Tiểu luận môn Dung sai và kỹ thuật đo đề tài "10 dụng cụ kỹ thuật đo trong dung sai" | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Tiểu luận môn Dung sai và kỹ thuật đo đề tài "10 dụng cụ kỹ thuật đo trong dung sai" của Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh với những kiến thức và thông tin bổ ích giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập, nắm vững kiến thức môn học và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao cũng như có thể vận dụng tốt những kiến thức mình đã học vào thực tiễn cuộc sống. Mời bạn đọc đón xem!
Môn: Dung sai & Kỹ thuật đo (TOMT220225) 12 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:































Preview text:
lOMoARcPSD| 36625228
KHOA CƠ KHÍ ĐỘNG LỰC
BỘ MÔN DUNG SAI - KỸ THUẬT ĐO ---------- TIỂU LUẬN
10 DỤNG CỤ KỸ THUẬT ĐO TRONG DUNG SAI MỤC LỤC
MỞ ĐẦU..........................................................................................................................................1
1. Khái niệm độ chính xác gia công:......................................................................................................1
2. Khái niệm về dung sai:......................................................................................................................1
3. Các phương pháp đo và dụng cụ đo:................................................................................................1
NỘI DUNG......................................................................................................................................3
1. THƯỚC KẸP..............................................................................................................................3
1.1. Đặc điểm cấu tạo..............................................................................................................................3
1.2. Phân loại...........................................................................................................................................4
1.3. Công dụng của thước kẹp...............................................................................................................5
1.4. Cách dùng thước kẹp......................................................................................................................5
2. PANME........................................................................................................................................6
2.1. Đặc điểm...........................................................................................................................................6
2.2. Công dụng........................................................................................................................................7
2.3. Cấu tạo.............................................................................................................................................7
2.4. Phân loại...........................................................................................................................................8
2.5. Cách dùng Panme..........................................................................................................................10
3. ĐỒNG HỒ SO...........................................................................................................................11
3.1. Cấu tạo............................................................................................................................................11
3.2. Phân loại.........................................................................................................................................11
3.3. Công dụng......................................................................................................................................12
3.4. Cách sử dụng đồng hồ so...............................................................................................................13
3.5. Cách bảo quản đồng hồ.................................................................................................................13 lOMoARcPSD| 36625228
4. MÁY ĐO ĐỘ NHÁM...............................................................................................................13
4.1. Cấu tạo của máy đo độ nhám.......................................................................................................13
4.2. Công dụng......................................................................................................................................14
4.3. Cách sử dụng máy đo độ nhám....................................................................................................14
4.4. Nguyên lý hoạt động......................................................................................................................14
4.5. Lưu ý khi sử dụng máy đo độ nhám.............................................................................................15
5. CMM..........................................................................................................................................15
5.1. Công dụng máy CMM..................................................................................................................15
5.2. Cấu tạo máy CMM........................................................................................................................15
5.3. Nguyên lý hoạt đông......................................................................................................................16̣
5.4. Ư꼁ng dụng của máy CMM............................................................................................................17
6. VMM..........................................................................................................................................18
6.1. Công dụng VMM...........................................................................................................................18
6.2. Cấu tạo của VMM.........................................................................................................................18
6.3. Cách sử dụng VMM......................................................................................................................18
6.4. Ư꼁ng dụng của
VMM......................................................................................................................20
7. MÁY SCAN 3D.........................................................................................................................20
7.1. Đặc điểm máy scan 3D..................................................................................................................20
7.2. Phân loại máy scan 3D..................................................................................................................21
7.3. Ư꼁ng dụng và lợi
ích........................................................................................................................21
8. CĂN MẪU SONG SONG........................................................................................................23
8.1. Cấu tạo của căn mẫu song song....................................................................................................23
8.2. Phân loại căn mẫu.........................................................................................................................24
8.3. Công dụng......................................................................................................................................25
8.4. Yêu cầu và bảo quản căn mẫu......................................................................................................25
9. CALIP GIỚI HẠN....................................................................................................................26
9.1. Cấu tạo của Calip..........................................................................................................................26
9.2. Công dụng của Calip.....................................................................................................................26
9.3. Phân loại Calip...............................................................................................................................27
9.4. Các yêu cầu kỹ thuật của Calip....................................................................................................27
9.5. Cách sử dụng Calip.......................................................................................................................27
9.6. Bảo quản Calip..............................................................................................................................28
10. THƯỚC ĐO GÓC..................................................................................................................28
10.1. Khái niệm thước đo góc..............................................................................................................28
10.2. Cấu tạo của thước đo góc............................................................................................................29 lOMoAR cPSD| 36625228
10.3. Công dụng của thước đo góc.......................................................................................................29
10.4. Cách sử dụng thước đo góc.........................................................................................................30
10.5. Các loại thước đo góc phổ biến...................................................................................................30
KẾT LUẬN...................................................................................................................................31
TÀI LIỆU THAM KHẢO............................................................................................................32 lOMoARcPSD| 36625228 MỞ ĐẦU
Trong các ngành công nghiệp như gia công cơ khí để kiểm tra độ chính xác của các
chi tiết trong quá trình gia công, sản xuất người ta thường dùng tới các dụng cụ đo với độ
chính xác cao để đạt hiệu quả tối ưu cho sản phẩm. Do đó, nhóm em chọn đề tài này mục
đích để tìm hiểu những dụng cụ đo độ chính xác trong gia công cơ khí, hiểu rõ cấu tạo và
chức năng của các dụng cụ đo, cách sử dụng chúng trong quá trình đo kiểm, luyện tập các
thao tác đo bằng các loại dụng cụ đúng kĩ thuật, đạt độ chính xác cao. Đối tượng nghiên
cứu chủ yếu là những vấn đề về nguyên tắc thiết kế và chế tạo, đồng thời nghiên cứu những
tiêu chuẩn về dung sai và cách đo lường.
1. Khái niệm độ chính xác gia công:
Là đặc tính quan trọng của ngành cơ khí nhằm đáp ứng yêu cầu của máy móc thiết
bị cần có khả năng làm việc chính xác để chịu tải trọng, tốc độ cao, áp lực lớn…
2. Khái niệm về dung sai:
Khi chế tạo một sản phẩm, không thể thực hiện kích thước, vị trí, hình dáng chính
xác một cách tuyệt đối để có sản phẩm giống hệt như mong muốn và giống nhau hàng loạt,
vì việc gia công phụ thuộc vào nhiều yếu tố khách quan như độ chính xác của dụng cụ, thiết
bị gia công, dụng cụ đo, trình độ tay nghề của người thợ… Do đó mọi sản phẩm khi thiết
kế cần tính đến một sai số cho phép sao cho đảm bảo tốt các yêu cầu kĩ thuật, chức năng
làm việc và giá thành hợp lý.
3. Các phương pháp đo và dụng cụ đo: -
Đo trực tiếp: là phương pháp đo mà giá trị của đại lượng đo được xác
định trựctiếp theo chỉ số hoặc số đo trên dụng cụ đo: Đo trực tiếp tuyệt đối dùng đo
trực tiếp kích thước cần đo và giá trị đo được nhận trực tiếp trên vạch chỉ thị của
dụng cụ. Đo trực tiếp so sánh dùng để xác định trị số sai lệch của kích thước so với
mẫu chuẩn. Giá trị sai số được xác định bằng phép cộng đại số kích thước mẫu chuẩn
với trị số sai lệch đó. lOMoARcPSD| 36625228 -
Đo gián tiếp: dùng để xác định kích thước gián tiếp qua các kết quả
đo các đạilượng có liên quan đến đại lượng đo. -
Đo phân tích (từng phần): dùng xác định các thông số của chi tiết một
cách riêngbiệt, không phụ thuộc vào nhau.
