Thước kẹp và máy đo độ nhám | Tiểu luận môn: dung sai – kỹ thuật đo Trường đại học sư phạm kỹ thuật TP. Hồ Chí Minh
Trong các ngành công nghiệp như gia công cơ khí để kiểm tra độ chính xác của các chi tiết trong quá trình gia công, sản xuất người ta thường dùng tới các dụng cụ đo với độ chính xác cao để đạt hiệu quả tối ưu cho sản phẩm. Do đó, nhóm em chọn đề tài này mục đích để tìm hiểu những dụng cụ đo độ chính xác trong gia công cơ khí, hiểu rõ cấu tạo và chức năng của các dụng cụ đo, Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Dung sai & Kỹ thuật đo (TOMT220225) 12 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:












Preview text:
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HCM TIỂU LUẬN
MÔN HỌC: BỘ MÔN DUNG SAI - KỸ THUẬT ĐO
Mã lớp học: TOMT220225_23_2_02CLC
THƯỚC KẸP VÀ MÁY ĐO ĐỘ NHÁM
GVHD: Th.S Đặng Minh Phụng
Sinh viên thực hiện STT HỌ VÀ TÊN SV MSSV 1 Lê Hoàng Sang 23146136 2 Lê Đình Nghĩa 22145198 3 Huỳnh Vũ Đức 23146070 4 Phạm Đức Huy 22145161 5 Trần Đình Thiên 22145250 6 Nguyễn Đăng Bảo Tín 22145265 7 Nguyễn Tuấn Khoa 22145176
LỜI NHẬN XÉT CỦA GIÁO VIÊN
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
……………………………………………………………………………………
…………………………………………………………………………………… ĐIỂM
---------------------------------- MỤC LỤC
PHẦN MỞ ĐẦU.................................................................................................4
PHẦN NỘI DUNG..............................................................................................4
1.THƯỚC KẸP..............................................................................................4
1.1 Khái niệm thước kẹp............................................................................4
1.2 Phân loại thước kẹp..............................................................................4
1.2.1 Thước kẹp đồng hồ.........................................................................5
1.2.2 Thước kẹp cơ khí............................................................................7
1.2.3 Thước kẹp điện tử...........................................................................8
1.3 Cấu tạo của thước kẹp........................................................................10
1.3.1 Thước kẹp đồng hồ.......................................................................10
1.3.2 Thước kẹp cơ khí..........................................................................10
1.3.3 Thước kẹp điện tử.........................................................................11
1.4. Cách đo thước kẹp.............................................................................12
1.4.1. Thước kẹp đồng hồ......................................................................12
1.4.2 Cách sử dụng thước kẹp đo kích thước ngoài............................12
1.4.3 Cách đo đường kính trong bằng thước kẹp...............................13
1.4.4 Cách dùng thước kẹp để đo sâu..................................................14
1.4.5 Cách sử dụng thước kẹp để đo bậc.............................................15
1.5 Công dụng của thước kẹp..................................................................15
1.6 Cách bảo quản thước kẹp..................................................................16
1.7 Các loại thước kẹp tốt hiện nay.........................................................17
2. MÁY ĐO ĐỘ NHÁM..............................................................................18
2.1. Khái niệm máy đô độ nhám..............................................................18
2.2. Phân loại máy đo độ nhám................................................................19
2.3. Cấu tạo và nguyên lý hoạt động của máy đo độ nhám...................19
2.4. Hướng dẫn sử dụng máy đo độ nhám hiệu quả..............................20
2.5. Một số tiêu chuẩn đo độ nhám bề mặt.............................................20
2.6. Quy trình hiệu chuẩn thiết bị đo độ nhám......................................21
2.7. Một số máy đo độ nhám trên thị trường hiện nay..........................22
2.8. Một số lưu ý khi sử dụng máy đo độ nhám.....................................23
3.KẾT LUẬN................................................................................................24
LỜI CẢM ƠN...................................................................................................25
BẢNG CHẤM ĐIỂM PHÂN CÔNG CÔNG VIỆC......................................26 PHẦN MỞ ĐẦU
Trong các ngành công nghiệp như gia công cơ khí để kiểm tra độ chính
xác của các chi tiết trong quá trình gia công, sản xuất người ta thường dùng tới
các dụng cụ đo với độ chính xác cao để đạt hiệu quả tối ưu cho sản phẩm. Do
đó, nhóm em chọn đề tài này mục đích để tìm hiểu những dụng cụ đo độ chính
xác trong gia công cơ khí, hiểu rõ cấu tạo và chức năng của các dụng cụ đo,
cách sử dụng chúng trong quá trình đo kiểm, luyện tập các thao tác đo bằng các
loại dụng cụ đúng kĩ thuật, đạt độ chính xác cao. Đối tượng nghiên cứu chủ yếu
là những vấn đề về nguyên tắc thiết kế và chế tạo, đồng thời nghiên cứu những
tiêu chuẩn về dung sai và cách đo lường. PHẦN NỘI DUNG 1.THƯỚC KẸP
1.1 Khái niệm thước kẹp
Thước kẹp (hay còn gọi là thước cặp) là một dụng cụ đo đa năng dùng để
đo khoảng cách, kích thước bên trong, kích thước bên ngoài, độ sâu của các vật
dụng, thiết bị vật có hình hộp, hình trụ, hình trụ rỗng... Thước kẹp có tính đa
dụng, phạm vi đo rộng, tính chính xác cao, dễ sử dụng, giá thành lại rẻ nên nó
được ứng dụng trong nhiều ngành khác nhau như cơ khí, xây dựng, chế tạo máy...
1.2 Phân loại thước kẹp
Hiện nay có rất nhiều loại thước kẹp trên thị trường. Dựa vào nhu cầu sử
dụng và tài chính, ta có thể chọn loại thước kẹp phù hợp với mục đích của mình
Phân loại theo đặc điểm cấu tạo:
Dựa vào đặc điểm cấu tạo, thước kẹp được phân chia thành các loại sau:
Thước cặp đồng hồ: Đo và hiển thị kết quả đo trên mặt đồng hồ số.
Thước cặp cơ khí: Đo và hiển thị kết quả trên vạch cơ khí được khắc trên thước.
Thước cặp điện tử: Hiển thị kết quả đo trên mặt đồng hồ điện tử. Đây là
loại hiện đại nhất trong 3 kiểu thước kẹp hiện nay.
