Thiết kế nhà máy
Thiết kế nhà máy
Môn: Công nghệ thực phẩm(FI) 10 tài liệu
Trường: Đại học Công nghiệp Thực phẩm Thành phố Hồ Chí Minh 257 tài liệu
Tác giả:
















































































Preview text:
lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ Contents
MỞ ĐẦU .................................................................................................................... 6
CHƯƠNG 1 LẬP LUẬN KINH TẾ KỸ THUẬT .................................................. 8
1.1. Đặc điểm tự nhiên ........................................................................................... 8
1.1.1. Vị trí địa lí [13] .............................................................................................................................. 8
1.1.2. Đặc điểm thiên nhiên [15] ............................................................................................................. 9
1.1.3. Địa hình, địa chất ......................................................................................................................... 10
1.2. Nguồn cung cấp nguyên liệu ........................................................................ 10
1.3. Hợp tác hóa ................................................................................................... 10
1.4. Hệ thống cấp điện ......................................................................................... 10
1.5. Nhiên liệu ....................................................................................................... 10
1.6. Nguồn cung cấp nước và vấn đề xử lý nước .............................................. 10
1.6.1. Nguồn cung cấp nước ................................................................................................................... 10
1.6.2. Xử lý nước thải ............................................................................................................................. 11
1.7. Giao thông vận tải [16] ................................................................................. 11
1.8. Nguồn nhân lực ............................................................................................. 11
1.9. Thị trường tiêu thụ ....................................................................................... 12
CHƯƠNG 2 TỔNG QUAN .................................................................................... 13
2.1. Cơ sở lý thuyết của quá trình sản xuất kẹo và phân loại kẹo [5] ............. 13
2.1.1 Kẹo cứng ....................................................................................................................................... 13
2.1.2 Kẹo mềm ........................................................................................................................................ 13
2.1.3 Kẹo dẻo .......................................................................................................................................... 14
2.2. Tổng quan về nguyên liệu dùng trong sản xuất kẹo ....................................... 14
2.2.1. Các chất tạo ngọt ......................................................................................................................... 15
2.3. Giới thiệu sơ lược về kẹo cứng socola dạng que và kẹo dẻo Jelly: ................ 17
2.3.1. Sơ lược về qui trình sản xuất kẹo cứng socola dạng que .................................................................. 17
2.3.2. Giới thiệu qui trình sản xuất kẹo dẻo Jelly ..................................................................................... 18
CHƯƠNG 3 CHỌN VÀ THUYẾT MINH DÂY CHUYỀN ................................ 19
3.1. Chọn dây chuyền sản xuất .............................................................................. 19
3.2. Thuyết minh dây chuyền sản xuất .................................................................. 20
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
3.2.1. Dây chuyền sản xuất kẹo que ......................................................................................................... 20
3.2.2. Dây chuyền công nghệ sản xuất kẹo dẻo Jelly ............................................................................. 28
CHƯƠNG 4 TÍNH CÂN BẰNG VẬT CHẤT ...................................................... 34
4.1. Lập biểu đồ sản xuất ....................................................................................... 34
4.2. Tính cân bằng vật chất cho dây chuyền kẹo cứng que socola ........................ 34
4.2.1. Tính cân bằng theo một mẻ của thực đơn: ................................................................................... 35
4.2.1.1 Tính khối lượng nguyên liệu theo chất khô: ................................................................................ 35
4.2.1.3 Khối lượng thành phẩm của một mẻ theo thực đơn theo độ ẩm ................................................. 38
4.2.2. Tính cân bằng cho một tấn sản phẩm ........................................................................................... 38
4.2.2.1. Tính lượng nguyên liệu theo độ ẩm cho một tấn sản phẩm ....................................................... 38
4.2.2.3. Tính theo độ ẩm của bán thành phẩm ....................................................................................... 41
4.3. Tính cân bằng vật chất cho dây chuyền kẹo dẻo jelly: ................................... 43
4.3.1. Tính cân bằng theo một mẻ thực đơn .......................................................................................... 43
4.3.2. Tính cân bằng cho một tấn sản phẩm ........................................................................................... 47
4.4 Bảng tổng kết chi phí nguyên liệu và bán thành phẩm cho 1 tấn sản phẩm .... 50
CHƯƠNG 5 TÍNH VÀ CHỌN THIẾT BỊ ............................................................ 53
5.1. Dây chuyền công nghệ kẹo que socola........................................................... 53
5.1.1 Các thiết bị chính ........................................................................................ 53
5.1.2 Thi Āt bị phu ................................................................................................................................... 59
5.2 Dây chuyền sản xuất kẹo dẻo jelly: ................................................................. 63
5.2.1 Tính thi Āt bị chính: ....................................................................................................................... 63
5.2.2. Thi Āt bị phu .................................................................................................................................. 69
CHƯƠNG 6 TÍNH XÂY DỰNG ............................................................................ 74
6.1. Cơ cấu tổ chức ................................................................................................ 74
6.1.1. Nhân lực làm việc trong phân xưởng sản xuất chính ................................................................... 74
6.1.2. Nhân lực làm việc trong phòng hành chính ............................................ 75
6.1.3. Nhân lực làm việc trong các phân xưởng ..................................................................................... 75
6.2. Tính kích thước các công trình ....................................................................... 76
6.2.1. Phân xưởng sản xuất chính .......................................................................................................... 76
6.2.2. Các kho chứa ................................................................................................................................ 77
6.2.3. Nhà hành chính ............................................................................................................................ 80
6.2.4. Hội trường .................................................................................................................................... 80
6.2.5. Phân xưởng lò hơi ........................................................................................................................ 81
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
6.2.6. Phân xưởng cơ khí ........................................................................................................................ 81
6.2.7. Trạm bi Ān áp ................................................................................................................................ 81
6.2.8. Nhà chứa máy phát điện dự phòng. .............................................................................................. 81
6.2.9. Kho nhiên liệu. ............................................................................................................................. 81
6.2.10. Bể chứa nước .............................................................................................................................. 82
6.2.11. Đài nước ..................................................................................................................................... 82
6.2.12. Nhà xử lí nước ............................................................................................................................ 82
6.2.13. Khu xử lí nước thải ..................................................................................................................... 82
6.2.14. Nhà ăn, căn tin ........................................................................................................................... 82
6.2.15. Nhà sinh hoạt vệ sinh ................................................................................................................. 83
6.2.16. Khu vực để xe ............................................................................................................................. 83
6.2.17. Nhà bảo vệ .................................................................................................................................. 84
6.2.18. Khu đất mở rộng......................................................................................................................... 84
6.3. Tính tổng mặt bằng cần xây dựng nhà máy.................................................... 85
6.3.1. Diện tích khu đất .......................................................................................................................... 85
6.3.2. Tính hệ số sử dung. ...................................................................................................................... 85 CHƯƠNG 7
TÍNH HƠI - NƯỚC .......................................................... 87
7.1. Tính hơi .......................................................................................................... 87
7.1.1. Hơi dùng sản xuất ........................................................................................................................ 87
7.1.2. Hơi phuc vu cho các muc đích khác ............................................................................................. 88
7.1.3. Tiêu hao hơi trên đường ống, van điều chỉnh: ............................................................................. 88
7.2. Lượng nước cần cung cấp cho nhà máy: ........................................................ 88
7.2.1 Nước phuc vu sản xuất .................................................................................................................. 88
7.2.2. Nước dùng sinh hoạt .................................................................................................................... 89
7.3. Tính thoát nước ............................................................................................... 90 CHƯƠNG 8
KIỂM TRA SẢN XUẤT ............................................. 91
8.1. Mục đích của việc kiểm tra sản xuất .............................................................. 91
8.2. Kiểm tra nguyên vật liệu ................................................................................ 91
8.3. Kiểm tra các công đoạn sản xuất .................................................................... 92
8.3.1. Kiểm tra công đoạn hòa tan đường và mật .................................................................................. 92
8.3.2. Kiểm tra công đoạn nấu kẹo ......................................................................................................... 92
8.3.3. Kiểm tra công đoạn làm nguội ..................................................................................................... 92
8.3.4. Kiểm tra công đoạn phối trộn ...................................................................................................... 92
8.3.5. Kiểm tra công đoạn đánh trộn...................................................................................................... 93
8.3.6. Kiểm tra công đoạn tạo hình kẹo ................................................................................................. 93
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
8.3.7. Kiểm tra công đoạn bao gói ......................................................................................................... 93
8.3.8. Đóng hộp, đóng thùng .................................................................................................................. 93
8.3.9. Kho thành phẩm ........................................................................................................................... 93
8.4. Kiểm tra thành phẩm ...................................................................................... 93
8.5. Các phương pháp kiểm tra kẹo thành phẩm ................................................... 93
8.5.1. Xác định độ ẩm ............................................................................................................................. 93
8.5.2. Xác định hàm lượng đường khử ................................................................................................... 94
8.5.3. Xác định hàm lượng đường tổng theo sacarose ........................................................................... 95
8.5.4. Xác định hàm lượng axit .............................................................................................................. 95
8.5.5. Đánh giá chất lượng kẹo bằng phương pháp cảm quan............................................................... 96
CHƯƠNG 9 AN TOÀN LAO ĐỘNG VÀ VỆ SINH CÔNG NGHIỆP ............. 97
9.1. An toàn lao động: .......................................................................................... 97
9.1.1. Tai nạn xảy ra do các nguyên nhân sau ..................................................................................... 97
9.1.2. Những biện pháp hạn chế tai nạn lao động: .............................................................................. 97
9.1.3. Những yêu cầu cụ thể về an toàn lao động: ............................................................................... 99
9.2. Vệ sinh công nghiệp .................................................................................... 100
9.2.1. Vệ sinh cá nhân của công nhân ............................................................................................... 100
9.2.2. Vệ sinh máy móc, thiết bị .......................................................................................................... 101
9.2.4. Xử lý nước dùng để sản xuất .................................................................................................... 101
9.2.5. Xử lý nước thải .......................................................................................................................... 101
KẾT LUẬN ............................................................................................................ 102
TÀI LIỆU THAM KHẢO ....................................................................................... 103
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ MỞ ĐẦU
Bánh kẹo là những thực phẩm truyền thống đã có từ rất lâu và trở nên quen
thuộc với người tiêu dùng ở mọi lứa tuổi. Không chỉ đóng vai trò là một sản phẩm
thực phẩm, bánh kẹo còn là sản phẩm có tính thị hiếu và mang giá trị văn hoá vì đã
từ lâu bánh kẹo là những sản phẩm không thể thiếu trong các dịp lễ tết, cưới hỏi, sinh nhật...
Ngành bánh kẹo là môt trong những ngành có tốc đô ̣ tăng trưởng ổn định
(khoảng 2% năm). Dân số phát triển nhanh khiến cho nhu cầu về bánh kẹo c甃̀ng
tăng theo . Hiên nay khu vực Châu 䄃Ā - Thái Bình Dương là khu vực có tốc đô ̣ tăng
trưởng về doanh thu tiêu thụ bánh kẹo lớn nhất thế giới (14%) trong 3 năm từ 2008
đến 2012.Cùng với sự phát triển của xã hội, mức sống con người ngày càng tăng và
nhu cầu về bánh kẹo ngày càng tăng. Bánh kẹo không những được làm ở qui mô gia
đình mà còn phát triển ở qui mô công nghiệp và giữ vai trò quan trọng trong nền
công nghiệp thế giới..[10]
Trong những năm gần đây thị trường bánh kẹo tại Việt Nam trở nên sôi động
hơn hẳn. Có nhiều mặt hàng mới xuất hiện, về mẫu mã và chất lượng thì không kém
gì các sản phẩm ngoại nhập. Với phương châm “Người Việt Nam ưu tiên dùng hàng
Việt Nam” được phát động và đã có tác động đến nhà sản xuất và cả người tiêu
dùng trong nước thời gian qua. Hiện nay các sản phẩm Việt không những đáp ứng
được về mặt chất lượng mà các giá trị cảm quan c甃̀ng luôn bắt mắt người tiêu dùng.
Và ngày càng nhiều người có quan niệm dùng hàng trong nước là an toàn hơn cả
vừa đảm bảo vừa tiết kiệm được chi phí. Chính vì vậy, khi nắm bắt được tâm lý như
vậy đã có không ít các nhà sản xuất không ngại đầu tư, tăng năng suất để đáp ứng được nhu cầu đó.
Thị trường bánh kẹo phát triển kéo theo nhu cầu sản xuất, tiêu thụ tăng, đòi
hỏi phải có công nghệ, máy móc, thiết bị phù hợp để sản xuất ra các sản phẩm có
chất lượng cao giá thành hạ nhằm đáp ứng được nhu cầu tiêu dùng trong và ngoài
nước. Theo Hiệp hội các nhà sản xuất Đức, sẽ là tốt nhất nếu có sự hợp tác liên kết
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
phát triển sản xuất, kinh doanh giữa các doanh nghiệp Việt Nam với doanh nghiệp Đức và châu Âu [11].
Như vậy, ngành bánh kẹo Việt Nam đã gặt hái nhiều thành công và tương lai
chắc chắn sẽ không dừng lại ở đó. Đây là lúc các nhà sản xuất dám đầu tư và phát
triển hơn nữa. Theo ước tính của Công ty Tổ chức và điều phối IBA (GHM), sản lượng
bánh kẹo tại Việt Nam năm 2008 đạt khoảng 476.000 tấn, đến năm 2012 sẽ đạt khoảng
706.000 tấn, tổng giá trị bán lẻ bánh kẹo ở thị trường Việt Nam năm 2008 khoảng 674
triệu USD, năm 2012 sẽ là 1.446 triệu USD. Tỉ lệ tăng trưởng doanh số bán lẻ bánh kẹo ở
thị trường Việt Nam trong giai đoạn từ năm 2008-2012 tính theo USD ước tính khoảng
114,71%/năm, trong khi con số tương tự của các nước trong khu vực như Trung Quốc là
49,09%, Philippines 52,35%; Indonesia 64,02%; Ấn Độ 59,64%; Thái Lan 37,3%; Malaysia 17,13%… [12]
Khảo sát thị trường cho thấy, hàng nội cao cấp với sức mua mạnh nhất từ
trước đến nay, đang ép sân khiến chỗ đứng của hàng ngoại nhập ngày càng thu hẹp.
Thị trường bánh kẹo phát triển kéo theo nhu cầu sản xuất, tiêu thụ tăng.
Nước ta có nhiều nhà máy bánh kẹo như: Kinh Đô, Bibica, Đồng Tiến, Tràng An,
Phạm Nguyên, Bicafun, … Tuy nhiên ở khu vực miền Trung vẫn chưa có nhiều nhà
máy sản xuất bánh kẹo với quy mô lớn. Qua tìm hiểu và được phân công, tôi được
nhận đồ án tốt nghiệp “ Thiết kế nhà máy sản xuất kẹo hiện đại năng suất 4500
tấn sản phẩm/ năm
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 1 LẬP LUẬN KINH TẾ KỸ THUẬT
Khi thiết kế nhà máy, việc chọn địa điểm xây dựng nhà máy đóng vai trò rất
quan trọng. Bởi vì đây là phần mang tính thuyết phục, nó quyết định sự sống còn
của nhà máy. Do vậy địa điểm xây dựng nhà máy phải phù hợp với qui hoạch chung
về kinh tế của địa phương.
Qua nghiên cứu tìm hiểu em quyết định chọn đặt nhà máy tại khu công
nghiệp Nam Đông Hà, tỉnh Quảng Trị.
1.1. Đặc điểm tự nhiên
1.1.1. Vị trí địa lí [13]
Đông Hà là một thành phố trung tâm của tỉnh Quảng Trị, nằm ở miền Trung
của nước Việt Nam, trên trục giao thông Bắc - Nam về đường bộ, đường sắt, đường
biển. Đông Hà là trung tâm chính trị, văn hóa, xã hội, kinh tế và thương mại của tỉnh Quảng Trị.
Đông Hà có một vị trí quan trọng, nằm ở trung độ giao thông của cả nước,
trên giao lộ 1A nối thủ đô Hà Nội - thành phố Hồ Chí Minh và quốc lộ 9 trong hệ
thống đường xuyên 䄃Ā, là điểm khởi đầu ở phía Đông của trục hành lang kinh tế
Đông - Tây giữa đông bắc Thái Lan, Lào, Myanma và miền Trung Việt Nam
qua cửa khẩu quốc tế Lao Bảo và các nước trong khu vực biển Đông qua cảng Cửa
Việt, kết thúc ở thành phố Đà Nẵng. Từ thuận lợi về giao lưu đối ngoại, Đông Hà
có khả năng thu hút, hội tụ để phát triển kinh tế, văn hoá, xã hội và trở thành trung
tâm phát luồng các mối quan hệ kinh tế trong khu vực và quốc tế.
Khu công nghiệp Nam Đông Hà nằm gần ga Đông Hà và quốc lộ 1A, cách
trung tâm thành phố Đông Hà 2 km; cách đường Hồ Chí Minh 10 km, cửa khẩu
quốc tế Lao Bảo 80 km, Cảng biển Cửa Việt 15 km và cách sân bay Phú Bài Huế 80
km, cảng Chân Mây-Lăng Cô thuộc tỉnh Thừa Thiên - Huế 120 km về phía Nam.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Hình 1.1. Khu công nghiệp Nam Đông Hà[14].
1.1.2. Đặc điểm thiên nhiên [15]
Khu công nghiệp Nam Đông Hà có khí hậu ổn định, nằm trong vùng khí hậu
nhiệt đới, chia làm hai mùa rõ rệt: mùa mưa và mùa khô.
- Hướng gió chính có hai hướng gió chính là gió mùa Tây Nam và gió mùa Đông Bắc.
- Nhiệt độ trung bình năm từ 24 0- 250C. Mùa lạnh có 3 tháng (12 và 1, 2
năm sau), nhiệt độ xuống thấp, tháng lạnh nhất nhiệt độ xuống dưới 220C. Mùa
nóng từ tháng 5 đến tháng 8 nhiệt độ cao trung bình 280C, tháng nóng nhất từ tháng
6, 7, nhiệt độ tối cao có thể lên tới 400- 420C.
- Độ ẩm không khí khoảng 83-88%.
- Lượng mưa trung bình hàng năm 2708,89 mm.
- Số giờ nắng bình quân trong năm 2156,2 giờ.
1.1.3. Địa hình, địa chất
Khu công nghiệp Nam Đông Hà có địa hình cao ráo, nằm ở độ cao 11- 32 m
so với mực nước biển. Do vậy hạn chế ngập lụt trong mùa mưa.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Điều kiện địa chất công trình, địa chất thủy văn thuận lợi cho xây dựng.
1.2. Nguồn cung cấp nguyên liệu
Nhà máy được cung cấp đường từ Quảng Ngãi và Thanh Hóa, các sản phẩm
phụ mua từ địa phương và các tỉnh lân cận.
Việc ổn định về nguồn nguyên liệu là điều kiện thuận lợi cho nhà máy đi vào
hoạt động và nâng cao năng suất, chất lượng tốt. 1.3. Hợp tác hóa
Nhà máy đặt trong khu công nghiệp nên thuận lợi trong việc sử dụng chung
những công trình điện, hơi, nước công trình giao thông vận tải, vấn đề tiêu thụ sản
phẩm nhanh, … có tác dụng giảm thời gian xây dựng, giảm vốn đầu tư và hạ giá thành sản phẩm.
1.4. Hệ thống cấp điện
Mạng lưới điện quốc gia 500kV hạ thế xuống 220V/380V do sở điện lực Quảng Trị cấp. 1.5. Nhiên liệu
Nguồn nhiên liệu nhà máy sử dụng là dầu DO, FO, than, xăng, nhớt, dầu
diezen,… được cung cấp bởi công ty xăng dầu Đà Nẵng.
1.6. Nguồn cung cấp nước và vấn đề xử lý nước
1.6.1. Nguồn cung cấp nước
Trong nhà máy thực phẩm nước có vai trò rất quan trọng và nước được dùng
với nhiều mục đích khác nhau: nước dùng để hòa sirô, làm nguội, nấu, dùng cho lò
hơi, …nên nước phải đảm bảo chất lượng. Nước phải đảm bảo một số chỉ tiêu sau:
chỉ số coli, độ cứng, nhiệt độ, hỗn hợp vô cơ và hữu cơ có trong nước.
Nước được sử dụng từ hệ thống cấp nước của nhà máy nước Quảng Trị có
công suất 21000m3/ngày đêm. Hệ thống nước cho các doanh nghiệp được lắp đặt
đến tận đồng hồ đo nước cho từng nhà máy, xí nghiệp, đảm bảo về số lượng và chất
lượng phục vụ cho sản xuất và sinh hoạt.
Biện pháp xử lý nước:
- Làm mềm nước bằng phương pháp hóa học.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Làm mềm nước bằng phương pháp nhựa trao đổi ion.
1.6.2. Xử lý nước thải
Nước thải trong nhà máy xí nghiệp được xử lý đạt tiêu chuẩn theo qui định
trước khi mang ra lưới cống trong khu công nghiệp và tiếp tục được làm sạch tại
trạm xử lý nước thải của khu công nghiệp có công suất 400m3/ngày. Nước thải
mang ra ngoài đạt TCVN 5945- 2005 trước khi thải ra hệ thống thoát nước chung của khu vực.
1.7. Giao thông vận tải [16]
Khu công nghiệp Nam Đông Hà có điều kiện giao thông khá thuận lợi cả về
đường bộ, đường sắt và đường thuỷ. Qua địa phận Quảng Trị có các tuyến giao
thông huyết mạch như Quốc lộ 1A, đường Hồ Chí Minh (nhánh Đông và nhánh
Tây), tuyến đường sắt Bắc - Nam chạy dọc qua và Quốc lộ 9 gắn với đường xuyên
䄃Ā cho phép có thể giao lưu kinh tế với các tỉnh trong vùng và cả nước. Cảng Cửa
Việt là một trong những cảng biển có thể phục vụ cho vận chuyển hàng hóa trong
vùng và trung chuyển hàng hóa qua đường Xuyên 䄃Ā. Cách không xa khu công
nghiệp Nam Đông Hà có sân bay Phú Bài - Thừa Thiên Huế (khoảng 80 km) và sân
bay quốc tế Đà Nẵng (khoảng 150 km) … nên rất thuận lợi cho việc vận chuyển
nguyên liệu và thành phẩm.
Ngoài ra, Quảng Trị là đầu mối giao thông, nằm ở trung điểm đất nước, ở vị
trí quan trọng - điểm đầu trên tuyến đường huyết mạch chính của hành lang kinh tế
Đông - Tây nối với Lào - Thái Lan - Mianmar qua cửa khẩu quốc tế Lao Bảo đến
các cảng biển Miền Trung như: Cửa Việt, Chân Mây, Đà Nẵng... Đây là điều kiện
rất thuận lợi để Quảng Trị mở rộng hợp tác kinh tế trong khu vực, giao thương hàng
hóa, vận tải quốc tế….
1.8. Nguồn nhân lực
Do nhà máy đặt ở vùng gần trung tâm thành phố, gần các trường đại học lớn
như Kinh tế Huế, Bách Khoa Đà Nẵng… Do đó sẽ thu hút được nguồn nhân lực có
chất lượng cao từ các trường này.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Quan trọng hơn là việc sử dụng nguồn nhân công ở địa phương khá dồi dào,
nhằm tạo điều kiện công ăn việc làm cho người dân trong vùng.
1.9. Thị trường tiêu thụ
Nhà máy đưa sản phẩm tiêu thụ ở khắp nơi trên toàn quốc và đặc biệt là khu
vực Miền Trung, Tây Nguyên. Đặc biệt thị trường Đà Nẵng, Huế, Quảng Bình và
Quảng Trị đang là một thị trường rất tiềm năng để tiêu thụ sản phẩm.
Và phấn đấu chiếm lĩnh thị trường Đông Nam 䄃Ā và có cơ hội vươn ra tầm thế giới. Kết luận:
Với những đặc điểm, điều kiện phân tích ở trên cho ta thấy việc xây dựng
nhà máy bánh kẹo ở khu công nghiệp Nam Đông Hà là hoàn toàn khả thi. Qua đó
tạo công ăn việc làm cho nhân dân, giải quyết vấn đề dư thừa lao động, nâng cao
đời sống nhân dân, góp phần thúc đẩy phát triển kinh tế khu vực miền Trung nói
riêng và cả nước nói chung.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ CHƯƠNG 2 TỔNG QUAN
2.1. Cơ sở lý thuyết của quá trình sản xuất kẹo và phân loại kẹo [5]
Kẹo là loại thực phẩm được sản xuất chủ yếu từ đường và các chế phẩm của
đường nên mang nhiều đặc điểm đặc trưng của đường. Tùy vào công nghệ chế biến
khác nhau mà người ta thu được các sản phẩm kẹo khác nhau. Kẹo gồm nhiều loại: 2.1.1 Kẹo cứng : - Hàm ẩm : ≤3% .
- Cấu trúc : Cứng, giòn, trong suốt.