Dụng cụ đo: Các loại dụng cụ đo thường gặp là các loại thước: thước thẳng, thước
cuộn, thước dây, thước lá, thước cặp, thước đo góc, compa, panme, đồng hồ so, calíp, căn
mẫu...Các loại thiết bị đo tiên tiến thường dùng như: đầu đo khí nén, đầu đo bằng siêu âm
hoặc laze, thiết bị quang học, thiết bị đo bằng điện hoặc điện tử v.v... lOMoARcPSD| 36625228 NỘI DUNG 1. THƯỚC KẸP
1.1. Đặc điểm cấu tạo
Thước kẹp là dụng cụ đo đa năng dùng để đo khoảng cách, kích thước bên trong,
kích thước bên ngoài, độ sâu của các vật dụng, thiết bị vật có hình hộp, hình trụ, hình trụ rỗng.
Cấu tạo của thước kẹp gồm các bộ phận sau: + Mỏ đo trong. + Mỏ đo ngoài. + Vít giữ. + Bộ phận di động. + Thước phụ. + Thước chính. + Thân thước. + Thanh đo độ sâu. lOMoARcPSD| 36625228 1.2. Phân loại
Dựa vào đặc điểm cấu tạo, thước kẹp được phân chia thành các loại sau:
- Thước cặp đồng hồ: Đo và hiển thị kết quả đo trên mặt đồng hồ số.
- Thước cặp cơ khí: Đo và hiển thị kết quả trên vạch cơ khí được khắc trên thước.
- Thước cặp điện tử: Hiển thị kết quả đo trên mặt đồng hồ điện tử. Đây là loại hiện
đại nhất trong 3 kiểu thước kẹp hiện nay.
Nếu dựa theo tính chính xác của kết quả đo thì thước kẹp có thể phân loại thành các loại sau:
- Thước cặp 1/10 có nghĩa là đo được kết quả chính xác tới 0.1mm.
- Thước cặp 1/20 đo kích thước chính xác tới 0.05mm.
- Thước cặp 1/50 đo chính xác kết quả tới 0.02mm. lOMoARcPSD| 36625228
1.3. Công dụng của thước kẹp
Dùng để đo kích thước ngoài cũng khả năng đo được kích thước của các chi tiết dạng lỗ.
Thước kẹp được sử dụng nhiều nhất trong ngành công nghiệp chế tạo máy, cơ khí...
bởi nó có khả năng đo chính xác các chi tiết máy, các chi tiết cơ khí: Đường kính trong/ngoài
của các loại ống thép, ống nhựa, ống PVC, thép tròn... Ngoài ra, trong ngành thiết kế nội
thất và xây dựng, thước kẹp cũng được dùng để đo cả các chi tiết gỗ, phụ kiện, đồ dùng nội
thất... nhằm đáp ứng yêu cầu thi công đòi hỏi độ chính xác cao.
1.4. Cách dùng thước kẹp
Bước 1: Nới lỏng vít kẹp rồi di chuyển mỏ căp đo kích thước ngoài trên hàm di động theọ
kích thước lớn hơn kích thước của chi tiết cần đo.
Bước 2: Áp mỏ cặp hàm cố định vào mặt chuẩn chi tiết cần đo, sau đó di chuyển hàm di
đông cho đến khi mỏ cặ p đo kích thước ngoài hàm di độ ng chạm vào mặ t chi tiết cần đọ
(Đảm bảo sự tiếp xúc của hàm căp sao cho vuông góc với kích thước cần đo).̣
Bước 3: Siết chăt vít kẹp lấy thước ra khỏi chi tiết và đọc kích thước.̣ lOMoARcPSD| 36625228
Sau khi tiến hành đo, việc tiếp theo chúng ta phải làm tất nhiên là việc đọc kết quả. Ví dụ:
Đọc phần nguyên: Vạch 0 trên thanh du xích trùng với vị trí nào của thước chính,
bạn cứ đọc phần nguyên của kích thước trên thước chính. Theo hình ảnh thì vạch số 0 của
thanh du xích trùng với kích thước 4,5cm, tức là 45mm.
Đọc phần thập phân: Vạch nào trên thanh du xích mà trùng với vạch của thước chính
thì bạn đọc phần lẻ bằng cách đếm các vạch đo từ 0 đến vị trí trùng, được bao nhiêu, nhân
với 0.05. Trên hình ảnh bên dưới, vạch số 5 trùng trên thước chính trùng với vạch của thang
du xích, bạn lấy 0.05 x 5mm = 0.25mm.
Như vậy, kích thước của chi tiết được mô tả ở hình trên là 45.25 mm. 2. PANME 2.1. Đặc điểm
Panme là dụng cụ đo chính xác, nó thường được dùng để đo kích cỡ của các vật thể như
đo trong, đo ngoài hay đo độ sâu...
Tính vạn năng kém (phải chế tạo từng loại panme đo ngoài, đo trong, đo sâu) phạm vi
đo hẹp (trong khoảng 25 mm) lOMoARcPSD| 36625228
Panme có nhiều cỡ: 0-25, 25-50, 50-75, 75-100, 100-125, 125-150,….
Đơn vị đo lường thường là mm hoặc inch.
Hãng cung cấp thước panme phổ thông nhất là Insize.
Có nhiều cấp độ chính xác khác nhau và độ phân giải khác nhau. Hiện nay trên thị trường
đã có độ phân giải 4 số lẻ (0,.0001 mm). 2.2. Công dụng
Đo kích thước ngoài, kích thước trong, đo chiều sâu của piton, kích thước của trục khuỷu,
phanh đĩa, kích thước xi-lanh và độ sâu của lỗ khoan….