Phân loại theo tính chính xác
Nếu dựa theo tính chính xác của kết quả đo thì thước kẹp có thể phân loại thành các loại sau:
Thước cặp 1/10 có nghĩa là đo được kết quả chính xác tới 0.1mm.
Thước cặp 1/20 đo kích thước chính xác tới 0.05mm.
Thước cặp 1/50 đo chính xác kết quả tới 0.02mm. Phân loại theo khoảng đo
Ngoài hai cách phân loại trên là hai cách phổ biến nhất, chúng ta cũng có
thể phân loại thước cặp dựa theo giới hạn đó của nó. Giới hạn đo của thước có
thể là: 150mm, 200mm, 300mm, 500mm, 1000mm (1 mét)... Khoảng cách giữa
mỗi vạch bằng 1mm, để tiện cho công việc theo dõi
Ngoài ra, tùy vào độ dài, cấu tạo và chất liệu làm nên thước kẹp mà nhiều
khách hàng cũng gọi tên thước kẹp với nhiều cái tên khác nhau như: Thước cặp
cơ 200mm, thước kẹp nhựa, thước kẹp điện tử 150mm, thước kẹp 1 mét...
1.2.1 Thước kẹp đồng hồ
Thước kẹp đồng hồ là loại thước sử dụng mặt đồng hồ kim
hiển thị giá trị đo thước phụ. Giá trị đo này có thể hiển thị dưới
các đơn vị milimet hoặc inch tùy theo lựa chọn của người sử
dụng. Kết quả đo cuối cùng là sự kết hợp giữa kết quả đo trên
thước chính và kết quả đo hiển thị trên mặt đồng hồ.
Đối với loại thước cặp này người sử dụng sẽ dễ dàng đo
lường và kết quả sẽ được hiển thị trên mặt đồng hồ.
Dòng thiết bị này ít phổ biến hơn so với 2 dòng còn lại, độ
phân giải thông thường là 0,01 – 0,02 mm, độ chính xác thường
đạt ±0,02-0,03 mm. Dải đo thường chỉ giới hạn ở 300 mm.
Khác biệt này là do đặc trưng cấu tạo dạng ray và bánh
răng, cho phép nâng cao độ chính xác và ổn định, đương nhiên
giá thành cũng cao hơn do đặc thù chế tạo (đây cũng là 1 phần
nguyên nhân các hãng đều không sản xuất dòng này với dải đo
lớn). Thước kẹp đồng hồ thể hiện kết quả đo thông qua mặt
đồng hồ gắn với ngàm di động.
Điểm mạnh của nó là rất dễ dàng đọc kết quả cũng như
thực hiện các phép đo so sánh tại nhiều vị trí trên phôi đo. Các
lợi điểm này khiến nhiều thợ lành nghề tin dùng dòng sản phẩm này.
Điểm nổi bật nhất của thước cặp đồng hồ là nó hoạt động
ổn định, cứng cáp và không cần đến sự hỗ trợ của nguồn năng
lượng để hoạt động như pin. Mặt đồng hồ có 2 loại là dạng màu
trắng và màu vàng, màu vàng cho khả năng quan sát rõ nét hơn.
Tuy vậy, cũng cần phải lưu ý trước các nhược điểm sau:
không thể có 2 đơn vị mm/inch trên cùng 1 thước; thước dễ bị
hư hại nếu có va chạm mạnh; ray và bánh răng cũng dễ bị bẩn,
bám mạt phoi khiến hoạt động kém mượt mà, gây sai số. Có
thể nói là khá kén người sử dụng.
Ngoài ra, nhược điểm của thước cặp đồng hồ là đọc giá trị
khó khăn, có thể dẫn đến độ sai số cao hơn nếu không nắm bắt
được cách đo và đọc kết quả. Hình ảnh:
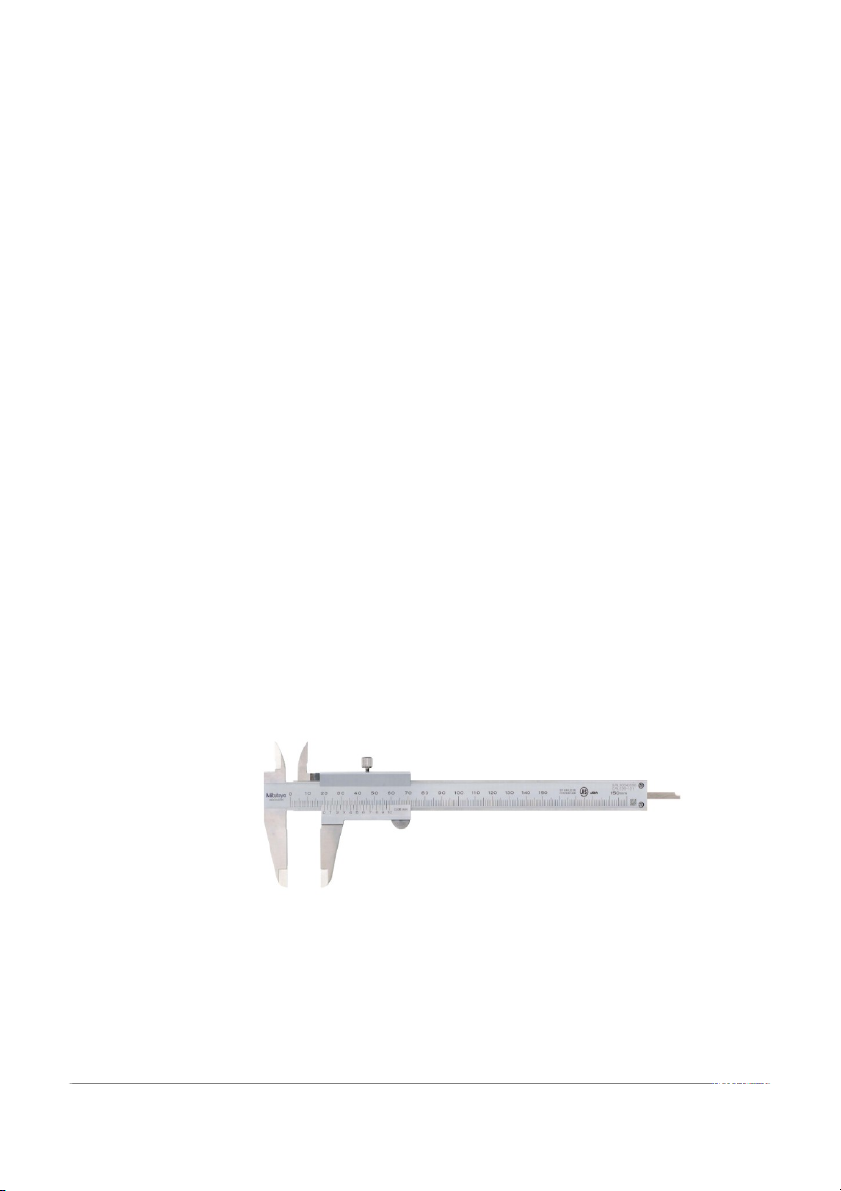
1.2.2 Thước kẹp cơ khí
Đo và hiển thị kết quả trên vạch cơ khí được khắc trên thước.