- Nguyên liệu chính : Đường sacaroza
- Nguyên liệu phụ : Đường khử, mật tinh bột, axit xitric…
- Nguyên lý sản xuất : Phá vỡ trạng thái tinh thể của đường sacaroza, kết tinh
trở lại dưới trạng thái vô định hình. - Các sản phẩm :
+ Kẹo cứng hoa quả: cam, dứa, táo, nho… (không nhân, có nhân)
+ Kẹo cứng tinh dầu: bạc hà, hoa hồng, hoa quế…
+ Kẹo cứng bơ: bơ sữa, bơ dừa, bơ cacao…
+ Kẹo thuốc: kẹo kháng sinh (penicilin, biomixin..).
+ Kẹo dinh dưỡng (sinh tố A, B, C…). 2.1.2 Kẹo mềm : - Hàm ẩm : 5 - 20%
- Cấu trúc : Mềm hoặc mềm xốp, béo, đục hoặc trong.
- Nguyên liệu chính : Đường sacaroza, chất tạo đông.
- Nguyên liệu phụ : Đường khử, mật tinh bột, axit xitric, chất béo, sữa …
- Nguyên lý sản xuất : Tạo khối keo sau đó đánh trộn khối keo đông tụ với
sirô đường để hình thành khối keo ngậm đường, nước tạo có cấu trúc mềm và bền vững. - Các sản phẩm :
+ Kẹo mềm tinh bột: quýt, nho, vải…
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
+ Kẹo mềm pectin: quýt, chanh, dâu…
+ Kẹo mềm aga: cam, chanh, dứa, sữa…
+ Kẹo mềm albumin: quýt, dứa…
+ Kẹo mè xửng: chuối, nho…
+ Kẹo sôcôla: thuần nhất, có nhân ( hạnh nhân, mứt quả…) 2.1.3 Kẹo dẻo : - Hàm ẩm : 4 - 5%.
- Cấu trúc : Mềm dẻo hoặc đàn hồi
- Nguyên liệu chính : Đường sacaroza, chất tạo đông.
- Nguyên liệu phụ : Đường khử, mật tinh bột, axit xitric, chất béo, sữa …
- Nguyên lý sản xuất : Tạo khối keo có độ đàn hồi cao nhờ sử dụng các chất có
năng lực tạo keo đông cao. - Các sản phẩm :
Kẹo cao su: bạc hà, chanh, cam thảo…
2.2. Tổng quan về nguyên liệu dùng trong sản xuất kẹo
Nguyên liệu làm kẹo c甃̀ng rất đa dạng, ngoài nguyên liệu chính là đường,
nha (mật tinh bột), nước thì còn có các nguyên liệu phụ như sữa, bơ, chất béo, trứng, quả cây...
Với nhiệm vụ được giao em chọn hai mặt hàng c甃̀ng rất được ưa chuộng hiện
nay là kẹo que (lollipop candy) và kẹo dẻo Jelly. Do đó, em xin trình bày sơ lược về
nguyên liệu cho hai mặt hàng này như sau:
- Các chất tạo ngọt: đường kính ( sacaroza ), mật tinh bột. .
- Chất kết dính: gelatin, pectin, albumin...
- Các chất tạo mùi, vị, chất béo, axit hữu cơ...có hàm lượng thấp nhưng đóng vai trò
rất quan trọng, quyết định tính chất cảm quan của sản phẩm.
2.2.1. Các chất tạo ngọt
1) Đường kính (sacaroza)[4]:
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Đường kính được sản xuất từ củ cải đường và mía đường, sacaroza là
tinh thể không màu có nhiệt độ nóng chảy 165- 180oC, tan nhiều trong nước, độ hòa tan tăng theo nhiệt độ.
- Công thức phân tử: C12H22O11
- Ngoại hình: tinh thể màu trắng, tan tốt trong nước.
- Mùi vị: vị ngọt, gần như không mùi.
- Tác dụng: tạo vị ngọt, tạo màu sắc cho bánh kẹo, là chất dinh dưỡng. - Tính chất:
+ Trong hỗn hợp các dạng đường khác, thì độ hòa tan của sacaroza giảm,
nhưng sacaroza cho ta dung dịch có hàm lượng đường chung cao. Sự tăng hàm
lượng chất khô trong dung dịch mật đường bão hòa c甃̀ng như trong dung dịch
đường – đường chuyển hóa bão hòa làm cho sirô kẹo và khối kẹo không bị kết tinh.
+ Nếu kéo dài thời gian đun hoặc đem đun ở nhiệt độ cao, đường sẽ mất nước,
rồi bị phân huỷ và biến thành caramen.
+ Ở 1800C đường sacaroza bị phân huỷ tạo thành caramen.
+ Ở 1850C – 1900C tạo thành izo sacarozan ( C12H20O10).
+ Khi nhiệt độ cao hơn mất 10% nước thì tạo ra caramenlan ( C12H20O9) hoặc (C12H20O10) có màu vàng.
+ Nếu mất 14% nước thì tạo ra caramenlen (C36H48O24O).
+ Nếu mất 25% nước thì tạo ra caramenlin có màu nâu đen.
+ Các sản phẩm caramen hoá đều có vị đắng và màu rất bền. Để hạn chế các
phản ứng này ta cần chú ý giảm thời gian nấu và nhiệt độ nấu. Trong sản xuất kẹo
để tránh phản ứng này người ta dùng nồi nấu chân không.
+ Trong môi trường axit, t0 > 700C, đường sacaroza bị thủy phân tạo ra đường
khử: Sacaroza → glucoza + fructoza.
2) Mật tinh bột [5]:
Là sản phẩm do thủy phân tinh bột chưa triệt để bằng axit hay enzim. Là một
trong những nguyên liệu dùng trong sản xuất kẹo. Khi thủy phân mật tinh bột ta thu
được các hydratcacbon có phân tử lượng khác nhau nhưng thành phần chính của
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
mật tinh bột là dextrin, mantoza, glucoza. Trong sản xuất kẹo dùng mật tinh bột có
hàm lượng chất khô 78 ÷ 80 %.
Tỉ lệ glucoza, mantoza, dextrin trong mật tinh bột là 1:1:3. Nếu dùng mật
tinh bột có hàm lượng glucoza thấp sản phẩm dễ hút ẩm của môi trường xung quanh
(kẹo cứng), ngược lại thì sản phẩm làm ra nhanh khô (kẹo dẻo, kẹo xốp) khi bảo quản.
Trong kĩ thuật sản xuất kẹo thì mật tinh bột có vai trò chống hồi đường. Chỉ
số quan trọng của mật tinh bột là chỉ số axit. Khả năng chuyển hóa được saccaroza
trong quá trình sản xuất phụ thuộc vào độ axit của mật tinh bột, muối và các chất
phi đường có trong mật tinh bột.
3) Các chất tạo gel a. Gelatin [4]:
- Gelatin được thu nhận khi thủy phân da, xương động vật. Gelatin đóng vai trò
quan trọng trong công nghệ sản xuất kẹo.
- Ở 35 - 400C, gelatin tồn tại trong dung dịch dưới dạng vô số những sợi ngắn. Khi
làm nguội dung dịch sẽ đông đặc lại. Lượng gelatin cần cho sự đông đặc phụ thuộc
vào chất lượng gelatin, pH, tính chất khối gel muốn tạo thành...
- Một điều khác biệt quan trọng của gelatin so với các loại gel protein khác là nó có
tính chất thuận nghịch về nhiệt độ. Khi đưa khối gel lên nhiệt độ 35 - 400C, gelatin
lại tan ra. Tính chất đó khiến cho kẹo có thể tan ra khi ngậm trong miệng. b. Pectin [4]:
- Pectin được sản xuất trong công nghiệp từ vỏ các loại quả thuộc họ cam quýt và từ bã táo.
- Pectin dễ nở, hòa tan trong nước ấm và nước nóng tạo ra một dung dịch có độ
nhớt cao. Khi nấu trong dung dịch đường có thêm một axit thì pectin tạo keo bền.
Do khả năng tạo gel tốt nên pectin c甃̀ng được ứng dụng nhiều trong quy trình sản xuất kẹo.
- Điều kiện tiêu chuẩn để tạo gel tốt bền với pectin là hàm lượng sacaroza 58-78% và pH=2,8-3,5.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4) Phẩm màu, axit thực phẩm và chất b攃Āo:
- Phẩm màu thực phẩm tự nhiên và phẩm màu thực phẩm tổng hợp. Trong sản xuất
kẹo việc tạo màu phần lớn theo phương pháp nhân tạo, tức là nhuộm màu. Do đó
khi chọn màu, trước hết phải đảm bảo chất màu không độc hại cho cơ thể, nằm
trong danh mục phụ gia cho phép, sau đó mới chú ý tới màu sắc, độ bền màu.
- Axit thực phẩm: Dùng axit thực phẩm trong sản xuất bánh kẹo để có vị ngon của
quả cây đặc trưng và có khả năng chống hồi đường. Các axit thường dùng là: axit
citric có nhiều trong cam, chanh, quýt. Đây là axit sử dụng rộng rãi trong công
nghiệp sản xuất kẹo. Axit xitric ở dạng tinh thể, dễ tan trong nước hoặc cồn. Axit
xitric phải được bảo quản trong thùng gỗ, để nơi khô ráo tránh vón cục biến màu.
- Chất béo: Dầu cao lấy từ quả cacao, dầu dừa lấy từ cùi dừa, dầu hướng dương và
dầu bông. Bơ là sản phẩm thu được từ váng sữa bằng phương pháp li tâm.
Macgarin: là dạng chất béo thực phẩm được chế biến từ dầu thực vật hoặc mỡ động
vật đã hydro hóa hay dạng tự nhiên.
- Bột cacao: là phần nhân đặc của hạt cacao được nghiền mịn. Bột cacao là loại
cacao đặc gần như nguyên chất mà không có bơ cacao. Bột cacao có màu nhạt, có
tính axit và mùi sô-cô-la rất mạnh. Người ta hay dùng bột cacao để làm socola
nhưng trong sản xuất kẹo nó c甃̀ng có thể được dùng như một hương liệu để tạo
hương vị socola cho sản phẩm.
2.3. Giới thiệu sơ lược về kẹo cư뀁ng socola dạng que và kẹo d攃ऀ o Jelly:
2.3.1. Sơ lược về qui trình sản xuất kẹo cứng socola dạng que :
- Nguyên liệu đường, nước, mật được chuẩn bị và đem đi kiểm tra, sau đó tiến hành
phối trộn và hòa tan rồi lọc loại bỏ tạp chất. Hỗn hợp sirô thu được đem đi gia nhiệt
để cho quá trình nấu kẹo thuận tiện hơn, nấu đến nồng độ chất khô cần thiết, xả sirô
và phối trộn với các hương liệu và bột cacao tùy theo thực đơn. Tiếp theo người ta
sẽ rót khuôn để thuận tiện cho công đoạn cắm que. Cuối cùng sẽ đưa đi làm nguội,
bao gói và hoàn thiện sản phẩm.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
2.3.2. Giới thiệu qui trình sản xuất kẹo dẻo Jelly
- Nguyên từ đường, mật tinh bột, chất tạo đông (pectin) và chất tạo dẻo (gelatin) sau
khi được chuẩn bị đem hòa tan. Dịch sirô thu được đem đi nấu đến nồng độ cần thiết, sau
đó làm nguội sơ bộ và đem đi phối trộn với chất kết dính, hương liệu, màu, acid theo
thực đơn để cho ra sản phẩm mong muốn. Tiếp theo đưa hỗn hợp sirô vào máy rót khuôn
để tạo hình cho kẹo, kết hợp làm nguội sơ bộ và tách khuôn. Cuối cùng đưa đi làm lạnh,
ổn định.Nó là dạng phi tinh thể, có vị ngọt nhẹ, có tính dẻo và dai, có nhiều hình
dạng và màu sắc khác nhau và có hương vị của nhiều loại trái cây. Kẹo này sau khi
tạo hình có phủ bên ngoài một lớp đường.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 3 CHỌN VÀ THUYẾT MINH DÂY CHUYỀN CÔNG NGHỆ
3.1. Chọn dây chuyền sản xuất
Trong công nghệ sản xuất kẹo có ba dạng kẹo chính là kẹo mềm, kẹo dẻo và
kẹo cứng. Kẹo cứng được làm từ rất lâu đời và là một trong những loại kẹo
được sản xuất đầu tiên, c甃̀ng là loại kẹo được sử dụng phổ biến từ xưa đến nay.
Kẹo cứng có quy trình công nghệ đơn giản hơn so với các loại kẹo khác, sử dụng ít
nguyên liệu phụ hơn trong quá trình sản xuất. Tính chất đăc trưng của kẹo cứng là
cứng, giòn và trong suốt, kẹo cứng có hai loại là loại kẹo cứng có nhân và kẹo cứng không có nhân.
Có rất nhiều loại sản phẩm kẹo cứng, trong đó sản phẩm kẹo cứng que là một
sản phẩm thịnh hành không chỉ trong nước mà còn trên thế giới. Kẹo que được phát
triển từ loại kẹo cứng không nhân truyền thống. Là loại kẹo rất được giới trẻ ưa chuộng.
Trong dây chuyền sản xuất kẹo cứng hiện đại ngày nay thì sử dụng phương
pháp nấu kẹo chân không. Phương pháp nấu kẹo này có nhiều ưu điểm, khi nấu kẹo
trong môi trường chân không thì nhiệt độ sôi của dung dịch đường thấp, quá trình
sản xuất ổn định, tiết kiệm nhiệt năng, sản phẩm có chất lượng tốt về thành phần
hóa học, lý học và chỉ tiêu cảm quan, sản xuất an toàn và vệ sinh… Chính những
đặc điểm như trên em quyết định chọn sản phẩm kẹo que làm sản phẩm chính của nhà máy.
Ngoài dây chuyền kẹo que thì nhà máy còn lắp đặt dây chuyền sản xuất
kẹo dẻo jelly là sản phẩm kẹo phụ. Do các thiết bị dùng sản xuất kẹo này đơn giản
và có nhiều thiết bị giống với dây chuyền sản xuất kẹo cứng hay nói chính xác là
vốn đầu tư ban đầu thấp, và lí do quan trọng hơn là kẹo dẻo jelly là món ăn ưa thích
của tất cả các lứa tuổi, là sản phẩm đem lại lợi nhuận cao.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
3.2. Thuyết minh dây chuyền sản xuất
3.2.1. Dây chuyền sản xuất kẹo que 3.2.1.1. Sơ đồ
- Kẹo que là kẹo cứng được cắm thêm que nhựa vào giữa viên kẹo. Do đó, kẹo que
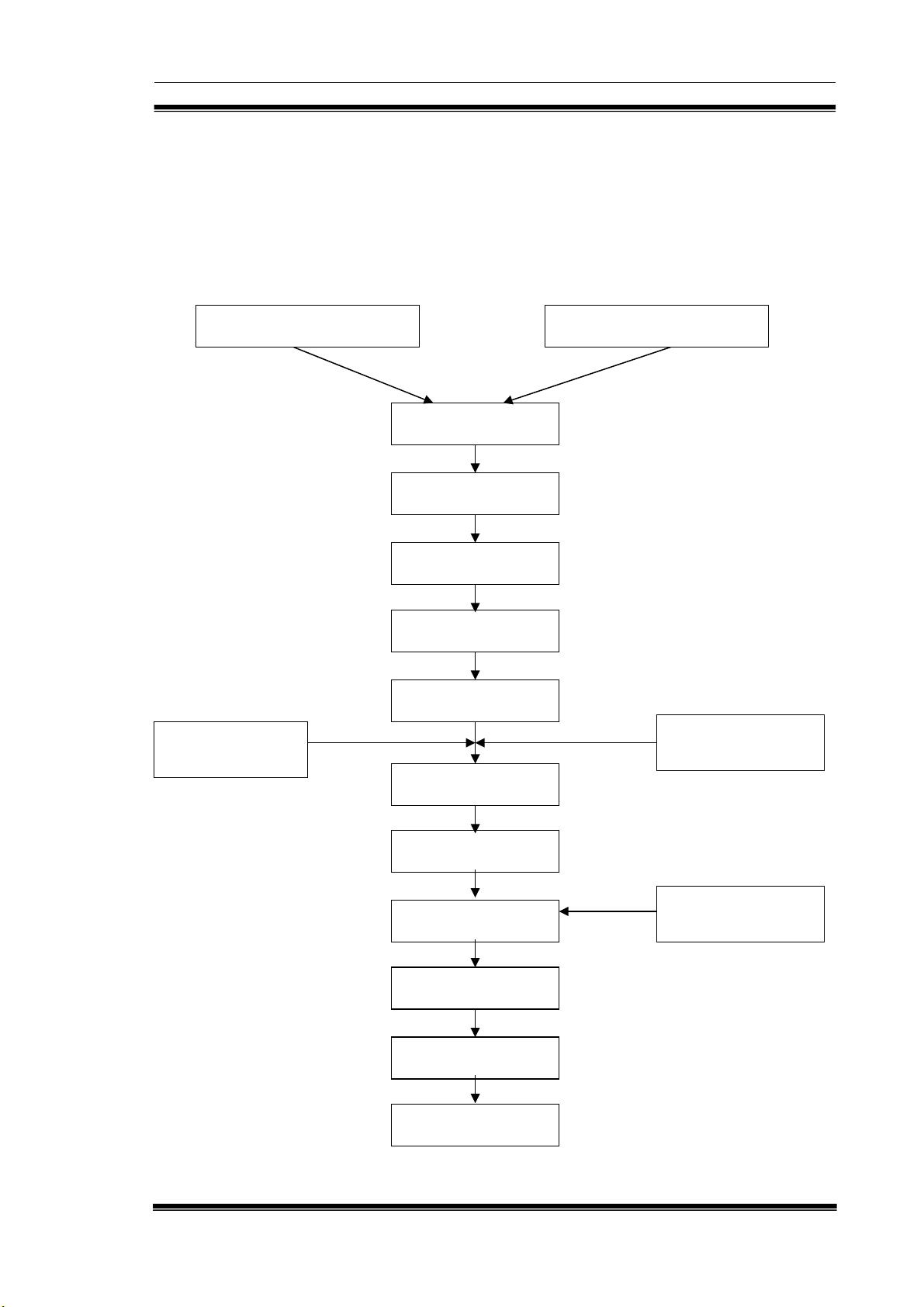
được sản xuất dựa theo dây chuyền sản xuất kẹo cứng [4]: Đường sacaroza, nước Mật tinh bột t0 =110÷1150C Nấu hòa tan Bx = 84÷86% = 5÷6 phút P = 4÷6 at hđ Lọc - Bx = 86÷88% t0 = 115÷1250C Gia nhiệt sơ bộ - 𝜏 = 8 – 12 phút Nấu kẹo - Bx = 97% P = 4÷6at hơi đốt - t0 = 140÷1450C Xã kẹo - 𝜏 = 2 – 3 phút Bột cacao, Bơ, chất màu bột hương thảo Phối trộn Rót khuôn Que nhựa Cắm que Làm nguội t0 thường Bao gói Thành phẩm 3.1.1.2 Thuyết minh
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 1) Nguyên liêụ :
- Đường sacaroza: Là nguyên liệu chính trong sản xuất kẹo, có tác dụng tạo cấu trúc
và tạo mùi vị của kẹo.
- Đường được kiểm tra cảm quan trước khi đưa vào nấu kẹo, được chứa trong các
bao để ở kho. Sau đó được vít tải vận chuyển vào nồi hòa tan.
- Mật tinh bột: Đóng vai trò là chất chống hồi đường, quyết định chất lượng của
kẹo. Mật tinh bột được chứa trong các bunke và dùng bơm để vận chuyển vào nồi nấu.
- Nguyên liệu phụ: Hương liệu, màu tổng hợp, bột cacao….có tác dụng tạo tính chất
cảm quan riêng biệt cho mỗi loại sản phẩm kẹo.
- Trước khi đưa vào sử dụng, các chất phụ liệu dạng bột rắn phải được hòa tan trong
nước với lượng tối thiểu để tránh kết tinh. Tinh dầu phải được hòa tan trong etanol
nóng với tỉ lệ 1:1 trước khi đưa vào sử dụng.
2) Nấu hòa tan xiro:
- Mục đích: Hòa tan các nguyên liệu đường, mật tinh bột, nước với nhau thuận lợi cho quá trình nấu kẹo.
- Tiến hành: đường, mật tinh bột, nước sau khi định lượng xong được chuyển xuống
thiết bị hòa tan. Tại đây dưới tác động của cánh khuấy hỗn hợp được hòa tan hoàn
toàn. Khi hỗn hợp được đun đến 60 – 700C thì hỗn hợp được nấu dưới áp suất
khoảng 6 atm. Nước dùng để hòa tan khoảng 800 C. Nhiệt độ của sirô sau khi hòa
tan khoảng 110-1150 C, áp suất dư trong ống khoảng 0,8 – 1,5 atm. Thời gian của
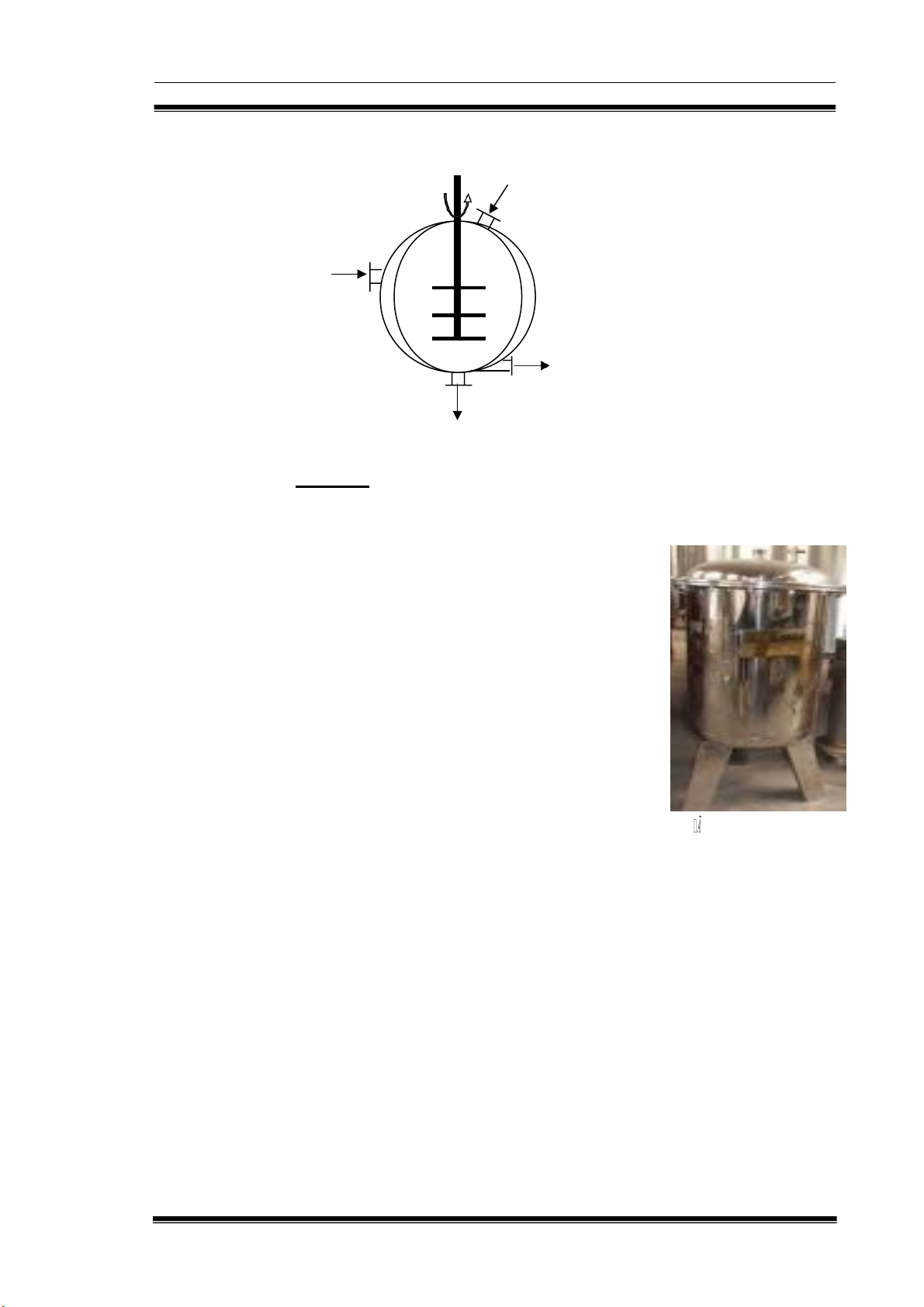
quá trình hòa tan là 5-6 phút. Dung dịch sau khi hòa tan có nồng độ chất khô 84% [4,tr 120]. - Thiết bị:
+ Sử dụng thiết bị hòa tan nồi 2 vỏ làm việc gián đoạn dùng hơi nước bão hòa.
+ Thiết bị có môtơ được gắn với cánh khuấy, tốc độ cánh khuấy trung bình 50- 60 vòng/phút.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Đường + H O + Mật tinh bột 2 Hơi đốt Nước ngưng Dịch Xiro
Hình 3.1 Sơ đồ nấu hòa tan sirô 3) Lọc:
- Mục đích: Nhằm loại bỏ các tạp chất còn sót lại trong trong hỗn hợp.
- Tiến hành: Hỗn hợp sirô sau khi hòa tan được bơm qua
thùng lọc để tiến hành lọc.
- Thiết bị : nên chọn thiết bị lọc trọng lực làm việc gián đoạn
nghĩa là nhập liệu vào liêu tục và sirô sau lọc tháo ra liên tục
nhưng bã được tháo ra chu kì. Nó có dạng thân trụ, phía trong
có tấm lưới lọc có kích thước bằng đường kính thiết bị.
