Báo cáo thực tập - Quy trình sản xuất bánh Quế | Học viện Nông nghiệp Việt Nam
Bài báo cáo thực tập nghề nghiệp về "Quy trình sản xuất bánh quế" tại Công ty Cổ phần bánh kẹo Hải Châu tại Hà Nội, Việt Nam. Báo cáo cung cấp cái nhìn tổng quát về quy trình sản xuất thực tế và hệ thống quản lý chất lượng trong công ty.
Môn: Báo cáo thực tập (BCTT-2021) 28 tài liệu
Trường: Học viện Nông nghiệp Việt Nam 2.4 K tài liệu
Tác giả:











Preview text:
HỌC VIỆN NÔNG NGHIỆP VIỆT NAM
KHOA CÔNG NGHỆ THỰC PHẨM
---------------------�.�--------------------- BÁO CÁO
THỰC TẬP NGHỀ NGHIỆP ĐỀ TÀI:
QUY TRÌNH SẢN XUẤT BÁNH QUẾ
Hà Nội – 2023
HỌC VIỆN NÔNG NGHIỆP VIỆT NAM
KHOA CÔNG NGHỆ THỰC PHẨM
---------------------�.�--------------------- BÁO CÁO
THỰC TẬP NGHỀ NGHIỆP ĐỀ TÀI:
QUY TRÌNH SẢN XUẤT BÁNH QUẾ
Nhóm thực hiện
: Nhóm 3
Giảng viên hướng dẫn : TS. Vũ Thị Kim Oanh
Cơ sở thực tập
: Công ty Cổ phần bánh kẹo Hải Châu
Địa chỉ thực tập
: Khu Đồng Thủy, thôn Đông Khúc, xã Vĩnh Khúc,
huyện Văn Giang, tỉnh Hưng Yên
Hà Nội – 2023
NHẬN XÉT CỦA GIẢNG VIÊN HƯỚNG DẪN
.……………………………………………………………………………………….
.……………………………………………………………………………………….
………………………………………………………………………………………..
…………………………………………………….………………………………….
………………………………………………………………………………………..
.……………………………………………………………………………………….
.……………………………………………………………………………………….
………………………………………………………………………………………..
…………………………………………………….………………………………….
………………………………………………………………………………………..
.……………………………………………………………………………………….
.……………………………………………………………………………………….
………………………………………………………………………………………..
…………………………………………………….………………………………….
………………………………………………………………………………………..
.……………………………………………………………………………………….
Hà Nội, ngày … tháng ... năm 2023
Giảng viên hướng dẫn
(Kí ghi rõ họ tên) 1 Mục Lục ⌀ i dung A.
Mở đầu.............................................................................................................................. B.
Nội dung...........................................................................................................................
I.Tổng quan về công ty CP bánh kẹo Hải Châu ...................................................................... 5
1. Thông tin chung về công ty CP bánh kẹo Hải Châu ............................................................ 5
2. Quá trình hình thành và phát triển Công ty CP bánh kẹo Hải Châu .......................... 5
II. Quy trình sản xuất bánh quế ................................................................................................... 20
1. Sơ đồ quy trình sản xuất bánh................................................................................................ 20
2. Thuyết minh quy trình công nghệ .......................................................................................... 21
3. Dây chuyền thiết bị ................................................................................................................ 34
III. Hệ thống quản lý chất lượng và vệ sinh trong công ty .............................................. 35
1. Tiêu chuẩn ISO 22000 ....................................................................................................... 35
2. Tiêu chuẩn 5S .................................................................................................................... 35
4. Chương trình vệ sinh trong công ty cổ phần bánh kẹo Hải Châu ............................. 36
IV. Kết luận và kiến nghị......................................................................................................... 43
1. Kết luận ................................................................................................................................. 43
2. KIẾN NGHỊ ........................................................................................................................... 43
TÀI LIỆU THAM KHẢO...........................................................................................................
Danh sách sinh viên STT
Họ và tên Mã sinh 2 viên 1 Bùi Thị Kim Anh 6650154 2 Dương Thị Thanh Trúc 6651104 3 Nguyễn Tùng Lâm 6654343 A. Mở đầu 3 I.
Đặt vấn đề Bánh kẹo là
⌀ t trong các loại thực phẩm phổ biến, mặt hàng thiết
yếu của con người. Bánh kẹo được làm từ các nguyên liệu bơ, sữa,
⌀ t, đường, hương liệu... để đáp ứng nhu cầu yêu thích cái ngọt của
người tiêu dùng với hương vị phong phú, đầy đủ giá trị dinh dưỡng.
Trong những năm gần đây cùng với sự phát triển của nền kinh tế và
quy mô dân số cơ cấu trẻ, bánh kẹo là
⌀ t trong những ngành có tốc
⌀ tăng trưởng cao và ổn định tại Việt Nam. Xã
⌀ i càng phát triển, mức sống và nhu cầu hàng ngày của con
người cũng ngày càng cao. Thay vì lựa chọn những sản phẩm rẻ và
chất lượng thấp như trước kia thì giờ đây họ lại chuyển qua các sản
phẩm chất lượng tốt hơn và đảm bảo hơn cho dù giá thành có cao
hơn đi chăng nữa. Ngoài ra, người tiêu dùng ngày nay cũng rất để ý
đến các sản phẩm có giá trị thẩm mỹ cao. Từ đây lại ⌀ t lần nữa
khẳng định đến sự cần thiết và quan trọng trong việc nâng cao chất lượng sản phẩm.
Ở Việt Nam, hầu hết các công ty đã nhận thức được vấn đề đấy
nên đã tìm cho mình những lối đi riêng, đưa ra cho bản thân công ty
họ những chính sách, chiến lược và giải pháp phù hợp cho việc
nâng cao chất lượng sản phẩm, nhằm tăng khả năng cạnh tranh trên
thị trường cũng như tăng hiệu quả sản xuất trong nhà máy. Hòa
chung với sự phát triển đó, Công ty Cổ phần bánh kẹo Hải Châu cũng
không ngoại lệ. Công ty này cũng đã đưa ra những chính sách hợp lí
nhất cho mình để nâng cao được vị thế trên thị trường.
Đặc biệt với sự hướng dẫn nhiệt tình của cô giáo Vũ Thị Kim
Oanh cùng sự quan tâm, giúp đỡ của Công ty Cổ phần bánh kẹo Hải
Châu chúng em đã được thực tập và hoàn thành thực tập tại công ty.
Đợt thực tập này giúp chúng em hoàn thiện thêm về mọi mặt trong
quá trình học tập như: củng cố thêm kiến thức, rèn luyện kĩ năng, áp
dụng những kiến thức được học trên trường vào thực tế, nâng cao thái
⌀ , tính yêu nghề, khả năng làm việc, quản lí, rèn luyện ý thức kỉ luật lao
⌀ ng, tác phong công nghiệp, làm quen với môi trường công tác.
Phần sau đây là chi tiết của báo cáo thực tập. Chúng em kính
mong nhận xét, phân tích, đóng góp ý kiến từ cô.
II. MỤC ĐÍCH, YÊU CẦU
• Mục đích: 4
- Kiến thức: cung cấp cho sinh viên cái nhìn tổng quát, liên thông kiến
thức lý thuyết với toàn
⌀ hệ thống, quy trình sản xuất thực tế. Định
hướng và lựa chọn được lĩnh vực nghề nghiệp. - Kỹ năng: vận
⌀ ng, biết liên thông vấn đề. - Thái
⌀ , chuyên cần: tích cực, vận
⌀ ng tham gia vào quá trình sản xuất thực tế. • Yêu cầu: - Tham quan toàn
⌀ quy trình sản xuất của nhà máy để có cái
nhìn tổng quát, liên hệ với vấn đề đã học.
- Tham gia trực tiếp vào tất cả các công đoạn của quy trình sản xuất
các sản phẩm của công ty, đánh giá được hệ thống và nhận xét.
- Tìm hiểu quy trình công nghệ và thiết bị trong dây chuyền công
nghệ sản xuất tại công ty.
- Tìm hiểu phương pháp đánh giá chất lượng sản phẩm và hệ thống
quản lý chất lượng mà các phân xưởng đang thực hiện.
- Tìm hiểu hình thức tổ chức quản lý ở các đơn vị sản xuất.
- Biết thảo luận nhóm, tập hợp tài liệu và đúc kết thành bài báo cáo B. Nội dung
I. Tổng quan về công ty CP bánh kẹo Hải Châu
1. Thông tin chung về công ty CP bánh kẹo Hải Châu
o Tên Tiếng Việt: Công ty CP bánh kẹo Hải Châu
o Tên Tiếng Anh: Hai Chau Confectionnery Joint Stock Company
o Tên viết tắt: HACHACO.JSC
o Trụ sở chính: Số 15, phố Mạc Thị Bưởi, phường Vĩnh Tuy, quận Hai Bà Trưng, Hà ⌀ i
o Điện Thoại: 0243 8624 826 o Fax: (84-4) 862481520 o Email: haichauco@gmail.com o Webside: www.haichau.com.vn
o Giấy phép thành lập và hoạt
⌀ ng: số 013006565 do Sở Kế hoạch
và đầu tư Thành phố Hà
⌀ i cấp ngày 18/01/2008, thay đổi lần thứ 4 ngày 05/10/2007 o Mã số thuế: 0100114184
o Người đại diện pháp luật: ông Nguyễn Văn ⌀ i– Chủ tịch ⌀ i đồng
Quản trị kiêm Tổng Giám Đốc
o Diện tích mặt bằng hiện nay: 5500m2 5 Hình 1. Logo công ty CP bánh kẹo Hải Châu
2. Quá trình hình thành và phát triển Công ty CP bánh kẹo Hải Châu
2.1. Lịch sử hình thành của công ty
Công ty Bánh kẹo Hải Châu là
⌀ t doanh nghiệp Nhà nước, thành
viên của Tổng công ty Mía đường I –
⌀ nông nghiệp và phát triển
nông thôn, tiền thân là nhà máy Hải Châu.
Theo quyết định số: 1355 NN – TCCB ngày 29/9/1994 của ⌀ Trưởng
⌀ NN& CNTP, nhà máy Hải Châu được bổ sung ngành
nghề kinh doanh và đổi tên thành công ty bánh kẹo Hải Châu.