Thước kẹp cơ khí là dòng sản phẩm phổ thông và cơ bản nhất trên thị
trường với độ phân giải thông thường là 0,02 – 0,05 mm, độ chính xác thường
đạt ±0,05 mm. Dải đo của sản phẩm rất rộng, từ 150 mm cho đến 3000 mm và
thậm chí hơn, đáp ứng đa dạng yêu cầu của các kỹ sư, thợ máy, đặc biệt là trong
các ngành công nghiệp nặng.
Thước kẹp cơ khí có cấu tạo đơn giản từ vật liệu thép không gỉ, ngàm cố
định gắn với thước chính và ngàm di động gắn với thước phụ. Trên thước phụ
có khắc thang đo Vernier để đọc kết quả.
Với kết cấu như vậy, điểm mạnh của thước kẹp cơ khí là độ bền, làm việc
được trong nhiều loại môi trường như phải tiếp xúc nhiều với nước, dầu máy
hay trong môi trường từ tính mà không phải lo ngại gì. Chưa kể so với các dòng
còn lại thì giá cả cũng rất phải chăng nên được ưu tiên sử dụng trong các xưởng
cơ khí nhỏ. Đối với các ngành như thép cần sử dụng với dải đo rất lớn thì đây là lựa chọn hàng đầu.
Thước cặp xuất hiện từ khá lâu, nó được ứng dụng để đo những vật dụng
đòihỏi độ chính xác cao như viên bi, máy móc hay các khối hình trụ mà thước
thông thường không thể làm được. Nhắc đến tính chính xác, thước cặp cơ khí
chính là đại diện tiêu biểu bên cạnh thước đo panme. Sản phẩm có khả năng đo
nhiều phạm vi khác nhau vớiđộ chính xác cao.
Thước cặp cơ khí có thể được sử dụng để đo nhiều phép đo khác nhau.
Chúng bao gồm, đo kích thước đường kính bên ngoài, đường kính bên trong, đo độ sâu.
Sản phẩm được thiết kế khá nhỏ gọn, chính bởi vậy người dùng có thể
dichuyển đến bất kỳ đâu để phục vụ các mục đích công việc đo lường.
Xét về điểm yếu, việc đọc kết quả trên thước cặp cơ khí đòi hỏi phải có
kĩ năng nhất định. Vạch khắc cũng không lớn nên người sử dụng cũng cần có
thị lực tốt, môi trường làm việc đủ sáng mới có thể đọc kết quả chính xác, hạn
chế được sai số thô đại phát sinh.
Thang đo Vernier của thước cặp cơ khí khá nhỏ, do đó nó trở nên khó
đọc. Bạn cần phải có kính lúp hoặc thị lực tốt để đọc kết quả.
Vì thước đo cơ khí là công cụ đo lường độc đáo, vì vậy trước khi sử
dụng, bạn cần hiểu về nó. Biết được công thức tính toán để cho ra một kết quả thực.
Thực hiện một loạt các phép đo liên tiếp có thể dẫn đến lỗi đọc, vì vậy
cần phải tập trung trong quá trình thao tác.
Thước cặp được ứng dụng rộng rãi trong các ngành như cơ khí, máy móc… Hình ảnh:
1.2.3 Thước kẹp điện tử
Nếu như ưu điểm của chiếc thước cặp cơ là có giá thành vừa phải, thiết
kế bền chắc, thì thước cặp điện tử lại có nhiều những ưu điểm nổi bật khác:
Hiển thị kết quả đo trên mặt đồng hồ điện tử. Đây là loại hiện đại nhất
trong 3 kiểu thước kẹp hiện nay.
Đây chính là dòng sản phẩm gắn liền với thời kỳ chuyển đổi số và ngày
càng phổ biến trên thị trường. Độ phân giải cơ bản là 0,01 mm với cấp chính
xác ± 0,02-0,03 mm, dải đo cũng rất rộng, từ 150 mm cho đến 3000 mm.
Có thể thấy, nó đã kết hợp được các điểm mạnh về thông số kỹ thuật của
cả 2 dòng sản phẩm trước. Kết cấu ngàm di động hiện đại được gắn kèm bộ đọc
vị trí kỹ thuật số, dễ dàng tích hợp thêm nhiều tính năng phục vụ nhu cầu của ngườisử dụng.
Các ưu điểm của nó mà ta có thể kể đến là: Hiển thị màn hình số dễ dàng
đọc kết quả đo.Chuyển đổi đơn vị mm/inch chỉ qua 1 phím bấm.Có thể lấy 0 tại
vị trí bất kỳ để đo so sánh.Có thể xuất dữ liệu đo kiểm đồng bộ với hệ thống
QA/QC của nhà máy. Mang đến độ tin cậy và độ chính xác cao. Tính năng đo
đa dạng. Pin khá tốt và có chống sốc
Cùng với đó là một số nhược điểm nhất định so với 2 dòng thước trên:
Cần phải có pin để hoạt động. Chỉ có chống dầu, bụi trên một số dòng cao cấp.