Panme có một số ứng dụng nổi bật so với các thiết bị đo lường khác như là: có thể đo
đối tượng có kích thước rất nhỏ nhưng có độ chính xác cao. Bởi khi đo bằng panme ta thấy
thân thiết bị và chi tiết cùng nằm trên một đường thẳng do chuyển động quay làm cho
panme tịnh tiến (gây ra sai số là rất ít). 2.3. Cấu tạo lOMoARcPSD| 36625228 2.4. Phân loại
Có rất nhiều cách để phân loại thước panme nhưng chủ yếu dựa vào một vài tiêu chí dưới đây. - Theo tính năng: + Đo ngoài:
Thước panme đo ngoài là một
dụng cụ được thiết kế đo bên
ngoài của vật thể hay còn gọi là
đường kính ngoài (OD). Nó có
hình dạng và hoạt động khá giống
một chiếc kẹp chữ C, có thể mở
và đóng bằng cách xoay con vít bên trong. Panme đo ngoài
thường được dùng đo dây, các
loại hình cầu, trục và dạng
khối...Đây cũng là loại thông dụng nhất, nhiều người mới biết tới panme sẽ nghĩ tới hình
ảnh của nó trước tiên. + Đo trong:
Ngược lại với panme đo ngoài,
thước panme đo trong dùng để đo
bên trong hoặc đường kính trong
của vật thể (ID). Hình dạng của
loại này tương tự một chiếc bút,
chỉ khác là có một ống chiết để
xoay. Nó hay được dùng để đo
đường kính lỗ nên nhiều người gọi là panme đo lỗ. + Đo độ sâu: lOMoAR cPSD| 36625228
Giống với tên gọi, thước panme đo độ sâu được chế
tạo để đo độ sâu của lỗ, khe hoặc rãnh. Nó có chân đế
thẳng hàng với đỉnh của lỗ, khe hay rãnh cần đo. Ống
chiết là ở trên trục, nhô lên khỏi đế. Khi ống chiết quay,
một thanh đo lường đi xuống từ trục. Tiếp tục xoay,
cho đến khi thanh đo chạm đáy lỗ, khe hay rãnh đó là
bạn có thể tìm được kết quả mình muốn trên thang số đo. - Theo cấu tạo: + Cơ khí:
Với cách phân loại theo cấu tạo,
thước panme cơ khí là tên gọi chung
để gọi đa số các loại thước panme cầm
tay cơ bản, không tích hợp mặt đồng
hồ chỉ thị kim hoặc kỹ thuật số. Loại
cơ khí yêu cầu người dùng phải biết
cách đo và cách đọc kết quả trong quá
trình sử dụng. Dù không mang tính hiện đại, nhưng loại panme này rất bền, được các kỹ sư thường xuyên sở hữu. + Điện tử:
Thước panme điện tử là một dạng nâng
cấp của panme cơ khi tích hợp kỹ thuật số,
cho ra một kết quả đo lường nhanh và dễ
dàng. Với hệ thống đọc số hiện đại, độ
chính xác có thể đến 0.005 inch và 0.001
mm, người dùng còn có thể chuyển đổi giữa đơn vị inch và mm chỉ bằng 1 nút bấm. + Đồng hồ: lOMoARcPSD| 36625228
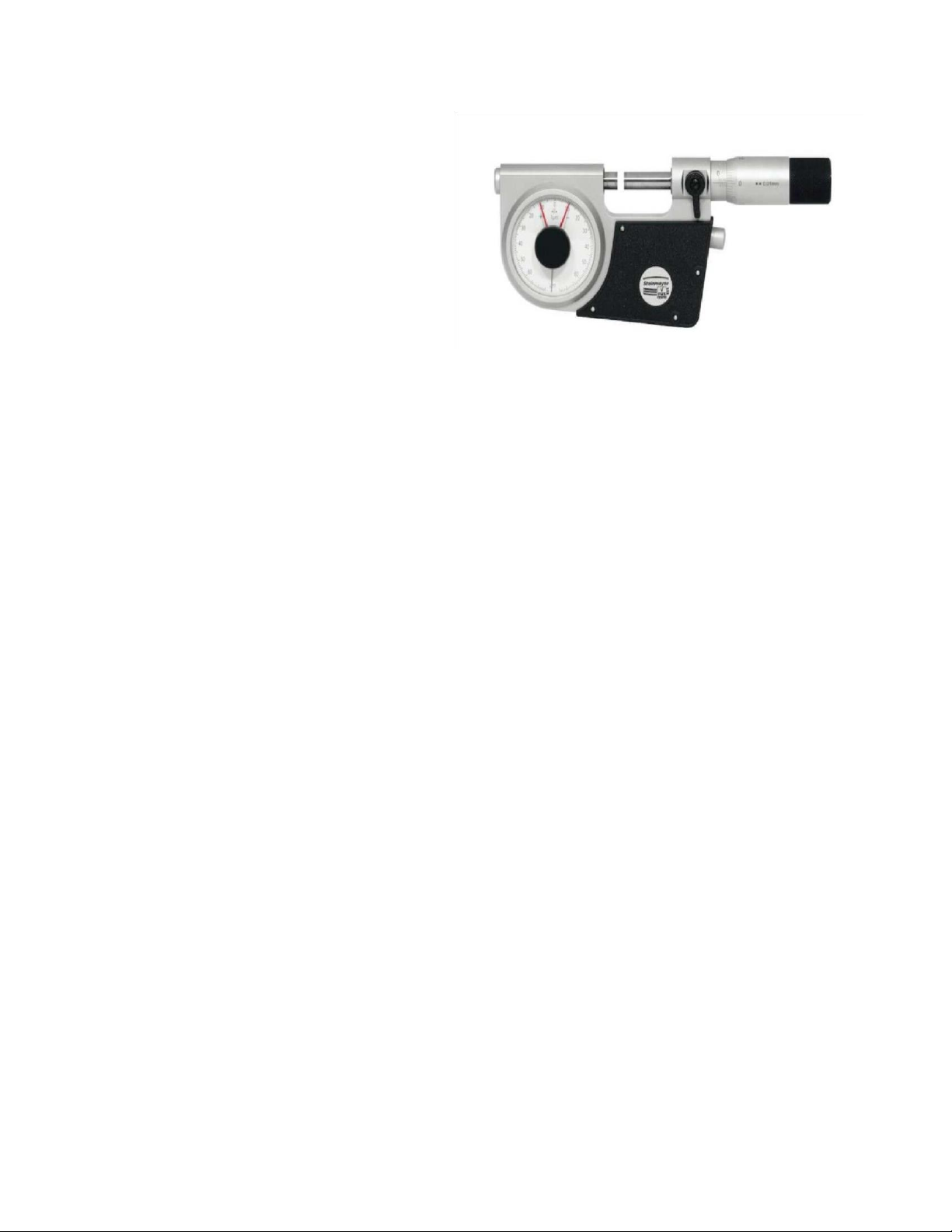
Khác so với hai loại trên, panme
đồng hồ được tích hợp mặt đồng hồ chỉ
thị kim để đọc kết quả đo. Tương tự,
dòng sản phẩm này cũng yêu cầu khả
năng đọc thông số, nhưng khó đọc hơn
panme điện tử. Bù lại, ưu điểm của nó
là phạm vi đo rộng, độ chính xác tương
đối cao, dễ dùng lại có giá thành mềm mỏng, vừa túi tiền hơn. 2.5. Cách dùng Panme
Bước 1: Kiểm tra xem thước có thực sự chính xác hay không.
Bước 2: Nới lỏng vít kẹp, vặn nút vặn để đầu đo di động theo kích thước lớn hơn kích
thước của chi tiết cần đo.
Bước 3: Áp đầu đo cố định vào mặt chuẩn chi tiết cần đo, sau đó vặn nút vặn để đầu đo
di động di chuyển đến khi đầu đo di động chạm vào măt chi tiết cần đo.̣
Bước 4: Giữ cho đường tâm của 2 mỏ đo trùng với kích thước vật cần đo.
Bước 5: Trường hợp phải lấy Panme ra khỏi vị trí đo thì vặn đai ốc hãm (cần hãm) để
cố định đầu đo động trước khi lấy Panme ra khỏi vật đo
Bước 6: Khi đo dựa vào mép thước động ta đọc được số “mm” và nửa “mm” của kích
thước ở trên thước chính.
Bước 7: Dựa vào vạch chuẩn trên thước chính ta đọc được phần trăm “mm” trên thước
phụ (giá trị mỗi vạch là 0.01 mm). 3. ĐỒNG HỒ SO 3.1. Cấu tạo
Những chi tiết chính của 1 chiếc đồng hồ so bao gồm: Vạch giới hạn, Nắp chụp,
Kim dài, Vòng hiển thị thang đo, Ống lót, Thanh đo, Khung ngoài, Vòng vạch chia, Kim ngắn, Đầu đo. lOMoARcPSD| 36625228 3.2. Phân loại - Đồng hồ so cơ khí.