Căn cứ quyết định số 3656 QĐ/BNN – TCCB ngày 22/10/2004 của
⌀ NN & PTNT về việc chuyển doanh nghiệp Nhà nước thành công
ty cổ phần. Ngày 30/12/2004, Công ty bánh kẹo Hải Châu đã tổ chức Đại
⌀ i cổ đông sáng lập thống nhất đổi tên Công ty bánh kẹo Hải
Châu thành Công ty Cổ phần bánh kẹo Hải Châu. Là
⌀ t trong những công ty hàng đầu của Việt Nam trong lĩnh vực
sản xuất bánh kẹo, thực phẩm với trên 55 năm không ngừng phát triển,
liên tục đổi mới công nghệ và đầu tư thiết bị hiện đại với quy mô phát
triển ngày càng cao. Trong những năm 1995 -2001, công ty liên tục
đầu tư và nâng cao công suất chất lượng gồm 7 dây chuyền thiết bị hiện đại nhất của
⌀ ng hòa Liên Bang Đức, Hà Lan, Đài Loan, Trung
Quốc, và sản xuất các chủng loại sản phẩm rất đa dạng: bánh bích
quy, quy kem, lương khô tổng hợp, kem xốp, kem xốp phủ socola, kẹo
cứng, kẹo mềm các loại, ⌀ t canh và
⌀ t canh i-ốt các loại với gần
100 chủng loại mặt hàng rất phong phú và chất lượng cao.
Để cùng hòa nhập với xu thế phát triển chung của nền kinh tế thị
trường, Công ty đã xây dựng và triển khai thực hiện chương trình
ISO 9000:2000 công tác quản lý sản xuất kinh doanh của công ty đã
ngày càng đổi mới hơn về phương thức quản lý, với ⌀ i ngũ cán ⌀
khoa học – kĩ thuật và quản lý kinh tế chiếm tỉ trọng 20% lực lượng lao ⌀ ng và công nhân kỹ 6
thuật lành nghề được đào tạo chuyên sâu, giàu tiềm năng kinh
nghiệm trong lĩnh vực sản xuất bánh kẹo, chế biến thực phẩm.
Tất cả các sản phẩm Hải Châu đều được sản xuất từ nguyên liệu có
chất lượng cao, được chọn lọc kỹ lưỡng, và kiểm tra ngặt nghèo theo tiêu chuẩn Nhà nước.
Trong tổ chức sản xuất được thực hiện trên dây chuyền khép kín bằng
công nghệ tiên tiến từ khâu sơ chế nguyên liệu đến khâu đóng gói sản
phẩm đều đảm bảo các tiêu chuẩn kĩ thuật và các điều kiện vệ sinh môi trường.
Sản phẩm Hải Châu từ lâu được ưa
⌀ ng trên hầu hết khắp các
miền trên đất nước và ngày càng được người tiêu dùng tín nhiệm bởi
chất lượng luôn đảm bảo, chủng loại phong phú, giá cả hợp lí, bao bì
mẫu mã thường xuyên được đổi mới ngày càng tốt hơn đáp ứng nhu
cầu ngày càng cao của người tiêu dùng.
2.2. Quá trình phát triển của công ty
Công ty cổ phần bánh kẹo Hải Châu là doanh nghiệp nhà nước trực ⌀ c
⌀ nông nghiệp thực phẩm nay là ⌀ nông nghiệp và phát
triển nông thôn. Công ty sản xuất,kinh doanh chuyên ngành: bánh kẹo các loại, ⌀ t canh, hạt nêm,…
Quá trình hình thành và phát triển của công ty được chia làm 5 giai đoạn sau:
Giai đoạn 1: Thời kì đầu thành lập ( 1965-1975 )
Ngày 2/9/1965, được sự giúp đỡ của 2 tỉnh Quảng Châu và Thượng Hải ( Trung Quốc),
⌀ công nghiệp nhẹ quyết định thành lập nhà máy
bánh kẹo Hải Châu nằm trên đường Minh Khai, phía đông nam Hà
⌀ i với quy mô diện tích là 55.000m2 .
Khi mới thành lập, công ty chỉ có 3 phân xưởng sản xuất chính bao gồm:
- Phân xưởng bánh biscuit : gồm dây chuyền máy cơ giới công suất
2,5 tấn/ca, 2 máy ép lương khô công suất mỗi máy 1 tấn/ca. Sản
phẩm chính: bánh quy ( quy dứa, quy bơ,… ), bánh lương khô phục vụ quốc phòng .
- Phân xưởng kẹo: gồm 2 dây chuyền bán cơ giới công suất mỗi
dây chuyển khoảng 1,5 tấn/ca.
- Phân xưởng sản xuất mì sợi: công ty có 6 dây chuyền sản 7
xuất mỳ sợi, công suất từ 2,5-3 tấn/ca
Năm 1972 nhà máy Hải Châu tách phân xưởng sản xuất kẹo chuyển
sang nhà máy miến Tương Mai và sau này thành lập nên nhà máy bánh kẹo Hải Hà. Số cán
⌀ công nhân viên bình quân thời kỳ này : 850 người / năm .
Giai đoạn 2 : Thời kì 1976-1985
Thời kì này , nhà máy Hải Châu đã khắc phục những thiệt hại sau
chiến tranh và đi vào hoạt ⌀ ng bình thường . Năm 1976
⌀ công nghiệp thực phẩm cho phép sát nhập nhà máy
sữa Mẫu Sơn thành lập phân xưởng sấy phun. Phân xưởng này sản xuất 2 mặt hàng:
- Sữa đậu nành: công suất 2,4-2,5 tấn / ca . -
⌀ t canh: công suất 3,5-7 tấn / ca. Năm 1978, nhà máy thành lập
phân xưởng mỳ ăn liền, công suất mỗi dây chuyền: 2,5 tấn / ca. Đến
năm 1998 không sản xuất mỳ ăn liền nữa và dây chuyền sản xuất
bánh quy Đài Loan được di chuyển sang thay thế dây chuyền mỳ ăn liền.
Năm 1982, nhà máy đã đầu tư 12 lò sản xuất bánh kem xốp thủ công
với công suất 240 kg / ca. Số cán
⌀ công nhân viên bình quân thời kì này: 950 người / năm
Giai đoạn 3 : Thời kì 1986-1993
Trong thời kỳ này, do tác
⌀ ng của khủng hoảng kinh tế, sự suy
giảm chung của ngành bánh kẹo nên công ty gặp rất nhiều khó khăn.
Nhà máy bắt đầu chuyển sang kinh doanh, tự bù đắp chi phí và
chuyển dần sang cơ chế thị trường. Các mặt hàng nhà máy sản xuất
như mỳ ăn liền, bánh các loại,
⌀ t canh ... ngày càng bị cạnh tranh
gay gắt trên thị trường, sản xuất kinh doanh có xu hướng giảm mạnh với
⌀ t số mặt hàng, công nghệ và bao bì sản phẩm thua kém
⌀ t số mặt hàng cùng loại,
⌀ c nhà máy phải có những thay đổi thích hợp.
Năm 1989, tận dụng mặt bằng của phân xưởng sấy phun, nhà máy lắp
đặt dây chuyền sản xuất bia với công suất 2000 lít / ngày.
Năm 1991, nhà máy lắp đặt thêm dây chuyền sản xuất bánh 8 quy Đài Loan, đây là
⌀ t dây chuyền tương đối hiện đại công suất
từ 2,5-2,8 tấn / ca. Sản phẩm có chất lượng cao, hợp với thị hiếu tiêu
dùng. Cho đến nay, bánh quy vẫn là
⌀ t trong những sản phẩm chủ đạo của công ty.
Năm 1993, nhà máy đã đầu tư thêm dây chuyền sản xuất bánh kem xốp của
⌀ ng Hoà Liên Bang Đức với công suất 1 tấn / ca. Đây là
dây chuyền sản xuất bánh kem xốp hiện đại nhất Việt Nam lúc bấy giờ. Số cán
⌀ công nhân viên bình quân thời kỳ này: 950 người / năm .
Giai đoạn 4: Thời kì 1994- 2003
Nhà máy thực hiện chủ trương sắp xếp lại sản xuất, thành lập Công ty
Bánh kẹo Hải Châu ( theo quyết định số 1355NN - TCCB / QD ngay 29/9/1994 của ⌀ trưởng ⌀ NN & CNTP ).
Thời kì này công ty đẩy mạnh sản xuất vào các mặt hàng truyền thống ( bánh, kẹo,
⌀ t canh ... ) mua sắm thêm thiết bị mới, thay đổi mẫu
mã mặt hàng, nâng cao chất lượng sản phẩm cho phù hợp với thị hiếu người tiêu dùng.
Năm 1994, đầu tư dây chuyền phủ sôcôla của CHLB Đức công suất 0,5 tấn / ca.
Dây chuyền có thể phủ sôcôla cho các sản phẩm như bánh kem xốp,
bánh quy làm cho các sản phẩm của công ty phong phú và đa dạng hơn.
Năm 1996, công ty liên doanh với Bỉ thành lập công ty liên doanh sản xuất sôcôla.
Sản phẩm này tiêu thụ ở thị trường trong nước rất khó khăn, chủ yếu
xuất khẩu (70%). Do vậy mà đến năm 1998, công ty đã ngừng sản
xuất sản phẩm này. Cũng trong năm này công ty đầu tư thêm 2 dây
chuyền kẹo của CHLB Đức:
- Dây chuyền sản xuất kẹo cứng công suất: 2400 kg / ca .
- Dây chuyền sản xuất kẹo mềm công suất: 1200 kg / ca
Năm 1998, đầu tư mở ⌀ ng dây chuyền sản xuất bánh quy Hải Châu
nâng công suất 4 tấn / ca.
Năm 2001, đầu tư mở ⌀ ng nâng công suất dây chuyền sản xuất
bánh kem xốp của CHLB Đức từ 1 tấn/ca lên 1,6 tấn/ca và dây
chuyền sản xuất sôcôla có năng suất rót khuôn 200 kg / giờ. 9
Năm 2003, đầu tư dây chuyền sản xuất bánh mềm cao cấp, thiết bị
công nghệ hiện đại của Hà Lan với công suất 2.200 tấn sản phẩm/năm.
