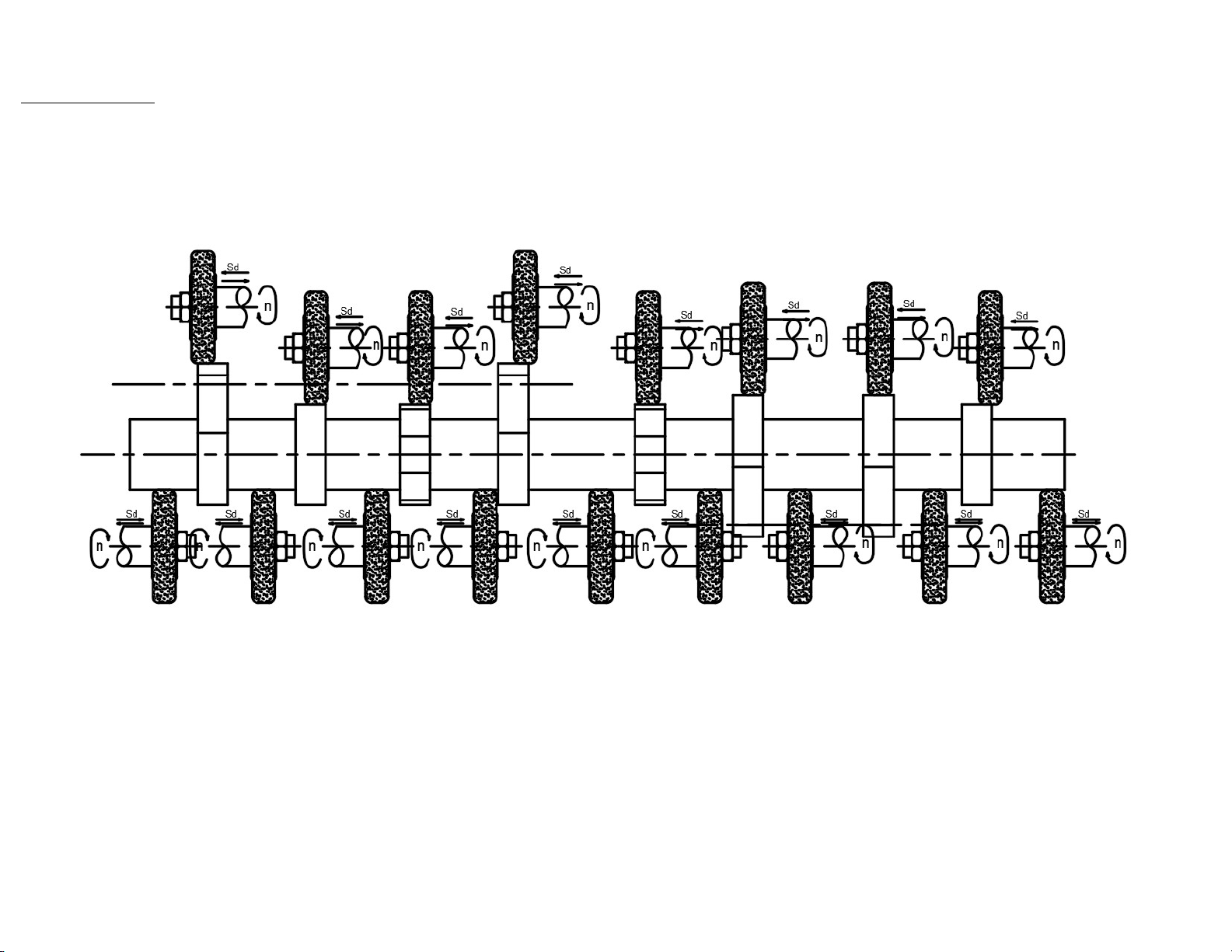
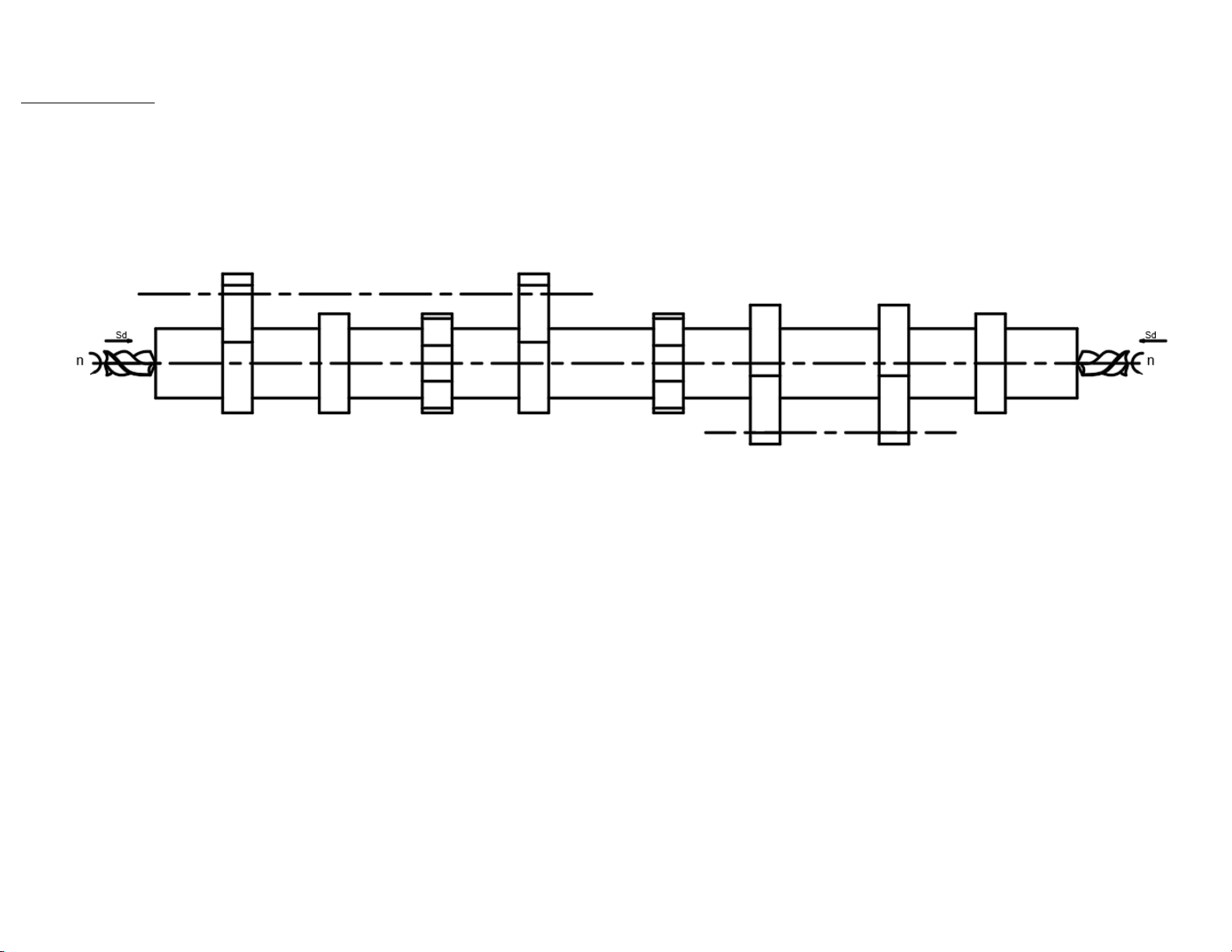
Tiểu luận công nghệ chế tạo động cơ 2
Tiểu luận công nghệ chế tạo động cơ 2. Tài liệu được tổng hợp và sưu tầm gồm 33 trang. Mời các bạn tham khảo
Môn: Chi tiết máy (GTVT) 21 tài liệu
Trường: Trường Đại học Giao thông vận tải 487 tài liệu
Tác giả:














Tài liệu liên quan:
-

Tài liệu sưu tầm. Báo cáo đăng kiểm
37 19 -

PHÂN TÍCH HỆ THỐNG TREO CHỦ ĐỘNG VÀ LÁI CHỦ ĐỘNG
32 16 -
Chương 01 - Những Vấn Đề Cơ Bản Trong Thiết Kế Máy (ĐHGTVT). Môn Chi tiết máy (GTVT) | Trường Đại học Giao thông Vận tải.
91 46 -

Thiết kế hệ dẫn động cho máy khuấy dạng đứng - HGT. Môn Chi tiết máy (GTVT) | Trường Đại học Giao thông Vận tải.
83 42