Hình 3.2. Thi t bị lọc sirô[17]
4) Nấu kẹo chân không: a. Mục đích :
Tạo thành hỗn hợp dạng lỏng, đồng nhất của các chất tạo vị ngọt được sử
dụng trong quy trình sản xuất và một phần đường sẽ bị caramel hóa. Mặt khác, quá
trình cô đặc ở nhiệt độ cao sẽ tiêu diệt vi sinh vật và độ ẩm thấp sẽ hạn chế các phản
ứng thủy phân đường, tăng thời gian bảo quản sản phẩm. b. Thiết bị:
Nồi nấu cô đặc chân không liên tục là nồi nấu liên tục với hệ thống bốc hơi
chân không và sản phẩm được xuất ra theo mẻ, nồi nấu này được sử dụng nhiều
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
trong sản xuất kẹo cứng. Nồi cô đặc chân không liên tục gồm các bộ phận chính là
thiết bị gia nhiệt, buồng bốc hơi chân không và 2 nồi tháo sản phẩm.
Hình 3.3. Mô hình thi t bị cô đặc chân không liên tuc[18] Chú thích:
(1) Đường dẫn hơi đốt (2) Thiết bị gia nhiệt
(3) Đường vào của dung dịch đường (4) Ngăn tách hơi (5) Khoang tháo sản phẩm
(6) Đường dẫn nước ngưng
(7) Ngăn bốc hơi chân không (8) Ống thoát hơi (9) Bơm chân không (10) Ống thoát không khí c. Tiến hành:
Dung dịch đường và mật tinh bột sau khi lọc thì được tiếp liên tục vào ống
xoắn bởi bơm nguyên liệu, nồng độ dung dịch đường lúc này khoảng 80-85%.
Phần dưới cùng của ống xoắn được nối với bơm, phần trên cùng được nối
với ngăn tách hơi. Áp suất cao nhất của dòng hơi khoảng 10 bar và áp suất lúc vận
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
hành khoảng 8 bar. Ở giữa ống xoắn được gia nhiệt liên tục nên nên phần trên cùng
ống xoắn đầy hơi nước.
Sau khi rời ống xoắn, phần dung dịch đường cần cô đặc và phần hơi nước sẽ
được đưa vào ngăn tách hơi. Tại đây hơi nước sẽ được xả ra ngoài và đi đến thiết bị ngưng tụ.
Khối đường sẽ được tập trung tại đáy nón của thiết bị bóc hơi. Khi đạt được
một khối lượng nhất định, van 2 chiều sẽ nâng tự động để khối đường chảy xuống
ngăn chân không bên dưới ( áp suất chân không khoảng 740 mmHg ).
Trong điều kiện chân không khối đường được gia nhiệt ở nhiệt độ thấp hơn,
ẩm bốc hơi nhanh hơn làm cho thành phần chất khô của khối đường sẽ tăng lên.
Đồng thời với sự giảm nhiệt độ do bay hơi nước sẽ làm khối đường trở nên rất nhớt
và được tập trung tại bồn tháo sản phẩm.
Sau khi bồn tháo sản phẩm đạt được một khối lượng nhất định, van 2 chiều
sẽ đóng ngăn chân không và mở van thông hơi. Khi đó bồn chứa sẽ tách sản phẩm
ra khỏi ngăn chân không và quay 1800. Đồng thời bồn rỗng c甃̀ng quay 1800 vào
đúng vị trí bồn đầy sản phẩm lúc nãy để thay thế và tiếp tục cho mẻ sau. Lúc này
van 2 chiều lại mở tự động và mẻ tiếp theo lại được bắt đầu được cô đặc ở áp suất chân không.
Sản phẩm tháo ra có độ nhớt cao và độ ẩm khoảng 1-3%.
5) X愃̀ kẹo:
- Mục đích: Kẹo sau khi ra khỏi nồi nấu được xã xuống thùng chứa nhằm làm nguội
một phần và chờ bơm đi phối trộn hương liệu.
- Thực hiện: Kẹo được đưa qua thùng chứa nhờ bơm.
- Thiết bị: Thiết bị chứa kẹo có cấu tạo một thùng chứa. 6) Phối trôn:
- Mục đích: Nhằm phối trộn đều hương liệu, màu thực phẩm và các nguyên liệu phụ
khác tăng giá trị cảm quan cho sản phẩm.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Thực hiện: Khối kẹo được bơm từ thùng chứa qua thiết bị phối trộn dưới tác dụng
của cánh khuấy với tốc độ cao thì các nguyên liệu phụ được trộn đồng nhất với khối kẹo.
- Thiết bị : nên chọn thiết bị đánh trộn có cánh khuấy làm việc gián đoạn như sau.
Hình 3.4. Thi t bị đánh trôn [19]
7) Rót khuôn và cắm que:
- Mục đích: Tạo hình cho viên kẹo - Tiến hành: Rót kẹo
+ Dịch kẹo sau khi phối trộn hương liệu, màu, phụ gia được dẫn xuống
phễu rót. Khi kẹo trong phễu rót đầy 1/3 thì tiến hành rót.
+ Điều chỉnh tốc độ rót khuôn sao cho lượng kẹo trong phễu luôn ở mức 1/2.
+ Điều chỉnh khối lượng viên kẹo theo yêu cầu của từng loại kẹo, từng cấp khối lượng.
+ Điều chỉnh chế độ rót sao cho kẹo không bị lệch, có đuôi. Cắm que.
+ Que nhựa được đặt mua từ các nhà máy sản xuất que nhựa sử dụng cho
kẹo, đảm bảo yêu cầu vệ sinh an toàn thực phẩm.
+ Kẹo sau khi rót vào khuôn nằm trên băng tải được đi thiết bị cắm que tự
động để tạo sản phẩm kẹo que.
Sau khi cắm que xong kẹo được chuyển đến băng tải làm nguội của thiết bị
cùng với hệ thống quạt gió viên kẹo sẽ được làm nguội và được vận chuyển tới thiết bị bao gói.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ - Thiết bị :
Hình 3.5. Máy rót khuôn và cắm que[20] 8) Làm nguội: - Mục đích:
+ Chuẩn bị: tránh việc kẹo bị biến dạng trong quá trình bao gói.
+ Bảo quản: hạn chế hiện tượng gia tăng lượng đường nghịch đảo khi để kẹo
ở trạng thái nóng quá lâu.
+ Kẹo được giảm nhiệt độ và trở nên cứng và giòn hơn. - Thiết bị:
Băng tải làm nguội gồm: (1) Quạt thổi
(2) Ống dẫn khí làm mát (3) Băng tải dẫn kẹo
Hình 3.6. Mô hình thi t bị làm nguội sau khi tạo hình[21] - Tiến hành:
+ Sau khi kẹo được rót khuôn và cắm que thì được đưa đến băng chuyền
rộng làm nguội nhanh hơn.
+ Nhiệt độ kẹo trước khi làm nguội 60-700C và sau khi làm nguội là 400C.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 9) Bao gói: - Mục đích: + Bảo quản sản phẩm.
+ Trang trí cho viên kẹo, tạo vẻ hấp dẫn và để ghi tên thương hiệu. - Tiến hành:
+ Kẹo sau khi làm nguội được đưa vào phễu chứa của máy bao gói và gói thành từng que kẹo.
+ Sau khi bao gói thành từng que kẹo, kẹo tiếp tục được đóng bao và đóng
thùng đưa vào kho bảo quản. Quá trình đóng kẹo que vào trong hộp (như hình 3.7)
rồi đem đóng thùng được thực hiện bằng thủ công. - Thiết bị :
Hình 3.7. Máy đóng gói kẹo que[22]
- Tiêu chuẩn chất lượng kẹo que socola thành phẩm: ❖ Chỉ tiêu cảm quan:
+ Màu sắc: Có màu nâu đăc trưng của socola.
+ Mùi vị: Thơm, không có mùi vị lạ (như khét, đắng). + Trạng thái: Cứng giòn ❖ Chỉ tiêu hóa lý: + Độ ẩm: <= 3%.
+ Hàm lượng đường tổng (sacaroza): 65 – 75%.
+ Hàm lượng đường khử (glucoza): 22 - 27%.
+ Hàm lượng tro không tan trong HCl 10%: <= 0,1%.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
3.2.2. Dây chuyền công nghệ sản xuất kẹo d攃ऀ o Jelly: 3.2.2.1. Sơ đồ
Đường, nước, mật tinh bột, pectin Nước Gelatin 800C Lọc Hòa tan Tỉ lệ (2 : 1) T0 = 110 - 1200C Cô đăc ̣ chân không kết thúc P = 4 -6 kg/cm2 Chuẩn bị gelatin Hương liêu, màu, axit xitric Phối trôṇ Rót khuôn To = 80-85oC 퐃ऀ n định T0 = 20-25 0C t = 18- 24h Tách khuôn, tạo hình To = 20-25oC Áo đường Đường Đóng gói Kẹo dẻo Jelly
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
3.2.2.2. Thuyết minh dây chuyền công nghệ 1) Nguyên liêụ :
- Nguyên liệu chính: đường sacaroza, nước, mật tinh bột.
+ Đường sacaroza: có tác dụng tạo cấu trúc và tạo mùi vị cho kẹo.
+ Mật tinh bột:là sản phẩm thủy phân tinh bột bằng enzyme. Nó có vai trò
chống hồi đường, đảm bảo độ ngọt, dòn và không dính răng của kẹo.
- Nguyên liệu phụ: pectin, gelatin, hương liệu, màu, axit xitric... 2) Nấu hòa tan:
- Mục đích: Hòa tan các nguyên liệu vào nước, tạo hỗn hợp đồng nhất - Thực hiện:
+ Trộn pectin và đường ở trạng thái khô, cho nước vào hòa tan hỗn hợp trên
ở nhiệt độ 70 - 750C, khuấy trộn để pectin khỏi bị vón cục. Khi pectin tan hết thì
cho phần đường còn lại vào để tiếp tục hòa tan hoàn toàn đường.
+ Thông thường thời gian hòa tan từ 8 - 10 phút. Nếu kéo dài thời gian hòa
tan đường, lượng nước bốc hơi nhiều, dung dịch ở trạng thái quá bão hòa có khả
năng kết tinh trở lại làm cho quá trình nấu sau này sẽ bị hồi đường.
+ Dung dịch đường sau khi hòa tan hoàn tàn thì cho nha vào.
- Thiết bị hòa tan: là nồi 2 vỏ ở giữa 2 lớp là lớp bảo ôn có tác dụng giữ nhiệt, hơi
bão hòa được cấp vào giữa 2 lớp này. Phía trên nồi có môtơ được gắn với cánh
khuấy, tốc độ cánh khuấy trung bình 50-60 vòng/phút.
Hình 3.8. Thi t bị hòa tan [23] 3) Lọc:
- Mục đích, tiến hành và thiết bị giống như quy trình sản xuất kẹo que.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4) Cô đăc chân không:
- Mục đích: Làm bay hơi nước và đưa khối kẹo về nồng đô ̣ theo yêu cầu (Bx = 92- 94%) - Tiến hành: + t0 = 140÷1450C. + P hơi đốt = 4÷ 6at. + 𝜏 = 2 – 3 phút.
- Thiết bị gồm 3phần chính: + Nồi gia nhiêṭ. + Nồi siêu mỏng. + Tủ điều khiển . Hình 3.9
Thi t bị cô đặc chân không [24] ◆ Nồi gia nhiêṭ
➢ Cấu tạo: thiết bị là một vỏ kim loại được cách nhiệt, bên trong có hệ thống
ống xoắn ruột gà dài từ 10 đến 15 mét.
➢ Nguyên tắc hoạt động:
Sirô đường được bơm từ thùng chứa qua thùng gia nhiệt. Tại đây sirô chuyển
động trong ống ruột gà, hơi đi ngoài ống. Sau quá trình gia nhiệt sirô đạt 118-1200C. ◆ Nồi siêu mỏng
➢ Nguyên tắc hoạt động:
Sau khi sirô qua thiết bị gia nhiệt đạt tới nhiệt độ 118-120oC tự chảy qua thiếu bị
nấu chân không siêu mỏng, do bơm chân không của thiết bị nấu. Sirô chảy từ trên
xuống qua hai đường ống, gặp lồng dạng cánh xếp bị đánh văng sang thành ống và
trao đổi nhiệt với hơi nóng ( 140-1450C ) qua thành thiết bị, tạo thành màng rất
mỏng tại đây diễn ra quá trình tách ẩm. Thời gian sirô đi trong thiết bị rất ngắn, khoảng 3–5 giây. 5) Chuan bị gelatin:
- Ngâm gelatin vào nước với tỉ lệ thích hợp, gelatin trương nở, gia nhiệt đến 800C
để gelatin tan hoàn toàn.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Gelatin có tác dụng chống hồi đường và giữ cho kẹo có độ mềm ổn định.
- Gelatin trong nước lạnh thì nó trương nở, nó nhạy cảm với nhiệt, vì vậy mà dùng nước 80oC.
- Thiết bị gia nhiệt gelatin có dạng thân hình trụ và kiểu nồi 2 vỏ làm việc gián đoạn. 6) Phối trôn:
- Mục đích: phối trộn dung dịch đường với gelatin để hình thành cấu trúc dẻo cho
sản phẩm và phối trộn màu, axit, hương liệu nhằm tạo khối kẹo đạt tiêu chuẩn về
hương vị, màu sắc, cảm quan... - Tiến hành:
+ Trộn gelatin đã hòa tan vào dung dịch đường đã chuẩn bị.
+ Tiếp theo bổ sung axit, chất mùi, màu cho sản phẩm khuấy trộn nhẹ để các
phụ gia trộn đều nhưng đảm bảo không được tạo bọt khí.
- Thiết bị: chọn thiết bị đánh trộn làm việc liên tục như hình 5.11(trang61). 7) Rót khuôn:
- Mục đích: Tạo hình cho sản phẩm.
- Tiến hành: Khối kẹo sau khi phối trộn tiến hành rót khuôn. Khuôn sử dụng ở đây
là khuôn nhôm có nhiều hình dạng khác nhau.
Hình 3.10 Hệ thống rót khuôn [25]. 8) Ổn định: - Mục đích:
+ Nhằm có thời gian để chất tạo đông, đông tụ.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
+ Hạ nhiệt, định hình viên kẹo, tạo điều kiện thuận lợi cho các quá trình sau này. - Tiến hành:
+ Làm mát, ổn định kẹo ở tủ làm lạnh trong khoảng nhiệt độ 20 - 250C.
+ Kẹo sau khi qua khỏi tủ được làm khô cứng hoàn toàn để ổn định và định
hình viên kẹo. Sau đó rơi xuống khay chứa và được băng tải đưa qua công đoạn áo đường. 9) Tách khuôn:
- Tách khuôn lấy được các viên kẹo
10) 䄃Āo đường:
- Mục đích: bao cho kẹo một lớp mỏng đường không thấm nước bảo vệ kẹo tránh
tác dụng của độ ẩm xung quanh, đồng thời tăng vẻ đẹp cho kẹo và chống dính.
- Kẹo sau khi tách khuôn tiến hành phủ trên bề mặt viên kẹo lớp đường.
- Thiết bị : được làm bằng inox, thân máy làm bằng thép thường có cấu tạo như hình 5.14(trang63)
Hình 3.11 Kẹo Jelly sau khi bọc đường. 11) Đóng gói: - Mục đích:
+ Bảo quản: tránh kẹo khỏi hút ẩm, nhiễm vi sinh vật…
+ Hoàn thiện sản phẩm, tăng giá trị thẩm mỹ.
Ngoài ra, việc đóng túi kẹo còn tạo dáng mỹ quang cho túi kẹo, giúp việc tiêu thụ
dễ dàng. Đồng thời tạo đơn vị phân chia nhỏ để dễ tiêu thụ trên thị trường - Tiến hành:
+ Kẹo từ khâu áo đường sẽ theo một băng tải nhỏ chuyển qua máy gói kẹo.
+ Bao bì gói kẹo thường là vật liệu plastic được cuốn thành từng cuộn tròn và
xoay quanh các trục ở phía trên máy tạo hình.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
+ Các lớp bao bì plastic sẽ áp lên viên kẹo và đến vị trí ghép mí. Tại đây các đầu
ghép mí sẽ tiến hành dập mí làm kín viên kẹo.
+ Sau đó kẹo được cho vào bao lớn hơn và đem lưu kho chờ phân phối ra thị trường.
- Thiết bị bao gói liên tục có cấu tạo như sau: (1) Đầu kẹo vào (2) Bảng điều khiển (3) Cửa ra sản phẩm
(4) Trục quấn bao bì gói kẹo
Hình 3.12 Mô hình thiết bị bao gói kẹo [26].
- Tiêu chuẩn kẹo dẻo jelly thành phẩm: ❖ Chỉ tiêu cảm quan:
+ Màu sắc: Đồng đều, không có màu quá đậm.
+ Mùi vị: Thơm, không có mùi vị lạ (như khét, đắng).
+ Trạng thái: Dẻo dai, đồng nhất. ❖ Chỉ tiêu hóa lý: + Độ ẩm: 5%.
+ Hàm lượng đường tổng (sacaroza): 45-55%.
+ Hàm lượng đường khử (glucoza): 19-25%.
+ Hàm lượng acid (axit xitric): 0,8 – 1,3%.
+ Hàm lượng tro không tan trong HCl 10%: <= 0,1%.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 4 TÍNH CÂN BẰNG VẬT CHẤT
Năng suất của nhà máy là 4500 tấn sản phẩm/năm, trong đó: - Kẹo cứng que socola : 3000 tấn sản phẩm/năm. - Kẹo dẻo jelly: 1500 tấn sản phẩm/năm.
4.1. Lập biểu đồ sản xuất:
Nguyên liệu dùng cho nhà máy được cung cấp định kì, 2 tháng một lần.
Định kỳ theo hàng năm nhà máy sẽ nghỉ tháng 3 để tiến hành tu bổ và sữa chữa máy
móc. Mỗi ngày nhà máy làm việc 3 ca, nhà máy nghỉ các ngày lễ lớn trong năm và các ngày chủ nhật
Trên cơ sở đó tôi thành lập biểu đồ và thời gian sản xuất của nhà máy như sau:
Bảng 4.1: Biểu đồ thời gian sản xuất trong năm Tháng
01 02 03 04 05 06 07 08 09 10 11 12 Cả năm Số ngày 23 24 25 25 26 27 26 25 26 26 27 280 Số ca 69 72 75 75 78 81 78 75 78 78 81 840
Ta có năng suất của nhà máy: ❖ Kẹo cứng que socola: 3000
- Năng suất của mỗi ca: = 3,571 tấn sản phẩm/ca. 840 = 3571 kg sản phẩm/ca. ❖ Kẹo dẻo jelly: 1500
- Năng suất của mỗi ca: = 1,786 tấn sản phẩm/ca. 840 = 1786 kg sản phẩm/ca.
4.2. Tính cân bằng vật chất cho dây chuyền kẹo cư뀁ng que socola :
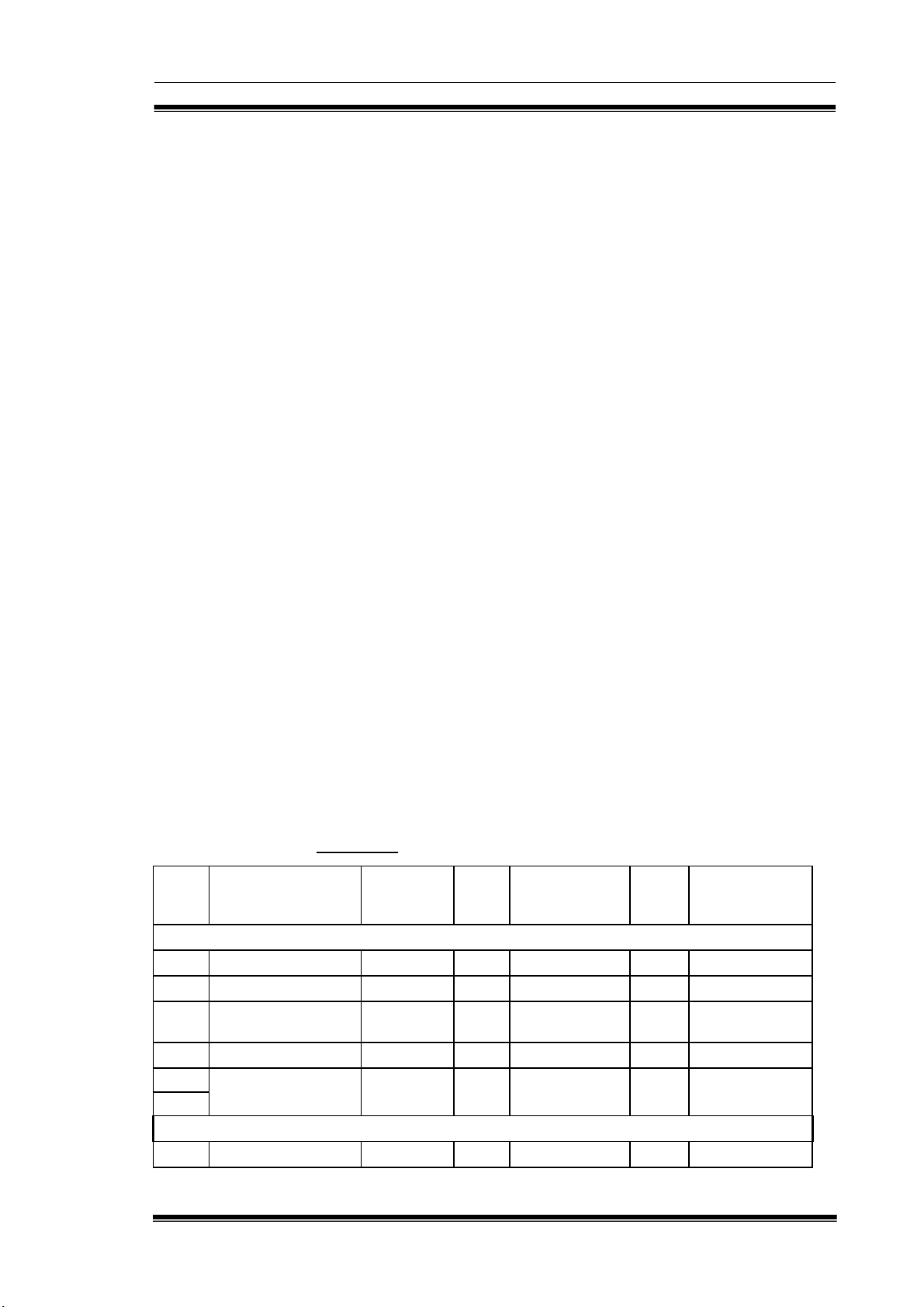
Bảng 4.2: Thực đơn của một mẻ nguyên liệu như sau
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ TT Nguyên liệu
Khối lượng (kg) Chất khô (%) 1 Đường kính 34 99.9 2 Mật tinh bột 17 80 3 Bơ 1 90 4 Bột cacao 1 88 5 Bột hương thảo 0,01 90 6 Chất màu tổng hợp 0,02 99
4.2.1. Tính cân bằng theo một mẻ của thực đơn:
4.2.1.1 Tính khối lượng nguyên liệu theo chất khô:
- Lượng chất khô trong nguyên liệu được tính theo công thức: .a m = gi i , kg. i 100 Trong đó:
mi: Khối lượng chất khô của nguyên liệu thứ i có trong thực đơn, kg
gi: Khối lượng của dạng nguyên liệu thứ i theo thực đơn, kg
ai: Hàm lượng chất khô của nguyên liệu thứ i, %
Thay số liệu vào công thức có kết quả tính toán sau
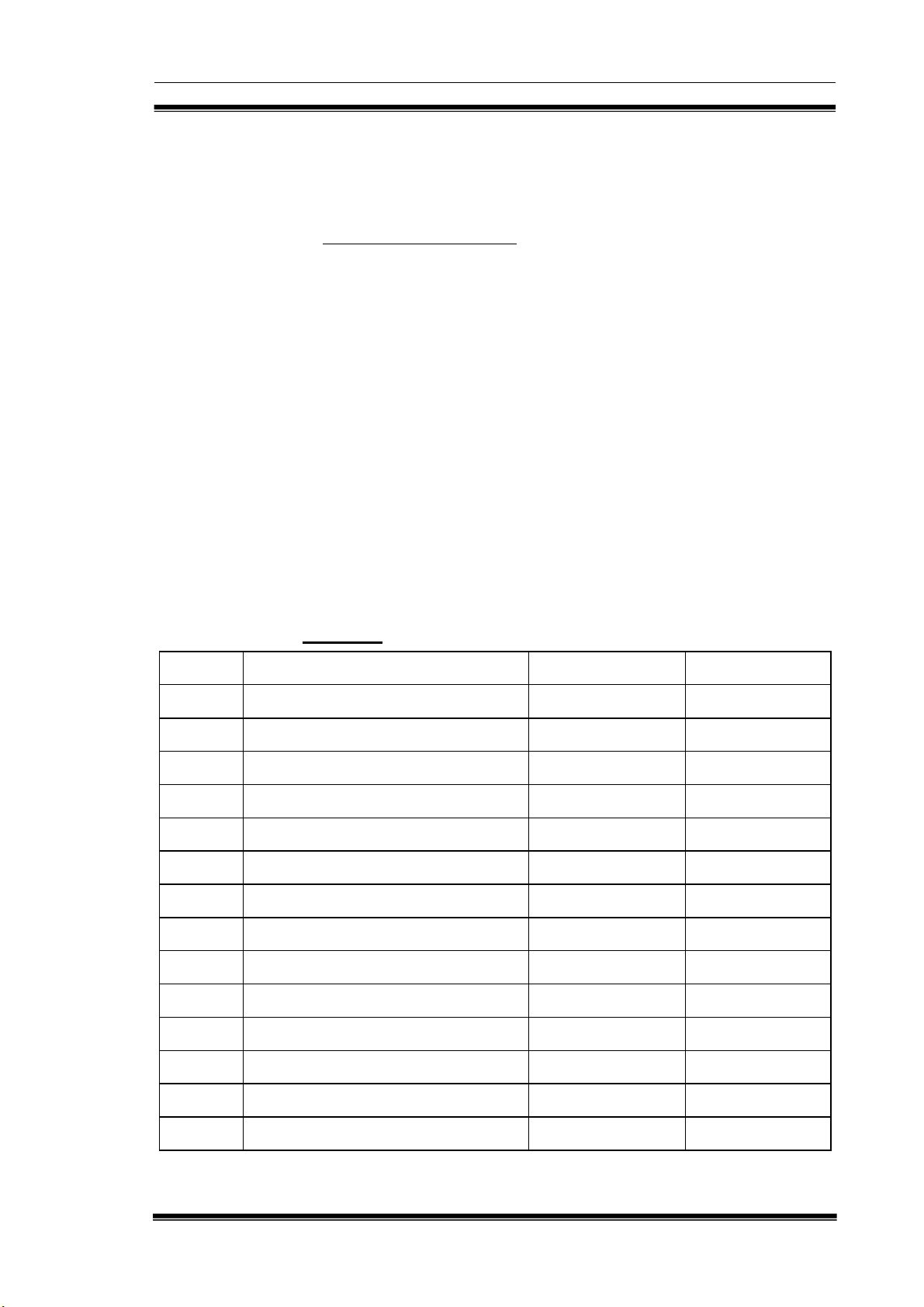
Bảng 4.3: Tính lượng nguyên liệu theo chất khô trong một mẻ . STT Nguyên liệu Hàm lượng
Khối lượng của Khối lượng chất khô
nguyên liệu thứ chất khô nguyên liệu i theo thực đơn nguyên liệu thứ I (%) (kg) thứ i (kg) 1 Đường 99,9 34 33,966 2 Mật tinh bột 80 17 13,6 3 Bơ 90 1 0,9 4 Bột cacao 88 1 0,88 5 Bột hương thảo 90 0,01 0,0009 6 Chất màu 99 0,02 0,0198
4.2.1.2. Tính lượng kẹo thành phẩm và các bán thành phẩm thu được từ một m攃ऀ
thực đơn theo chất khô kể cả tiêu hao:
- Chất khô của bán thành phẩm qua các công đoạn được xác định theo công thức: m .100 - T b ki- 1 i i = (kg). 100
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ Trong đó: bi
: Lượng chất khô thu được của công đoạn thứ i, kg
mki-1 : Lượng chất khô của bán thành phẩm của công đoạn thứ i-1, (kg).