Giai đoạn 5: Thời kỳ 2004 đến nay
Năm 2004, công ty tiến hành chuyển đổi sang hoạt ⌀ ng theo mô
hình công ty cổ phần ( theo quyết định số 3656 / QĐ / BNN - TCCB ngày 22/10/2004 của ⌀ trưởng
⌀ NN & PTNT ) từng bước tháo
gỡ những tồn tại của doanh nghiệp Nhà Nước chuyển sang. Với năng
lực sản xuất sẵn có, công ty tập trung sắp xếp lại cơ cấu lao ⌀ ng, tổ chức
⌀ máy quản lý khoa học, hợp lý hơn, tiếp tục cải tiến, nghiên cứu sản
phẩm mới, phương thức hoạch toán mới.
Tháng 10/2005, công ty đầu tư mới hệ thống máy bao gói ⌀ t canh tự
⌀ ng, đến tháng 7/2006 đã đầu tư 7 máy bao gói tự ⌀ ng. Với việc tự
⌀ ng hoá khâu bao gói dây chuyền sản xuất ⌀ t canh đã làm
tăng chất lượng, giảm giá thành sản phẩm, nâng cao hiệu quả kinh tế
và cải thiện điều kiện làm việc của công nhân.
2.3. Tầm nhìn và sứ mệnh a) Tầm nhìn
Phát triển thương hiệu “Hải Châu mới, tầm cao mới” - tập trung đầu
tư phát triển các nguồn lực, năng lực cạnh tranh. Tiếp tục định vị Hải
Châu “chất lượng vàng”, đặc biệt coi trọng xây dựng chất lượng
nguồn lực cao và xây dựng văn hóa doanh nghiệp “sáng tạo, tốc ⌀ và chuyên nghiệp”. b) Sứ mệnh
Công ty cổ phần bánh kẹo Hải Châu thực hiện sứ mệnh hợp tác, kết
nối với bạn bè và tham gia vào chuỗi sản xuất và tiêu thụ toàn cầu.
Tạo lợi thế cạnh tranh bằng phương thức kinh doanh hiện đại, công
nghệ tiên tiến, thực hiện mục tiêu “doanh nghiệp dân ⌀ c Việt Nam hàng đầu khu vực”.
2.4. Quy mô công ty
Hải Châu có 3 nhà máy sản xuất với quy mô lớn tại Hưng Yên, Nghệ
An, Vĩnh Long với tổng diện tích 250.000m².
Nhà máy Bánh kẹo Hải Châu I: 10
Khu Đồng Thủy, thôn Đông Khúc, xã Vĩnh Khúc, huyện Văn Giang,
tỉnh Hưng Yên. Quy mô 5.46ha.
Nhà máy Bánh kẹo Hải Châu II:
Khu công nghiệp Đông Hồi, Xã Quỳnh
⌀ c, Thị xã Hoàng Mai, tỉnh Nghệ An. Quy mô 5ha.
Nhà máy Bánh kẹo Hải Châu III:
Phường Đông Thuận, Thị Xã Bình Minh, tỉnh Vĩnh Long. Quy mô 11ha.
2.5. Các sản phẩm của công ty 2.5.1 Bánh quy
Bánh quy là những chiếc bánh được tạo hình có hình dạng tròn và dẹt, có
kết cấu giòn, với các vị như bơ, vani,....vô cùng hấp dẫn.Thiết kế ⌀ p bánh
sang trọng, thích hợp làm quà các dịp lễ, tết. Bánh quy nếp Bánh quy bơ vừng RITOS 3 Khay bánh quy cam Bánh quy vừng AROS
2.5.2. Lương khô Bánh lương khô, là
⌀ t loại thực phẩm chế biến sẵn, gồm các thành phần như:
⌀ t mỳ, đường, dầu thực vật, sữa
⌀ t, hạt điều, nha, dầu bơ, 11
vani,.... mang đến hương vị thơm ngon đồng thời là
⌀ t món ăn tiện lợi và giàu
năng lượng có thể sử dụng ở mọi nơi. ⌀ p lương khô 5 sao Lương khô đậu xanh Lương khô cacao Lương khô nguyên cám
2.5.3. Bột canh
⌀ t canh là gia vị gồm có thành phần chính là đường, ⌀ t tiêu, muối, ⌀ t ớt,
⌀ t tỏi, hành lá sấy và chất điều vị. Công dụng của ⌀ t canh là dùng để
nêm nếm món ăn, tẩm ướp nguyên liệu và thậm chí là chấm trái cây tươi và hải
sản để ăn trực tiếp. Đặc biệt là
⌀ t canh hải châu, thứ đã gắn liền với bếp ăn
của nhiều gia đình Việt Nam. 2.5.4. Bánh mì
Bánh mì là món ăn tiện dụng rất quen thuộc và phổ biến với mọi người, bánh mì Hải 12
Châu với nhiều loại bánh như: bánh mì bơ ruốc, bánh mì socola, bánh mì vị cốm,… đa
dạng và thơm ngon có thể mang đi mọi nơi. Bánh mì bơ ruốc Stass
Bánh mì tươi Salito vị Socola
Bánh mì tươi Salito vị Bơ sữa 2.5.5. Bánh quế
Bánh quế là bánh có vỏ giòn, xốp, nhân kem vị vani,cốm, dâu,…làm từ các thành phần:
⌀ t mỳ, dầu thực vật, đường, sữa
⌀ t, muối, ....................mang
hương vị thơm ngon, giòn tan trong miệng rất được mọi người yêu thích. 13 Bánh quế Rami vị socola Bánh quế Rami vị cốm Bánh quế Rito vị vani 2.5.6.
Các loại sản phẩm khác
Ngoài các sản phẩm kể trên công ty còn sản xuất nhiều loại bánh kẹo như snack, bánh bông lan, kẹo,…
⌀ t số loại sản phẩm khác
2.6. Cơ cấu tổ chức bộ máy của công ty
2.6.1. Sơ đồ tổ chức bộ máy 14
Năm 2004, công ty đã chuyển sang cơ chế hoạt ⌀ ng của công ty cổ
phần cho đến bây giờ. Nên
⌀ máy tổ chức của công ty được sơ lược ở sơ đồ dưới đây:
Đại hội đồng cổ đông Hội đồng quản trị Ban kiểm soát Ban giám đốc Phòng Phòng Phòng Phòng kế Phòng tổ hành Phòng kỹ Phòng tài đầu tư kinh hoạch vật chức chính bảo thuật vụ doanh thị XDCB tư vệ trường XN XN Chi Chi Chi Chi Chi Chi XN Qu gia Chi nhá nhán nhá nhá nhá Bán XN nhá y vị nhán nh h TP nh nh nh h Kẹ nh ke thực h Hà Đà Hồ Hải Việ Hà cao o Ngh m phẩ Nội Nẵ Chí Dư t Na ệ cấp xốp m ng Min ơng Trì m An
2.6.2. Chức năng, nhiệm vụ -
⌀ i đồng quản trị: Nắm quyền điều hành mọi hoạt ⌀ ng của công
ty, quyết định mọi vấn đề liên quan đến lợi ích và quyền 15
lợi của công ty, xây dựng các chiến lược kinh doanh để tận dụng tối đa các cơ
⌀ i và hạn chế tối thiểu các đe doạ.
- Ban kiểm soát có chức năng, nhiệm vụ sau:
+ Kiểm tra các sổ sách chứng từ và tài sản của công ty. + Báo cáo trước đại
⌀ i đồng cổ đông về các sự kiện tài chính bất
thường xảy ra, những ưu điểm và khuyết điểm trong quá trình quản lý tài chính của ⌀ i đồng quản trị.
- Ban điều hành: có nhiệm vụ quản lý chung, quản lý toàn ⌀ hoạt
⌀ ng sản xuất kinh doanh của công ty.
- Phòng kỹ thuật có chức năng và nhiệm vụ: + Tổ chức hoạt
⌀ ng nghiên cứu và phát triển để đưa ra những sản
phẩm mới phù hợp với thị hiếu người tiêu dùng.
+ Quản lý máy móc thiết bị, quản trị quy trình quy phạm kỹ thuật, quản
lý các hồ sơ, tài liệu kỹ thuật.
+ Tổ chức công tác bảo dưỡng, sửa chữa, đo lường. + Tổ chức các hoạt
⌀ ng phát huy sáng kiến, cải tiến kỹ thuật, hợp lý hoá sản xuất.
- Phòng tổ chức: chịu trách nhiệm về nhân sự của công ty (tuyển dụng
nhân sự, sắp xếp, bố trí nhân sự, đào tạo, bồi dưỡng, nâng cao tay nghề cho cán
⌀ công nhân viên), đưa ra kế hoạch tiền lương, giúp
Tổng giám đốc xây dựng các phương án tổ chức ⌀ máy cán ⌀
quản lý, đề ra các giải pháp an toàn lao ⌀ ng, vệ sinh lao ⌀ ng trong quá trình sản xuất.
- Phòng kế toán tài chính: Quản lý công tác kế toán thống kê tài
chính, tổ chức các nghiệp vụ tài chính, tính toán chi phí sản xuất và
giá thành, lập các chứng từ sổ sách thu – chi, theo dõi dòng lưu
chuyển tiền tệ của công ty, tính toán trích ⌀ p đúng quy định các khoản
⌀ p ngân sách nhà nước, tổng hợp đề suất giá bán cho phòng kế hoạch vật tư.
- Phòng kế hoạch vật tư: Xây dựng kế hoạch về vật tư nguyên vật liệu,
kế hoạch sản xuất và tiêu thụ sản phẩm, xây dựng các định mức kinh
tế kỹ thuật, quản lý và chịu trách nhiệm cung cấp kịp thời, đầy đủ các
loại vật tư, nguyên vật liệu, máy móc và phụ tùng thay thế để đảm bảo quá trình hoạt
⌀ ng sản xuất đúng tiến ⌀ .
- Phòng hành chính bảo vệ: Quản lý công tác hành chính quản trị, theo
dõi và giám sát giờ làm việc của cán
⌀ công nhân viên. Tổ chức
công tác bảo vệ Công ty, tuần tra , canh gác ra vào, giữ gìn vệ sinh,
môi trường trong Công ty.
- Phòng đầu tư xây dựng cơ bản: Thiết kế, xây dựng nhà xưởng,
kho tàng, bố trí máy móc thiết bị hợp lý để đảm bảo hiệu quả sản xuất được tốt nhất.
- Phòng kinh doanh thị trường: tiếp nhận khách hàng, trao đổi 16
buôn bán, giới thiệu mẫu mã sản phẩm với khách hàng, nghiên cứu
và tìm kiếm thị trường mới, nghiên cứu nhu cầu người tiêu dùng nhằm
giúp công ty đưa ra những sản phẩm có khả năng cạnh tranh.
