -
Chương 6: Thiết bị vỏ mỏng | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
250 125 -
Chương 5: Chi tiết máy | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
224 112 -
Chương 5: Chi tiết máy | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
220 110