Ti : Tỷ lệ tiêu hao của công đoạn thứ i,% (ở bảng 4.4).
- Giả sử tiêu hao của bán thành phẩm qua các công đoạn như bảng 4.4
Bảng 4.4: Tính toán chất khô qua các công đoạn theo một mẻ STT Công đoạn Tiêu hao của công đoạn thứ i (%) 1 Hòa tan 0,5 2 Lọc 1 3 Nấu 1 4 Xã siro 0,3 5 Phối trộn 0,4 6 Rót khuôn, cắm que 0,2 7 Làm nguội 0,2 8 Đóng gói 0,1 9 Thành phẩm 0
1) Công đoạn hòa siro:
- Ở công đoạn hòa siro chỉ có đường, mật tinh bột và nước nên lượng chất khô thu
được ở công đoạn này là: m0= mđường + mmật =33,966 + 13,6 = 47,566 (kg)
Vậy lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 47,566 ×100 - 0,5 b1= = 47,328(kg) 100
2) Công đoạn lọc:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 47,328×100 - 1 b2= = 46,855 (kg) 100
3) Công đoạn gia nấu:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 46,855 ×100 - 1 b3= = 46,386 (kg) 100
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4) Công đoạn x愃̀ sirô:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 46,386 ×100 - 0,3 b4= = 46,247 (kg) 100
5) Công đoạn phối trộn:
- Ở công đoạn này có bổ sung thêm bơ, bột cacao và bột hương thảo nên lượng chất
khô thu được ở công đoạn này là:
m5 = b4 + mbơ+ mbột cacao + mbột hương thảo + mchất màu tổng hợp
= 46,247 + 0,88+0,0009 +0,0198= 47,148 (kg)
Vậy lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 47,148 ×100 - 0,4 b5= = 46,959(kg) 100
6) Công đoạn rót khuôn, cắm que:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 46,959 ×100 - 0,2 b6= = 46,865 (kg) 100
7) Công đoạn làm nguội:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 46,865 ×100 - 0,2 b7= = 46,771 (kg) 100
8) Công đoạn đóng gói:
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 46,771 ×100 - 0,1 b8= = 46,724 (kg) 100
- Lượng chất khô của bán thành phẩm thu được qua các công đoạn được tổng kết như bảng 4.5
Bảng 4.5: Lượng chất khô của bán thành phẩm thu được qua các công đoạn STT Công đoạn bi, kg 1 Hòa sirô 47,328 2 Lọc 46,855 3 Nấu 46,386
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 4 Xã sirô 46,247 5 Phối trộn 46,959 6 Rót khuôn, cắm que 46,865 7 Làm nguội 46,771 8 Đóng gói 46,724
Như vậy lượng kẹo thành phẩm thu được từ một mẻ thực đơn tính theo chất
khô là: bc = b8= 46,704 (kg).
4.2.1.3 Khối lượng thành phẩm của một mẻ theo thực đơn theo độ ẩm:
- Chọn độ ẩm cuối của kẹo là 3 % thì khối lượng sản phẩm là: b .100 m = c , kg. b 100 - w b Trong đó:
mb: khối lượng thành phẩm thu được trong một mẻ của thực đơn, kg
bc: lượng chất khô thu được của thành phẩm, kg.
wb: độ ẩm của thành phẩm, %. 46,704 .100 m = = 48,148 kg. b 100 - 3
4.2.2. Tính cân bằng cho một tấn sản phẩm:
4.2.2.1. Tính lượng nguyên liệu theo độ ẩm cho một tấn sản phẩm:
1) Tính lượng nước hòa sirô:
- Độ ẩm của khối sirô là 14-16 %. Ta lấy 16% thì lượng nước cần dùng được tính theo công thức sau: m.100 Nm= - M, kg. 100 - wbn
Nm : lượng nước dùng cho dịch sirô, kg
m : khối lượng chất khô dùng cho một mẻ thực đơn, kg
wbn : độ ẩm của dịch sirô, %
M : khối lượng nguyên liệu dùng cho một mẻ thực đơn, kg
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 47,566.100 N - m= (34 +17) = 5,626 kg 100 - 16 2)
Tính lượng nguyên liệu theo độ ẩm cho một tấn sản phẩm:
Được tính theo công thức sau: 1000.g G = i (kg). i m b Trong đó:
gi : Lựợng nguyên liệu thứ i theo độ ẩm cho một mẻ thực đơn, kg.
Gi : Lượng nguyên liệu theo độ ẩm để sản xuất ra một tấn thành phẩm, kg.
mb : Khối lượng kẹo trong một mẻ thực đơn, kg.
Thay số vào công thức trên ta được kết quả theo bảng sau.
Bảng 4.6: Tính lượng nguyên liệu sản xuất ra 1 tấn sản phẩm STTT Nguyên liệu
Lượng nguyên liệu Lượng nguyên liệu thứ i theo độ ẩm theo độ ẩm để sản cho một mẻ thực xuất ra một tấn thành đơn (gi), kg phẩm (Gi), kg 1 Đường 34 706,156 2 Mật tinh bột 17 353,078 3 Bơ 1 20,769 4 Bột cacao 1 20,769 5 Bột hương thảo 0,01 0,208 6 Chất màu 0,02 0,416 GV
HD: PGS .TS. Trương Thị Minh Hạnh. SVT H: Trần Minh Hoàng 7 Nước 5,626 116,848 lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4.2.2.2. Tính lượng bán thành phẩm thu được theo chất khô qua các công đoạn
cho một tấn sản phẩm kể cả tiêu hao:
- Được xác định theo công thức: 1000.b d = i , i kg. m b Trong đó:
di : Khối lựợng bán thành phẩm theo chất khô qua công đoạn i tính cho một tấn sản phẩm, kg.
bi : Khối lượng bán thành phẩm theo chất khô qua công đoạn i tính cho một mẻ thực đơn, kg.
mb: Khối lượng kẹo thu được tính theo ẩm trong 1 mẻ thực đơn, kg.
- Kết quả tính toán được tổng hợp ở bảng sau:
Bảng 4.7: Khối lượng bán thành phẩm tính theo chất khô qua các công đoạn STT Công đoạn Lượng chất khô Lượng chất khô qua qua công đoạn i công đoạn i tính cho tính cho một mẻ một tấn sản phẩm 1 Hòa tan 47,328 982,969 Lọc 2 46,855 973,145 Nấu 3 46,386 963,405 4 Xã siro 46,247 960,518 Phối 5 trộn 46,959 975,305 6 Rót khuôn, cắm que 46,865 973,353 7 Làm nguội 46,771 971,400 Đóng 8 gói 46,724 970,424 9 Thành phẩm 46,724 970,424
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4.2.2.3. Tính theo độ ẩm của bán thành phẩm:
- Giả sử độ ẩm của kẹo ở các công đoạn sau khi nấu không thay đổi trong qua trình
gia công, thì em sẽ chọn số liệu độ ẩm của tất cả công đoạn này như bảng sau.
Bảng 4.8: Độ ẩm của bán thành phẩm qua các công đoạn STT Công đoạn Độ ẩm, wi 1 Hòa sirô 16 2 Lọc 15,5 3 Nấu 3 4 Xã sirô 3 5 Phối trộn 3 6 Rót khuôn, cắm que 3 7 Làm nguội 3 8 Đóng gói 3 9 Thành phẩm 3
- Độ ẩm của bán thành phẩm wi được chọn ở bảng 4.8. Khối lượng bán thành phẩm
được tính theo công thức: d .100 D = i , kg. i 100 - w i Trong đó:
Di: Khối lượng bán bán thành phẩm thu được theo độ ẩm qua công đoạn i
tính cho một tấn sản phẩm, (kg).
di: Khối lựợng bán thành phẩm thu được theo chất khô qua công đoạn i
tính cho một tấn sản phẩm, (kg).
Wi: Độ ẩm của bán thành phẩm qua các công đoạn, %. Theo lí thuyết, độ
ẩm của bán thành phẩm qua các công đoạn như bảng 4.8
- Vậy kết quả tính toán được tổng hợp như bảng 4.9
Bảng 4.9: Khối lượng của bán thành phẩm theo độ ẩm qua các công đoạn
để sản xuất 1 tấn sản phẩm
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ STT Công đoạn Lượng chất
Độ ẩm của Khối lượng bán khô qua công bán thành thành phẩm i tính đoạn i tính phẩmWi, theo một tấn sản theo một tấn % phẩm (Di), kg 1 Hòa tan 982,969 16 1170,201 2 Lọc 973,145 15,5 1151,651 3 Nấu 963,405 3 993,201 4 Xã siro 960,518 3 990,225 5 Phối trộn 975,305 3 1005,469 6 Rót khuôn, cắm que 973,353 3 1003,457 7 Làm nguội 971,400 3 1001,443 Đóng 8 gói 970,424 3 1000,437 9 Thành phẩm 970,424 3 1000,437
4.3. Tính cân bằng vật chất cho dây chuyền kẹo d攃ऀ o jelly:
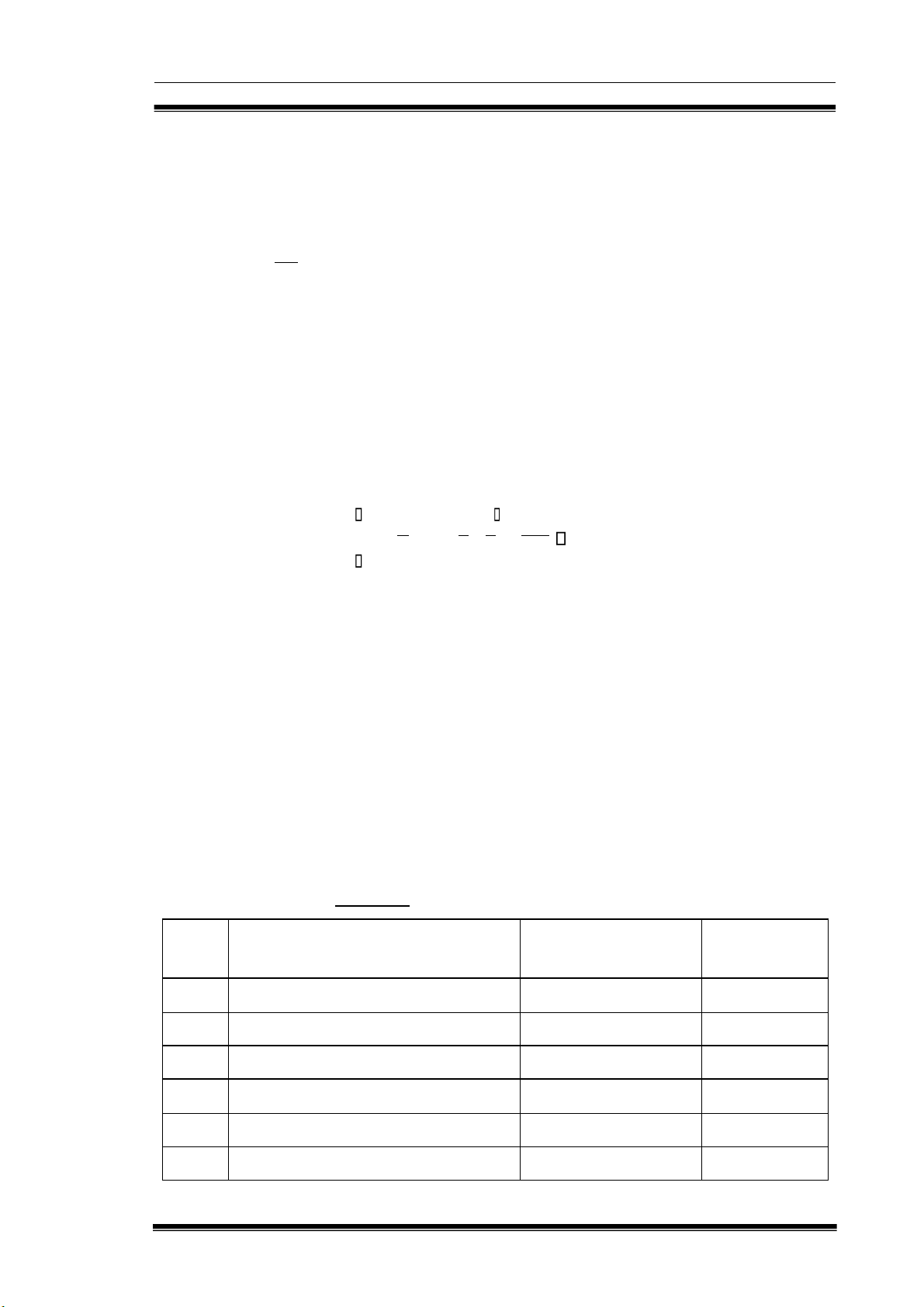
Bảng 4.10: Thực đơn của một mẻ nguyên liệu như sau Khối lượng STT Nguyên liệu Chất khô (%) (kg) 1 Đường 460 99,8 2 Mật tinh bột 650 82 3 Pectin 15 88 4 Gelatin 70 95 5 Axit xitric 4,5 86 6 Hương liệu 0,5 86 7 Màu 0,5 90 8 Nước hòa tan pectin 200 0 9 Nước hòa tan gelatin 150 0
4.3.1. Tính cân bằng theo một m攃ऀ thực đơn
4.3.1.1. Tính lượng chất khô của mỗi nguyên liệu theo thực đơn
- Lượng chất khô của mỗi nguyên liệu được tính theo công thức: ×a m = gi i , kg. i 100 Trong đó:
mi : khối lượng chất khô của nguyên liệu thứ i có trong thực đơn, kg.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
gi: khối lượng của nguyên liệu thứ i theo thực đơn, kg.
ai: hàm lượng chất khô của nguyên liệu thứ i, %.
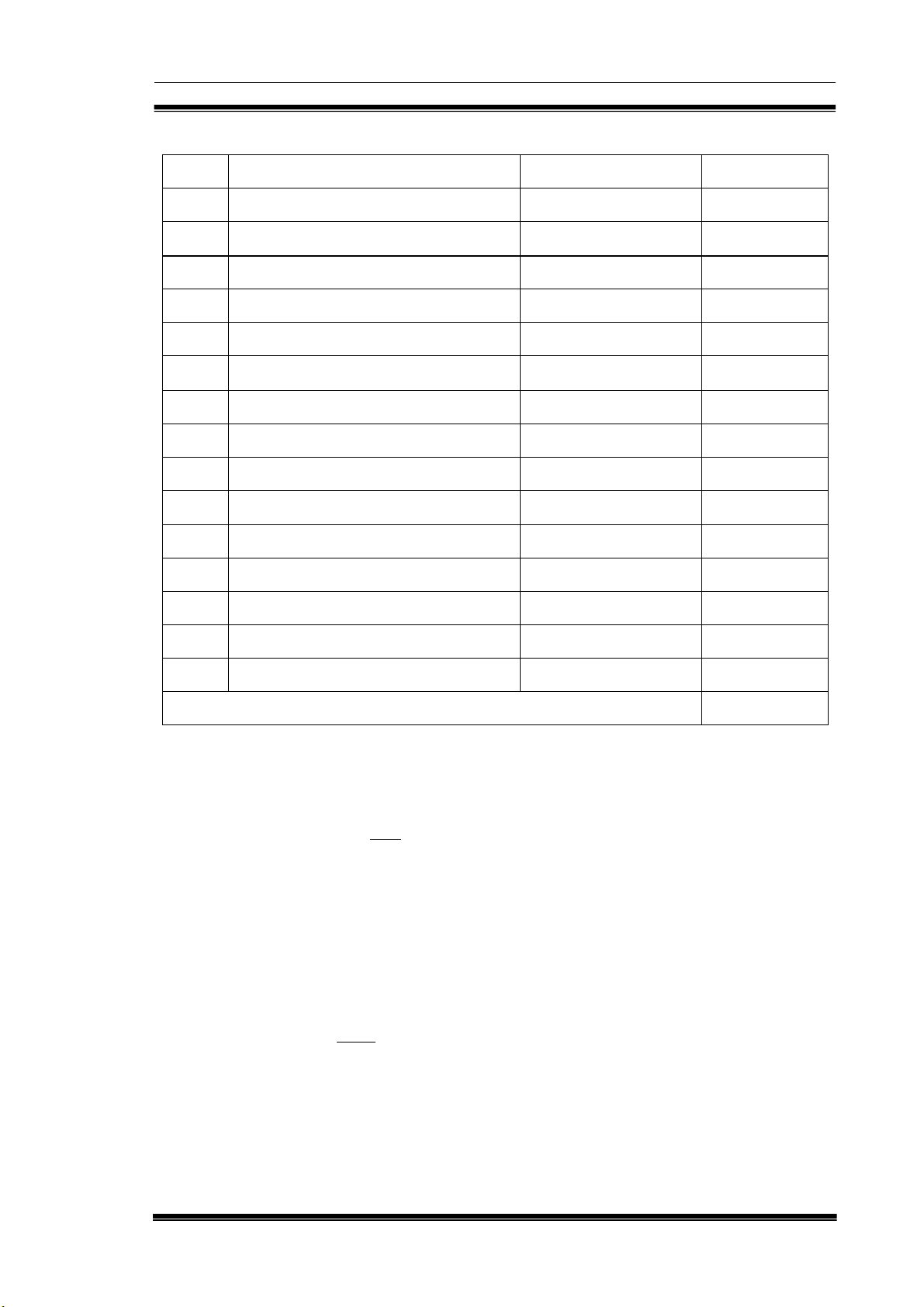
- Thay số liệu vào công thức ta có kết quả tính toán ở bảng 4.11:
Bảng 4.11: Tính lượng nguyên liệu theo chất khô trong một mẻ STT Nguyên liệu gi, kg ai, % mi, kg 1 Đường 460 99,8 459,08 2 Mạch nha 650 82 533 3 Pectin 15 88 13,2 4 Gelatin 70 95 66,5 5 Axit xitric 4,5 86 3,87 6 Hương liệu 0,5 86 0,43 7 Màu 0,5 90 0,45
4.3.1.2. Tính lượng kẹo bán thành phẩm qua các công đoạn và thành phẩm
công đoạn cuối cùng theo chất khô thu được từ 1 m攃ऀ thực đơn
- Chất khô của bán thành phẩm qua các công đoạn được xác định theo công thức: b ×100 - T b i- 1 i i = , kg. 100 Trong đó:
bi: lượng chất khô của bán thành phẩm thu được của công đoạn thứ i, kg.
bi-1: lượng chất khô của bán thành phẩm thu được của công đoạn thứ i-1, kg.
Ti: tỷ lệ tiêu hao của công đoạn thứ i, %.
- Giả sử tỉ lệ hao hụt qua các công đoạn theo bảng 4.12:
Bảng 4.12: Tỉ lệ hao hut qua từng công đoạn
Hao hụt % so với khối lượng nguyên STT Công đoạn
liệu của công đoạn trước 1 Hòa tan 0,5 2 Lọc 0,3 3 Cô đặc chân không 1 4 Phối trộn 0,3 5 Rót khuôn 0,2 6 Làm lạnh, ổn định 0,2 7 Tách khuôn, áo đường 0,1 8 Bao gói 0,1
Tính bán thành phẩm theo từng công đoạn:
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
1) Công đoạn hòa tan
- Lượng chất khô của bán thành phẩm thu được ở công đoạn hòa tan được tính theo công thức sau: b ×100 - T b 0 1 1 = , kg. 100
- Trong công đoạn hòa tan sử dụng nguyên liệu gồm: đường, mạch nha, pectin nên
ta có lượng chất khô của công đoạn này là:
b0 = mđường + mmạch nha + mpectin = 459,08+ 533 + 13,2= 1005,28 kg. 1005,28 ×100 - 0,5 Do đó: b1 = = 1000,254 kg. 100 2) Công đoạn lọc
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 1000,254 ×100 - 0,3 b = = 997,253 (kg) 2 100
3) Công đoạn cô đặc chân không
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 997,253×100 - 1 b3= = 987,28 (kg) 100
4) Công đoạn phối trộn
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này được tính theo công thức:
(b + b' ) ×100 - T b 3 3 4 4 = , kg 100
Với b'3 = mgelatin + mhương + m màu + maxit = 0,43 + 0,45 + 3,87 = 4,75 kg
(vì công đoạn phối trộn có bổ sung thêm gelatin, hương, màu và axit xitric) (987,28 + 4,75 ) ×100 - 0,3 Do đó: b4 = = 989,054 kg. 100
5) Công đoạn rót khuôn
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 989,054 ×100 - 0,2 b5= = 987,076 (kg) 100
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
6) Công đoạn làm lạnh, ổn định
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 987,076 ×100 - 0,2 b6= = 985,102 (kg) 100
7) Công đoạn tạo hình, áo đường
- Ở công đoạn này, có phủ cho thành phẩm kẹo một lớp áo đường, nhưng lượng
đường không nhiều, do đó em bỏ qua lượng này.
- Do đó, lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 985,102 ×100 - 0,1 b7= = 984,112 (kg) 100
8) Công đoạn bao gói
- Lượng chất khô của bán thành phẩm thu được ở công đoạn này là: 984,112 ×100 - 0,1 b8= = 983,132 (kg) 100
Vậy, lượng kẹo thành phẩm theo chất khô thu được từ 1 mẻ thực đơn là: b8 = 983,132kg.
Bảng 4.13: K t quả tính toán chất khô qua các công đoạn theo một mẻ Ti, kg bi, kg STT Công đoạn 1 Hòa tan 0,5 1000,254 2 Lọc 0,3 997,253 3 Cô đặc chân không 1 987,28 4 Phối trộn 0,3 989,054 5 Rót khuôn 0,2 987,076 6 Làm lạnh, ổn định 0,2 985,102 7 Tách khuôn, áo đường 0,1 984,112 8 Bao gói 0,1 983,132 9 Thành phẩm 0 983,132
4.3.1.3. Tính lượng kẹo thành phẩm theo độ ẩm thu được từ 1 m攃ऀ thực đơn
- Theo lý thuyết, độ ẩm cuối của kẹo là 5 % [1] thì lượng kẹo thành phẩm theo độ
ẩm được tính theo công thức:
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ b ×100 8 mb = , kg. 100 - wb Trong đó:
mb: lượng kẹo thành phẩm theo độ ẩm thu được từ 1 mẻ thực đơn, kg.
b10: lượng kẹo thành phẩm theo chất khô thu được từ 1 mẻ thực đơn, kg. w =
b: độ ẩm của thành phẩm, %. Độ ẩm kẹo thành phẩm là wb 5% 983,132 ×100 Do đó, mb = = 1034,876 kg. 100 - 5
4.3.2. Tính cân bằng cho một tấn sản phẩm
4.3.2.1. Tính lượng nguyên liệu theo độ ẩm cho một tấn sản phẩm
- Ta có lượng nguyên liệu theo độ ẩm cần để sản xuất cho một tấn sản phẩm được
xác định theo công thức: 1000 ×g G i = i , kg. mb Trong đó:
gi : lựợng nguyên liệu thứ i theo một mẻ thực đơn, kg.