Hoạt động không tốt trong môi trường từ tính. Một điểm hạn chế đang được
khắc phục dần do sản xuất hàng loạt là giá cả, giờ đây, ta hoàn toàn có thể lựa
chọn được thước kẹp điện tử với mức giá phải chăng hơn xưa rất nhiều. Thước
kẹp điện tử không chống chịu nước. Không đáng tin cậy trong điều kiện nóng lạnh. Hình ảnh:
1.3 Cấu tạo của thước kẹp
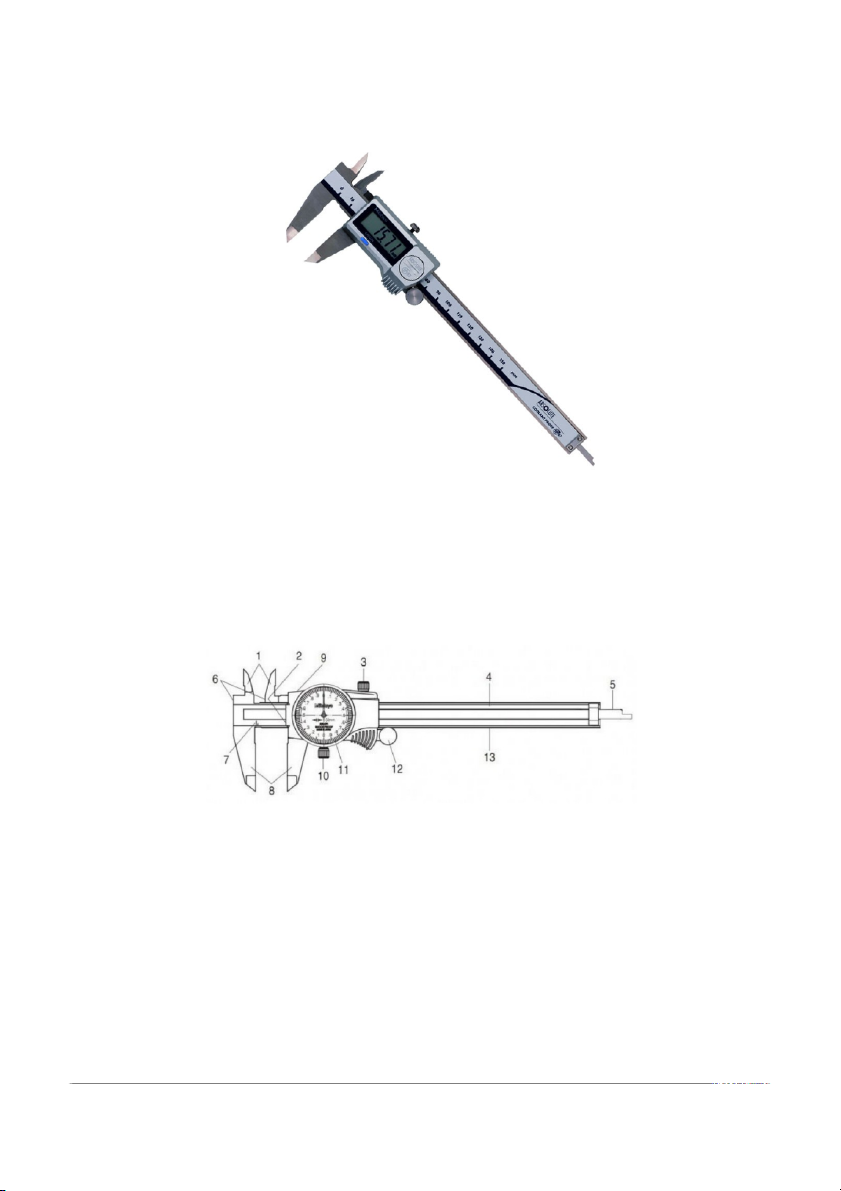
1.3.1 Thước kẹp đồng hồ
Cấu tạo của thước kẹp đồng hồ cơ bản gồm các bộ phận sau: 1.Mặt đo trong 7.Vạch chia chính 2.Vít khoá 8.Vạch chia phụ 3.Thanh trược 9.Mặt đo ngoài 4.Thanh đo sâu 10.Mặt đo bậc 5.Thước đo chính
11.Thanh trược điều chỉnh tinh 6.Thân thước
12.Con lăn điều chỉnh tinh
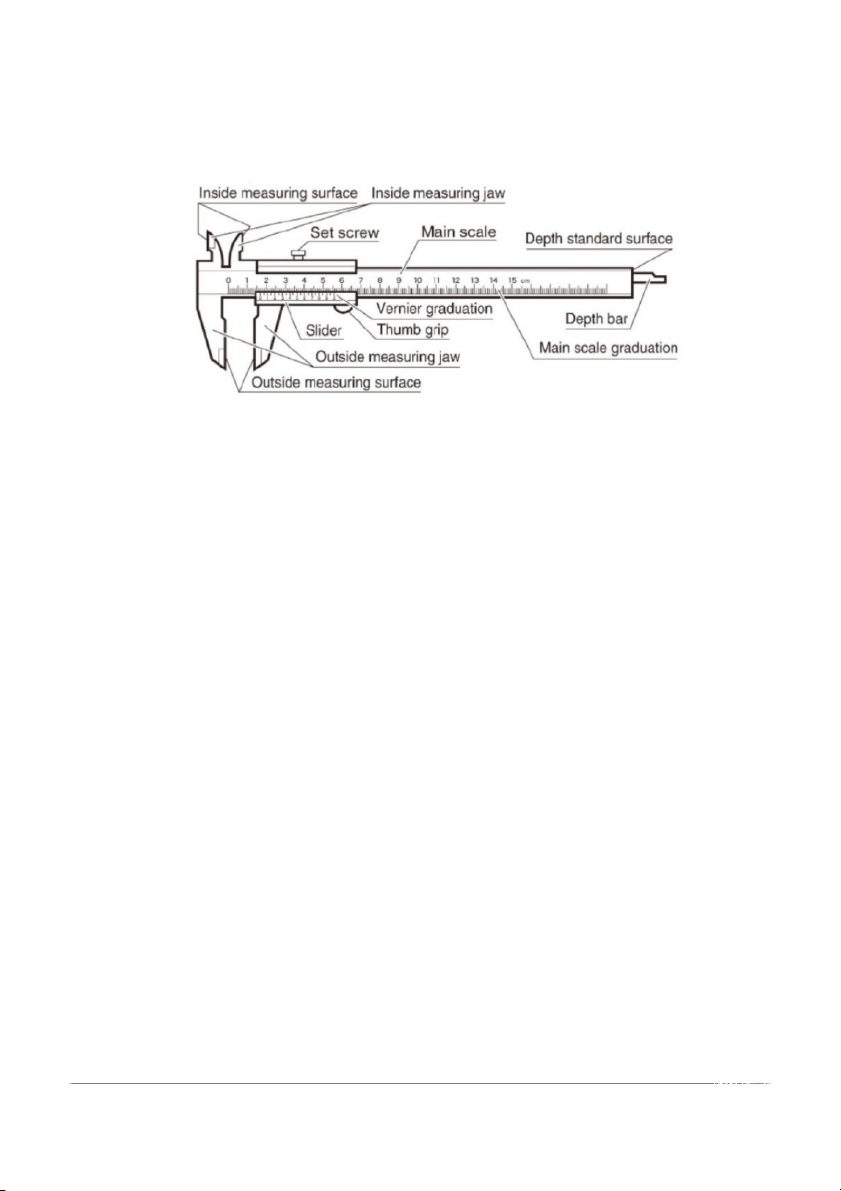
1.3.2 Thước kẹp cơ khí
Cấu tạo của thước kẹp cơ khí cơ bản gồm các bộ phận sau:
1. Mặt đo bên trong (Inside measuring faces)
2. Chiều sâu bề mặt tiêu chuẩn
3. Mỏ đo bên trong (Inside measuring jaw) 4. Thanh đo sâu (Depth bar) 5. Vít giữ (Set screw)
6. Thân thước chính có chia milimet
7. Thước đo chính (Main scale) 8. Vạch chia phụ 9. Mỏ đo bên trong
10. Con lăn điểu chỉnh tinh 11. Vạch chia chính
12. Mặt đo bên ngoài (Outside measuring faces)
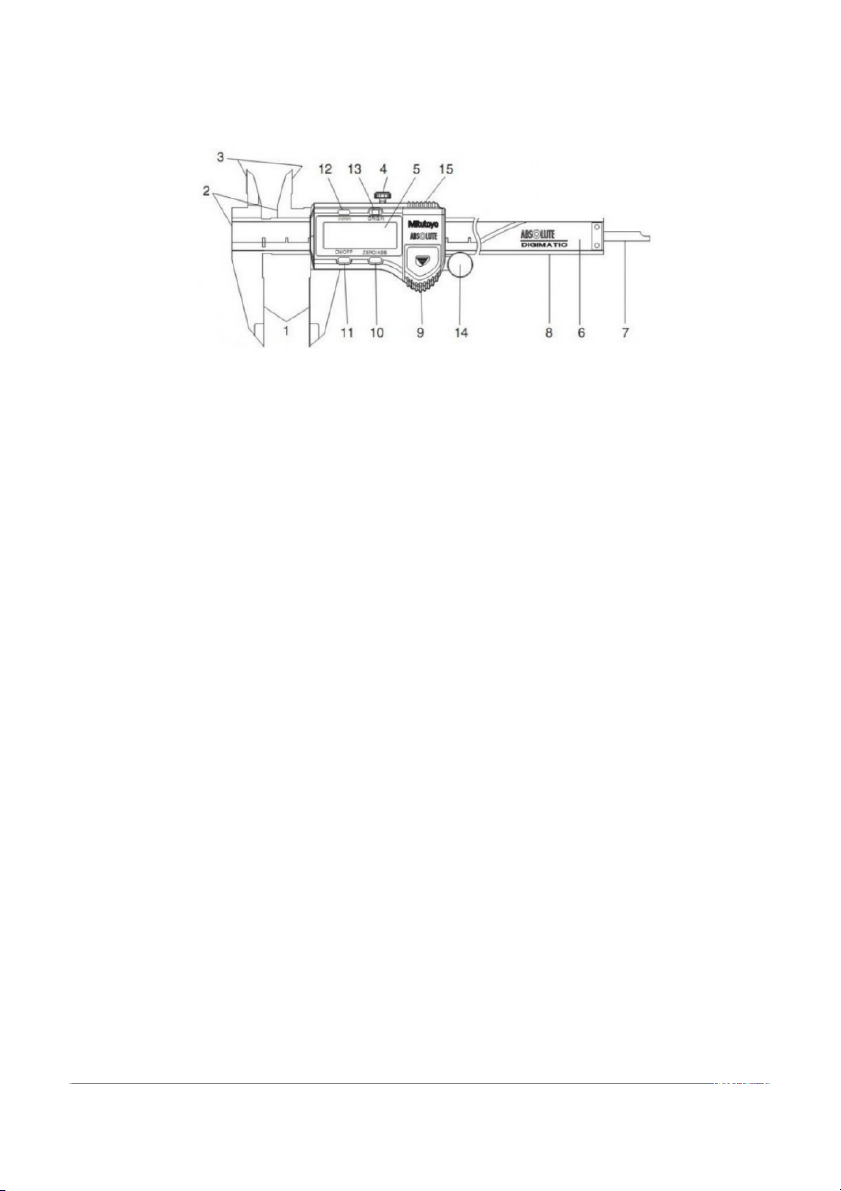
1.3.3 Thước kẹp điện tử 1.Mặt đo ngoài 9.Ngăn chứa pin