- Xí nghiệp: giám đốc hoặc phụ trách các xí nghiệp là người chịu
trách nhiệm trước ban tổng giám đốc về toàn ⌀ hoạt ⌀ ng
trong lĩnh vực sản xuất của đơn vị theo quy định của công ty.
2.6.3. Tổ chức hoạt động trực tiếp tham gia sản xuất dưới phân xưởng - Hoạt
⌀ ng dưới các phân xưởng, dây chuyền của công nhân được
chỉ đạo, giám sát bởi giám đốc, phó giám đốc.
- Trong các dây chuyền sản xuất các loại sản phẩm mặt hàng khác
nhau thì được chia làm các tổ, mỗi tổ có nhiệm vụ khác nhau. Thường thì mỗi tổ hoạt
⌀ ng có khoảng 5-10 công nhân tùy vào công việc. Mỗi tổ thì có
⌀ t tổ trưởng, tổ trưởng có trách nhiệm quán xuyến
công việc, chấm công, chốt sản lượng mỗi ca làm, nhận đơn hàng từ cấp trên.
Ví Dụ : Trong dây chuyền bánh lương khô: thường thì chia làm 2 tổ:
+ Tổ 1: đảm nhận công việc: xay ⌀ t bánh quy, phối ⌀ n ⌀ t
để đưa vào máy nén lương khô, bao gói lương khô (thường5-7 người)
+ Tổ 2: đảm nhận công việc: chuyên về bao gói lương khô cao cấp
5+ bao gồm đặt giấy nến, nhét vào bao bì, hút chân không, đóng thùng (8-10 người)
- Ca làm việc thì 12 tiếng hoặc 8 tiếng tùy vào công việc.
- Trong quá trình sản xuất của công nhân thì có giám sát, kĩ thuật
đến để kiểm tra tình trạng máy móc và chất lượng sản phẩm trong
quá trình sản xuất tránh lỗi hàng.
- Do tính chất mùa vụ nên công nhân ở đây có thể linh hoạt giữa
các dây chuyền sản xuất.
2.7. Những đặc điểm kinh tế kỹ thuật có ảnh hưởng tới chất
lượng sản phẩm.
2.7.1. Các mục tiêu và chiến lược phát tiển của công ty. Đây là
những nhân tố sẽ chi phối và tác
⌀ ng trực tiếp đến hoạt ⌀ ng tiêu
thụ sản phẩm trong từng thời kỳ. Trong thời gian hoạt ⌀ ng, công ty
bánh kẹo Hải Châu thường xuyên đưa ra những chiến lược phát triển phù hợp với biến ⌀ ng thị trường.
2.7.2. Sản phẩm và thị trường. Sản phẩm: 17
Bánh: lương khô, bánh quy kem, bánh quy bơ, bánh quy cam, bánh
kem xốp, bánh kem xốp phủ socola, bánh kem xốp hương cốm, bánh
bông lan gibon, bánh quế, bánh mì bơ ruốc, bánh trung thu, bánh quy gold…
Kẹo: Kẹo hoa quả, kẹo cam, kẹo cốm, kẹo sữa dừa, kẹo sữa cứng
socola, kẹo tango, kẹo mềm socola,… ⌀ t canh: ⌀ t canh thường, ⌀ t canh I ốt. ⌀ t số loại snack.
Thị trường :
Cung: Trong ngành bánh kẹo Việt Nam, công ty bánh kẹo Hải Châu
có đối thủ cạnh tranh lớn nhất là công ty bánh kẹo Hải Hà. Ngoài Hải
Hà còn có Tràng An, Hữu Nghị, Kinh Đô,…, bánh kẹo nhập ngoại từ
Singapo, Đài Loan, Nhật,…
Cầu: Tuy công ty Hải Châu được đặt ở Hưng Yên (Hà ⌀ i là trụ sở
chính), Nghệ An, Vĩnh Long, nhưng sản phẩm lại có mặt tại 3 thị
trường, Bắc, Trung, Nam. Mỗi khu vực lại có mức ⌀ tiêu thụ khác nhau.
Miền Bắc: Thích những sản phẩm có chất lượng cao, giá cả hợp lý,
đồ ăn không quá ngọt, thanh đạm, không gắt hay quá đậm đà về gia vị.
Miền Trung: Họ khi mua bánh kẹo sẽ chú ý
⌀ ngọt và hình dáng, đa
số người nơi đây họ ăn đậm đà hoặc là mặn.
Miền Nam: Phần lớn hầu hết họ thích ăn ngọt,ưa những gam màu
nóng hay màu sắc sặc sỡ. Công nghệ:
Công ty có 9 dây chuyền sản xuất chính gồm:
o 2 dây chuyền sản xuất bánh quy
o 2 dây chuyền sản xuất bánh kem xốp
o 1 dây chuyền sản xuất kẹo
o 1 dây chuyền sản xuất ⌀ t canh
o 3 máy ép bánh lương khô 5 sao
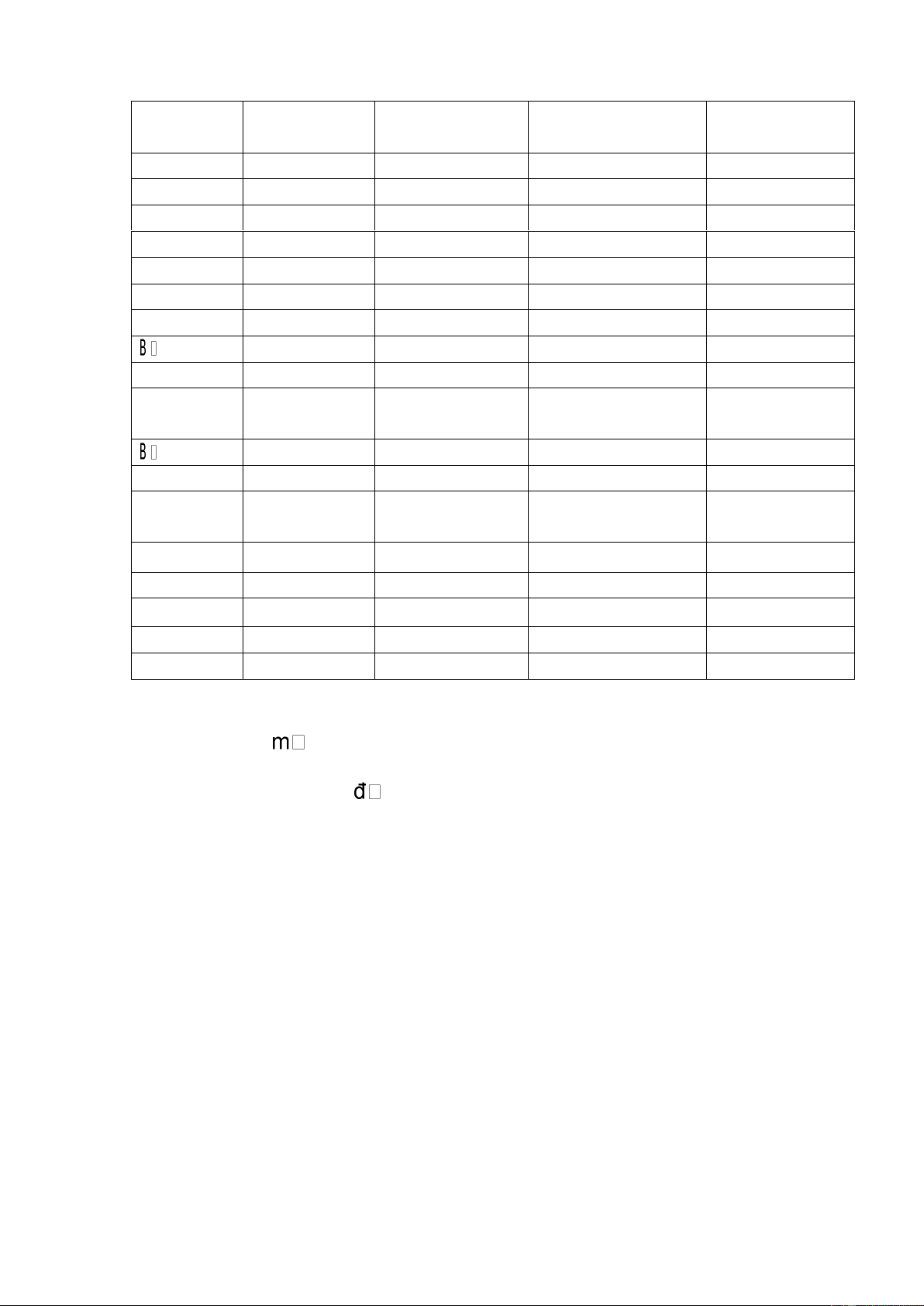
Bảng A: Tình hình trang thiết bị Công ty bánh kẹo Hải Châu 1, Dây chuyền sản xuất bánh kem xốp ( CHLB Đức)_ 1 tấn/ca_ 18 Tự ⌀ ng công đoạn, bao gói thủ công. 2, Dây chuyền sản xuất bánh kem xốp phủ socola ( Đức)_ 0,5 tấn/ca_ Tự ⌀ ng các công đoạn. 3, Dây chuyền sản xuất lương khô _ trung bình 3000 ⌀ p/ ca_ 70% thủ công, 30% công nghệ. 4, Dây chuyền sản xuất kẹo cứng ( CHLB Đức) _ 2,4 tấn/ ca_ Tự ⌀ ng công đoạn, bao gói thủ công. 5, Dây 19 chuyền sản xuất ⌀ t canh thường _ 15 tấn/ ngày_ Tự ⌀ ng công đoạn. 6, Dây chuyền sản xuất ⌀ t canh i ốt _ 2-4 tấn/ca _ Tự ⌀ ng công đoạn.
Tuy nhiên trang thiết bị vẫn chưa đồng ⌀ . Ngoài những
dây chuyền công nghệ sản xuất hiện đại thì vẫn còn những máy móc
công nghệ cũ, lạc hậu, ví dụ như bánh lương khô 5 sao còn sử dụng nhiều nhân công.