Gi: lượng nguyên liệu thứ i theo độ ẩm để sản xuất ra một tấn sản phẩm, kg.
mb: lượng kẹo thành phẩm theo độ ẩm thu được từ 1 mẻ thực đơn, kg.
- Thay số vào công thức trên ta được kết quả ở bảng 4.14.
Bảng 4.14: Tính lượng nguyên liệu theo độ ẩm cho một tấn sản phẩm STT Nguyên liệu gi, kg Giv, kg 1 Đường kính 460 444,497 2 Mật tinh bột 650 628,095 3 Pectin 15 14,494 4 Gelatin 70 67,641 5 Axit citric 4,5 4,348 6 Hương liệu 0,5 0,483 7 Màu 0,5 0,483 8 Nước hòa sirô 144,854 139,972 9 Nước hòa tan pectin 250 241,575 10 Nước hòa tan gelatin 150 144,944
* Tính lượng nước dùng bổ sung cho công đoạn hòa sirô theo 1 mẻ thực đơn:
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Theo lý thuyết và ở phần thuyết minh qui trình công nghệ, độ ẩm của khối sirô là
18 % [1] do đó lượng nước cần dùng là: m ×100 Nm= - M, kg. 100 - w bn Trong đó:
Nm: lượng nước dùng để hòa sirô, kg
wbn: độ ẩm của dịch sirô, %
m: khối lượng nguyên liệu theo chất khô để nấu sirô trong một mẻ thực
đơn, kg. Theo bảng 4.14 ta có:
m = mđường + mmạch nha + mpectin = 495,08 + 533 + 13,2 = 1041,28 kg.
M: khối lượng nguyên liệu đường, mạch nha và pectin dùng cho một mẻ
thực đơn, kg. Theo bảng 4.11 ta có:
M = mđường + mmạch nha+ mpectin = 460 + 650 + 15 = 1125 kg.
Vậy lượng nước dùng bổ sung: 1041,28 ×100 N - m= 1125 = 144,854 100 - 18
4.3.2.2. Tính lượng bán thành phẩm theo chất khô qua các công đoạn cho 1 tấn sản phẩm
- Lượng bán thành phẩm theo chất khô qua từng công đoạn được xác định theo công 1000 ×b thức: i d = , kg i mb Trong đó:
di: lựợng bán thành phẩm theo chất khô qua công đoạn i tính cho một tấn sản phẩm, kg.
bi: lượng chất khô của bán thành phẩm thu được của công đoạn thứ i tính cho 1 mẻ thực đơn, kg.
mb: lượng kẹo thành phẩm theo độ ẩm thu được từ 1 mẻ thực đơn, kg.
- Thay số vào công thức trên ta được kết quả ở bảng 4.15
Bảng 4.15: Bảng tính toán khối lượng bán thành phẩm theo chất khô qua từng
công đoạn cho một tấn sản phẩm
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ STT Công đoạn bi, kg di, kg 1 Hòa tan 1000,254 966,545 2 Lọc 997,253 963,645 3 Cô đặc chân không 987,28 954,008 4 Phối trộn 989,054 955,722 5 Rót khuôn 987,076 953,811 6 Làm lạnh, ổn định 985,102 951,903 7 Tách khuôn, áo đường 984,112 950,947 8 Bao gói 983,132 950 9 Thành phẩm 983,132 950
4.3.2.3. Tính lượng bán thành phẩm theo độ ẩm qua các công đoạn cho 1 tấn sản phẩm
- Lượng bán thành phẩm theo độ ẩm qua từng công đoạn được xác định theo công thức: d ×100 D i , kg. i= 100 - wi Trong đó:
Di: lượng bán thành phẩm i theo độ ẩm tính theo 1 tấn sản phẩm, kg.
di: lượng chất khô qua công đoạn i tính theo 1 tấn sản phẩm, kg.
wi: độ ẩm của bán thành phẩm, %.
- Theo lý thuyết, độ ẩm của bán thành phẩm qua các công đoạn ở bảng 4.16
Bảng 4.16: Độ ẩm của bán thành phẩm qua từng công đoạn STT Công đoạn
Độ ẩm của bán thành phẩm Wi, % 1 Hòa tan 18 2 Lọc 17,8 3 Cô đặc chân không 6 4 Phối trộn 5 5 Rót khuôn 5 6 Làm lạnh, ổn định 5 7 Tách khuôn, áo đường 5 8 Bao gói 5 9 Thành phẩm 5
Thay số vào công thức trên ta được kết quả ở bảng 4.17
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Bảng 4.17: Khối lượng của bán thành theo độ ẩm phẩm cho một tấn sản phẩm STT Công đoạn di, kg Wi, % Di, kg 1 Hòa tan 966,545 18 1178,713 Lọc 2 963,645 17,8 1172,316 3 Cô đặc chân không 954,008 6 1014,902 Phối 4 trộn 955,722 5 1006,023 5 Rót khuôn 953,811 5 1004,012 6 Làm lạnh, ổn định 951,903 5 1002,003 7 Tách khuôn, áo đường 950,947 5 1000,997 8 Bao gói 950 5 1000 9 Thành phẩm 950 5 1000
4.4 Bảng tổng kết chi phí nguyên liệu và bán thành phẩm cho 1 tấn sản phẩm
- Từ kết quả tính tiêu hao nguyên liệu cho 1 tấn sản phẩm kẹo thu được, c甃̀ng như
đã tính được khối lượng bán thành phẩm qua từng công đoạn để sản xuất 1 tấn kẹo,
chúng ta có thể tính được chi phí nguyên liệu và bán thành phẩm qua từng công
đoạn trong 1 giờ, 1 ca, 1 ngày.
Bảng 4.18: Chi phí nguyên liệu cho 1 tấn sản phẩm kẹo que socola trong
1 giờ, 1 ca, 1 ngày. STT Nguyên liệu Kg/tấn Kg/h Kg/ca Kg/ngày 1 Đường 706,156 315,210 2521,683 7565,049 2 Mật tinh bột 353,078 157,605 1260,842 3782,525 3 Bơ 20,769 9,271 74,166 222,498 4 Bột cacao 20,769 9,271 74,166 222,498 5 Bột hương thảo 0,208 0,093 0,743 2,228 6 Chất màu 0,416 0,186 1,486 4,457
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 7 Nước 116,848 52,158 417,264 1251,793
Bảng 4.19: Chi phí nguyên liệu qua các công đoạn cho 1 tấn sản phẩm kẹo que
socola trong 1 giờ, 1 ca, 1 ngày. STT Công đoạn Kg/tấn Kg/h Kg/ca Kg/ngày 1 Hòa tan 1170,201 522,349 4178,788 12536,363 2 Lọc 1151,651 514,068 4112,546 12337,637 3 Nấu 993,201 443,340 3546,721 10640,162 4 Xã siro 990,225 442,012 3536,094 10608,280 5 Phối trộn 1005,469 448,625 3589,001 10767,004 6 Rót khuôn, cắm que 1003,457 447,727 3581,817 10745,450 7 Làm nguội 1001,443 446,828 3574,625 10723,874 8 Đóng gói 1000,437 446,379 3571,032 10713,096 9 Thành phẩm 1000,437 446,379 3571,032 10713,096
Bảng 4.20: Chi phí nguyên liệu cho 1 tấn sản phẩm kẹo dẻo Jelly trong
1 giờ, 1 ca, 1 ngày. STT Công đoạn Kg/tấn Kg/h Kg/ca Kg/ngày 1 Đường kính 444,497 99,234 793,872 2381,615 2 Mật tinh bột 628,095 140,222 1121,778 3365,333 3 Pectin 14,494 3,236 25,886 77,659 4 Gelatin 67,641 15,101 120,807 362,421 5 Axit citric 4,348 0,971 7,766 23,297 6 Hương liệu 0,483 0,108 0,863 2,588 7 Màu 0,483 0,108 0,863 2,588 8 Nước hòa sirô 139,972 31,249 249,990 749,970 9 Nước hòa tan pectin 241,575 53,932 431,453 1294,359 10 Nước hòa tan gelatin 144,944 32,359 258,870 776,610
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Bảng 4.21: Chi phí nguyên liệu qua các công đoạn cho 1 tấn sản phẩm kẹo dẻo
Jelly trong 1 giờ, 1 ca, 1 ngày. STT Công đoạn Kg/tấn Kg/h Kg/ca Kg/ngày 1 Hòa tan 1178,713 263,148 2105,181 6315,544 2 Lọc 1172,316 261,720 2093,756 6281,269 3 Cô đặc chân không 1014,902 226,577 1812,615 5437,845 4 Phối trộn 1006,023 224,595 1796,757 5390,271 5 Rót khuôn 1004,012 224,146 1793,165 5379,496 6 Làm lạnh, ổn định 1002,003 223,697 1789,577 5368,732 7 Tách khuôn, áo đường 1000,997 223,473 1787,78 5363,342 8 Bao gói 1000 223,25 1786 5358 9 Thành phẩm 1000 223,25 1786 5358
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 5 TÍNH VÀ CHỌN THIẾT BỊ
5.1. Dây chuyền công nghệ kẹo que socola
5.1.1 Các thiết bị chính
Các số liệu tính toán được lấy từ bảng 4.18 và 4.19 trang 46.
1) Thiết bị hòa tan sirô:
- Lượng sirô đường mật cần hoà tan trong 1 h là: 522,349 (kg/h).
- Nồng độ dung dịch sirô là 84%.
Tra bảng ta có : ρ= 1443,0 (kg/m3) [2, Bảng I-87] 522,349
- Thể tích sirô cần trong 1h: V= = 0,365 m3 =365 lít 1433
- Hê ̣số chứa đầy : n= 0,8 365
Vây thể tích thâṭ cần chứa trong 1 h là : V’ = = 429,412 lít 0,8
Ta chọn thiết bị hoà tan nồi hai vỏ làm việc gián đoạn DH-G 300 có thông số kĩ thuật như sau [4]:
+ Năng suất thiết bị: 300 lít/mẻ
+ Thời gian mỗi mẻ: 25-30 phút
+ Lượng hơi tiêu thụ: 150 kg/mẻ
+ Nhiêṭ đô ̣tối đa của vỏ : 1610C
+ Kích thước: DxH=1000x1250 mm + Trọng lượng: 550Kg
+ Công suất động cơ: 11 Kw
Hình 5.1. Thi t bị hòa tan đường DH-G 300.
Thời gian để hòa tan mỗi mẻ là 25-30 phút. Do đó, thể tích sirô mà thiết bị có 30
thể hòa tan trong 1giờ là: 300 x = 600 lít/h. 60 Vậy 429,412
số thiết bị cần chọn: n = = 0,72 600
Ta chọn 1 thiết hòa tan đường.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 2) Thiết bị lọc
- Lượng sirô cần lọc trong 1 giờ là: 514,068 (kg/h).
- Chọn thiết bị lọc gián đoạn YFSF-200 các thông số kỹ thuật sau [5]: + Năng suất : 200 kg/mẻ.
+ Thời gian mỗi mẻ : 15- 20 phút
+ Kích thước : 1000 x 2200 mm
Thời gian mỗi mẻ lọc là 15-20 phút. Do đó, thể tích sirô được lọc trong 1giờ 60 là: 200 x = 600 lít/h 20 Số 514,068 thiết bị cần chọn: n = = 0,86 600 Ta chọn 1 thiết lọc.
Hình 5.2. Thi t bị lọc sirô YFSF-200.
3) Thiết bị nấu siro caramen
- Lượng kẹo cần nấu trong 1 giờ là: 443,340 (kg/ h).
- Chọn nồi nấu chân không làm việc liên tục RX-880 có các thông số kỹ thuật như sau [6]: + Năng suất : 450 kg/h. + Lượng hơi yêu cầu : 300 kg/h + Kích thước : 1750 x 950 x 2100 mm + Tổng công suất : 1,45 kw. + Trọng lượng : 1250 kg. 443,340
Số thiết bị cần phải chọn là: n = = 0,98 450
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ Vậy chọn 1 thiết bị .
Hình 5.3 Nồi nấu chân không RX-880
4) Thùng chư뀁a để x愃̀ kẹo
- Lượng nguyên liệu cần chứa : 442,012kg/h D Ht h d
Hình 5.4 Thi t bị xã kẹo
+ Chọn thùng chứa thân hình trụ có D = 0, 7m , đáy nón có d = 0,3 m, và góc
nghiêng 𝛼 = 45 0 , hệ số chứa đầy của bunke β= 0,8.
+ Ta thiết kế thùng chứa cho 450 kg/h 450
+ Thể tích cần thiết của bunke: V= = 0,39 m 3 1443×0,8
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ D - d 0,7 - 0,3 + Chiều cao đáy: h= .tg𝛼 = .1= 0,2 m 2 2 1 𝑢 + Thể tích phần đáy: V .h.(D 2 +d 2 +Dd)= 0,04 m 3 đ = 12
+Thể tích phần trụ: V t = V- V đ = 0,39 - 0,04= 0,35 m 3 4.0,35 ⟶ 4.V Suy ra: H= t =
𝑢 .D 2 𝑢 .0,72 = 0,91(m). Ta chọn H = 1 m
Vậy tổng chiều cao của thiết bị là: 0,2 + 1 = 1,2 m
Vậy kích thước của thiết bị là: + Đường kính : 0,8m. + Chiều cao : 1,2 m .
5) Thiết bị phối trộn
- Lượng nguyên liệu cần phối trộn: 448,625 (kg/h).
- Chọn thiết bị đánh trộn gián đoạn CY-6E3 có các thông số kỹ thuật sau [19]: + Năng suất, kg/mẻ : 30-40
+ Thời gian mỗi mẻ, phút 5
+ Công suất động cơ, Kw 4 + Kích thước máy, mm : 1000 × 700 × 1500 + Trọng lượng máy, kg 720
Ta thấy thời gian trộn một mẻ là 5 phút thiết bị trộn được 40 kg kẹo.
Vậy lượng kẹo thiết bị trộn được trong một giờ là: 40 ×60 =480 (kg) 5
Số thiết bị phải chọn: 448,625 n = =0,93 480
Vậy chọn 1 thiết bị đánh trộn.
Hình 5.5 Thi t bị đánh trôn CY-6E3
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
6) Thiết bị rót khuôn và cắm que
- Lượng kẹo cần rót khuôn là: 447,727 (kg/h).
- Chọn máy rót khuôn và cắm que model GD làm việc liên tục có các thông số kĩ thuật như sau [20]:
+ Năng suất làm việc (kg/h) : 500 kg/h + Tốc đô ̣phun : 20- 30 lần/phút
+ Hơi nước sử dụng, (kg/h) 300 + Lượng điên yêu cầu : 27 kW + Kích thước, (mm) : 9000 × 2000× 2300 + Khối lượng, (kg) : 4000 kg. Số 447,727
thiết bị phải chọn: n = = 0,89 500 Vậy chọn 1 máy.
Hình 5.6 Thi t bị rót khuôn và cắm que model GD
7) Thiết bị làm nguội
- Khối lượng kẹo cần làm nguội trong một giờ là: 446,828 kg/h
- Vậy chọn băng tải làm nguội có thông số kỹ thuật như sau [27]: Loại máy :DSCT6000 Năng suất : 750 kg/h Công suất động cơ :3HP Công suất quạt :4HP Kích thước : 4570 x 950 x 1900 mm Tổng độ nặng :1560kg
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Hình 5.7 Băng tải làm nguội Số 446,828
thiết bị cần chọn là: n= =0,6. 750 Vậy chọn 1 thiết bị.
8) Thiết bị đóng gói
- Lượng kẹo đem bao gói: 446,379kg/h.
- Trọng lượng một viên kẹo là 26g. 446,379
Suy ra số viên kẹo cần bao gói trong một giờ: = 17168 viên. 26.10- 3 Số 17168
viên kẹo cần bao gói trong một phút: = 286 viên 60
- Chọn thiết bị bao gói YB-300 có thông số kĩ thuật như sau [28]:
+ Tên thiết bị: máy đóng gói kẹo tự động
+ Năng suất: 250-300viên/phút + Công suất: 1,19 kW + Trọng lượng: 1200 kg
+ Kích thước thiết bị: 2500 x 950 x 1500mm 286
- Số thiết bị cần chọn là: n= = 0,95 300
Vậy ta chọn 1 thiết bị bao gói viên kẹo
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Hình 5.8 Thi t bị bao gói kẹo YB-300
5.1.2 Thiết bị phụ
1) Tank chư뀁a mật tinh bột
- Lượng đường dùng trong 1giờ : 157,605 kg.
Vậy khối lượng mật tinh bột cần chứa trong 2 giờ : 157,605 x 2= 315,21 kg
- Khối lượng riêng của mâṭ tinh bôt (Bx = 84%) : ρ= 1443,0 D Ht h d
Hình 5.9 Tank chứa mật tinh bột
+ Chọn bunke chứa thân hình trụ có D=0,7m; đáy nón có d= 0,2m và góc
nghiêng 𝛼 = 45 0 , hệ số chứa đầy của bunke β= 0,8. 315,21
+ Thể tích cần thiết của thùng chứa: V= = 0,273m 3 1443 ×0,8 D - d 0,7 - 0,2
+ Chiều cao đáy: Chiều cao đáy: h= .tg𝛼 = .1= 0,25m 2 2
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 1 𝑢 + Thể tích phần đáy: V .h.(D 2 +d 2 +Dd)= 0,044m 3 đ = 12
+Thể tích phần trụ: V t = V - V đ = 0,273 - 0,044 = 0,229m 3 ⟶ 4.V 4.0,229 Suy ra: H= t = 𝑢 = 0,595m. .D 2 𝑢 .0,72
Vậy tổng chiều cao của thiết bị là: 0,595 + 0,25 = 0,845m. Do đó, chọn
chiều cao của thiết bị: 1m.
Vậy kích thước của thiết bị là: + Đường kính: 0,7m. + Chiều cao : 1m.
2) Bunke chư뀁a đường
Thùng chứa đường, năng suất là 2521,683kg/ca. Khối lượng riêng của đường là: 1542,9kg/m 3
Chọn thùng chứa thân hình trụ như hình vẽ có D = 1m; đáy nón có d = 0,4m;
và góc nghiêng 𝛼 = 45 0 ; hệ số chứa đầy của bunke β = 0,8. 2521,683
- Thể tích cần thiết của bunke: V = = 2,043m 3 1542,9 ×0,8 D - d 1- 0,4 × - Chiều cao đáy: h= × tg𝛼 = 1= 0,3m 2 2 1 𝑢 - Thể tích phần đáy: V
× h × (D 2 +d 2 +D ×d) = 0,24m 3 đ = 12 - Thể tích phần trụ:
V t = V- V đ = 2,043 - 0,24= 1,803m 3 4.V 4 ×1,803 Suy ra: H= t = = 2,3m 𝑢 .D 2 𝑢 ×12
Vậy tổng chiều cao của thiết bị là: 2,3 + 0,3= 2,6m.
Chọn chiều cao của thiết bị: 2,6m.
Vậy kích thước của thiết bị là: Đường kính, mm: 1000 Chiều cao, mm: 2600
3) Các thiết bị vận chuyển nguyên liệu
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ ❖ Vít tải:
- Vít tải đường đến bunke chứa, năng suất 315,210 kg/h. Do đó, ta thiết kế vít tải với năng suất: 320(kg/h)
- Đường kính ngoài của cánh vít, chọn D = 200 mm = 0,2 m
- Bước vít: S = (0,8-1).D [2]
Chọn S = 0,9 . D = 0,9 . 0,2 = 0,18(m)
Số vòng quay của trục vít (v/p)
Năng suất vít tải tính theo công thức: Q = 47.D2.n.S. .𝜑.C (t/h) [3, trang 208] Q Suy ra : n =
47.D.2 .S. .𝜑.C
: Khối lượng riêng của đường, = 1542,9 kg/m 3 [1, trang 64].
𝜑: Hệ số chứa đầy, 𝜑 = 0,45 – 0.55. Chọn 𝜑 = 0,55 [3].
C: Hệ số chỉ độ dốc của vít tải so với mặt phẳng ngang. Suy ra : C = 0.6 [3, trang 119] 320 n = = 1,86 (vòng/phút) 47.0,2.2.0,18.1542,9.0,55.0,6
+ Tính công suất động cơ : H Q.H Q.L N + đc = .C0 367 367 l
Q: Năng suất (T/h) Q = 0,32
L: Chiều dài vật liệu vận chuyển theo phương ngang
H: Chiều cao nâng vật liệu L
C0: Hệ số trở lực, C0 = 1,2 (Bảng 5.17, tr 209 ) [3]
Ta có, chiều cao của nồi hòa sirô: H = 1,45m
Chiều dài vận chuyển của vít tải theo phương ngang là : H L = =0,837m tg(600 )
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 1,45 .0,32 0,837.0,32 Vậy N = + .1,2 = 0,0053 kw 367 367 H
Chiều dài của vít tải là : l= =1,67 m Sin(600 )
Thiết kế vít tải với kích thước : D × l (mm): 200 x 1700.
Số lượng thiết bị: 1 cái. ❖ Bơm vận chuyển :
Bảng 5.1 : Bảng tổng k t các bơm sử dung trong dây chuyền kẹo que socola Năng suất công STT
Bơm dùng trong các công đoạn Loại bơm đoạn (kg/h) 1
Bơm mật tinh bột vào thùng chứa 157,605 M-193 2 Bơm sirô sau khi hòa tan 522,349 M-193 3
Bơm dịch sirô lên nồi nấu 514,068 M-193 4
Bơm dịch sirô từ thùng chứa đi phối trộn 442,012 M-193 5
Bơm dịch sirô sau phối trộn đi rót khuôn
Chọn bơm pittông M-193[2,BảngII.43, tr451] Tên bơm : M-193. Năng suất, m 3 /h : 0,45-0,9. Áp suất đẩy, at : 4. Số vòng quay, vòng/phút : 62,5. Đường kính xylanh, mm : 55. Đường kính pittông, mm : 85. Công suất, kw : 1. Số xylanh : 1.
Đường kính ống hút và đẩy, mm : 35. Khối lượng bơm, kg : 210.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Bảng 5.2: Tổng k t các thi t bị trong dây chuyền kẹo que socola STT Tên thiết bị Số lượng Kích thước, mm. Các thiết bị chính 1 Thiết bị hòa tan 1 D×H=1000 x 1250 2 Thiết bị lọc 1 D×H=1000 x 2200 3 Thiết bị nấu 1 1750 x 950 x 2100 4 Thùng chứa để xã kẹo 1 D×H=800 x 1200 5 Thiết bị phối trộn 1 1000 × 700 × 1500 6
Thiết bị rót khuôn và cắm 1 9000 × 2000× 2300 que 7 Băng tải làm nguội 1 4750 x 950 x 1900 8 Thiết bị bao gói 1 2500 x 950 x 1500 Các thiết bị phụ 9 Tank mâṭ tinh bôṭ 1 D×H=700×1000 10 Bunke chứa đường 1 D×H=1000×2600 11 Vít tải 1 12 Bơm vận chuyển 5
5.2 Dây chuyền sản xuất kẹo dẻo jelly:
5.2.1 Tính thiết bị chính:
Các số liệu tính toán được lấy từ bảng 4.20 và 4.21 trang 47.
1) Thiết bị hòa tan
- Khối lượng nguyên liệu đưa vào hòa tan trong 1h là: 263,148 kg. Nồng độ dung dịch 82%.
Tra bảng ta có : ρ= 1429,3 (kg/m3) [2, Bảng I-87] 263,148
- Thể tích sirô cần trong 1h: V= = 0,184 m3 = 184 lít 1429,3
- Hê ̣số chứa đầy : n= 0,8 184
Vây thể tích thâṭ cần chứa trong 1 h là : V’ = = 230 lít 0,8
- Ta chọn thiết bị hoà tan hai vỏ làm việc gián đoạn DH-G150 có thông số kĩ thuật như sau [11]:
+ Năng suất thiết bị: 150 lít/mẻ + Tiêu hao hơi: 150 kg/mẻ
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
+ Nhiêṭ đô ̣tối đa của vỏ : 1610C
+ Kích thước: 800 x 1000 mm + Trọng lượng: 80Kg
+ Công suất động cơ: 11 Kw
Thời gian để hòa tan mỗi mẻ là 25-30 phút. Do đó, thể tích sirô mà thiết bị có thể 30
hòa tan trong 1giờ là: 150x = 300 lít/h. 60 Số 230 thiết bị cần chọn: n = = 0,76 300
Ta chọn 1 thiết hòa tan đường
Hình 5.10. Thi t bị hòa tan đường DH-G 150 . 2) Thiết bị lọc
- Lượng sirô cần lọc trong 1 giờ là: 261,720 kg.
- Chọn thiết bị lọc gián đoạn YFSF-200 các thông số kỹ thuật sau [5]: + Năng suất : 200 kg/mẻ.