2.Mặt đo bậc 10.Nút cài đặt điểm 0 “ZERO”/ cài đặt đo giá trị tuyệt đối 3.Mặt đo trong 11.Nút tắt mở nguồn 4.Vít hãm
12.Nút chuyển hệ đơn vị đo Inch (in), mét(mm) 5.Màn hình hiển thị LCD
13.Nút cài đặt điểm gốc “0” của thước 6.Thước đo chính 14.Con lăn 7.Thanh đo sâu 15.Cổng kết nối cáp 8.Thân thước
1.4. Cách đo thước kẹp
Cần lưu ý rằng, trước khi tiến hành đo, bạn cần làm sạch
bề mặt của chi tiết cần đo, kiểm tra xem thước đã về vạch 0
chính xác chưa, khi đo phải giữ cho hai mặt phẳng của thước
song song với kích thước cần đo.
1.4.1. Thước kẹp đồng hồ
Bước 1: Đóng thước cặp đồng hồ hết cỡ sao cho các mỏ đo
tiếp xúc với nhau và không có ánh sáng lọt qua khe mỏ đo. Nếu
có ánh sáng lọt qua, cần kiểm tra mỏ đo và làm sạch các mảnh
kim loại trên mỏ đo, hoặc làm sạch toàn bộ thước cặp.
Bước 2: Khi kẹp đang đóng, nới lỏng vít giữ và vặn viền
bên ngoài mặt số cho đến khi kim chỉ được đặt về 0, rồi siết chặt vít giữ.
Bước 3: Làm sạch vật cần đo, đảm bảo không có dầu hay
bụi để đạt kết quả đo chính xác nhất.
Bước 4: Xác định phía của mỏ đo cần sử dụng (bên trong
hoặc bên ngoài) dựa trên giá trị cần đo. Mỏ đo chính được sử
dụng cho độ dày, chiều dài, chiều rộng, còn mỏ đo phụ được sử
dụng cho các khoảng trống và lỗ.