Hình A: Quy trình công nghệ sản xuất bánh lương khô 1,Bánh quy xay thành ⌀ t 2, ⌀ n các NVL 3, Máy ép nhiệt khuôn bánh 4,Hút chân không 5, Chọn 6. Bao gói
Hình B: Quy trình sản xuất bánh kem xốp 20 1, ⌀ n các NVL 2, Ép bánh đa ( vỏ bánh xốp) 3, Phết kem 4, Làm lạnh 5, Cắt bánh hoặc phủ socola 6, Xếp bánh vào khay 7, Bao gói
Hình C: Quy trình sản xuất ⌀ t canh thường/ ⌀ t canh i ốt 1, Rang muối 2, Xay muối 3, Sàng lọc 4, ⌀ n với các gia vị ⌀ t 5, Phun i ốt ( đối với ⌀ t canh iốt) 6, Bao gói Nhân sự:
o Lương khô 5 sao: khoảng 25người ( ca)
o Kem xốp: 8 người bên nguyên liệu 21
10 người cắt + xếp bánh+ bao gói ( ca)
o Bánh mì: khoảng 5 người (ca)
o Bánh quế: khoảng 10 người ( ca)
o Muối: khoảng 20 người (ca)
o Chuyên viên, kỹ sư sửa máy: 5 người( thay nhau linh hoạt) Ý
thức được điều đó, thời gian qua Công ty bánh kẹo Hải Châu đặc biệt
chú ý đến việc đa dạng hoá sản phẩm, cải thiện máy móc công nghệ,
và luôn tìm cách điều chỉnh cơ cấu sản phẩm để phù hợp với thị
trường người tiêu dùng. Chất lượng cao, mẫu mã hài hoà đẹp mắt, giá cả hợp lý.
II. Quy trình sản xuất bánh quế Bánh quế là ⌀ t thứ thức ăn trong
⌀ c sống chúng ta, nó như là
⌀ t thứ bánh có thể ăn sáng hay tráng miệng... Bánh quế còn làm
⌀ t món quà để tặng hay biếu vào dịp lễ, Tết. Bánh quế giòn xốp
thơm ngon kích thích vị giác với đủ hương vị: dâu, vani,..
Đến với sản phẩm bánh quế của công công ty Hải Châu đó là loại
bánh chắc mà ai cũng từng thử qua
⌀ t lần.Bánh quế của Hải
Châu có rất nhiều loại như: Bánh quế Rito kem vani, bánh quế Rami
socola, ...Các loại bánh quế khác nhau sẽ được đóng gói ở dạng
bao bì và mẫu mã khác nhau.
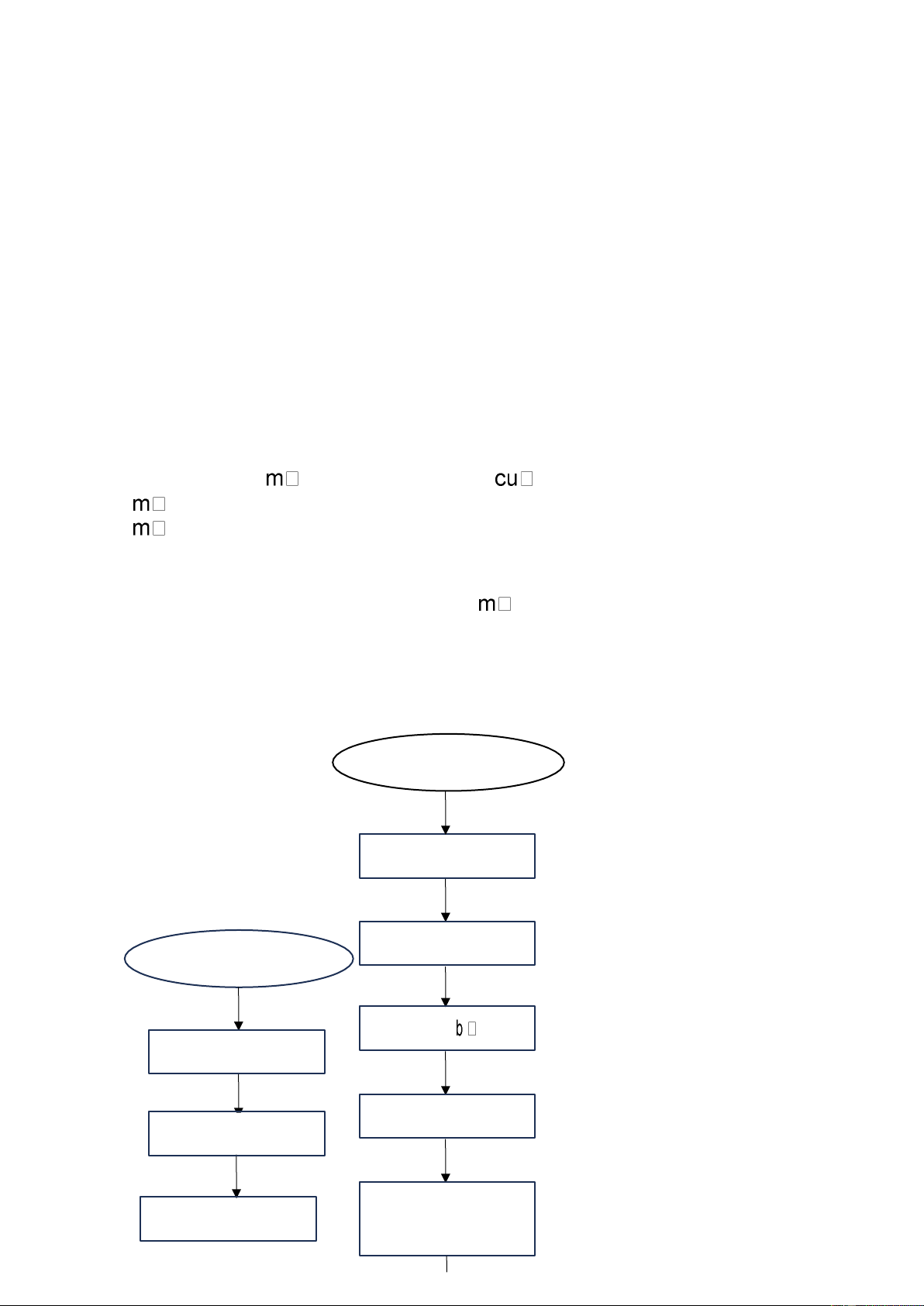
1. Sơ đồ quy trình sản xuất bánh Nguyên liệu Định lượng Phối trộn Nguyên liệu Đánh ⌀ t Định lượng Nướng bánh Phối trộn 22 Tạo hình, bơm Đánh kem kem, cắt bánh
Hình 1.1. Sơ đồ quy trình sản xuất bánh quế
2. Thuyết minh quy trình công nghệ
2.1. Nguyên liệu
Nguyên liệu sản xuất bánh quế gồm: bột mỳ, đường, dầu thực vật, 2.1.1. Bột mỳ
2.1.1.1. Thành phần hóa học bột mỳ
Bột mỳ là một trong những nguyên liệu chính để sản xuất bánh quế. Bột
mỳ có đầy đủ các thành phần dinh dưỡng như: Protein, chất béo, chất
khoáng…Mặt khác bột mỳ lại có lượng protein không tan (Gluten) cao khi
hút nước nó tạo thành các màng mỏng giữ được bọt khí làm cho sản phẩm có
độ xốp tốt, đồng thời nó có tác dụng tạo khuôn hình cho khối bột nhào khi kết
hợp với tinh bột tạo ra nhiều khuôn mẫu khác nhau (khác với các loại bột ngũ
cốc khác) vì vậy mà bột mỳ được sử dụng thường xuyên trong sản xuất bánh
nói chung và bánh quế nói riêng.
Thành phần của bột mỳ:
- Hàm lượng tinh bột : 68 – 72%. Nó là thành phần chính của bột mỳ. Bột mỳ
hạng càng cao thì hàm lượng tinh bột càng lớn (thường thì người ta phân loại
bột mỳ thành bốn hạng: loại hảo hạng (là loại tốt nhất), loại một, loại hai, loại
ba(chất lượng thấp nhất)).
- Hàm lượng Protein : 9 – 14%. Protein đóng vai trò chủ yếu để tạo khuôn
mẫu cho khối bột nhào. Protein trong bột mỳ gồm bốn axit amin chính là: + Anbumin 23 + Globulin
Hai axit amin này chiếm 20% lượng protein và hoà tan trong nước. + Protalamin + Glutenlin
Hai axit amin này chiếm 80% lượng protein và không hoà tan trong nước.
Phần không hoà tan trong nước này gọi là Gluten. Bột mỳ nhào với nước rồi
để trong thời gian khoảng 20 phút để tạo gluten. Rửa khối bột nhào cho tinh
bột trôi đi còn lại một phần dẻo không tan gọi là gluten tươi. Trong gluten
tươi có khoảng 50 – 60% là nước. Hàm lượng có trong bột mỳ khoảng 25 –
30%. Để đánh giá chất lượng gluten tươi của bột mỳ thì người ta dựa vào màu
sắc, độ đàn hồi, độ kéo giãn của khối gluten. Gluten trong bột mỳ được xem
là tốt thường có độ kéo giãn vừa phải, đàn hồi tốt, màu sắc đẹp. Gluten có độ
kéo giãn trung bình thì bánh thành phẩm sẽ rất xốp do giữ được nhiều bọt khí.
Nếu gluten có độ kéo giãn tốt thì khối bột nhào sẽ bị chảy xệ không đạt yêu
cầu đồng thời bánh làm ra sẽ ít xốp. Như vậy chất lượng gluten có ảnh hưởng
lớn đến quá trình sản xuất cũng như chất lượng sản phẩm (độ xốp) vì thế tuỳ
theo yêu cầu đối với mỗi sản phẩm bánh mà ta cần lựa chọn loại bột mỳ để có được gluten phù hợp.
->Trong thực tế sản xuất : Nếu bột mỳ sử dụng cho gluten có độ đàn hồi, kéo
giãn rất tốt trong khi yêu cầu cần làm bánh có độ xốp cao thì có thể khắc phục
bằng cách cho thêm một lượng bột ngô vào nhào trộn cùng với bột mỳ để làm
giảm chất lượng gluten. Ta cũng có thể lợi dụng các yếu tố trong quá trình sản
xuất như nhiệt độ, tốc độ của thiết bị nhào hay sử dụng một số phụ gia trong
sản xuất (muối ăn) để làm thay đổi tính chất vật lý của gluten cho phù hợp với
yêu cầu sản xuất . Khi hàm lượng gluten trong bột nhào tăng thì độ ẩm trong
khối bột nhào cũng tăng lên dẫn đến thời gian nướng bánh bị kéo dài thêm vì
vậy cần hạn chế hàm lượng gluten trong bột mỳ từ 25 – 28%.