- Đồng hồ so tiêu chuẩn: Đối với đồng hồ đotiêu
chuẩn thì bộ phận đầu đo, trục đo có thể di
chuyển lên xuống được. Vạch chia nằm trong
khoảng 0,01mm tới 0,001mm cùng phạm vi đo
nằm trong khoảng 0 – 1mm hoặc 1 – 5mm hoặc 1 – 10mm.
- Đồng hồ so chân què (đồng hồ so chân gập
hayđồng hồ so đòn bẩy): Sử dụng nguyên lý cộng hưởng đòn bẩy cho phép khuếch đại
chuyển động của đầu đo. Nhờ vào đầu đo nhỏ gọn và chân đo có thể thay đổi góc đo linh
hoạt mà đồng hồ so chân què thường được áp dụng đối với những góc đo khó, không gian đo giới hạn. lOMoARcPSD| 36625228
- Đồng hồ so lớn (đồng hồ so dài): Như tên gọi của mình, đồng hồ so dài có phạm vi đolớn
từ 20mm đến 100mm, vạch chia từ 0.01mm.
- Đồng hồ so điện tử: Khác với đồng hồ so cơ khí, đồng hồ so điện tử cho phép đo trêncác
địa hình, môi trường to nhỏ khác nhau. 3.3. Công dụng
Kiểm tra hàng loạt kích thước chi tiết bằng phương pháp đo so sánh. - Kiểm tra sai
lệch về hình dạng của bề mặt cũng như sai lệch về vị trí tương quan giữa các bề mặt trên
chi tiết. - Dùng để điều chỉnh máy trong sản xuất đơn chiếc hay trong sửa chữa.
3.4. Cách sử dụng đồng hồ so
Bước 1: Xác định không gian đo, vật cần đo và đồng hồ đo. Đặt đồng hồ so lên giá đỡ và
điều chỉnh đầu đo đặt lên vật cần đo.
Bước 2: Điều chỉnh vạch đo về lại “0”. Trong quá trình đo luôn giữ cho đầu đo tiếp xúc với
bề mặt vật cần đo và đọc số đo trên mặt đồng hồ. lOMoARcPSD| 36625228
Lưu ý: khi đặt đầu đo cần đặt vuông góc với bề mặt vật cần đo. Đối với đồng hồ đo
cơ khí cần kiểm tra kim chỉ để đảm bảo đồng hồ so vẫn hoạt động tốt. Nên đo từ 1
đến 3 lần rồi lấy kết quả trung bình để hạn chế việc sai số trong các lần đo.
3.5. Cách bảo quản đồng hồ
- Không nên để đồng hồ so ở nơi độ ẩm cao.
- Không tra dầu, mỡ vào trục đo.
- Sử dụng nhẹ nhàng, tránh gây va đập.
- Không ấn tay vào thanh đo, tránh làm thanh đo di chuyển mạnh.
4. MÁY ĐO ĐỘ NHÁM
4.1. Cấu tạo của máy đo độ nhám -
Đầu đo: gắn liền trên thân máy và là bộ phận tiếp xúcvới vật liệu -
Thân máy: nơi nhận các dữ liệu từ đầu dò sau đó
phântích dữ liệu về độ nhám, bóng trên bề mặt. -
Màn hình: gắn trên thân máy thể giện kết quả đo
vềmức độ nhám, bóng cho người dùng có thể dễ dàng quan sát. 4.2. Công dụng
- Thiết bị được biết đến với chức năng dùng để đo, phân
tích kết quả số liệu đo độ nhám, độ bóng và cho ra kết
quả với độ chính xác cao. lOMoARcPSD| 36625228
4.3. Cách sử dụng máy đo độ nhám
Bước 1: Chuẩn bị, kiểm tra máy đo độ nhám. Cần xác định được vật liệu cần đo và yêu cầu về độ nhám.
Bước 2: Bắt đầu khởi động máy bằng cách nhấn nút nguồn trên máy.
Bước 3: Tiến hành cài đặt lại dải đo và góc đo của máy sao cho phù hợp với vật liệu cần đo.
Bước 4: Đặt đầu đo đến các vị trí cần đo để kết quả được nhanh chóng hiển thị trên màn hình.
Bước 5: Đọc kết quả và ghi lại, có thể nhấn vào nút Hold để giữ kết quả đo và nhấn nút
thêm lần nữa để máy được trở về mặc định.
4.4. Nguyên lý hoạt động
- Khi đặt máy đo độ nhám lên bề mặt vật liệu cần đo, ánh
sáng sẽ được chiếu lên ề mặt vật liệu thì sẽ có sự phản xạ lại
trên máy đo. Sự phản xạ của ánh sáng này sẽ xác định được
bề mặt vật liệu có mức độ nhám, bóng là bao nhiêu. Khi đó,
máy đo độ nhám sẽ phân tích và xác định được góc phản xạ
của ánh sáng để nhanh chóng đưa ra kết quả về độ nhám và
độ bóng của vật liệu. kết quả cho ra sẽ được hiển thị rõ nét
trên màn hình của máy đo đẻ người dùng có thể theo dõi chính xác và ghi số liệu thống kê.
4.5. Lưu ý khi sử dụng máy đo độ nhám
Khi sử dụng thiết bị này, bạn cần lưu ý 3 điểm dưới đây để tiến hành đo một cách
chủ động, thuận tiện, bên cạnh đó đảm bảo an toàn trong quá trình sử dụng.
Cài đặt dải đo phù hợp với mục đích sử dụng. Việc thiết lập cài đặt dải đo cũng là
một trong những cách để người dùng có thể chủ động hơn khi thao tác với máy.
Đầu dò là bộ phận tiếp xúc trực tiếp với mẫu vật. Vậy, để đảm bảo chất lượng sử
dụng, sau mỗi lần thao tác, việc vệ sinh đầu dò và thiết bị sau khi sử dụng là điều cần thiết.
Đo từ 1 - 3 lần để có thể đưa ra được một kết quả chính xác và khách quan nhất. lOMoARcPSD| 36625228
Sử dụng máy đo độ nhám chính xác sẽ đảm bảo máy hoạt động hiệu quả, cho kết
quả chính xác cũng như duy trì được độ bền cho sản phẩm. Do vậy, bạn cần chú ý sử
dụng máy đúng cách để máy vận hành ổn định nhất. 5. CMM
5.1. Công dụng máy CMM
Để xác định tọa độ các điểm trên bề mặt của vật thể CMM hoạt động theo nguyên
lý dịch chuyển một đầu dò.
5.2. Cấu tạo máy CMM
Cấu tạo gồm 3 bô phậ n:̣
- Hệ thống đầu dò: đầu chạm, đầu đo quang học, máy quét laze
hoặc camera và hệ thống ánh sáng. lOMoARcPSD| 36625228
- Cấu trúc chính: Hệ thống chuyển động đa chiều của đầu
chạm. Tùy vào ứng dụng các cấu trúc khác nhau, dạng
station cố định để đo vật thể nhỏ, dạng arms tay cầm chuyển động được.
- Phần mềm thu thập, xử lý dữ liệu và điều khiển
hệ thống: thiết bị điều khiển, màn hình điều khiển
và phần mềm giúp đưa ra các dữ liệu ,bản vẽ của
vật thể được đo/ quét.
5.3. Nguyên lý hoạt đông ̣
CMM là một thiết bị đo hình dạng và kích thước vật lý của vật thể bằng các đầu dò
tiếp xúc gián tiếp hoặc trực tiếp lên bề mặt của vật thể.