Bước 5: Mở mỏ đo ra để đo. Đảm bảo mỏ đo tiếp
xúc vừa đủ với vật cần đo. Vặn vít khóa để khóa vị trí thước.
Bước 6: Lấy giá trị đo chính bằng cách tìm giá trị trên
thước chính tương ứng với cạnh thẳng bên trái đồng hồ. Sau đó
nhìn vào đồng hồ, đọc giá trị kim đang chỉ để có giá trị đo phụ.
Sau đó cộng hai giá trị đo lại để được giá trị đo cuối cùng.
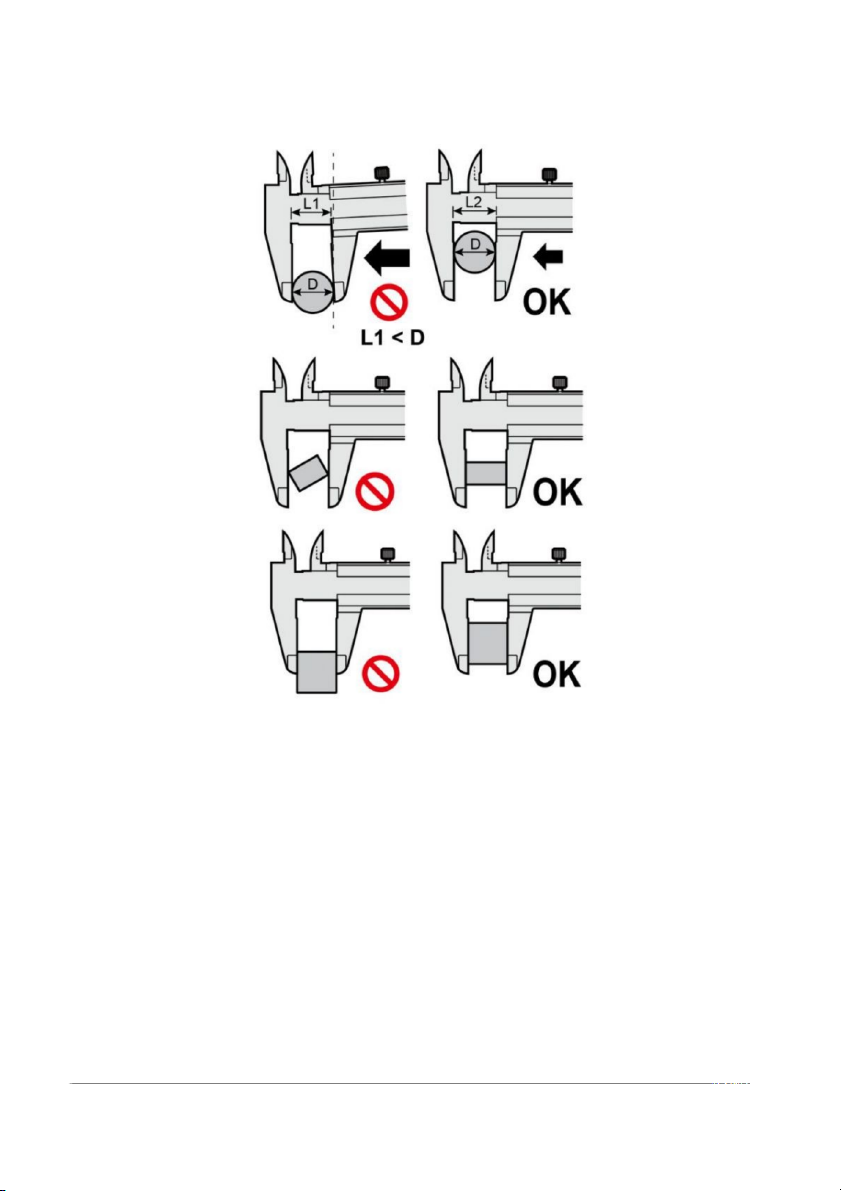
1.4.2 Cách sử dụng thước kẹp đo kích thước ngoài
Bước 1: Đưa vật thể cần đo vào giữa hàm đo ngoài của thước cặp. Sau
đó, trượt mỏ đo di động đến cạnh bên của vật cần đo bằng thanh trượt. Lưu ý để
thao tác chính xác: Đo vật ở vị trí gần phần gốc của mỏ cặp nhất để đảm bảo tạo
lực ổn định trong suốt quá trình đo. không để vật bị nghiêng. Lực đo quá mạnh
sẽ ảnh hưởng đến thước kẹp và kết quả đo, khiến hàm đo không nằm đúng vị trí.
Lưu ý với cách đo thước kẹp lưu ý với cách đo thước kẹp
Bước 2: kẹp chặt phôi và vặn vít hãm lại để cố định mỏ đo.
Bước 3: đọc kết quả trên thước chính và du xích.
Những lưu ý khi đo kích thước ngoài
1.4.3 Cách đo đường kính trong bằng thước kẹp
Cách đo đường kính trong bằng thước kẹp bạn làm tương tự với cách
dùng thước kẹp để đo đường kính ngoài. Chỉ khác biệt là dùng hàm đo trong
(nằm phía trên) để đo. Để đo kích thước bên trong của một vật, bạn phải đặt
hàm đo trong vào lỗ. Sau đó, trượt hai hàm ra xa nhất đến khi chúng chạm vào
cạnh bên trong của vật. Cuối cùng, chỉ cần khóa vít hãm và đọc kết quả. Lưu ý
để thao tác chính xác giống với cách đo đường kính ngoài.