- Hàm lượng chất béo: 0,25 – 1,5%. Chất béo nằm chủ yếu trong phôi hạt
mầm của lúa mỳ vì vậy bột mỳ hạng càng thấp (loại hai, loại ba) thì hàm
lượng chất béo càng cao.
Chất béo trong bột mỳ không có tác dụng tốt đối với bột mỳ cũng như sản
xuất, nó làm giảm chất lượng bột mỳ và bánh do quá trình oxi hoá chất béo
sinh ra mùi hôi, khét khó chịu.
- Hàm lượng chất khoáng : 0,5 – 2% (có nhiều ở lớp vỏ hạt). Tuỳ theo hạng
bột mỳ mà sẽ có hàm lượng khoáng khác nhau. Bột mỳ hảo hạng sẽ ít khoáng
hơn so với bột mỳ hạng thấp vì vậy mà người ta có thể dựa vào hàm lượng
khoáng có trong bột mỳ để phân hạng bột mỳ. 24
- Enzim : Trong bột mỳ có chứa nhiều loại enzim phổ biến nhất là 2 loại α, β
amilaza thuỷ phân tinh bột thành maltoza, dextrin. Ngoài ra còn có enzim
proteaza thuỷ phân protein thành axit amin, đây là nguyên nhân làm cho chất
lượng bột mỳ bị suy giảm (tạo điều kiện cho vi sinh vật, nấm mốc phát triển).
* Tiêu chuẩn kỹ thật cho bột mỳ sản xuất :
- Tiêu chuẩn cảm quan: trắng mịn, không vón hòn vón cục,không hôi mốc,
không có mùi vị lạ, không lẫn tạp chất.
- Độ ẩm < 15%. - Độ axit: PH = 5,8 – 6,3.
- Hàm lượng gluten: 25 – 28%.
- Độ giãn dài: 0,3 cm/phút.
2.1.1.2. Tiêu chuẩn chất lượng bột mỳ
Chất lượng bột mì được đánh giá theo tiêu chuẩn của nhà nước.
Các chỉ số trong tiêu chuẩn chất lượng bột mì được đặc trưng bằng tình
trạng vệ sinh và hạng của bột mì.
Các hạng bột khác nhau sẽ khác nhau về độ tro, độ trắng, độ mịn, độ acid
và hàm lượng gluten ướt, trong đó độ trắng và độ mịn không phụ thuộc vào
chỉ số tiêu chuẩn chất lượng bột.
Độ tro là chỉ số cơ bản dựa vào đó xác định được hạng của bột, ngoài ra
người ta còn dùng thêm tiêu chuẩn về độ mịn và độ trắng. Độ acid và hàm
lượng gluten ướt không đặc trưng cho hạng của bột vì các chỉ số này luôn biến động.
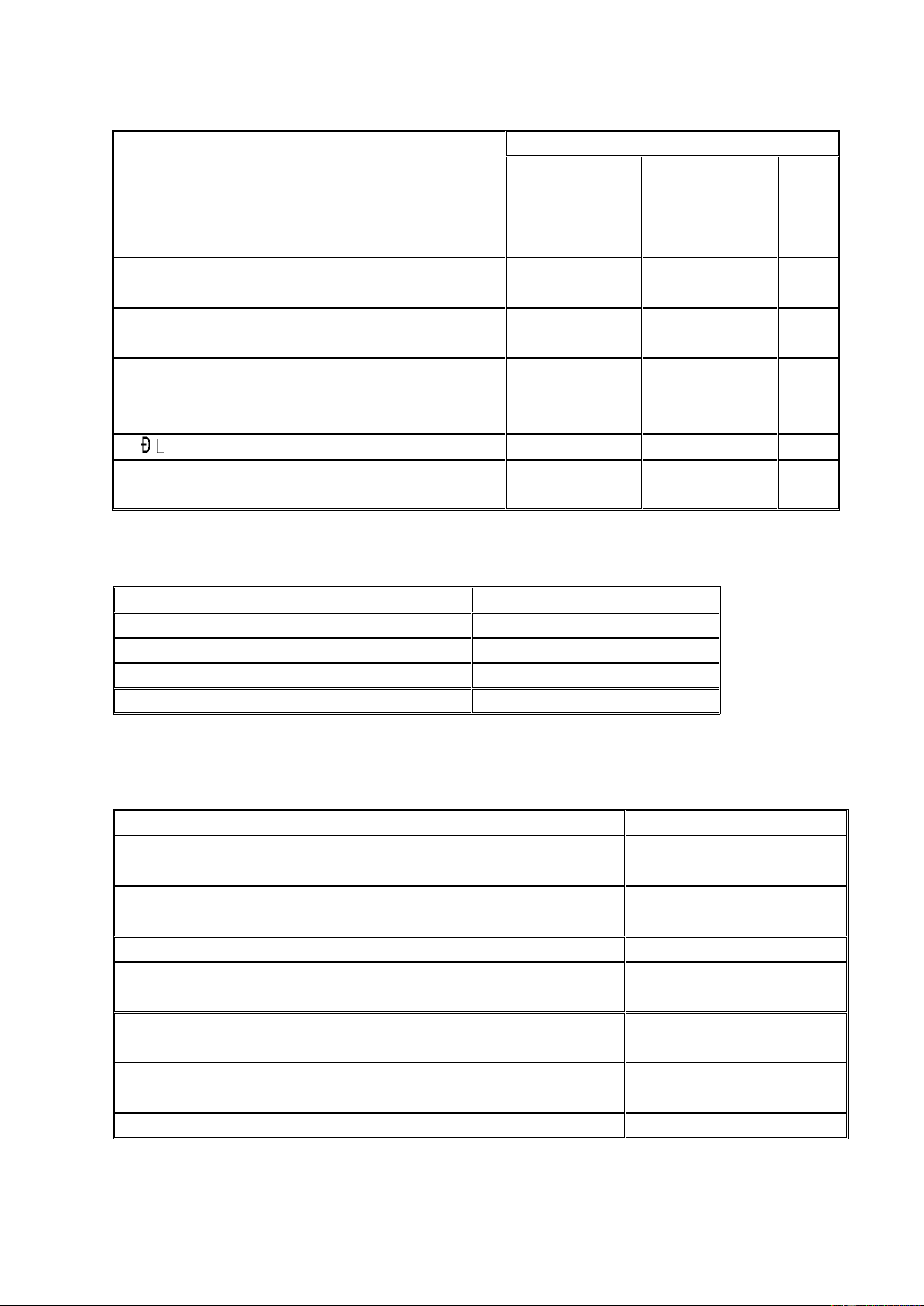
Tên chỉ tiêu
Yêu cầu
Trắng ngà hay trắng đặc trưng Màu sắc của bột mì tự nhiên
Mùi tự nhiên của bột mì, không Mùi có mùi lạ Vị
Không có chua, đắng hay vị lạ Tạp chất vô cơ Không có sạn Sâu mọt Không có Độ ẩm 13% Độ mịn - Còn lại trên rây 20% 25 420μm ? 80% - Qua rây 118μm Protein 8 9% Hàm lượng tro 0.4 0.75% Độ chua 3.5ml NaOH / 100g Tạp chất Fe 3mg / kg
Bảng 2.1.1.2: Tiêu chuẩn chất lượng bột mì cho sản xuất 2.1.2 Đường
Được sản xuất từ mía, củ cải đường được kết tinh dưới dạng tinh thể, hoà tan hoàn toàn trong nước.
+ Đường ở trạng thái tinh thể màu trắng hoặc trắng ngà, tơi, không vón cục,
không lẫn tạp chất lạ, không ướt. + Vị : Ngọt đậm.
+ Mùi : Không có mùi lạ.
+ Màu sắc : Trắng hoặc trắng ngà.
+ Độ ẩm : ≤ 0,05% + Độ tinh khiết : ≥ 99,5%
+ Nhiệt độ nóng chảy : 165 – 180oC.
Trong sản xuất bánh, chất tạo ngọt được sử dụng là đường saccharose. Nó có
vai trò rất quan trọng trong việc tạo vị và tạo cấu trúc cho hầu hết các loại bánh.
Đường ảnh hưởng đến hoạt độ nước nên ảnh hưởng đến độ chắc và khả năng
chống vi sinh vật của sản phẩm.
Saccharose ảnh hưởng đến khả năng hút nước của bột, giúp bột nhào mềm và
nhớt, làm giảm sự trương nở của protein. Đường là nguồn carbon để nấm men
sử dụng tạo thuận lợi cho quá trình lên men bột nhào. Trong quá trình nướng,
đường kết hợp với acid amin tạo phản ứng Maillard, tạo màu đặc trưng cho bánh.