+ Thời gian mỗi mẻ : 15- 20 phút
+ Kích thước : 1000 x 750 mm
Thời gian mỗi mẻ lọc là 15-20 phút. Do đó, thể tích sirô được lọc trong 1giờ 60 là: 200 x = 600 lít/h. 20 Số 261,720 thiết bị cần chọn: n = = 0,44 600
Ta chọn 1 thiết lọc YFSF-200.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
3) Thiết bị cô đặc chân không
- Lượng kẹo cần nấu trong 1 h là: 226,577 kg.
* Chọn thiết bị cô đặc chân không liên tục VCC 300 có thông số kĩ thuật sau [24]:
+ Năng suất của thiết bị : 300 kg/h. + Lượng hơi yêu cầu : 150 kg/h. + Kích thước: : 2400 x 2000 x 2400 mm + Tổng công suất : 16,2 Kw. + Trọng lượng : 1200 kg. Số 226,577
thiết bị cần chọn là: n= = 0,76 300 Vậy chọn 1 thiết bị.
Hình 5.10. Thi t bị cô đặc chân không VCC 300.
4) Thiết bị đánh trộn
- Lượng kẹo cần đánh trộn trong 1 h là: 224,595 kg.
Chọn thiết bị đánh trộn liên tục MIXING MACHINE SH-702 có thông số kỹ thuật sau [29]: + Năng suất : 250kg/h + Công suất : 2HPx1 + Điện nguồn : 380V/50Hz + Kích thước máy, mm : 950 x 700 x 1100 mm + Trọng lượng máy : 300kg.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 224,595
- Số thiết bị cần phải chọn là: n= = 0,898 250 Vậy chọn 1 thiết bị.
Hình 5.11. MIXING MACHINE SH-702.
5) Thiết bị rót khuôn kết hợp làm nguội sơ bộ và tách khuôn
- Khối lượng kẹo rót khuôn là 224,146kg/h.
* Chọn khuôn rót liên tục QH 300 có thông số kỹ thuật sau [25]: + Năng suất : 300 kg/h + Công suất : 27 kw + Áp lực rót khuôn : 0,5 m3/phút
+ Trọng lượng của viên kẹo
: 2-8g/viên & 0,5-1g/viên + Áp suất hơi nước : <0,6 Mp
+ Lượng nước tiêu thụ : 1500 l/h + Kích thước : 9980x1200x1600 mm + Độ nặng : 3500 kg
+ Hình dáng các loại kẹo
: hình tròn, hình elip, các loại hình dáng khác theo yêu cầu. 224,146
- Số thiết bị cần chọn là: = 0,747. 300 Vậy chọn 1 thiết bị
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Hình 5.12. Thi t bị rót khuôn QH 300 .
6) Thiết bị làm lạnh và ổn định
- Lượng kẹo đem làm nguội là 223,697kg/h
- Chọn tủ làm mát liên tục với các thông số kỹ thuật sau[30]:
+ Tên thiết bị: tủ làm mát dao động RX-670 + Năng suất: 670 kg/h
+ Thời gian làm mát: 8 - 15 phút + Nhiệt độ: 5-350C
+ Độ ẩm khu vực làm lạnh: 30-60% + Điện áp: 380,5Hz
+ Tốc độ chính của mô tơ: 1,5kw
+Kích thước thiết bị: 2500 x 1200x1000mm + Trọng lượng: 450 kg Số 223,697
thiết bị cần chọn là: n= = 0,338 670 Vậy chọn 1 thiết bị
Hình 5.13. Thi t bị làm lạnh ổn định RX-670.
7) Thiết bị áo kẹo
- Lượng kẹo cần phủ áo trong 1h là: 223,473kg.
- Chọn máy làm việc gián đoạn, với các thông số kỹ thuật sau[ 31]:
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ + Tên thiết bị: BY 1000 + Năng suất: 50-70 kg/mẻ
+ Thời gian mỗi mẻ: 10-15 phút + Công suất: 1,1 Kw + Trọng lượng: 220 kg
+ Đường kính thùng chứa: 1000 mm
+ Kích thước thiết bị: 1100 x 1000 x 1560mm
+ Tốc độ: được điều chỉnh tùy theo yêu cầu
- Thời gian mỗi mẻ phủ là 1 áo đường là 10-15 phút. Do đó, lượng kẹo được phủ đường 60 trong 1giờ là: 70x = 280 kg/h. 15 223,473
- Số thiết bị cần chọn là: n= = 0,79 280 Vậy chọn 1 thiết bị
Hình 5.14. Thi t bị áo đường.
8) Thiết bị bao gói
- Khối lượng kẹo cần được bao gói trong 1 giờ là : 223,25kg.
- Trọng lượng mỗi viên kẹo là 8g. Do đó lượng kẹo cần bao gói trong 1 giờ là: 223,25 = 27906 viên. 8.10- 3
- Chọn thiết bị bao gói, với các thông số kỹ thuật sau[ 32]:
+ Tên thiết bị: máy đóng gói kẹo tự động
+ Năng suất: 25000-30000 viên/h. + Công suất: 3,7 kw + Trọng lượng: 720 kg
+ Kích thước thiết bị: 2700 x 1350 x 1620mm
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 27906
- Số thiết bị cần chọn là: n= = 0,93 30000 Vậy chọn 1 thiết bị.
5.2.2. Thiết bị phụ
1) Thiết bị ngâm, gia nhiệt gelatin
- Lượng gelatin cần ngâm và gia nhiệt trong 1h là: 15,101kg.
- Thực hiện gia nhiệt theo mẻ với thời gian một mẻ là 10 phút
- Khối lượng riêng của gelatin: 1010 kg/m3 [2, Bảng I-87]
- Thể tích gelatin cần gia nhiệt trong một giờ là: 15,101 V= = 0,015 m3 = 15 lít 1010 10
- Ta có thể tích cần chứa trong 1 mẻ: 15. = 2,5( lít) 60
- Chọn hệ số chứa đầy của thiết bị là: 0,5 ⟶ 2,5
Vậy thể tích thực cần chứa trong 1 mẻ là: = 5( lít/mẻ) 0,5
Chọn thiết bị có cấu tạo nồi 2 vỏ làm việc gián đoạn với các thông số kỹ thuật sau: + Model: SUS304 + Dung tích nồi: 13 lít + Dung tích nấu: 10 lít
+ Lượng hơi tiêu hao: 55kg/h + Công suất: 180W
+ Điện tiêu thụ: 220V, 1pha
+ Kích thước: 875x 605 x1235 mm 5
- Số thiết bị cần phải chọn là: n= = 0,5 10
Vậy số máy cần chọn: 1 máy
Hình 5.15. Thi t bị chẩn bị gelatin 2) Tank mât tinh bôt
- Mật tinh bột dùng trong 1giờ : 140,222kg.
Vậy khối lượng mật tinh bột cần chứa trong 2 giờ : 140,222 x 2= 280,444 kg
- Khối lượng riêng của mâṭ tinh bôt (Bx = 84,5%) : ρ= 1443,0
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ D Ht h d
Hình 5.17. Tank chứa mật tinh bột
+ Chọn bunke chứa thân hình trụ có D=0,7m; đáy nón có d= 0,2m và góc
nghiêng 𝛼 = 45 0 , hệ số chứa đầy của bunke β= 0,8. 315,21
+ Thể tích cần thiết của thùng chứa: V= = 0,273m 3 1443 ×0,8 D - d 0,7 - 0,2
+ Chiều cao đáy: Chiều cao đáy: h= .tg𝛼 = .1= 0,25m 2 2 1 𝑢 + Thể tích phần đáy: V .h.(D 2 +d 2 +Dd)= 0,044m 3 đ = 12
+Thể tích phần trụ: V t = V - V đ = 0,273 - 0,044 = 0,229m 3 ⟶ 4.V 4.0,229 Suy ra: H= t = 𝑢 = 0,595m. .D 2 𝑢 .0,72
Vậy tổng chiều cao của thiết bị là: 0,595 + 0,25 = 0,845m. Do đó, chọn
chiều cao của thiết bị: 1m.
Vậy kích thước của thiết bị là: + Đường kính: 0,7m. + Chiều cao : 1m.
3) Bunke chư뀁a đường
Thùng chứa đường, năng suất là 793,872kg/ca. Khối lượng riêng của đường là: 1542,9kg/m 3
Chọn thùng chứa thân hình trụ như hình vẽ có D = 1m; đáy nón có d = 0,4m;
và góc nghiêng 𝛼 = 45 0 ; hệ số chứa đầy của bunke β = 0,8.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 793,872
- Thể tích cần thiết của bunke: V = = 0,643m 3 1542,9 ×0,8 D - d 1- 0,4 × - Chiều cao đáy: h= × tg𝛼 = 1= 0,3m 2 2 1 𝑢 - Thể tích phần đáy: V
× h × (D 2 +d 2 +D ×d) = 0,24m 3 đ = 12 - Thể tích phần trụ:
V t = V- V đ = 0,643 - 0,24= 0,223m 3 4.V 4 ×0,223 Suy ra: H= t = 𝑢 = 0,28m .D 2 𝑢 ×12
Vậy tổng chiều cao của thiết bị là: 0,28 + 0,3= 0,58m.
Chọn chiều cao của thiết bị: 2,6m.
Vậy kích thước của thiết bị là: Đường kính, mm: 1000 Chiều cao, mm: 2600
4) Thiết bị vận chuyển nguyên liệu * Vít tải đường
Lượng đường dùng sản xuất kẹo trong một giờ là: 99,234kg
Vít tải đường đến bunke chứa trong hai giờ. Vậy khối lượng đường cần
vận chuyển 99,234 x 2= 198,468kg
Thiết kế vít tải với năng suất: 250 kg/ h
Thiết kế vít tải đường giống dây chuyền kẹo que.
Kích thước vít tải: DxR=2000x300mm * Bơm mật tinh bột
Chọn bơm pittông có thông số kỹ thuật sau [2, trang 451]: Tên bơm : M-193. Năng suất, m 3 /h : 0,45-0,9. Áp suất đẩy, at : 4. Số vòng quay, vòng/phút : 62,5. Đường kính xylanh, mm : 55. Đường kính pittông, mm : 85.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ Công suất, kw : 1. Số xylanh : 1.
Đường kính ống hút và đẩy, mm : 35. Kích thước bơm, mm : 700×602×1205. Khối lượng bơm, kg : 210.
Bảng 5.3: Bảng chọn bơm ở các công đoạn
Bơm mật tinh bột đến thùng hòa tan 1
Bơm siro sau lọc đến thiết bị cô đặc 1
Bơm siro sau cô đặc đến thiết bị đánh trộn 1
Bơm siro sau đánh trộn đến thiết bị rót khuôn 1
Bơm gelatin đến thiết bị đánh trộn 1 Vậy chọn 5 bơm.
Bảng 5.4: Tổng kết các thiết bị trong dây chuyền kẹo dẻo jelly STT Tên thiết bị Số lượng Kích thước, mm Thiết bị chính 1 Thiết bị hòa tan 1 D×H=800×1000 2 Thiết bị lọc 1 D×H=1000×750 3 Nồi cô đặc chân không 1 2400×2000×2400 4 Thiết bị phối trộn 1 920×700×1000 5
Thiết bị rót khuôn, làm 9980×1200×1600 1
nguội sơ bộ để tách khuôn 6
Thiết bị làm mát, ổn định 1 2500×1200×1000 7 Thiết bị áo đường 1 1100×1000×1560 8 Thiết bị bao gói 1 2700×1350×1600 Thiết bị phụ 9
Thiết bị chuẩn bị gelatin 1 875×605×1235 10 Tank mật tinh bột 1 D×H=700×1000 11 Bunke chứa đường 1 D×H=1000×2600 12 Vít tải đường 1 13 Bơm vận chuyển 5
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 6 TÍNH XÂY DỰNG
6.1. Cơ cấu tổ chức
6.1.1. Nhân lực làm việc trong phân xưởng sản xuất chính
Bảng 6.1. Số lượng công nhân lao động trực tiếp Số công Số công STT Công việc nhân/ca nhân/ngày
Dây chuyền kẹo que socola 1 Chuẩn bị nguyên liệu 2 6 2 Phối trộn, hòa tan 2 6 3 Lọc 1 3 4 Nấu 1 3 5 Xả, khuấy trộn 1 3 6 Rót khuôn và cắm que 1 3 7 Làm nguội 1 3 8 Đóng gói 2 6 9 Đóng thùng, vận chuyển 4 12
Dây chuyền kẹo dẻo Jelly 10 Chuẩn bị nguyên liệu 2 6 11 Đánh trộn, hòa tan 2 6 12 Lọc 1 3 13 Cô đặc 1 3 14 Rót khuôn 2 6 15 Làm lạnh, ổn định 1 3 16 Áo đường 1 3 17 Chuẩn bị gelatin 1 3 18 Bao gói 2 6 19 Đóng thùng, vận chuyển 4 12 Tổng 32 96
6.1.2. Nhân lực làm việc trong phòng hành chính
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
Bảng 6.2. Số lượng cán bộ và nhân viên làm việc theo giờ hành chính STT Nhiệm vụ Số cán bộ 1 Phòng giám đốc 1 2 Phòng phó giám đốc 2 3 Phòng kỹ thuật 3 4 Phòng KCS 3 5
Phòng nghiên cứu, phát triển 3 6 Phòng kế toán, tài vụ 3 7
Phòng kế hoạch, tổng hợp 3 8 Phòng marketing 3 9 Phòng y tế 2 Tổng 23
6.1.3. Nhân lực làm việc trong các phân xưởng
Bảng 6.3. Số lượng lao động trong các phân xưởng Số Số nhân Số nhân STT Nhiệm vụ ca/ngày viên/ca viên/ngày 1
Phân xưởng sản xuất chính 3 32 96 2 Kho nguyên liệu 3 4 12 3 Kho thành phẩm 3 3 9 4 Kho bao bì 3 1 3 5 Kho nguyên vật liệu 3 1 3 6 Phòng bảo vệ 3 2 6 7 Nhà hành chính 1 23 23 8
Nhà để xe hai bánh và ô tô 3 1 3 9 Phân xưởng cơ khí 3 2 6 10 Phân xưởng lò hơi 3 2 6 11 Trạm biến áp 3 1 3 12
Nhà máy phát điện dự phòng 3 1 3 13 Nhà sinh hoạt vệ sinh 3 2 6
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 14 Nhà ăn 3 4 12 15 Khu xử lý nước 3 2 6 Tổng 81 197
Tổng nhân lực trong nhà máy: 197 người.
Tổng nhân lực đông nhất trong 1 ca của nhà máy: 81 người.
6.2. Tính kích thước các công trình
6.2.1. Phân xưởng sản xuất chính
- Phân xưởng sản xuất sẽ được đặt tại trung tâm nhà máy. Bên trong phân xưởng
còn có bố trí phòng kiểm nghiệm KCS, phòng chứa nguyên liệu, thành phẩm và vật liệu bao gói.
- Sau khi tính toán lắp đặt thiết bị của 2 dây chuyền sản xuất, chọn nhịp nhà phân
xưởng là 18m, bước cột là 6m. Ta có kích thước phân xưởng sản xuất chính là: 36x18x9m.
- Nền của phân xưởng được thiết kế mang tải trọng trung bình với cấu tạo gồm 3 lớp:
+ Lớp nền xi măng, dày 300mm.
+ Lớp bêtông, dày 450 mm.
+ Lớp sét tự nhiên, dày 2400 mm.
- Đặc điểm phân xưởng:
+ Nhà 1 tầng, kích thước cột: 300 x 400 (mm).
+ Tường bao bằng gạch, bề dày tường chịu lực: 200 (mm).
+ Nhà có nhiều cửa ra vào để vận chuyển nguyên vật liệu, sản phẩm và cho
công nhân đi lại, có nhiều cửa sổ để thông gió và chiếu sáng. + Cấu trúc mái: Lớp gạch nem δ = 20. Lớp vữa lót δ = 15.
Lớp bê tông lưới thép. Panel mái. Dầm chịu lực mái.
+ Cửa: Sử dụng cửa đẩy ngang bằng thép, các cửa chính có kích thước 3 x 3 (m).
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Vị trí phân xưởng sản xuất chính: Đặt ở giữa khu đất quy hoạch của nhà máy, các
phân xưởng và kho có liên quan đặt lân cận như: kho nguyên liệu, kho thành phẩm,
phân xưởng cơ điện, nồi hơi, khu hành chính… Trong phân xưởng có đặt các bình
chữa cháy ở các góc để thuận tiện cho việc phòng cháy và chữa cháy.
6.2.2. Các kho chư뀁a
- Do việc vận chuyển và cung cấp nguyên liệu cho nhà máy không thể thực hiện
trong từng ngày, vì vậy nhà máy sẽ xây dựng các kho chứa nguyên liệu nhằm đáp
ứng liên tục cho dây chuyền sản xuất.
- Diện tích các kho chứa được tính theo công thức sau: F0= G.f0.n.k, m2 Trong đó:
F0: diện tích của kho, m2
G: khối lượng nguyên liệu cần chứa, tấn/ ngày
f0: tiêu chuẩn diện tích cho 1 tấn nguyên vật liệu, m2/ tấn ( giả sử được cho như dưới bảng 6.4). n: số ngày dự trữ
k: hệ số tính cả lối đi, chọn k = 1,3
6.2.2.1. Kho nguyên liệu
- Tiêu chuẩn xếp nguyên liệu trong kho bảo quản được chọn như bảng 6.4 dưới đây
Bảng 6.4: Bảng tính kho bảo quản nguyên liệu n, STT Nguyên liệu G, tấn ngày G.n f0,m2 F0,m2.
Dây chuyền sản xuất kẹo cứng que socola 1 Đường 7,565 10 75,65 1,2 91,98 2 Mật tinh bột 3,783 10 37,83 1 37,83 3 Bơ 0,223 10 2,23 1,5 3,345 4 Bột cacao 0,223 10 2,23 3,5 7,805 5 Bột hương thảo 0,002 20 0,04 3,5 0,14 6 Chất màu 0,005 20 0,1 3,5 0,35
Dây chuyền sản xuất kẹo dẻo jelly 7 Đường kính 2,382 10 23,82 1,2 28,584
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 8 Mật tinh bột 3,365 10 33,65 1 33,65 9 Pectin 0,777 10 7,77 2 15,4 10 Gelatin 0,362 10 3,62 2 7,24 11 Axit citric 0,023 10 0,23 1,5 0,345 12 Hương liệu 0,003 20 0,06 3,5 0,21 13 Màu 0,003 20 0,06 3,5 0,21 Tổng 227,089
Suy ra: F= 227,089×1,3= 295,216 (m 2 )
⟶ Vậy kích thước kho chứa nguyên liệu: 25 ×12 ×6 m
6.2.2.2. Kho vật liệu bao gói
Xác định chi phí vật liệu bao gói:
* Dây chuyền kẹo que socola
- Vật liệu gói viên kẹo:
Các viên kẹo được bao gói bằng màng bóng kính với tiêu chuẩn 32 kg cho 1 tấn sản phẩm 10713
Suy ra khối lượng vật liệu gói kẹo là: × 32= 342,816 kg/ngày 1000 - Túi PE đóng gói:
+ Viên kẹo sau khi được bao gói sẽ được đóng túi bằng túi PE loại Ι. Sau đó đóng thùng cactông
+ Trọng lượng mỗi túi kẹo là 0,02kg, khối lượng của túi là 0,2 kg 10713 ×1000
Suy ra khối lượng túi cần dùng là: × 0,2= 38535,97g = 38,536 kg 278 ×0,2
Khối lượng vật liệu gói: 342,816 + 38,536 = 381,352 kg/ ngày - Hộp các tông:
+ Cứ mỗi hộp các tông chứa 20 kg kẹo. Mỗi thùng cactong nặng 500g 10713
+ Khối lượng giấy các tông: ×0,5= 267,825 kg/ ngày 20
+ Khối lượng vật liệu bao gói kẹo: 381,352 + 267,825 = 649,117 kg/ngày
* Dây chuyền kẹo dẻo jelly:
- Tính tương tự như dây chuyền kẹo que socola ta có: Tên Khối lượng, kg/ ngày Túi PE đóng gói 19,273 Hộp cactông 133,95
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Chọn khối lượng vật liệu bao gói dự trữ là 10%, chọn tiêu chuẩn xếp vật liệu bao
gói là 1 m 2 /tấn. Thời gian bảo quản 2 tháng thì diện tích kho sẽ là: 649,117 +19,273 +133,95 S= 1× ×1×1,3×60= 62,583 m 2 1000
Vậy kích thước kho chứa: 11× 8 × 6 m
6.2.2.3. Kho thành phẩm
Giả sử tiêu chuẩn xếp sản phẩm là 3,2m 2 / tấn sản phẩm bảo quản trong 7 ngày,
diện tích kho là: S = 5,357×3,2×1,3×7= 156 m2
Vậy kích thước kho là: 31×12×6 m.
6.2.3. Nhà hành chính
Nhà hành chính bố trí phòng kỹ thuật và tất cả các bộ phận lãnh đạo, quản lí xí
nghiệp, phòng khách, phòng họp… Gồm các phòng sau:
Bảng 6.5. Tính xây dựng cho khu hành chính STT Tên phòng Kích thước (m) Diện tích (m2) 1 Phòng giám đốc 4 x 3 12 2 Phòng phó giám đốc 4 x 3 12 3 Phòng kỹ thuật 4 x 6 24 4 Phòng KCS 4 x 6 24 5
Phòng nghiên cứu, phát triển 4 x 6 24 6 Phòng Kế toán, tài vụ 4 x 6 24 7
Phòng kế hoạch, tổng hợp 4 x 6 24 8 Phòng marketing 4 x 6 24 9 Phòng y tế 4 x 3 12 10 Phòng họp 4 x 9 36 11 Phòng khách 4 x 9 36 12 Diện tích cầu thang 4 x 3 12 13 Phòng vệ sinh 4 x 6 24 14 Lối đi (18 x 2) x 2 72
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Nhà hành chính đặt trước nhà máy, biệt lập khu sản xuất. Xây dựng nhà hai tầng,
mỗi tầng có hai dãy phòng, chính giữa là lối đi.
Kích thước: 20 x 10 x 8,4 (m). Diện tích: 200 (m2). 6.2.4. Hội trường
- Tính cho tổng số công nhân nhà máy:
- Diện tích bình quân là: 0,5m2/người.
- Diện tích của hội trường: 0,5 ×197 = 98,5 (m2).
- Chọn kích thước xây dựng: 12 × 9 ×6 (m).
- Diện tích = 12 × 9 = 108 (m2)
6.2.5. Phân xưởng lò hơi
- Phân xưởng lò hơi là nơi dễ cháy nổ nên đặt cuối hướng gió. Phân xưởng chứa
thiết bị tạo hơi và các thiết bị khác của hệ thống tạo hơi đốt cho nhà máy.
- Chọn kích thước: Dài × rộng × cao = 10× 6 × 6 (m).
- Diện tích = 10× 6 = 60 (m2).
6.2.6. Phân xưởng cơ khí
- Nhiệm vụ của phân xưởng này là sửa chữa lớn, nhỏ các thiết bị máy móc trong
nhà máy, gia công chế tạo theo cải tiến kỹ thuật, phát huy sáng kiến.
- Chọn phân xưởng có kích thước: Dài × Rộng× Cao = 9 × 6 × 6 (m).
- Diện tích xưởng: 9 x 6 = 54 (m2).
6.2.7. Trạm biến áp
- Trạm biến áp để hạ thế điện cao áp xuống lưới điện nhà máy sử dụng.
- Vị trí: Được bố trí ở nơi ít người qua lại của nhà máy và gần nơi tiêu thụ điện nhất.
- Diện tích: Thường lấy trong khoảng 9 – 16 (m2). Chọn 16 (m2).
- Kích thước trạm biến áp: dài × rộng × cao: 4 × 4 × 4 (m).
6.2.8. Nhà chư뀁a máy phát điện dự phòng.
- Nhà máy cần có máy phát điện dự phòng đề phòng khi mất điện đột ngột, nhằm
đảm bảo sự sản xuất liên tục của nhà máy.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Kích thước: 6 × 6 × 4 (m2). - Diện tích = 36 (m2).
6.2.9. Kho nhiên liệu.
- Sử dụng để chứa dầu đốt, xăng phục vụ cho các loại động cơ.
- Kích thước: 6 × 6 × 4 (m).
- Diện tích = 6 × 6 = 36 (m2).
6.2.10. Bể chư뀁a nước
- Dựa vào lượng nước tiêu thụ của nhà máy một ngày là 22,628 m3 (chương 7: tính nước).
- Xây bể nước ngầm có kích thước: 8 x 10 x 10 (m) - Diện tích = 80 (m2). 6.2.11. Đài nước
- Đài nước dùng để chứa nước đã qua xử lý.
- Đài nước thường được đặt ở vị trí cao nhất trong nhà máy.
Giả sử đài nước chứa được lượng nước trong một giờ sản xuất. Lượng nước
dùng trong một ca là: 7,543 m3.
- Đài nước đặt cách mặt đất 10m. Kích thước đài nước: 5 ×5 (m).
6.2.12. Nhà xử lí nước
- Là nơi đặt các thiết bị xử lý nước để cung cấp cho bộ phận nấu, lò hơi và sử dụng trong sinh hoạt.
- Chọn kích thước: 6 × 6 × 4 (m).
- Diện tích = 6 × 6 = 36 (m2).
6.2.13. Khu xử lí nước thải
- Là nơi xử lý nước bẩn do nhà máy thải ra trước khi đưa vào môi trường.
- Chọn kích thước: 12 ×9 (m).
- Diện tích: 12 ×9 = 108 (m2).