Đo kích thước trong
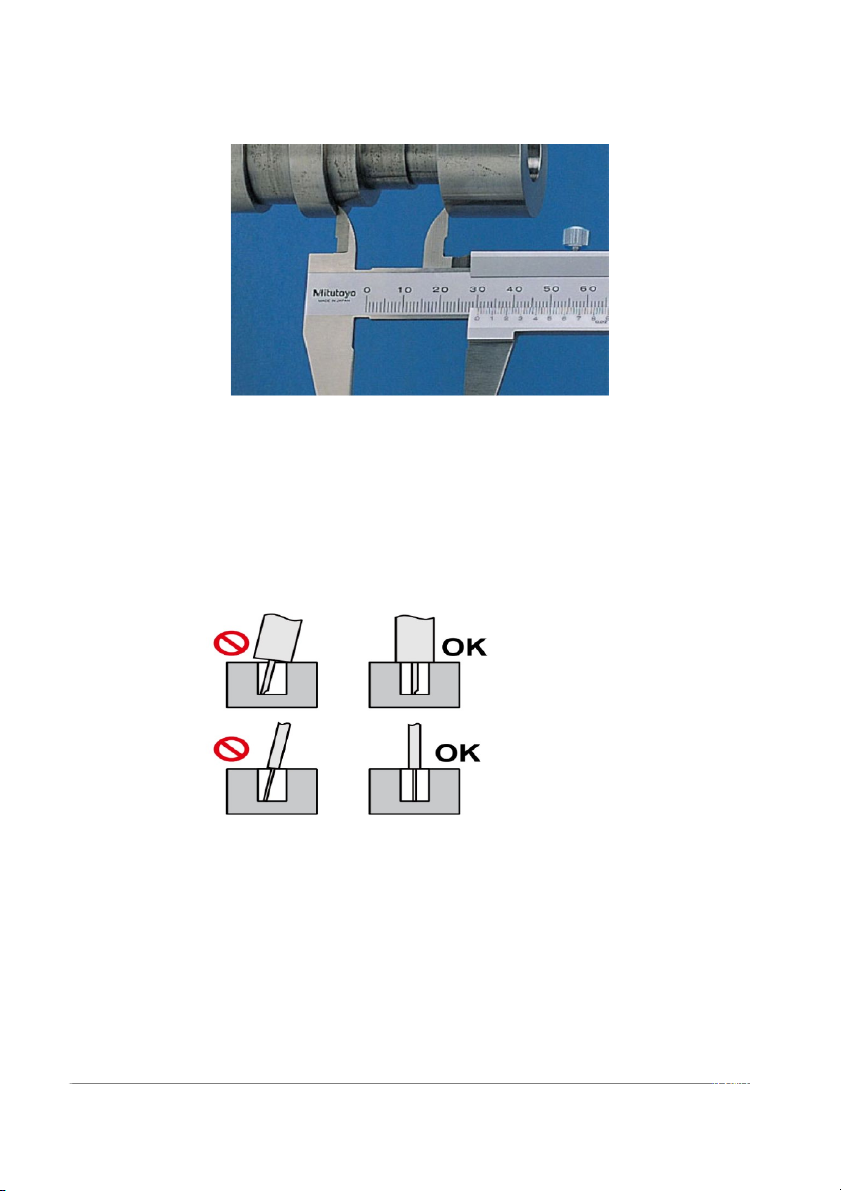
1.4.4 Cách dùng thước kẹp để đo sâu
Đầu tiên bạn phải mở đuôi của thước cặp để lấy thước đo độ sâu ra. Sau
đó, đặt thanh đo sâu của thước sát đáy của vật cần đo và đảm bảo rằng mặt đo
vuông góc với mặt phẳng. Sau đó, bạn chỉ cần đọc và ghi lại kết quả đo trên
thân thước chính, phụ tương tự như 2 cách đo trên.
Những lưu ý khi đo sâu
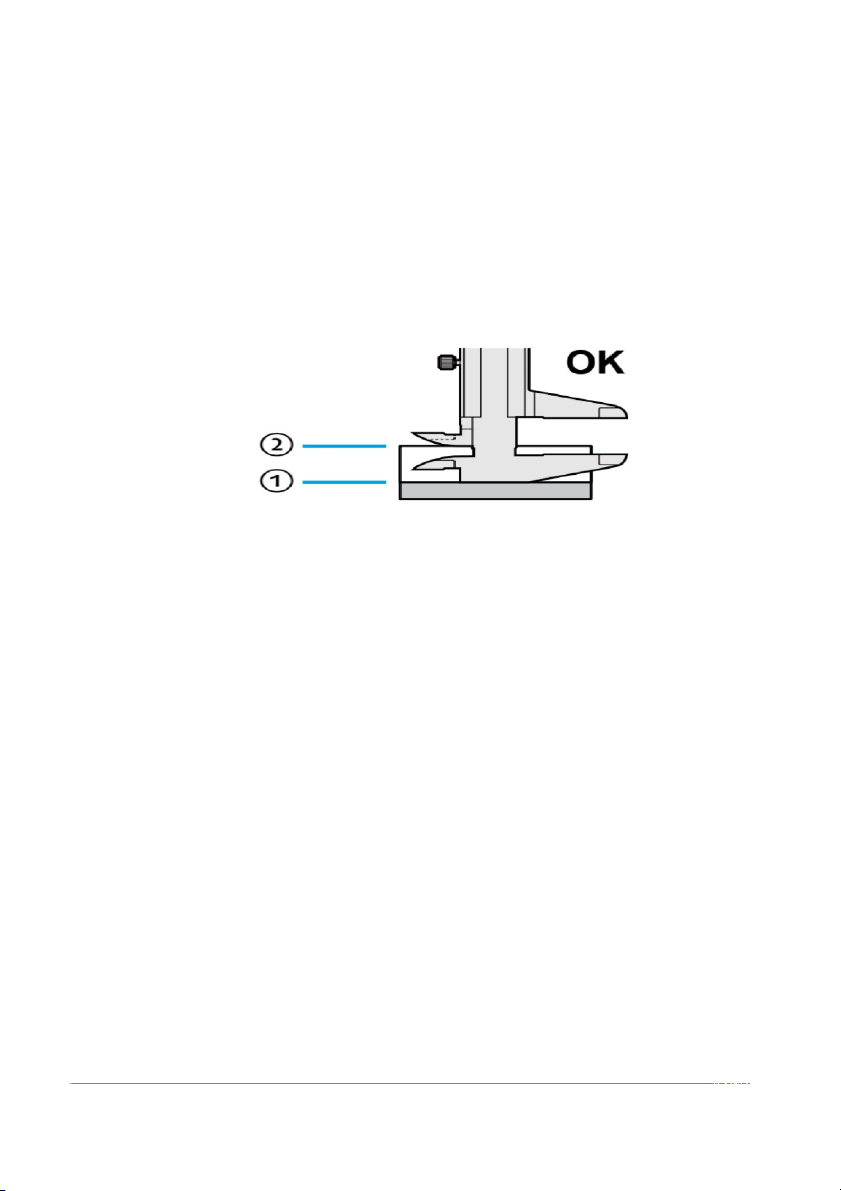
1.4.5 Cách sử dụng thước cặp để đo bậc
Đưa mặt đo bậc (mặt lưng) của thước cặp vào phôi, sau đó di chuyển
thanh trượt cho đến khi mặt đo chạm vào phôi, sau đó khóa vít lại (quan sát
điểm 1 và 2 trên hình). Sau đó, bạn chỉ cần đọc kết quả được hiển thị trên thước.