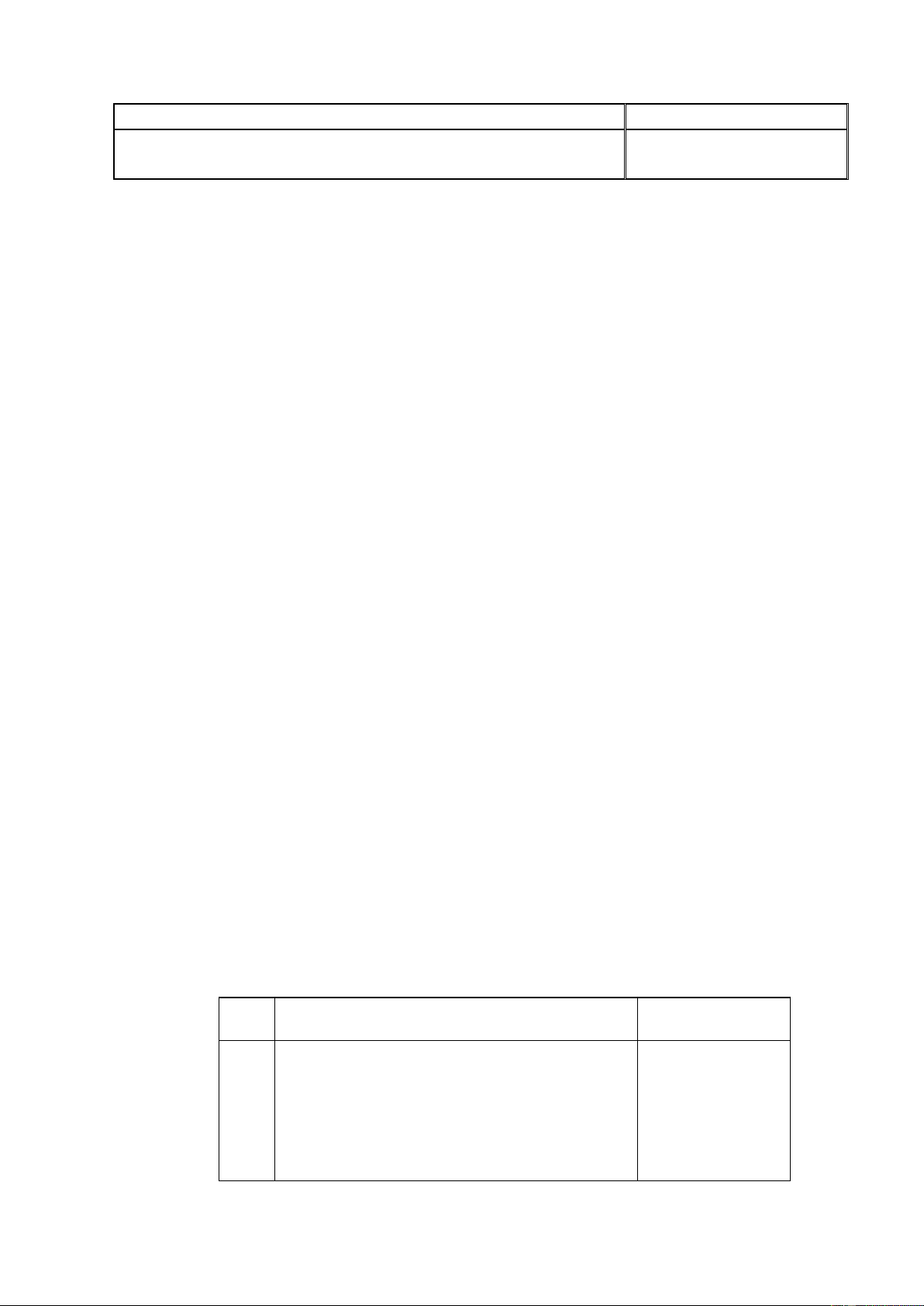
Chỉ tiêu
Đơn vị Đường Đường Đường tính tinh
kính trắng
vàng tinh 26 luyện khiết Hàm lượng OS hoặc ≥ đườ 99.85 ≥ 99.7 ≥ 98.5 ng sacc OZ % Hàm lượng ≤ ≤ ≤ đườ khốilượn 0.030 0.10 0.18 ng khử g % Tro dẫn điện khốilượn ≤ 0.015 ≤ 0.04 ≤ 0.25 g % Độ ẩm khốilượn ≤ 0,040 ≤ 0.07 ≤ 0.15 g Độ màu IU ≤ 20 ≤ 150 ≤ 1000 Asen (As) mg/kg ≤ 1 ≤ 1 ≤ 1 Đồng (Cu) mg/kg ≤ 1.5 ≤ 1.5 ≤ 1.5 Chì (Pb) mg/kg ≤ 0.5 ≤ 0.5 ≤ 0.5 Dư lượng SO2 mg/kg ≤ 6 ≤ 10 ≤ 10 Số vi khuẩn ≤ 200 ≤ 200 ưa nhiệ 10g CFU ≤ 200 CFU t CFU Tổng số nấm 10g ≤ 10 CFU ≤ 10 CFU ≤ 10 CFU men Tổng số nấm 10g ≤ 10 CFU ≤ 10 CFU ≤ 10 CFU mốc
Bảng 2.1.2: Chỉ tiêu chất lượng của đường 2.1.3. Nước
Là tác nhân dẻo hóa. Kết hợp bột mì và các nguyên phụ liệu khác tạo thành
khối bột nhão. Hòa tan các thành phần (đường, muối,….) Làm chặt mạng
gluten do sự hiện diện của một số muối khoáng trong nước.
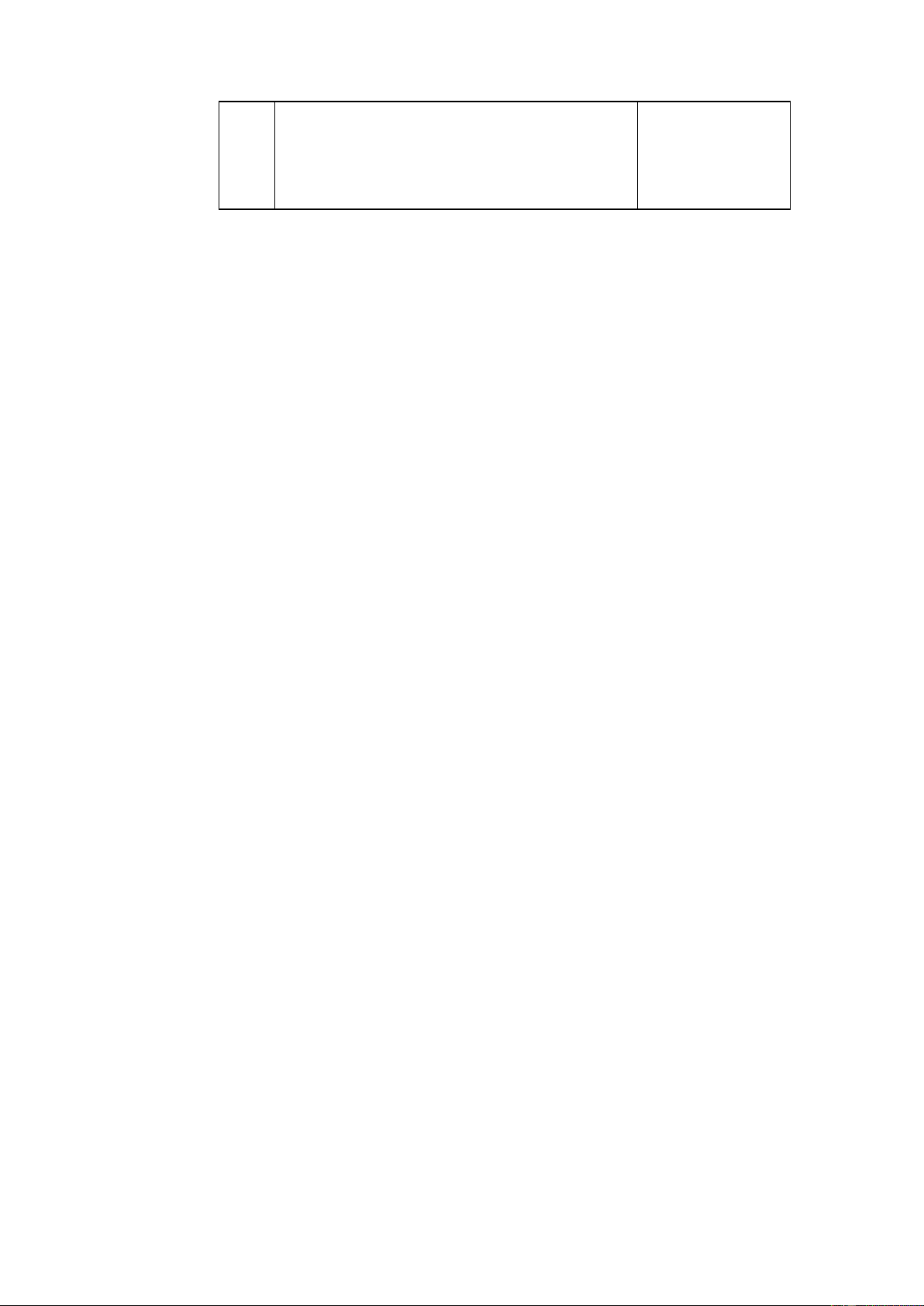
Bảng 2.1.3. Tiêu chuẩn hóa lý của nước RO dùng cho sản xuất 27 STT
Tên chỉ tiêu Tiêu chuẩn Đơn vị 1 Cảm quan
Trong, không màu, không mùi 2 pH 6,5 – 7,5 3 ⌀ dẫn điện
Không quá 50μS/cm ở 25 ± 1oC 4 Nhôm ≤ 0,01 mg/L 5 Tổng Clorid ≤ 0,1 mg/L 6 Đồng ≤ 0,1 mg/L 7 Flor ≤ 0,2 mg/L 8 Chì ≤ 0,005 mg/L 9 Nitrare ≤ 2 mg/L 10 Sunlfat ≤ 100 mg/L 11 Kẽm ≤ 0,1 mg/L 12 Antinrony ≤ 0,006 mg/L 13 Arsen ≤ 0,005 mg/L 14 Bari ≤ 0,1 mg/L 15 Beri ≤ 0,0004 mg/L 16 Cadmuim ≤ 0,001 mg/L 17 Crom ≤ 0,014 mg/L 18 Mercury ≤ 0,0002 mg/L 19 Selenium ≤ 0,09 mg/L 20 Bạc ≤ 0,005 mg/L 21 Thallium ≤ 0,002 mg/L 22 Canxi ≤ 2 (0,05 mmol/L) 23 Magie ≤ 4 (0,15 mmol/L) 24 Kali ≤ 8 (0,2 mmol/L) 28 25 Natri ≤ 70 (3 mmol/L)
(Aeonnmed Vietnam, 2018)
➢ Tiêu chuẩn vi sinh vật
- Giới hạn cho phép: tổng số vsv < 100 CFU/ml
- Giới hạn cảnh báo: tổng số vsv ≥ 50 CFU/ml
(Aeonnmed Vietnam, 2018) ➢ Nội độc tố
- Giới hạn cho phép: < 0,25 EU/ml
- Giới hạn cảnh báo: ≥ 50 giới hạn cho phép (0,125 EU/ml)
- (Aeonnmed Vietnam, 2018)
2.1.4. Sữa bột
Sữa bột là sản phẩm sản xuất từ sữa ở dạng bột khô, do sản xuất từ sữa tươi
bằng phương pháp sấy phun để tách nước ra khỏi nguyên liệu nên lượng nước
trong sữa bột còn khoảng 2 – 7% theo khối lượng sản phẩm. Do vậy sữa bột
có thời gian bảo quản lâu hơn sữa tươi. Thành phần sữa bột phụ thuộc vào
tính chất của sữa tươi ban đầu cũng như phương pháp chế biến.