Điều đặc biệt là cấu tạo và nguyên lý hoạt động của đầu dò, nó có thể di chuyển trên
hệ trục X, Y, Z – hệ trục 3D, ngoài ra các đầu dò đa dạng giúp có thể đo được các phần bề
mặt mà đầu chạm không thể tiếp xúc được. lOMoARcPSD| 36625228
5.4. Ư꼁ng dụng của máy CMM
- Kiểm tra chất lượng và phương tiện hàng không và tạo hình trong sản xuất ô tô.
- Kiểm tra chất lượng, đồ và tạo hình trong sản xuất thiết bị điện tử.
- Kiểm tra chất lượng, đồ và tạo hình trong ngành năng lượng.
- Kiểm tra chất lượng, đồ và tạo hình trong sản xuất thiết bị y tế.
- Kiểm tra chất lượng, đồ và tạo hình trong các ngành khác. 6. VMM 6.1. Công dụng VMM
Đo đạc, kiểm tra các loại kích thước đơn giản như điểm, đoạn thẳng, đường thẳng,
góc, cung, đường tròn, elip đến các loại kích thước phức tạp như khoảng cách giữa điểm lOMoARcPSD| 36625228
với đường, đường với đường, góc giữa 2 tiếp tuyến, khoảng cách giữa các tâm tròn, thậm
chí cả đường cong S line.
6.2. Cấu tạo của VMM + Phần mềm + Camera + Bàn di mẫu
6.3. Cách sử dụng VMM
Ví dụ thông qua hình ảnh của vật tròn: - Ở phần method click vào
‘boundary’ sauđó chọn 3 điểm được chia
đều trên chu vi đường tròn rồi ấn 2 lần
chuột trái sẽ xuất hiện kết quả của đường tròn. lOMoARcPSD| 36625228 -
Hình ảnh đường tròn cũng sẽ xuất
hiệnbên phải, từ đó ta sẽ có những số đo cần tìm.
Đối với vòng tròn quá lớn -
Click multiple sections, chọn 3
điểmcó khoảng cách ngang nhau trên chu vi đường tròn. -
Sau đó di chuyển các khu vực khác
rồilàm tương tự, khi đủ 3 khu vực đường
tròn sẽ xuất hiện bên phải. lOMoARcPSD| 36625228
6.4. Ư꼁ng dụng của VMM
Máy đo 2D được sử dụng trong phòng QC,
KCS trong các nhà máy để kiểm tra kích
thước sản phẩm: chi tiết cơ khí, chi tiết nhựa, chân linh kiện... 7. MÁY SCAN 3D
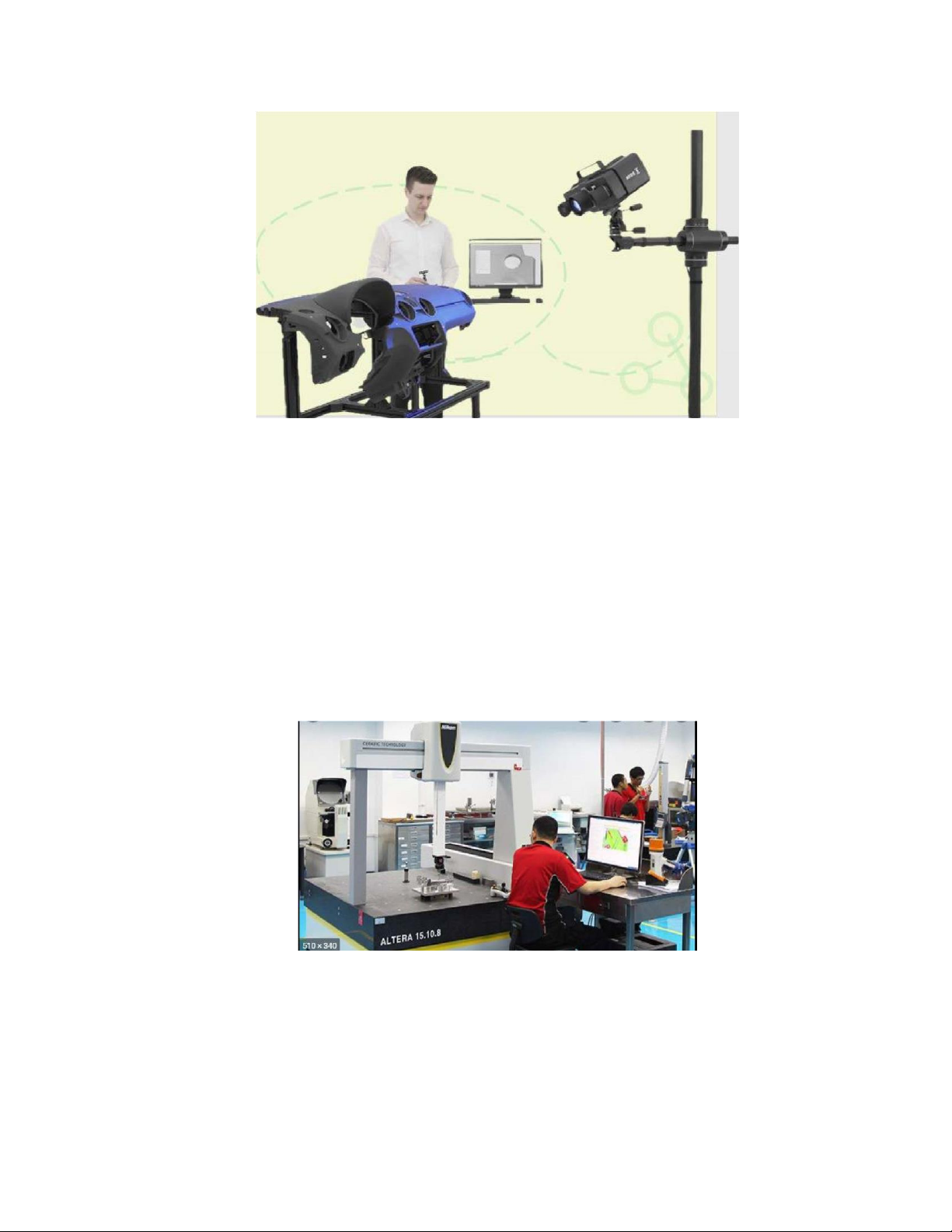
7.1. Đặc điểm máy scan 3D
Thiết bị phân tích một đối tượng trong thế giới thực hay môi trường để thu thập dữ
liệu về hình dạng của nó và đặc trưng bề mặt của nó (ví dụ như màu sắc). Các dữ liệu thu
thập sau đó có thể được sử dụng để xây dựng mô hình ba chiều kỹ thuật số.
7.2. Phân loại máy scan 3D lOMoARcPSD| 36625228
Máy quét 3D sử dụng tia laser
Hoạt động theo nguyên lý chiếu một hoặc một chùm tia laser lên bề
mặt mẫu. Sau đó, camera của máy quét sẽ thu lại phản xạ của các tia
laser. Qua quá trình nhận diện và tính toán sự thay đổi về góc phản xạ
của các tia laser, máy quét sẽ tái cấu trúc lại biên dạng thực của
mẫu thành mô hình 3D trên phần mềm quét.
Máy quét 3D sử dụng ánh sáng cấu trúc
Có thể đạt độ phân giải và chính xác cao là ưu
điểm chính của các máy quét laser. Ngoài ra, các
tia laser rất ít bị ảnh hưởng bởi ánh sáng môi
trường và đáp ứng rất tốt cho nhu cầu quét các bề
mặt bóng hoặc có màu tối mà không cần phủ bột
chống phản quang. Tuy nhiên, các bề mặt rất sáng
bóng, phản xạ ánh sáng lớn hoặc trong suốt vẫn
sẽ gây khó khăn cho quá trình quét của máy.