Lưu ý: bạn không nên sử dụng thanh đo độ sâu để đo bậc vì khó giữ hướng
thẳng của thước ổn định. Vì diện tích tiếp xúc của thanh đo sâu quá nhỏ so với
phôi. Cách đo thước cặp khi đo bậc Cách đo thước cặp khi đo bậc Thực hiện
theo cách đo thước kẹp nêu trên, chắc chắn bạn sẽ có kết quả đo với độ chính
xác đảm bảo. Tuy nhiên, cần phải lưu ý khi thao tác, cần kiểm tra kỹ các bước
thực hiện để tránh tối đa sai số không đáng có.
Cách dùng thước cặp đo bậc
1.5 Công dụng của thước kẹp
Công dụng của thước kẹp cực kì đa dạng khi nó có thể đo các kích thước
lỗ và trục 1 cách chính xác đáng kinh ngạc, cũng như các vật liệu khác để gia
công Vì vậy nó được áp dụng rất nhiều trong ngành cơ khí, chế tạo máy, ô tô, kĩ
nghệ gỗ….vv. Chính vì thế hiện nay, thước kẹp đã có nhiều cải tiến mới, với sự
ra đời củathước cặp điện tử hiển thị ngay kết quả đo trên màn hình LCD giúp
người sửdụng tiết kiệm thời gian đọc kết quả cũng như cho kết quả chính xác
một cách nhanh chóng nhất qua đó đẩy nhanh được tiến độ công việc.
1.6 Cách bảo quản thước kẹp
Không đo các mặt thô, bẩn, trước khi đo phải làm sạch vật cần đo.
Không đo khi vật đang quay.
Không ép mạnh 2 mỏ đo vào vật đo. Cần tránh va chạm
làm sây sát hoặc biến dạng mỏ neo.
Hạn chế việc lấy thước ra khỏi vật đo rồi mới đọc trị số đo.
Hàng ngày hết ca làm việc phải lau chi thước bằng giẻ
sạch và bôi dầu mỏ neo siết.
Vật hãm (cần hãm) để cố định đầu đo động và đặt Thước
Panme đúng vị trí ở trong hộp.
1.7 Các loại thước kẹp tốt hiện nay
Thước cặp điện tử Insize 1108-150
Thước cặp đồng hồ Insize 1312-150A
Thước cặp điện tử Metrology EC-9002V
Thước cặp điện tử Metrology EC-9001
Thước kẹp 150mm Marcal dòng 16 ER, model 4103013 2. MÁY ĐO ĐỘ NHÁM
2.1. Khái niệm máy đô độ nhám
Máy đo độ nhám hay còn gọi là máy đo độ bóng bề mặt vật liệu là thiết bị
đo được biết đến với chức năng dùng để để đo, phân tích kết quả các số liệu đo
độ nhám, độ bóng và cho ra kết quả với độ chính xác cao. Đây là loại thiết bị đo
được sử dụng phổ biến trong các ngành công nghiệp, phục vụ hiệu quả trong
các ngành sản xuất, cơ khí.
Các loại máy đo độ nhám được sử dụng trong nhiều lĩnh vực khác nhau
như đo độ bóng sơn, lớp phủ của kim loại, vải, gạch men, gốm sử, ô tô, nhựa,…
Đơn vị bộ bóng là Gloss Unit, gọi tắt là GU. Đây chính là thước đo hiệu
chỉnh thông qua các chỉ số của khúc xạ và có độ phản xạ phản chiếu trên 100
đơn vị GU tại các góc cụ thể như:
Góc 20° đối với bề mặt có độ bóng cao.
Góc 60° đối với bề mặt có độ bóng vừa.
Góc 85° đối với bề mặt có độ bóng thấp.
Như vậy, với loại máy độ độ bóng có góc 60° sẽ được dùng để đo độ
bóng từ 10 đến 70 GU. Trong trường hợp một số sản phẩm có độ bóng cao hơn
70 GU nên chọn máy đo có góc là 20°, đối với dưới 10 GU nên chọn máy có góc đo 85°
2.2. Phân loại máy đo độ nhám
Hiện nay, trên thị trường có nhiều loại máy đo độ nhám, độ bóng khác
nhau và đa dạng về hình thức đo. Tuy nhiên, các loại sản phẩm này có thể được
phân loại theo các góc đo để giúp người tiêu dùng dễ dàng chọn được một máy
đo phù hợp với yêu cầu về mức độ bóng vật liệu.
Máy đo độ bóng góc 20° đây là những máy đo có góc chiếu sáng là 20°
để có thể đo được các vật liệu có độ bóng bề mặt cao và mức độ bóng cao nhất.
Máy đo độ bóng góc 60° loại máy này được sử dụng để đo được các vật
liệu có độ bóng trung bình.
Máy đo độ bóng góc 85° đây chính là những loại máy đo được dùng để
đo được những vật liệu độ bóng bề mặt thấp và mức độ bóng ở mức thấp.
Ngoài ra, người dùng cũng có thể áp dụng các loại máy đo độ nhám đa
năng có thể đo được các góc 20°, 60° hay 85° dễ dàng. Những thiết bị đo này
giúp người dùng tiết kiệm được chi phí và sử dụng một cách linh hoạt trong nhiều trường hợp.
2.3. Cấu tạo và nguyên lý hoạt động của máy đo độ nhám
Về cấu tạo thì các loại máy đo độ nhám có cấu tạo rất đơn giản bao gồm 3 bộ phận cơ bản là:
Đầu đo: bộ phận này được gắn liền trên thân của máy và là bộ phận tiếp
xúc trực tiếp với bề mặt của vật liệu.
Thân máy: phân thân này có cảm biến bên trong là nơi nhận các dữ liệu
từ đầu dò sau đó phân tích dữ liệu về độ nhám, bóng trên bề mặt.
Màn hình hiển thị: bộ phận này được gắn trên thân máy để hiển thị các
kết quả đo được về mức độ nhám, bóng cho người dùng có thể dễ dàng quan sát.
Tài liệu liên quan:
-

Bảng Tra Môn Dung Sai Và Kỹ Thuật Đo | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
40 20 -
Giáo trình Dung sai & Kỹ thuật đo | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
70 35 -

Dung sai Thước đo góc | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
141 71 -

Hướng Dẫn Kiểm Tra từ Trang 16 đến 25 | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
89 45 -

Đáp án Đề thi cuối kỳ năm 2017-2018 | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
115 58