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
6.2.14. Nhà ăn, căn tin
- Diện tích: giả sử chọn tiêu chuẩn tính 1,25 (m2/1người), và tính theo 2/3 số lượng
công nhân trong ca đông nhất:
S =81×1,25 ×2 =121,5 (m2). 3
- Chọn kích thước nhà ăn: Dài × Rộng × Cao = 16 × 9× 4 (m).
- Diện tích = 16 × 9 = 144 (m2).
6.2.15. Nhà sinh hoạt vệ sinh Phòng thay quan áo:
- Tính theo tiêu chuẩn 0,2 (m2/người).
- Diện tích phòng cần xây dựng là: S1 = 81 × 0,2 = 16,2 (m2). Phòng tắm:
- Số người đông nhất trong ca: 81 người.
- Tính cho 50% số công nhân đông nhất trong ca: 81 × 50/100 = 40 người.
- Số phòng tắm tính trung bình cho 8 người 1 phòng và 8 người sử dụng một vòi
tắm vậy xây dựng 5 phòng.
- Kích thước: dài × rộng: 0,9 × 0,9 (m).
- Diện tích: S = 5 ×0,9 × 0,9 = 4,05 (m2). Phòng vệ sinh:
- Số lượng nhà vệ sinh tính bằng số nhà tắm, chọn 5 nhà vệ sinh.
- Kích thước phòng vệ sinh 0,9 × 1,2 (m).
S = 5 × 0,9 ×1,2 = 5,4 (m2).
Vậy diện tích nhà sinh hoạt vệ sinh cần xây dựng là:
S = 16,2 + 4,05 + 5,4 = 25,65 (m2).
Chọn kích thước nhà sinh hoạt vệ sinh: Dài × Rộng × Cao = 6 × 5 × 4 (m).
Diện tích = 6 × 5 = 30 (m2).
6.2.16. Khu vực để xe Gara ôtô:
+ Dùng 3 xe tải có công suất 5 tấn/chuyến để chở hàng.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
+ 2 xe 12 chỗ ngồi để chở nhân viên và lãnh đạo.
+ Mỗi xe chiếm diện tích khoảng 15m2, hệ số sử dụng 0,8. Diện tích cần xây
dựng: S =15× 5 = 93,75 (m2). 0,8
+ Chọn kích thước: Dài × Rộng × Cao = 12 × 8 × 4 (m).
+ Diện tích gara: S = 12 × 8 = 96 (m2).
Nhà để xe hai bánh:
+ Diện tích nhà xe tính cho 100% số người làm việc trong ca đông nhất.
Diện tích xe đạp là 3 xe/m2, xe máy là 1 xe/m2. Ta tính cho 1/3 xe đạp, 2/3 xe máy.
Chọn hệ số sử dụng 80%. Vậy diện tích cần: 2 1 1 100 2 S =∣ 81× + 81× × ∣ × 78,75 (m ) 3 3 3 𝖩 80
+ Chọn kích thước: Dài× Rộng× Cao = 10× 8 × 4 (m).
+ Diện tích nhà xe: S = 10 × 8 = 80 (m2).
Vậy tổng diện tích nhà để xe: 96 + 80 = 176 (m2).
6.2.17. Nhà bảo vệ
Chọn kích thước nhà: 2 × 4 × 3,6 (m).
Có hai nhà bảo vệ, nên tổng diện tích: 2 × 4× 2 = 16 (m2).
6.2.18. Khu đất mở rộng
Khu đất mở rộng có diện tích 36 × 9 = 324 (m2).
Bảng 6.6 Bảng tổng kết tính xây dựng KÍCH THƯỚC DIỆN TÍCH STT TÊN CÔNG TRÌNH (m) (m2) 1
Phân xưởng sản xuất chính 36× 18 ×9 648 2 Kho nguyên liệu 16 × 19 × 6 304 3 Kho vật liệu bao gói 11× 8 × 6 88 4 Kho thành phẩm 31×12×6 372 5 Kho vật tư 8 × 8 × 6 64 6 Nhà hành chính 20× 10 × 4 200
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 7 Phân xưởng lò hơi 10 × 6 × 6 60 8 Hội trường 12× 9 × 6 108 9 Phân xưởng cơ khí 9 × 6 × 4 54 10 Trạm biến áp 4× 4 × 4 16 11
Nhà máy phát điện dự phòng 6 × 6 × 4 36 12 Kho nhiên liệu 6 × 6 × 4 36 13 Bể chứa nước 8 × 10 × 10 80 14 Đài nước H= 5, D=5 25 15 Nhà xử lý nước 6× 6 × 4 64 16 Khu xử lý nước thải 12× 9 108 17 Nhà ăn, căn tin 16× 9 × 4 144 18 Nhà sinh hoạt vệ sinh 6 × 5× 4 30 19 Gara ôtô. 12 × 8× 4 96 20 Nhà để xe 2 bánh 10 × 8× 4 80 21 Nhà bảo vệ 2× 4× 4 ×3,6 16 22 Khu đất mở rộng 36 ×9 324
Tổng diện tích các công trình 2953
6.3. Tính tổng mặt bằng cần xây dựng nhà máy
6.3.1. Diện tích khu đất F = Fxd kd (m2) K xd
+ Fkđ: Diện tích khu đất nhà máy.
+ Fxd: Tổng diện tích các công trình.
+ Kxd: Hệ số xây dựng, (%). Đối với nhà máy thực phẩm thường
Kxd = 35 – 50 %. Chọn Kxd = 35 %. 2953 Do đó ta có: F = 8437,143(m2) kđ = 0,35
Chọn khu đất có kích thước là 80 × 110 (m)
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
6.3.2. Tính hệ số sử dụng.
Ngoài ra để đánh giá chỉ tiêu kinh tế kỹ thuật của tổng mặt bằng nhà máy ta
cần xác định hệ số sử dụng Ksd. Fsd K = ×100% sd F kd F ….
sd = Fxd + Fhè rảnh + Fgiao thông + Fhành lang
Chọn diện tích các công trình khác
- Diện tích đường giao thông : 0,4× Fxd - Diện tích hè rãnh : 0,35×Fxd - Diện tích cây xanh : 0,3×Fxd
Do đó: Fsd = Fxd + 1,05 × Fxd = 2953 + 1,05× 2953 = 6153,65
Vậy hệ số sử dụng Ksd: 6153,65 K = sd = 0,7 . 8800
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ CHƯƠNG 7 TÍNH HƠI - NƯỚC 7.1. Tính hơi
Trong nhà máy hơi dùng với nhiều mục đích khác nhau như để sản xuất,
vệ sinh sát trùng thiết bị, . . .Nhưng chủ yếu hơi được dùng trong sản xuất là chính
Vì các thiết bị có các yêu cầu có áp suất khác nhau, thời gian sử dụng khác
nhau nên trên đường ống dẫn hơi đến các thiết bị lắp đặt các van điều chỉnh áp suất hơi phù hợp.
7.1.1. Hơi dùng sản xuất :
Nhu cầu hơi dùng cho các thiết bị chính được tính là nồi hòa tan, thiết bị cô
đặc chân không và thiết bị rót khuôn. Ngoài các thiết bị kể trên còn có các thiết bị
khác sử dụng hơi nhưng với lưu lượng thấp. Để đảm bảo nhu cầu hơi cho tất cả các
thiết bị khác bằng 30% nhu cầu hơi của các thiết bị chính.
- Lượng hơi cần cung cấp cho sản xuất được tính theo công thức: Dc= Q.t, kg/h Trong đó:
Dc: lượng hơi cần cung cấp, kg/h
Q: nhu cầu hơi của các thiết bị, kg/h
t: thời gian sử dụng, t = 1h
1) Hơi dùng trong dây chuyền sản xuất kẹo que socola:
- Nhu cầu hơi của thiết bị hòa tan cho một mẻ 150 kg, trong thời gian 30 phút. Vậy
hơi thiết bị tiêu thụ trong một giờ là: 60 150 x = 300 kg 30
- Nhu cầu hơi của thiết bị nấu : 300 kg/h
- Nhu cầu hơi của thiết rót khuôn, cắm que: 300 kg/h
2) Hơi dùng trong dây chuyền sản xuất kẹo d攃ऀ o jelly:
- Nhu cầu hơicủa thiết bị hòa tan: 300 kg/h
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Nhu cầu hơicủa thiết bị nấu: 150 kg/mẻ. Vậy hơi thiết bị tiêu thụ trong một giờ là: 60 150 x = 300 kg 30
- Nhu cầu hơi của thiết bị rót khuôn: 300kg/h
- Nhu cầu hơi của thiết bị gelatin: 55kg/h
Do đó, ta tính được nhu cầu hơi của các thiết bị là
Q=300+300+300+300+300+300+55=1855 kg/h
Vậy nhu cầu hơi cần thiết cho sản xuất trong một giờ là: Dc= 1855 x 1= 1855 kg/h.
7.1.2. Hơi phục vụ cho các mục đích khác:
Lượng hơi này được tính bằng 30% lượng hơi dùng cho sản xuất, nên
lượng hơi phục vụ cho các mục đích khác nhà máy là: 30 D = 1855 x = 556,5 kg/h 100
7.1.3. Tiêu hao hơi trên đường ống, van điều chỉnh:
Tiêu hao trên đường ống dẫn, van điều chỉnh và cho thiết bị sinh hơi là
10% so với nhu cầu hơi cần thiết cho sản xuất : 10 D = 1855 x =185,5 kg/h. LH 100
Vậy nhu cầu hơi dùng trong nhà máy là: 1855+556,5+185,5= 2430 kg/h
Chọn lò hơi có thông số kỹ thuật như sau:
- Lò hơi hai bao hơi ∏KBP
- Áp suất làm việc 1,4 Mpa - Công suất 2,5 tấn/h
7.2. Lượng nước can cung cấp cho nhà máy:
Nước được sử dụng trong nhà máy với nhiều mục đích khác nhau phục vụ
cho sản xuất và sinh hoạt.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
7.2.1 Nước phục vụ sản xuất:
- Các thiết bị sử dụng nước trong quá trình sản xuất là thiết bị hòa tan kẹo que, thiết
bị hòa tan kẹo dẻo jelly và thiết bị chuẩn bị gelatin.
- Giả sử ta chọn khối lượng riêng nước là 1000 kg/m3
- Lượng nước dùng để sản xuất 1 tấn kẹo que trong 1 ngày là: 1252,793 kg ( Bảng
4.18). Mà mỗi ngày nhà máy sản xuất 3,57 tấn kẹo que. Do đó ta có lượng nước cần
dùng cho dây chuyền sản xuất kẹo que trong 1 ngày là: 1252,793 3,57 x
= 4,472 m3 ( 1000 là khối lượng riêng của nước) 1000
- Lượng nước dùng để sản xuất 1 tấn kẹo dẻo jelly trong 1 ngày gồm:
+ Nước hòa sirô: 749,970 kg
+ Nước hòa tan pectin: 1294,359 kg
+ Nước hòa tan gelatin: 776,61 kg ( Bảng 4.20)
Do đó ta có lượng nước cần dùng cho dây chuyền sản xuất kẹo que trong 1 749,97 +1294,359 + 776,61 ngày là: 1,79 x
= 5,049 m3 (1,79 là số tấn kẹo dẻo jelly 1000
được sản xuất trong 1 ngày)
Suy ra lượng nước dùng cho sản xuất trong một ngày là:
4,472 + 5,049 = 9,521 m3/ ngày.
7.2.2. Nước dùng sinh hoạt:
1) Nước dùng cho nhà ăn:
- Được tính cho tất cả các công nhân viên của nhà máy với chỉ tiêu 3lít/ ngày/ người.
Lượng nước dùng cho nhà ăn là:
197×30= 591 lít/ ngày=0,591 m3/ngày.
2) Nước tắm, vệ sinh:
- Tính cho số công nhân làm viêc trong ngày của nhà máy với chỉ tiêu 30lít/ ngày/người.
Vậy nhu cầu nước vệ sinh là:
197×30= 5910 lít/ ngày=5,91 m3/ ngày.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ 3) Nước rửa xe:
- Tiêu chuẩn 400 lít/ ngày.1xe. Lượng nước dùng rửa xe 1,2 m3/ ngày 4) Nước chữa cháy:
- Phân xưởng có V< 25000 m3 nên dùng một cột chữa cháy với chỉ tiêu là 2,5
lít/phút. Để đảm bảo thời gian chữa cháy nhanh nhất khi xảy ra sự cố toàn nhà máy
sẽ bố trí 4 cột chữa cháy. Tính lượng nước cháy trong 3 giờ, nhu cầu nước chữa cháy là:
2,5×60×4×3= 1800 lít=1,8 m3.
- Nước dùng để tưới đường, cây xanh:
+ Diện tích đường giao thông và cây xanh cần được tưới nước là: (0,3+ 0, 3)×2786= 1671,6 m2
+ Chọn chỉ tiêu dùng nước để tưới là 2,5 lít/m2/ ngày.
Vậy lượng nước dùng để tưới là:
1671,6× 2,5= 4179 lít/ ngày= 4,179 m3/ngày.
* Tổng lượng nước dùng nhiều nhất trong 1 ngày của nhà máy là:
9,521+ 5,91+ 1,2+ 1,8+ 4,179= 22,628 m3.
Xây dựng đài nước có dung tích chứa đủ lượng nước dùng trong một ca, 22,628
khi đó lượng nước cần chứa trong đài nước là: = 7,543 m3. 3
Chọn kích thước của đài nước là: D×RxH = 5×4×6 m. 22,628
- Lưu lượng nước cần cung cấp cho nhà máy là: = 0,943 m3/h. 24
Chọn vận tốc nước là 1m/s. Suy ra đường kính ống dẫn: 4 ×0,943 D 𝛿 = = 0,018m. 3,14 ×3600 ×1
Vậy chọn ống dẫn nước có đường kính 18mm.
7.3. Tính thoát nước:
- Trong nhà máy thực phẩm việc thoát nước rất quan trọng vì nó có ảnh hưởng đến
quá trình sản xuất và chất lượng sản phẩm.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Lượng nước thải trong nhà máy chủ yếu là nước dùng trong sinh hoạt và vệ sinh
nhà xưởng. Chọn lượng nước dùng vệ sinh nhà xưởng bằng 25% lượng nước dùng cho sản xuất.
Vậy lượng nước thải là: 0,25×9,521+1,8+4,179+1,2=9,559 m3/ngày.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ CHƯƠNG 8
KIỂM TRA SẢN XUẤT
8.1. Mục đích của việc kiểm tra sản xuất
Chất lượng sản phẩm là vấn đề hàng đầu của tất cả các nghành công nghiệp
nói chung nhất là đối với nghành công nghiệp thực phẩm vì nó ảnh hưởng trực tiếp
đến sức khỏe người tiêu dùng.
Sản phẩm khi đưa ra thị trường phải đảm bảo các yêu cầu về chất lượng sản
phẩm bao gồm giá trị dinh dưỡng và cảm quan và đáp ứng thị hiếu người tiêu dùng.
Vấn đề này quyết định giá trị tiêu dùng của sản phẩm và hiệu suất của sản xuất.
Kiểm tra sản xuất nhằm đảm bảo chất lượng của sản phẩm cho nhà máy. Quá
trình này được thực hiện một cách có hệ thống từ khâu nguyên liệu, công nghệ, máy
móc cho đến thao tác của công nhân và thành phẩm
Kiểm tra sản xuất đồng thời giúp đánh giá được tình hình hoạt động của nhà
máy, đề ra biện pháp thích hợp và có những kế hoạch hợp lý từ đó phát hiện ra
những sai sót để sữa chữa và có những biện pháp cải tiến thích hợp.
Nhà máy có phòng kiểm tra kỹ thuật, mạng lưới kiểm tra ở các phân xưởng và từng bộ phận. Nội dung kiểm tra gồm:
+ Kiểm tra nguyên liệu đầu vào
+ Kiểm tra các công đoạn sản xuất + Kiểm tra thành phẩm
8.2. Kiểm tra nguyên vật liệu
- Tất cả các nguyên liệu và phụ liệu đưa vào sản xuất phải đảm bảo an toàn vệ sinh
thực phẩm, được chuẩn bị tốt để phục vụ cho sản xuất. Đảm bảo các công đoạn sản
xuất được tiến hành trong điều kiện an toàn vệ sinh thực phẩm, loại bỏ các mối
nguy về sinh học và vật lý cho ra sản phẩm đảm bảo chất lượng và an toàn
- Sử dụng nguyên liệu theo thứ tự nhập trước sử dụng trước
- Nguyên liệu, vật tư mua từ nhà cung ứng trước khi nhập kho đều phải được kiểm
tra thu nghiệm về chất lượng và số lượng, nếu đạt chất lượng sẽ được nhập kho bảo
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
quản ở điều kiện thích hợp. Khi có kế hoạch sản xuất thì nguyên liệu, vật tư và phụ
liệu được đưa đến kho tạm chứa nguyên liệu để đưa vào sản xuất, thủ kho phải tuân
thủ các qui định về xếp dỡ, điều kiện lưu kho, bảo quản vật tư
- Nguyên liệu đã gỡ bỏ bao bì không được để trực tiếp xuống nền nhà dể đảm bảo
an toàn trong quá trình sản xuất.
- Các nguyên liệu dạng lỏng chứa trong can hoặc xô, có nắp đậy ngăn cách môi trường ngoài
- Các phụ gia phải còn trong hạn sử dụng
- Giữ khu vực làm việc luôn khô ráo sạch sẽ
- Tuân thủ các qui định vệ sinh
- Khi phát hiện các bất thường liên quan đến vấn đề ATVSTP như nấm mốc, các vật
lạ trong nguyên liệu sản xuất thì cần ngưng sử dụng và bảo quản ngay cho tổ trưởng
hay trưởng ca sản xuất để có biện pháp xử lý.
- Yêu cầu kiểm tra bất kỳ nguyên liệu gì nếu nghi ngờ không đảm bảo chất lượng
hoặc an toàn vệ sinh thực phẩm.
8.3. Kiểm tra các công đoạn sản xuất
8.3.1. Kiểm tra công đoạn hòa tan đường và mật
- Thứ tự hòa tan các nguyên liệu
- Định lượng nguyên liệu theo đúng yêu cầu của thực đơn - Chế độ hòa tan
8.3.2. Kiểm tra công đoạn nấu kẹo
- Kiểm tra nhiệt độ nấu kẹo, thời gian nấu, áp suất nấu
- Kiểm tra nồng độ chất khô của dịch sau khi nấu
8.3.3. Kiểm tra công đoạn làm nguội
- Kiểm tra nhiệt độ làm nguội, thời gian làm nguội
- Kiểm tra nhiệt độ của kẹo sau khi làm nguội
8.3.4. Kiểm tra công đoạn phối trộn
- Kiểm tra khối lượng nguyên liệu đưa vào phối trộn
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Kiểm tra tốc độ khuấy trộn
8.3.5. Kiểm tra công đoạn đánh trộn
- Kiểm tra tốc độ đánh trộn 8.3.6.
Kiểm tra công đoạn tạo hình kẹo -
Kiểm tra tốc độ cắt hoặc tốc độ rót khuôn
- Độ dày mỏng của viên kẹo được cắt ra, khuyết tật
8.3.7. Kiểm tra công đoạn bao gói
- Qui cách giấy gói - Chất lượng đóng gói - Độ kín
- Mức độ lệch và xì hơi
8.3.8. Đóng hộp, đóng thùng
- Số gói/ thùng, số hộp/ thùng
- Trọng lượng hộp, gói
- Chất lượng đóng gói, đóng hộp, đóng thùng
8.3.9. Kho thành phẩm - Số thùng nhập kho - Nhiệt độ bảo quản
8.4. Kiểm tra thành phẩm
- Kiểm tra chỉ tiêu cảm quan, hóa lý.
8.5. Các phương pháp kiểm tra kẹo thành phẩm
8.5.1. Xác định độ ẩm
- Nguyên tắc: Xác định khối lượng của kẹo sau khi sấy đến khối lượng không đổi
-Dụng cụ: gồm tủ sấy, chén sứ, bình hút ẩm, cân phân tích, bình tam giác -Tiến hành:
Cho vào chén sứ đã sấy ở 1050C mẫu phân tích, sấy chén sứ và mẫu phân tích
ở 1030C đến khối lượng không đổi. Sau khi sấy xong cho vào bình hút ẩm để làm
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
nguội, thời gian làm nguội khoảng 15 phút. Độ ẩm của kẹo được xác định theo công thức sau: b - a W = .100 (%)
(c - a).m
a: Khối lượng chén sứ,g
b: Khối lượng đường và chén sau khi sấy, g
c: Khối lượng của đường và chén trước khi sấy, g
m: Khối lượng mẫu phân tích,g
8.5.2. Xác định hàm lượng đường khử
- Dụng cụ, thuốc thử: + Cân phân tích
+ Bếp điện, buret, bình tam giác + Dung dịch Fehling A và B
+ Chỉ thị methylene blue (MB) + Dung dịch glucose chuẩn - Tiến hành:
+ Chuẩn độ dung dịch Fehling bằng dung dịch glucose với chỉ thị Methylene blue
+ Đọc thể tich thể tích dung dịch glucose đã chuẩn (Vcc)
+ Tính hệ số hiệu chỉnh a:
- Nồng độ glucose khan trong dung dịch glucose chuẩn, mg/100ml : b
- Hệ số dung dịch glucose từ chuẩn độ: d = Vcc × b/100
- Tra hệ số dung dịch glucose khan từ bảng ( bằng cách nội suy): f ( hệ số f
tra bảng ứng ứng với Vcc dung dịch mẫu sẽ phải cộng thêm một hệ số hiệu chỉnh là 0,157 Suy ra : a = d - c
- Chuẩn bị dung dịch mẫu: cân chính xác 1g mẫu ( bằng cách phân tích
chinhsxacs đến 0,1g ), hòa tan trong một ít nước cất có nhiệt độ gần bằng 40 - 500C, cho
vào bình định mức 100ml, định đến vạch, lắc đều, đem lọc ( nếu dung dịch đục), ta được dung dịch A
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Chuẩn độ: giống với chuẩn độ dung dịch Fehling trên nhưng thay dung dịch
glucose bằng dung dịch mẫu đã chuẩn bị - Kết quả: ( f + a). .100 RS = Vdm V cc.m.1000 Trong đó:
f: hệ số tra bảng theo phương pháp nội suy
a: hệ số hiệu chỉnh dung dịch fehling
Vdm: thể tích bình định mức
Vcc: thể tích dung dịch mẫu đã dùng, ml
m: khối lượng mẫu theo gam 1000 : quy ra gam
8.5.3. Xác định hàm lượng đường tổng theo sacarose
- Chuyển đường saccarose và các loại đường khác thành đường glucose và fructose
bằng cách thủy phân trong môi trường acid sau đó chuẩn độ lượng đường khử sẽ
tính được hàm lượng đường tổng
- Tiến hành: Hút chính xác 25ml dung dịch A vào bình định mức 100ml, thêm 10ml
HCL 1:1. chưng cách thủy ở nhiệt độ 68 - 700C (giữ ở nhiệt độ này đúng 5 phút).
Sau khi thủy phân làm lạnh nhanh dưới vòi nước chảy, thêm nước cất đến đúng
100ml, lắc đều được dung dịch B ( dung dịch B chuẩn độ tương tự như phần 8.5.2). - Kết quả:
Hàm lượng đường tổng tính theo công thức ( f + a). . 100 Vdm × ×0,95 ×100 , % V cc .m.1000 25 Trong đó:
Vcc: thể tích dung dịch B đã dùng, ml
m: khối lượng mẫu cân, g
8.5.4. Xác định hàm lượng axit
- Nguyên tắc: dùng dung dịch kiềm chuẩn ( NaOH hoặc KOH) để trung hòa hết các
acid trong thực phẩm với phenolphtalein làm chỉ thị màu.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Tiến hành: lấy chính xác 10ml dung dịch A vào bình tam giác 250ml, thêm khoảng
20ml nước cất, 3 giọt chỉ thị PP. Chuẩn bằng dung dịch NaOH 0,1N đến khi dung
dịch trong bình có màu hồng nhạt bền trong 30 giây.
- Kết quả: Hàm lượng acid ( quy về acid xitric) tính bằng % khối lượng theo công thức
N.M .V1.100 : X = .m.1000 Trong đó:
M: đương lượng gam của acid xitric ngậm 1 phân tử nước, M = 70
N: nồng độ đương lượng của dung dịch NaOH
V1: thể tích dung dịch NaOH 0,1N, ml
V2: dung tích bình định mức, ml
V: thể tích dung dịch A đã lấy m: khối lượng mẫu
8.5.5. Đánh giá chất lượng kẹo bằng phương pháp cảm quan
- Hình dáng bên ngoài: Hoa văn rõ nét, không nứt vỡ, không biến dạng.
- Trạng thái: Không dính chảy
- Màu sắc: Đặc trưng cho từng loại kẹo.
- Mùi vị: Đặc trưng, không có mùi ôi dầu, không có mùi vị lạ.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
CHƯƠNG 9 AN TOÀN LAO ĐỘNG VÀ VỆ SINH CÔNG NGHIỆP
9.1. An toàn lao động:
An toàn lao động là một trong các vấn đề được quan tâm hàng đầu trong tất
cả các ngành công nghiệp, vì nó ảnh hưởng trực tiếp sức khỏe tính mạng và tài sản
của con người, ảnh hưởng đến tiến trình sản xuất. Vì vậy công nhân của nhà máy
phải nắm vững các quy định an toàn lao động, đồng thời nhà máy phải đặt ra nội
quy, biện pháp chặt chẽ để dề phòng và phổ biến rộng rãi để người lao động hiểu
được tầm quan trọng của nó. An toàn lao động gồm: An toàn về người, an toàn về
máy móc và thiết bị, an toàn về nguyên vật liệu sản phẩm và các công trình phục vụ sản xuất.