7.3. Ư꼁ng dụng và lợi ích
- Tăng độ chính xác và rút ngắn thời gian:
+ Với những vật mẫu/chi tiết có độ phức tạp, cần độ chính xác cao thì với phương
pháp đo lấy biên dạng truyền thống như thước kẹp, dưỡng, lấy điểm trên máy CNC,… dẫn
đến thời gian có được bản vẽ thiết kế sẽ lâu, nhiều biên dạng cong sẽ bị sai số, nhiều vị trí
không thể đo lấy biên dạng và bị sót biên dạng . lOMoARcPSD| 36625228
+ Với công nghệ scan 3D / quét 3D: Dùng Máy copy nhanh chóng và chính xác mọi
góc khuất , mọi bề mặt phức tạp. Cho file 3D dễ dàng, nhanh và chính xác. An tâm để phát
triển file 3D tiếp giai đoạn gia công CNC hay thiết kế khuôn,…
+ Tăng Độ Chính Xác: Hiện nay 90% các máy quét/scan khi quét phải xịt 1 lớp bột
trắng hoặc xịt 1 lớp sơn trắng lên mẫu cần quét dẫn đến biên dạng của mẫu sẽ dày lên 1
lớp, do xịt tay nên lớp bột chỗ dày chỗ mỏng không kiểm soát được. Vậy để scan/quét chính
xác thì phải dùng máy máy quét hiện đại không dùng bột và sơn
- Cải tiến kinh tế: Cải tiến & sáng tạo trên 1 nền tảng/ vật mẫu có sẵn là tiết kiệm được
rấtnhiều chi phí & thời gian . Nhưng làm sao để đạt được hiệu quả ! đó là dùng công nghệ
quét 3d/ scan 3D để copy lại biên dạng, kích thước của vật mẫu có sẵn, từ file 3d mẫu này
sẽ dùng làm chuẩn lắp ghép, chuẩn chức năng,.. sau đó cải tiến sáng tạo lại 1 số vị trí &
biên dạng hoặc thiết kế thêm chức năng… theo mong muốn để phù hợp hơn, để giảm chi
phí sản xuất ,…nhưng rất an tâm là sản phẩm mới sẽ chính xác lắp ghép và hiệu quả hơn
sản phẩm cũ rất nhiều (hiệu quả về: chi phí sản xuất thấp , thời gian nhanh, công dụng
hay hơn, ngoại quan hút hơn,…)
- Giảm chi phí: Tiết giảm chi phí là mức độ ưu tiên hàng đầu trong bối cảnh cạnh tranhkhốc
liệt như hiện nay. Để giảm chi phí thì giảm thời gian thiết kế, giảm sai sót trong quá trình
thiết kế, cho ra sản phẩm mới tốt hơn sản phẩm cũ, giảm con người chuyển qua sử dụng
công nghệ mới,…Sử dụng công nghệ In 3D SLA để nhanh chóng tạo ra mẫu mới sau khi
đã cải tiến & sáng tạo, dùng mẫu in 3D SLA để kiểm tra ngoại quan thực tế, test lắp ghép,
test chức năng, khảo sát khách hàng,…Sau khi có kết quả sẽ tiến hành sửa nếu chưa phù
hợp mà không cần tốn chi phí lớn và thời gian dài cho việc sản xuất khuôn. Sau khi sản
phẩm In 3D SLA đã phù hợp thì sẽ tiến hành gia công khuôn mẫu sản xuất số lượng lớn
với thời gian nhanh nhất.
- Kiểm tra chính xác: Với những sản phẩm có biên dạng phức tạp, nếu dùng thước kẹphoặc
máy đo kính phóng để QC thì không thể đo hết được. Nếu dùng máy đo CMM thì tốt chi
phí cao và thời gian lâu để thiết kế và chế tạo đồ gá mẫu đo, ngoài ra sai số gia công đồ lOMoARcPSD| 36625228
gá sẽ gia tăng sai số kết quả QC. Vì vậy giải pháp đo hiệu quả hiện nay là công nghệ đo
quang số 3D Inspection , đo chính xác sai lệch bề mặt cong phức tạp với cách hiển thị 3d
màu rất trực quan, đo hàng trăm kích thước phức tạp với thời gian nhanh và chính xác mà
không cần tốn thời gian và chi phí cho thiết kế& chế tạo đồ gá đo.
8. CĂN MẪU SONG SONG
8.1. Cấu tạo của căn mẫu song song
Loại căn mẫu chuẩn về chiều dài và dạng hình khối chữ nhật với hai bề mặt làm việc
được chế tạo rất song song, đạt độ chính xác, kích thước bề mặt và độ bóng bề mặt rất cao.
Về nguyên liệu như: thép không gỉ, sứ ceramic…
Căn mẫu được chế tạo thành từng bộ và đặt trong hộp. Số lượng miếng căn trong mỗi
bộ thay đổi khác nhau (từ 7 đến 116 miếng) nhưng thông dụng nhất là bộ có 87 miếng.
8.2. Phân loại căn mẫu
Căn mẫu bằng thép không gỉ: Các khối căn
mẫu bằng thép là loại được sử dụng thông dụng nhất hiện
nay. Một ưu điểm của thép là nhiều sản phẩm công
nghiệp cũng được làm bằng thép, điều này giúp cho
quá trình đo kiểm được ổn định hơn do sự giãn nở nhiệt lOMoAR cPSD| 36625228
tương đồng giữa khối căn mẫu và các sản phẩm hay dụng cụ được đo kiểm.
Bản thân thép cũng là một vật liệu chắc chắn có thể chịu được quá trình tác động
liên tục mà ít cho nguy cơ hư hỏng. Đặc tính bề mặt bóng mịn của các khối căn mẫu bằng
thép cũng giúp cho việc ghép nối các bộ căn mẫu với nhau đảm bảo được độ chính xác cao của kích thước.
Một ưu điểm khác của các khối căn mẫu bằng thép là chúng thường không đắt để
mua và dễ thay thế. Tuy vậy, chúng lại dễ bị ăn mòn theo thời gian, đòi hỏi phải thay thế
thường xuyên hơn so với các căn mẫu bằng sứ ceramic.
Căn mẫu bằng sứ ceramic: Các khối căn mẫu
bằng sứ ceramic ít được sử dụng hơn các khối thép. Một
ưu điểm của vật liệu ceramic là hệ số giãn nở nhiệt gần
như bằng 0. Điều này có nghĩa là sự thay đổi nhiệt độ
của môi trường ảnh hưởng cực kỳ ít đến kích thước của
khối căn mẫu bằng ceramic. Ngoài ra, các khối căn mẫu bằng ceramic có độ biến dạng bằng
0, làm tăng độ tin cậy của các phép đo được thực hiện bởi chúng.
Chất liệu ceramic cũng ngăn ngừa trầy xước cũng như ăn mòn theo thời gian, giúp
cho các khối căn mẫu này được bền hơn, sử dụng được lâu hơn dù chi phí ban đầu cao hơn
loại bằng thép. Nhược điểm chính của căn mẫu ceramic là có độ giòn cao, dễ bị nứt, vỡ nếu
không may bị rơi hoặc va đập với một công cụ khác lOMoARcPSD| 36625228 8.3. Công dụng
Kiểm tra trực tiếp kích thước chi tiết như bề rộng rãnh,…
Kết hợp với các dụng cụ đo khác như
đồng hồ đo, ốptimet,…. Để xác định kích
thước chi tiết bằng phương pháp so sánh
Dùng làm chuẩn điều chỉnh máy trước
khi gia công chi tiết trong sản xuất hàng
loạt bằng phương pháp tự động đạt kích thước
8.4. Yêu cầu và bảo quản căn mẫu
- Lau sạch bằng xăng trắng,vải mềm
- Vừa xoa vừa ép với một áp lực nhẹ
- Sử dụng xong nên tháo rời các miếng căn
- Để nơi khô ráo, không nắng nóng... 9. CALIP GIỚI HẠN
9.1. Cấu tạo của Calip
Calip có rất nhiều kiểu với kết cấu khác nhau.
Tuy nhiên, về cấu tạo cơ bản:
Calip gồm có thân và hai đầu đo: lOMoARcPSD| 36625228 + Đầu qua (kí hiệu Q)
+ Đầu không qua ( kí hiệu KQ)
9.2. Công dụng của Calip
Calip dùng để kiểm tra các thông số về
kích thước và chi tiết trong sản xuất hàng loạt.
9.3. Phân loại Calip - Phạm vi sử dụng: + Calip trụ, Calip côn…
- Mục đích của việc kiểm tra: +
Calip thợ, Calip thu nhận, Calip kiểm tra.
- Dạng bề mặt kiểm tra: + Calip nút, Calip hàm.
9.4. Các yêu cầu kỹ thuật của Calip
- Vật liệu chế tạo có tính chống mòn cao, tính chống rỉ tốt.
- Được nhiệt luyện đạt độ cứng cao.
- Độ nhám bề mặt đạt từ cấp 8 12 tùy vào cấp chính xác của chi tiết.
- Sai lệch hình của bề mặt nằm trong giới hạn khoảng dung sai kích thước Calip.
9.5. Cách sử dụng Calip
Quá trình kiểm tra là phân loại đơn giản chúng thành 3 nhóm bằng calip giới hạn như sau: lOMoARcPSD| 36625228 -
Chi tiết thành phẩm có kích thước nằm trong giới hạn cho phép (đầu Q qua, đầu KQ không qua) -
Chi tiết phế phẩm sửa chữa được, khi kích thước trục lứn hơn kích thước lớn nhất
cho phép, còn kích thước của lổ nhỏ hơn kích thước nhỏ nhất cho phép. -
Chi tiết phế phẩm không sữa chữa được, khi kích thước trục nhỏ hơn kích thước nhỏ
nhất cho phép, còn kích thước của lỗ lớn hơn kích thước lớn nhất cho phép
9.6. Bảo quản Calip
- Lau sạch calip và chi tiết cần kiểm tra
- Giữ cho tâm của calip trùng với tâm của chi tiết.
- Sử dụng xong nên tháo rời các miếng căn
- Để nơi khô ráo, không nắng nóng... lOMoARcPSD| 36625228 10. THƯỚC ĐO GÓC 10.1. Khái
niệmthước đo góc Một dụngcụ hình tròn, bán
nguyệt hoặcvuông. Khác với
loại dụng cụ học tập thường thấy làm bằng nhựa dẻo trong suốt, loại dùng trong cơ khí có
chất liệu từ thép cao cấp, không gỉ, chống mài mòn khi làm việc tại môi trường bụi hoặc
ngoài trời. Nó sử dụng để đo góc, với đơn vị độ (°). lOMoARcPSD| 36625228
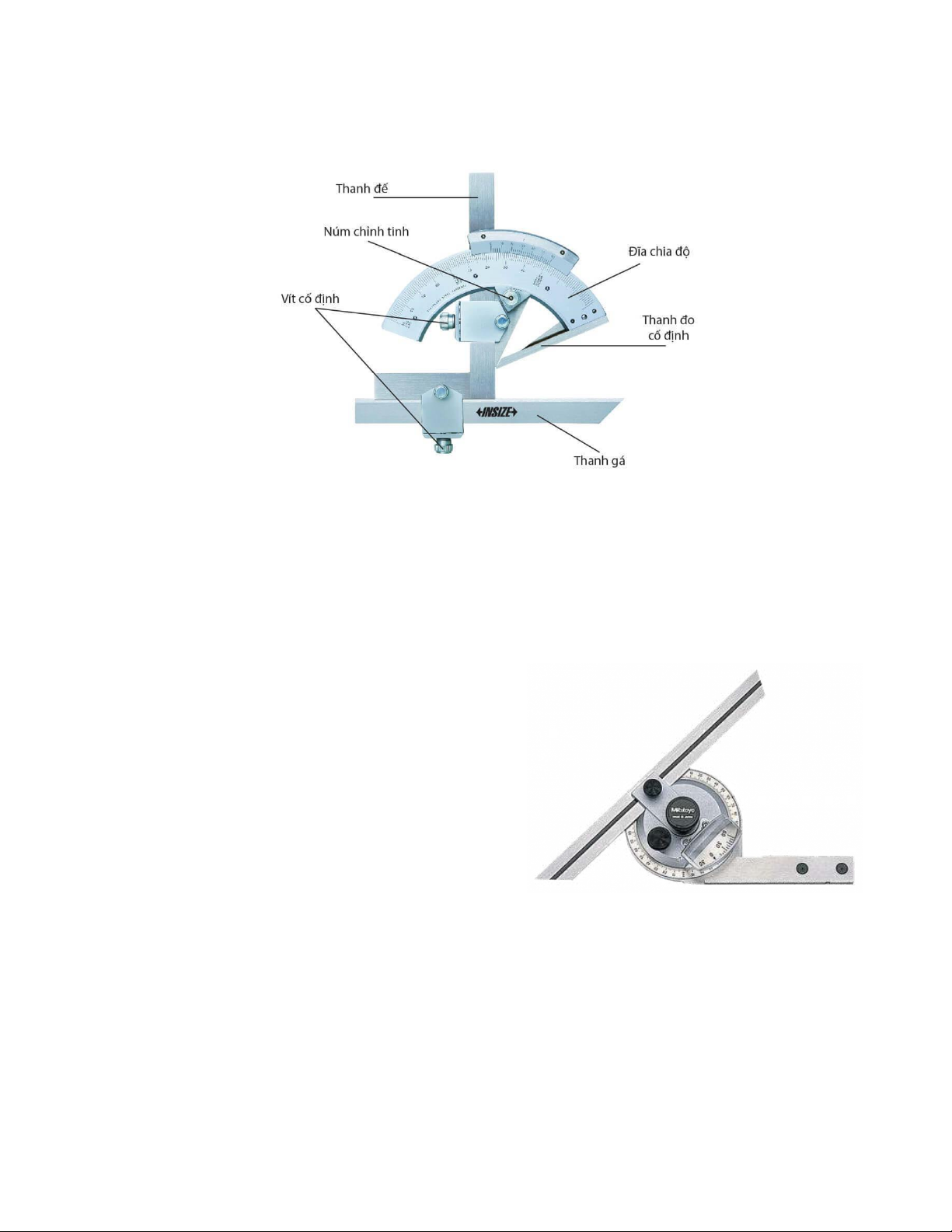
10.2. Cấu tạo của thước đo góc
- Mặt đo hiển thị số, gọi là phần cố định
- Bộ phận di chuyển để trượt khi đo. Bên cạnh đó, nó còn bao gồm khóa kẹp và các nút
điều chỉnh giúp thực hiện các phép đo phù hợp.