9.1.1. Tai nạn xảy ra do các nguyên nhân sau:
- Tổ chức lao động và sự liên hệ giữa các bộ phận không chặt chẽ.
- Các thiết bị bảo hộ lao động còn thiếu hoặc không đảm bảo an toàn.
- Ý thức chấp hành kỷ luật của công nhân chưa cao.
- Vận hành thiết bị, máy móc không đúng quy trình kỹ thuật.
- Trình độ lành nghề và nắm vững về mặt kỹ thuật của công nhân còn yếu.
- Các thiết bị, máy móc được trang bị không tốt hoặc chưa hợp lý.
9.1.2. Những biện pháp hạn chế tai nạn lao động:
- Tại các phân xưởng phải có sơ đồ quy trình vận hành của từng loại thiết bị, bảng
chỉ dẫn khi có sự cố xảy ra, sơ đồ lối thoát hiểm..
- Các đường ống dẫn nhiệt, dẫn hơi phải bọc cách nhiệt, có van giảm áp, áp kế, phải
kiểm tra lại các bộ phận của máy trước khi vận hành xem có trục trặc, hư hỏng gì
không, nếu có thì phải kịp thời sửa chữa. Có bầu phân phối hơi trước khi vào phân
xưởng sản xuất. Để đề phòng hư hỏng ống do bị giãn nở, trên những đoạn ống
thẳng dài, ta làm các vòng dãn nở hình chữ C theo mặt phẳng ngang, khoảng cách
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
giữa chúng không quá 25m, chú ý hình chữ C không được hướng xuống dưới vì
tránh trường hợp nước sẽ ngưng tụ tạo thành van chắn tại đây dễ gây nguy hiểm.
- Bố trí lắp đặt các thiết bị phù hợp quy trình sản xuất. Các thiết bị làm việc áp lực
phải đặt xa nơi đông người.
- Kho xăng, dầu, thành phẩm phải đặt xa nguồn nhiệt. Không được hút thuốc trong
các kho và phân xưởng sản xuất. Có các thiết bị phòng cháy chữa cháy, tất cả các hệ
thống điều khiển phải được tập trung vào bảng điện, phải có hệ thống đèn màu báo
động và chuông điện…
- Khu vực phòng máy, phòng chứa hệ thống điện, phòng chế biến, kho bảo quản,
kho vật tư, những ai không phận sự miễn vào.
- Kho vật tư, kho bảo quản, phòng máy quy định mọi người thực hiện nghiêm túc:
+ Tuyệt đối không được hút thuốc.
+ Không tàn trữ chất nổ dễ cháy.
+ Khu vực chế biến phải sạch sẽ, đảm bảp vệ sinh, sàn nhà phải khô ráo thoáng mát. - Trong kho thành phẩm:
+ Không chất hàng quá cao.
+ Công nhân làm việc trong kho phải để ý lẫn nhau tránh tình trạng hàng đổ đè lên người.
- Đối với dụng cụ liên quan đến dòng điện:
+ Không để ổ cắm điện, dây điện ở dưới nền nhà hoặc nơi ẩm ướt.
+ Khi dừng máy chỉ sử dụng nút bấm hoặc cầu dao bố trí trực tiếp trên máy.
+ Không treo quần áo lên thiết bị máy móc có điện.
+ Kiểm tra hệ thống điện trước và sau ca sản xuất.
+ Khi xảy ra tai nạn điện phải nhanh chóng cắt và tách nạn nhân ra khỏi dòng
- Không chủ quan, lơ là trong công tác an toàn lao động.
- Rà soát bổ sung đầy đủ các quy trình kỹ thuật, quy định quản lý, nhất là đối với
các thiết bị có yêu cầu nghiêm ngặt về an toàn như: điện, tời trục, quang lật, bình áp lực...
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Tổ chức huấn luyện, đào tạo tại chỗ cho cán bộ công nhân về công tác an toàn lao
động, kèm cặp những công nhân mới.
- Tăng cường công tác kiểm tra, kiểm soát, ngăn chặn kịp thời các vụ sự cố tai nạn
lao động. Dự báo, phòng ngừa những nguy cơ tiềm ẩn cao, nhất là hệ thống trạm mạng điện, lò hơi...
- Có chế tài đủ mạnh để xử lý các cá nhân, tập thể vi phạm công tác ATLĐ
9.1.3. Những yêu cau cụ thể về an toàn lao động:
Hầu hết các phân xưởng sản xuất chính đều có dạng hình hộp khối, tất cả các
quá trình sản xuất đều thu gọn trong nhà, các thiết bị và hệ thống phức tạp. Do vậy
vấn đề thông gió và chiếu sáng cần được đảm bảo tốt nhất. 1) Thông gió:
- Tận dụng tối đa sự lưu thông không khí trong nhà máy, bằng cách xây dựng các cửa sổ và
cửa chớp, cửa trời trên mái. Bảo đảm sự chênh lệch nhiệt độ trong phân xưởng và môi
trường không quá 3 50C. Tại các bộ phận sinh nhiệt như: gia nhiệt, bốc hơi, nấu đường, li
tâm, lò hơi có bố trí quạt gió để tăng cường sự phân tán nhiệt. Các bộ phận sinh nhiệt đều
có lớp cách nhiệt và phải đặt ở cuối hướng gió. 2) Chiếu sáng:
- Các phòng, phân xưởng sản xuất phải có đủ ánh sáng và thích hợp với từng công việc.
Tận dụng ánh sang tự nhiên qua các cửa sổ, cửa mái để tiết kiệm năng lượng điện, tạo cảm
giác dễ chịu cho công nhân sản xuất.
3) An toàn về điện:
- Hệ thống điều khiển phải được tập trung vào bảng điện, có hệ thống chuông điện báo và
đèn màu báo động. Các đường dây dẫn điện được cách điện an toàn và bố trí dọc tường
hay đi ngầm dưới mặt đất. Các thiết bị điện phải được che chắn bảo hiểm. Phải có phương
tiện bảo vệ cá nhân và biện pháp cấp cứu người bị nạn. Phòng chống sự phát sinh tĩnh điện trong vận hành.
4) An toàn về hơi, thiết bị trao đổi nhiệt:
- Các thiết bị sản xuất hơi, nhiệt như: lò, tuabin, thiết bị đun nóng, bình nén... phải có vỏ
bảo vệ chắn chắc, cần có khoảng cách an toàn khi làm việc, cần kiểm tra trước khi sử dụng
và đinh kỳ kiểm tra mức độ an toàn của thiết bị. Đường ống dẫn hơi phải đặt cao 3 ÷
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4,5(m), sát tường hoặc dọc theo cột, phải có lớp bảo ôn đồng nhất để dễ phân biệt và dùng
đúng quy định của nhà máy.
5) Phòng chống cháy nổ:
- Cháy nổ là hiện tượng rất dễ xảy ra trong nhà máy do các sự cố sau: chập mạch điện,
nhiên liệu dễ bắt lửa, các thiết bị đóng cặn, bị ăn mòn lâu ngày bị nổ, các phản ứng
hoá học xảy ra trong quá trình sản xuất.
- Ðể hạn chế cháy nổ cần có biện pháp sau:
+ Bố trí sản xuất có khoảng cách thích hợp để tránh lây lan.
+ Các bộ phận gây cháy nổ như: Lò vôi, lò lưu huỳnh đặt cuối hướng gió.
+ Những thiết bị dùng điện phải có vỏ an toàn.
+ Bố trí các cầu thang phòng hỏa, các bình cứu hỏa, các khu cứu hỏa cạnh
đường giao thông để dễ vận động khi cứu hỏa.
6) Giao thông trong nhà máy:
- Ðể thuận tiện và rút ngắn đoạn đường trong phân xưởng, nhà máy cần thiết kế các lối đi
lại có chiều rộng hợp lý, các cầu thang rộng và chịu lực, dễ dàng đi lại. Ngoài ra bố trí các
cửa ra vào hợp lý để khi có sự cố dễ dàng thoát hiểm.
7) An toàn lao động trong phòng thí nghiệm:
- Cán bộ công nhân viên phòng hóa nghiệm phải tuân thủ đầy đủ nội quy của phòng hóa
nghiệm. Khi thao tác cẩn thận, tránh độc hại cho người. Các hóa chất để đúng nơi quy
định, gọn gàng không làm đổ vỡ dụng cụ thí nghiệm, không làm rơi hoá chất, các lọ đựng
hóa chất phải đậy nút và ghi nhãn.
9.2. Vệ sinh công nghiệp
Vấn đề vệ sinh nhà máy có vai trò rất quan trọng đối với các nhà máy thực
phẩm. Nếu công tác vệ sinh không đảm bảo thì đó chính là điều kiện tốt cho các vi
sinh vật phát triển làm ảnh hưởng đến chất lượng sản phẩm và an toàn thực phẩm,
ảnh hưởng đến sức khỏe của người tiêu dùng.
9.2.1. Vệ sinh cá nhân của công nhân
Vấn đề này yêu cầu rất cao, đặc biệt là công nhân trực tiếp làm việc tại các
phân xưởng sản xuất chính.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
- Công nhân phải ăn mặc quần áo sạch sẽ. Khi vào sản xuất phải mặc đồng phục của
nhà máy, đội m甃̀, đeo khẩu trang, đi ủng và mang găng tay.
- Không được ăn uống trong khu vực sản xuất.
-Thực hiện tốt chế độ khám sức khoẻ cho công nhân theo định kỳ 6 tháng một lần.
Không để người đau ốm vào khu vực sản xuất.
9.2.2. Vệ sinh máy móc, thiết bị:
Các thiết bị phải được vệ sinh thường xuyên và định kỳ trong từng thời điểm
cố định hoặc khi thiết bị ngừng vận hành. Các thiết bị phải vệ sinh sạch sẽ trước khi đưa vào một mẻ mới.
9.2.3. Vệ sinh xí nghiệp:
- Trong các phân xưởng sản xuất, sau mỗi mẻ, mỗi ca cần phải làm vệ sinh khu làm việc.
- Thường xuyên kiểm tra việc thực hiện vệ sinh trong và ngoài các phân xưởng
9.2.4. Xử lý nước dùng để sản xuất:
Nguồn nước sử dụng của nhà máy là nước máy do công ty cấp thoát nước
tỉnh Quảng Trị cung cấp, trước khi dùng để sản xuất sẽ được qua hệ thống xử lý
nước của nhà máy bao gồm bộ lọc cacbon và đèn cực tím.
9.2.5. Xử lý nước thải:
Nước thải chứa nhiều tạp chất hữu cơ nên vi sinh vật dễ phát triển gây ô
nhiễm cho môi trường sống của con người. Vì vậy vấn đề xử lý nước thải rất quan
trọng đối với nhà máy. Nhà máy sử dụng phương pháp sinh học để xử lý nước thải.
Nước thải chảy từ các phân xưởng sản xuất được đưa xuống cống và lần luợt
qua các bể tại các bể đó xảy ra xảy ra quá trình lên men phân huỷ hợp chất hữa cơ
dưới tác dụng của hệ vi sinh vật tự nhiên và bổ sung, bùn được lắng xuống đáy bể
còn nước thải sạch được chảy tràn ra bể, sau đó theo đường ống dẫn đến nơi chứa
nước thải đã xử lý của khu công nghiệp, từ đó dẫn ra sông.
Nước thải sau khi được xử lý về mặt cơ bản là không gây ô nhiễm cho môi
trường xung quanh nhà máy, quá trình xử lý được tiến hành khá nhanh.
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ KẾT LUẬN
Đồ án “Thi Āt k nhà máy sản xuất kẹo hiện đại với hai dây chuyền: Sản phẩm
kẹo que với năng suất 3000 tấn sản phẩm/năm và sản phẩm kẹo dẻo jelly với năng
suất 1500 tấn sản phẩm/năm” đã thực sự giúp tôi c甃̀ng cố và hiểu sâu hơn những kiến
thức đã học đồng thời học hỏi thêm nhiều kiến thức mới rất thiết thực:
+ Kiến thức chuyên ngành: công nghệ sản xuất, thiết bị, cách thiết kế nhà máy.
+ Kỹ năng sử dụng công nghệ thông tin, sử dụng các phần mềm: Microsoft
Office, Auto CAD, tìm tài liệu trên mạng.
+ Kỹ năng thu thập và tổng hợp tài liệu, dịch tài liệu nước ngoài.
+ Cách trình bày Đồ án tốt nghiệp: thuyết minh, bản vẽ.
+ Tìm hiểu về: nguyên liệu, quy trình công nghệ sản xuất, hệ thống thiết bị phù
hợp với dây chuyền sản xuất kẹo…
Sau hơn 3 tháng nghiên cứu tài liệu, học hỏi, cố gắng cùng với sự giúp đỡ tận
tình của cô giáo hướng dẫn, đến nay tôi đã hoàn thành tập đồ án tốt nghiệp với đề
tài " Thiết kế nhà máy sản xuất kẹo với năng suất 4500 tấn sản phẩm/ năm ".
Tuy nhiên, do thời gian có hạn, tài liệu còn ít, ít tiếp xúc với thực tế c甃̀ng như
trình độ chuyên môn chưa cao, vì vậy nội dung đồ án này không thể tránh khỏi
những thiếu sót. Rất mong quý thầy cô và các bạn đóng góp ý kiến để bản đồ án của
tôi được hoàn chỉnh hơn.
Đà Nẵng, ngày tháng năm 2012
Sinh viên thực hiện Tran Minh Hoàng
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
TÀI LIỆU THAM KHẢO Sách:
[1].Nguyễn Bin, (1999), Sổ tay quá trình và thi t bị công nghệ hóa chất tập 1, NXB khoa học kĩ thuật.
[2]. Đỗ Văn Đài, Nguyễn Trọng Khuông, Trần Xoa, Sổ Tay QuáTrình Và Thi t Bị
Công Nghệ Hóa Chất Tập I, Nhà xuất bản khoa học và kỹ thuật, Hà Nội
[3]. Đoàn Dụ , Nguyền Như Thung, Bùi Đức Lợi, Công nghệ và máy ch bi n
lương thực, Nhà xuất bản khoa học và kĩ thuật.
[4].TS. Trương Thị Minh Hạnh, (2007), Giáo án công nghệ sản xuất đường bánh
kẹo, Đại học bách khoa Đà Nẵng.
[5].Hồ Hữu Long (1982)– kỹ thuật sản xuất bánh kẹo – NXB Khoa học kỹ thuật
[6].Lê Xuân Phương(2005), “ Giáo trình an toàn và vệ sinh lao động”, Đại học
bách khoa Đà Nẵng, Đà Nẵng.
[7].Đào Xuân Thức, Nguyễn Huy Tuấn, Nguyễn Ngọc Chất (1982), Lắp Đặt Nồi
Hơi Và Ống Dẫn Hơi, NXB Công Nhân Kỹ Thuật, Hà Nội.
[8].Phạm Thế Toàn (2000) Các quá trình, thi t bị trong công nghệ hóa chất và thực
phẩm tập 3 . NXB Khoa Học và Kỹ Thuật Hà Nội
[9] .Trần Thế Truyền (1999), Bài giảng cơ sở thi t k nhà máy, Đại học Đà Nẵng
trường đại học Bách Khoa, Đà Nẵng. Trang web
[10]. http://www.baomoi.com/Phan-tich-nganh-banh-keo-va-cac-co-phieu-BBC- HHC-NKD-KDC/127/4868747.epi ( ngày truy cập 12/3/2012)
[11] . http://www.baomoi.com/Viet-Nam--thi-truong-banh-keo-tiem- nang/50/3279233.epi (truy cập ngày 21/3/2012)
[12]. http://www.thuongmai.vn/banh-keo-viet-nam/28190-viet-nam-thi-truong- banh-keo-day-tiem-nang-.html
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ (truy cập ngày 21/3/2012)
[13]. http://vi.wikipedia.org/wiki/%C4%90%C3%B4ng_H%C3%A0 (truy cập ngày 21/3/2012)
[14].http://baoquangtri.vn/default.aspx?TabID=74&modid=405&ItemID=48209 ( ngày truy cập 21/3/2012)
[15].http://gioithieu.quangtri.gov.vn/index.php?language=vi&nv=about&op=Dac-
diem-tu-nhien ( ngày truy cập 21/3/2012)
[16].http://gioithieu.quangtri.gov.vn/index.php?language=vi&nv=about&op=Khai-
quat-dieu-kien-tu-nhien-kinh-te-xa-hoi-va-tiem-nang-phat-trien-cua-tinh-Quang-Tri ( ngày truy cập 21/3/2012)
[17] . http://yufengbeverage.en.made-in-china.com/product/yqvJeMiEnBht/China-
Syrup-Filter-YFSF-.html (truy cập ngày 25/3/2012)
[18]. http://www.scribd.com/doc/73195923/20/Hinh-7-Mo-hinh-thi%E1%BA%BFt-
b%E1%BB%8B-co-%C4%91%E1%BA%B7c-chan-khong (truy cập ngày 25/3/2012)
[19]. http://www.cnchaoyang.com/english-show.asp?id=1770(truy cập ngày 25/3/2012)
[20]. http://quangcaosanpham.com/gian-hang/49821/292305/day-chuyen-san-xuat-
keo-que.html (truy cập ngày 25/3/2012)
[21] . http://www.scribd.com/doc/73195923/24/Hinh-10-Mo-hinh-thi%E1%BA
%BFt-b%E1%BB%8B-lam-ngu%E1%BB%99i (truy cập ngày 28/3/2012)
[22] . http://kiencuong.com/2453/may-dot-dap-keo-que (truy cập ngày 28/3/2012)
[23] . http://factory.dhgate.com/beverage-processing-machinery/sugar-melting-pot-
p43898944.html (truy cập ngày 28/3/2012)
[24]. http://www.biz2biz.vn/maythucpham/detail_product/-noi-nau-mang-mong-
chan-khong-27360-.biz (truy cập ngày 29/3/2012)
[25]. http://hanshuangying.en.made-in-china.com/product/pqVxdYzMYghT/China-
Jelly-Candy-Machine-QH150Q-450Q-.html ( ngày truy cập 29/3/2012)
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
[26]. http://www.scribd.com/doc/73195923/35/Hinh-21-Mo-hinh-thi%E1%BA
%BFt-b%E1%BB%8B-bao-goi-k%E1%BA%B9o ( ngày truy cập 29/3/2012)
[27].http://www.confectionerymachineryindia.com/robust_cooling_conveyor.html (truy cập ngày 5/4/2012)
[28].http://hoanamsg.vn/vi/?ctrl=product&task=show&cid=1741&name=m
%C3%A1y-%C4%91%C3%B3ng-g%C3%B3i-k%E1%BA%B9o-
que&category_pathway=0(truy cập ngày 5/4/2012)
[29]. http://www.cyfood.com.tw/jelly.htm(truy cập ngày 5/4/2012)
[30].http://www.confectionarymachines.com/lc52_confectionery_machines.shtml (truy cập ngày 5/4/2012)
[31] . http://www.vatgia.com/raovat/6349/3881306/may-danh-bong-thuoc-may-bao-
vien-duong-by-800.html (truy cập ngày 15/4/2012)
[32] . http://shop.ipvnn.com/maymocthietbihoathanh/day-chuyen-lam-banh-
keo/may-dong-goi-keo.ipvnn (truy cập ngày 5/4/2012) MỤC LỤC
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
MỞ ĐẦU .................................................................................................................... 1
CHƯƠNG 1 LẬP LUẬN KINH TẾ KỸ THUẬT .................................................. 3
1.1. ĐẶC ĐIỂM TỰ NHIÊN ............................................................................... 3
1.2. NGUỒN CUNG CẤP NGUYÊN LIỆU ....................................................... 5
1.3. HỢP T䄃ĀC HÓA .............................................................................................................. 5
1.4. HỆ THỐNG CẤP ĐIỆN ............................................................................... 5
1.5. NHIÊN LIỆU ................................................................................................. 5
1.6. NGUỒN CUNG CẤP NƯỚC VÀ VẤN ĐỀ XỬ LÝ NƯỚC ...................... 5
1.7. GIAO THÔNG VẬN TẢI ............................................................................. 6
1.8. NGUỒN NHÂN LỰC ................................................................................... 6
1.9. THỊ TRƯỜNG TIÊU THỤ .......................................................................... 7
CHƯƠNG 2 TỔNG QUAN ...................................................................................... 8
2.1. CƠ SỞ LÝ THUYẾT CỦA QU䄃Ā TRÌNH SẢN XUẤT KẸO VÀ PHÂN
LOẠI KẸO ................................................................................................................. 8
2.2. TỔNG QUAN VỀ NGUYÊN LIỆU DÙNG TRONG SẢN XUẤT KẸO.9
2.3. GIỚI THIỆU SƠ LƯỢC VỀ KẸO CƯ꼁NG SOCOLA DẠNG QUE VÀ
KẸO D䔃ऀ O JELLY ..................................................................................................................... 12
CHƯƠNG 3 CHỌN VÀ THUYẾT MINH DÂY CHUYỀN CÔNG NGHỆ ...... 14
3.1. CHỌN DÂY CHUYỀN SẢN XUẤT .......................................................... 14
3.2. THUYẾT MINH DÂY CHUYỀN SẢN XUẤT ........................................ 15
CHƯƠNG 4 TÍNH CÂN BẰNG VẬT CHẤT ...................................................... 29
4.1. LẬP BIỂU ĐỒ SẢN XUẤT ........................................................................ 29
4.2. TÍNH CÂN BẰNG VẬT CHẤT CHO DÂY CHUYỀN KẸO CƯ꼁NG
QUE SOCOLA ........................................................................................................ 30
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
4.3. TÍNH CÂN BẰNG VẬT CHẤT CHO DÂY CHUYỀN KẸO D䔃ऀ O JELLY 38
4.4 BẢNG TỔNG KẾT CHI PHÍ NGUYÊN LIỆU VÀ B䄃ĀN THÀNH
PHẨM CHO 1 TẤN SẢN PHẨM .......................................................................... 45
CHƯƠNG 5 TÍNH VÀ CHỌN THIẾT BỊ ............................................................ 48
5.1. DÂY CHUYỀN CÔNG NGHỆ KẸO QUE SOCOLA ............................. 48
5.2 DÂY CHUYỀN SẢN XUẤT KẸO D䔃ऀ O JELLY ........................................... 58
CHƯƠNG 6 TÍNH XÂY DỰNG ............................................................................ 69
6.1. CƠ CẤU TỔ CHƯ꼁C ................................................................................... 69
6.2. TÍNH KÍCH THƯỚC C䄃ĀC CÔNG TRÌNH ................................................. 71
6.3. TÍNH TỔNG MẶT BẰNG CẦN XÂY DỰNG NHÀ M䄃ĀY ........................ 80
CHƯƠNG 7 TÍNH HƠI – NƯỚC......................................................................... 81
7.1. TÍNH HƠI .................................................................................................... 81
7.2. LƯỢNG NƯỚC CẦN CUNG CẤP CHO NHÀ M䄃ĀY ................................ 82
7.3. TÍNH THO䄃ĀT NƯỚC ........................................................................................... 84
CHƯƠNG 8 KIỂM TRA SẢN XUẤT ................................................................... 85
8.1. MỤC ĐÍCH CỦA VIỆC KIỂM TRA SẢN XUẤT ................................... 85
8.2. KIỂM TRA NGUYÊN VẬT LIỆU ............................................................ 85
8.3. KIỂM TRA C䄃ĀC CÔNG ĐOẠN SẢN XUẤT ................................................. 86
8.4. KIỂM TRA THÀNH PHẨM ...................................................................... 87
8.5. C䄃ĀC PHƯƠNG PH䄃ĀP KIỂM TRA KẸO THÀNH PHẨM ........................ 87
CHƯƠNG 9 AN TOÀN LAO ĐỘNG VÀ VỆ SINH CÔNG NGHIỆP ............. 91
9.1. AN TOÀN LAO ĐỘNG .............................................................................. 91
9.2. VỆ SINH CÔNG NGHIỆP ......................................................................... 94
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng lOMoAR cPSD| 30964149
Ketnooi.com diễn đàn chia sẻ kiến thức, công nghệ
KẾT LUẬN .............................................................................................................. 96
TÀI LIỆU THAM KHẢO ......................................................................................... 97
GVHD: PGS.TS. Trương Thị Minh Hạnh. SVTH: Trần Minh Hoàng
Tài liệu liên quan:
-

Công nghệ sản xuất nước tương bằng phương pháp lên men | Đại học Công nghiệp Thực phẩm Thành phố Hồ Chí Minh
607 304 -

Thiết bị ngưng tụ trực tiếp loại khô, chân cao - Kỹ thuật thực phẩm 2 | Đại học Công nghiệp Thực phẩm Thành phố Hồ Chí Minh
199 100 -

Đồ Án Môn Học Kỹ Thuật Thực Phẩm | Đại học Công nghiệp Thực phẩm Thành phố Hồ Chí Minh
540 270 -

Thiết kế hệ thống tháp đệm chưng cất hệ Acid Acetic - Nước | Đồ án Kỹ thuật thực phẩm
1.6 K 813 -
Bài giảng đánh giá cảm quan
4 K 2 K