10.3. Công dụng của thước đo góc
Là thiết bị có độ chính xác cao, thước đo
góc không thể thiếu cho mỗi công trình xây
dựng. Nó cho phép người dùng đo đạc các góc
nghiêng, độ dốc nhằm đảm bảo mỗi chi tiết trên
bản vẽ thiết kế nội thất sẽ chuẩn xác khi được đưa vào thi công.
10.4. Cách sử dụng thước đo góc
Bước 1: Đặt phần mép trong thân trước thước
trùng cạnh cần đo, khi đó tâm thước trùng với đỉnh của góc.
Bước 2: Di chuyển thanh gạt sao cho khe hở thanh gạt của thước đo góc trùng với cạnh còn lại.
Bước 3: Tiến hành đọc số đo của góc trên cung chia độ ở vị trí khe hở của thanh gạt. lOMoARcPSD| 36625228
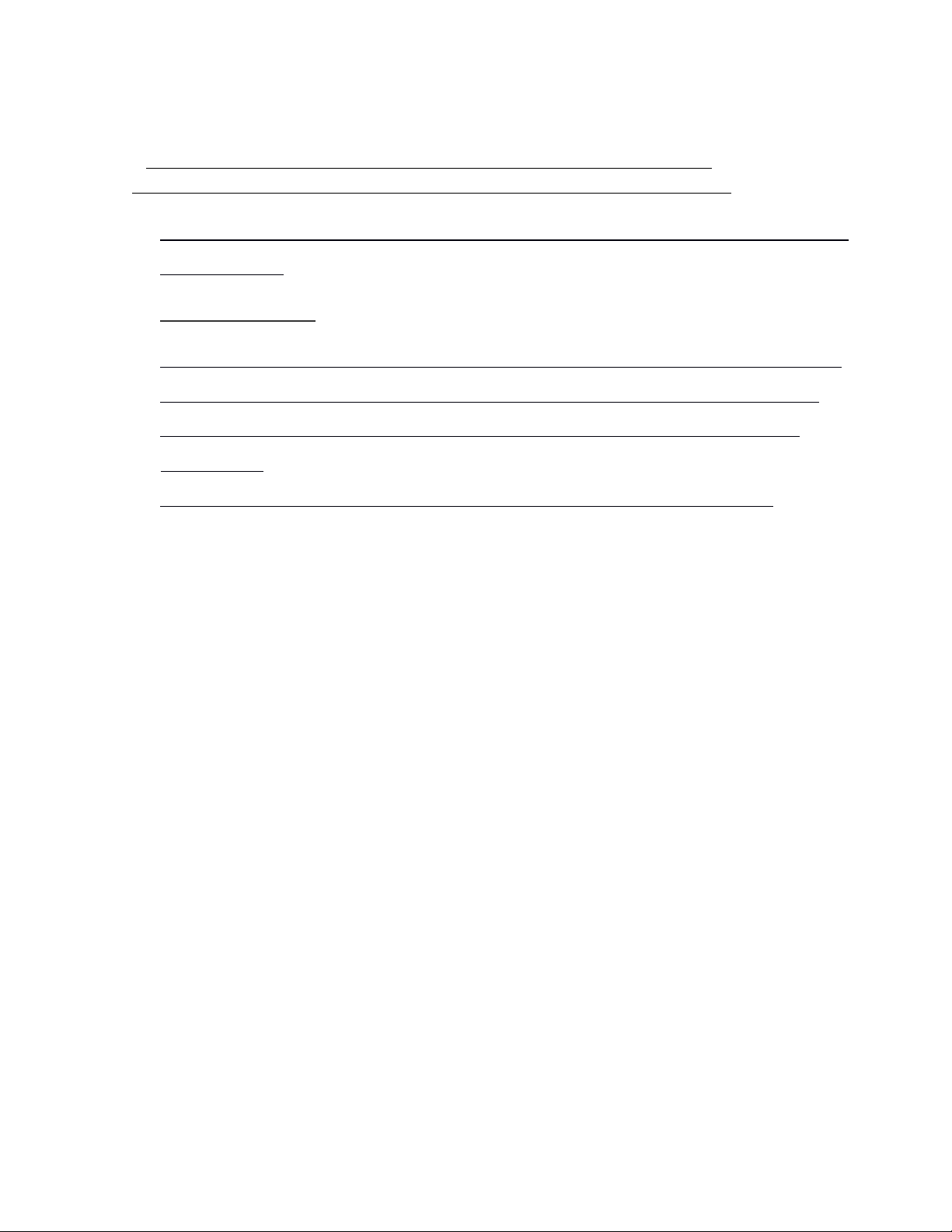
10.5. Các loại thước đo góc phổ biến -
Thước đo đa góc (Thước đo góc đa
năng): Thước đo đa góc đo đạc tổng hợp các
dạng vật thể khác nhau, thường dùng để đo
máy móc, khuôn đúc, thép…luôn cho số đo chính xác nhất. -
Thước đo góc nghiêng: Thước đo
gócnghiêng có thể đo mặt phẳng nghiêng, xác
định góc với độ chính xác gần như hoàn toàn tuyệt đối. -
Thước đo góc cắt gạch: Thước đo góc cắt gạch có
tính năng định vị chính xác vị trí đầu cấp nước trên tường
để khoét lỗ gạch ốp lát. Ngoài ra, người ta còn dùng nó làm
thước đo góc xây dựng khi sử dụng rộng rãi trong thi
công ốp lát gạch men cần độ thẩm mỹ cao. KẾT LUẬN
Trên thực tế, 10 dụng cụ kĩ thuật đo trong dung sai nêu trên là những dụng cụ đo cơ
khí chính xác được sử dụng phổ biến nhất hiện nay, chúng rất quan trọng đối với các kỹ sư
để đo đạc những chi tiết, máy móc từ nhỏ đến lớn, từ đơn giản đến phức tạp. lOMoARcPSD| 36625228
TÀI LIỆU THAM KHẢO
1. https://meta.vn/hotro/thuoc-kep-la-gi-huong-dan-cach-su-dung-5618 2.
https://tecostore.vn/tim-hieu-panme-ve-dac-diem-cong-dung-va-phan-loai
3. https://maydochuyendung.com/tin-tuc/chi-tiet/huong-dan-su-dung-may-do-do-nham- be-mat-srt6350 4. https://topwatch.vn
5. https://thinksmart.com.vn/loi-ich-cua-scan-3d-quet-3d-auto-scan/#:~:text=%E2%9E
%A3%20Gi%C3%BAp%20r%C3%BAt%20ng%E1%BA%AFn%20th%E1%BB
%9Di,l%C3%A0m%20h%C3%A0i%20l%C3%B2ng%20kh%C3%A1ch%20h %C3%A0ng
6. https://tinhha.com.vn/can-mau-la-gi-chon-can-mau-bang-thep-hay-ceramic/ lOMoAR cPSD| 36625228
Tài liệu liên quan:
-

Bảng Tra Môn Dung Sai Và Kỹ Thuật Đo | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
40 20 -
Giáo trình Dung sai & Kỹ thuật đo | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
70 35 -

Dung sai Thước đo góc | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
141 71 -

Hướng Dẫn Kiểm Tra từ Trang 16 đến 25 | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
89 45 -

Đáp án Đề thi cuối kỳ năm 2017-2018 | Môn Dung sai & Kỹ thuật đo - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
115 58