Sữa bột tạo vị cho sản phẩm bánh quế, làm tăng khối lượng bánh và làm cho
bánh có cấu trúc tốt hơn và giòn hơn, tạo màu nâu cho bánh do protein và
đường khử (lactose) có trong sữa tham gia phản ứng Maillard, đồng thời giảm khả năng hút ẩm.
Bảng 1 – Các chỉ tiêu cảm quan của sữa bột
Tên chỉ tiêu
Đặc trưng của sữa bột 1. Màu sắc
Từ màu trắng sữa đến màu kem nhạt 2. Mùi, vị
Thơm, ngọt đặc trưng của sữa ⌀ t, không có mùi, vị lạ 3. Trạng thái Dạng
⌀ t, đồng nhất, không bị vón cục, không có tạp chất lạ 29
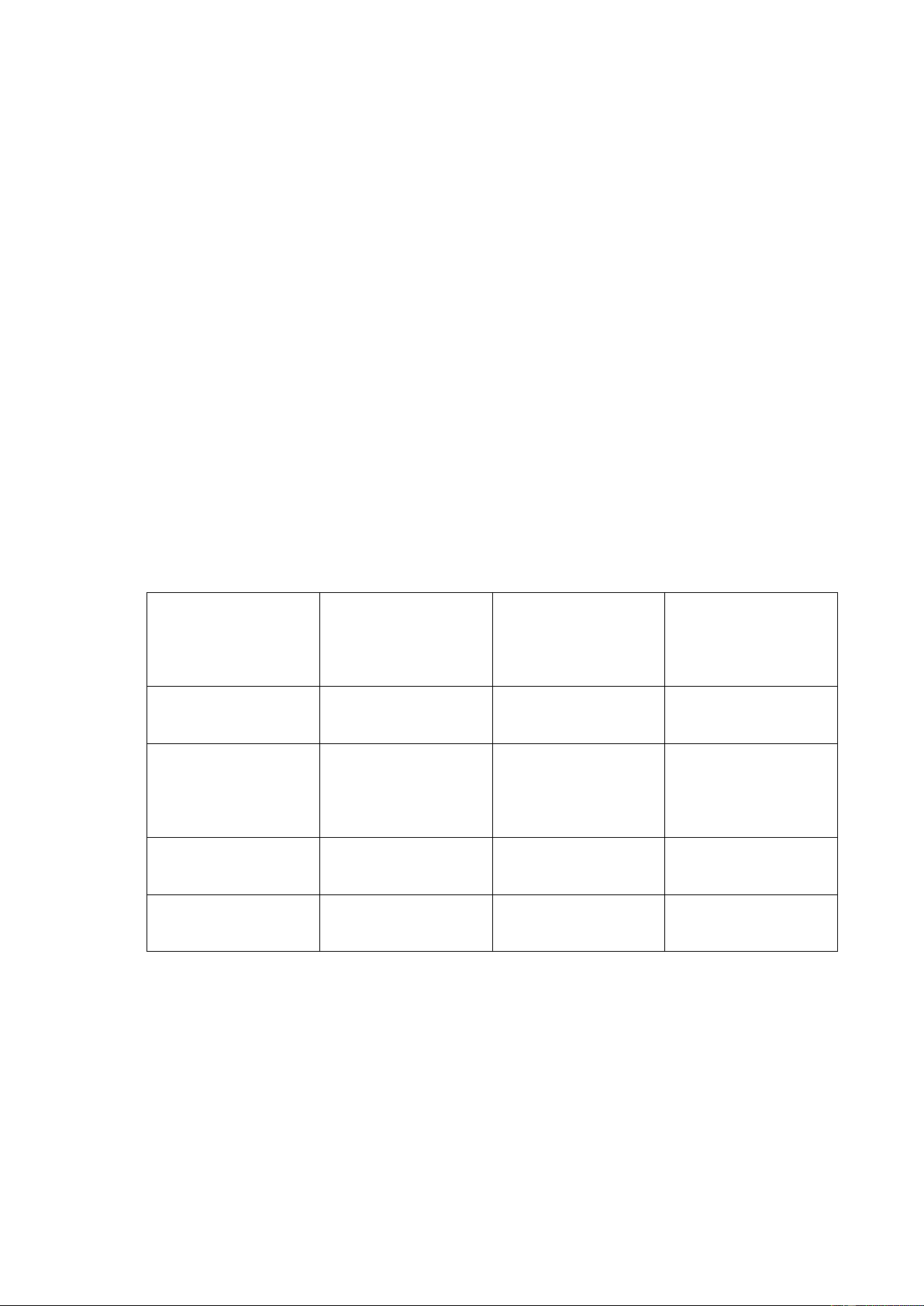
Bảng 2 – Các chỉ tiêu lý – hoá của sữa bột
Tên chỉ tiêu
Mức yêu cầu Sữa bột
Sữa bột đã Sữa nguyên tách một bột chất phần chất gầy béo
1. Hàm lượng nước, % khối lượng, 5,0 5,0 5,0 không lớn hơn
2. Hàm lượng chất béo, % khối 26 – 42 1,5 – 26 £ 1,5 lượng
3. Hàm lượng protein, tính theo hàm 34 34 34
lượng chất khô không có chất béo, % khối lượng 4.
⌀ axit, oT, không lớn hơn 20,0 20,0 20,0
5. Chỉ số không hoà tan, không lớn 1,0/50 1,0/50 1,0/5 hơn 0
Bảng 3 – Hàm lượng kim loại nặng của sữa bột
Tên chỉ tiêu
Mức tối đa 1. Asen, mg/kg 0,5 2. Chì, mg/kg 0,5 3. Cadimi, mg/kg 1,0 4. Thuỷ ngân, mg/kg 0,05
Bảng 4 – Chỉ tiêu vi sinh vật của sữa bột
Tên chỉ tiêu
Mức cho phép
1. Tổng số vi sinh vật hiếu khí, số khuẩn lạc 5.104 trong 1 g sản phẩm
2. Nhóm coliform, số vi khuẩn trong 1 g sản 10 phẩm
3. E.Coli, số vi khuẩn trong 1 g sản phẩm 0
4. Salmonella, số vi khuẩn trong 25 g sản 0 phẩm
5. Staphylococcus aureus, số vi khuẩn trong 10 1 g sản phẩm
6. Clostridium perfringen, số vi khuẩn trong 1 0 g sản phẩm
7. Baccilius cereus, số vi khuẩn trong 1 g sản 102 30 phẩm
8. Nấm men và nấm mốc, số khuẩn lạc trong 10 1 g sản phẩm (Nguồn TCVN 5538:2002)
2.1.5. Dầu thực vật
Trong sản xuất bánh, ngoài việc làm tăng giá trị dinh dưỡng và cảm quan cho
sản phẩm, dầu thực vật còn đóng vai trò quan trọng về mặt công nghệ là tạo
bột nhào dẻo và tơi, giúp bánh tăng độ xốp.
Dầu thực vật dùng làm thực phẩm: dầu có thành phần chủ yếu gồm các
glyxerit của axit béo có nguồn gốc thực vật. Chúng có thể chứa một lượng
nhỏ các chất béo khác như phosphatit, các chất không xà phòng hóa và axit
béo tự do có tự nhiên trong dầu hoặc mỡ. 2.1.6. Shortening
Shortening là một loại chất béo dạng rắn được sản xuất từ dầu thực vật như
đậu tương, dầu hạt bông. Đặc tính của shortening có tính dẻo, xốp, màu trắng
đục, bề mặt bóng mịn không bị nứt và thường nóng chảy ở nhiệt độ cao. Khi
nóng chảy, shortening có dạng trong suốt, màu vàng nhạt, không có mùi nhưng
lại có vị đặc trưng, nên được dùng để làm bánh hoặc một số công thức nấu ăn
khác. Shortening thuộc acid béo no, dạng rắn được tạo ra do quá trình hydro hóa
các acid béo giữa các nguyên tử hydro với các acid béo chưa no (dạng lỏng). Vì
thế, ở nhiệt độ phòng, shortening có dạng rắn, điểm nóng chảy của shortening
rơi vào khoảng từ 40 – 47 độ. 2.1.7. Muối
Muối ảnh hưởng đến hoạt động của vi sinh vật và enzym trong khối bột nhào,
ảnh hưởng đến khả năng hút và giữ nước của gluten, giúp tăng độ dai của
khối bột nhào trước khi qua máy cán, cắt.
Bảng 2.7: Chỉ tiêu chất lượng muối ăn trong sản xuất
STT Tên chỉ tiêu
Yêu cầu 1 Độ ẩm ( % ) < 6.0 2 NaCl ( % chất khô ) ? 97.0 % 3
Các chất khô không tan trong nước ( % ) ≤ 0.2 4
Các tạp chất hỗn hợp khác: 31 - Ca 0.6 - Mg 0.1 - Na2SO4 0.5 2.1.8. Lecithin
Lecithin là một chất béo màu vàng, thường chứa các phospholipid, là chất béo
tự nhiên được tìm thấy ở nhiều nguồn động vật và thực vật.
Lecithin là chất tạo nhũ hay chất nhũ hóa thường được sử dụng rộng rãi trong
ngành thực phẩm, tạo cảm giác ngon miệng và ngoài ra không kém phần quan
trọng là tạo cấu trúc mong muốn ở một số sản phẩm từ đó có thể kéo dài thời
gian sử dụng của sản phẩm.
2.1.9. Enzym protease
Protease bản chất là protein có hoạt lực cao, phân cắt liên kết peptit trong
chuỗi protein giúp cơ thể tiêu hóa một cách dễ dàng và hiệu quả. Protease
trong bột bánh giúp giảm thời gian trộn và tăng hương vị, màu sắc của bánh.
Enzyme này giúp tăng sự mềm mại, đồng nhất, độ đàn hồi và độ kết dính của
khối bột. Nhờ đó bánh sẽ đạt hình dạng mong muốn với hương vị hấp dẫn.
2.1.10. Bột ngô
Bột ngô là một loại bột mịn được làm từ các nội nhũ (phần lõi) của hạt bắp đã
xay nhuyễn. Bột ngô được sử dụng để tạo độ kết dính và chất làm đặc, đồng
thời giúp cho sản phẩm có hương vị thơm ngon hơn,xốp và giòn hơn
2.1.11. Hương liệu tổng hợp (Cacao,dâu,vani)
Hương liệu tổng hợp được chiết xuất từ các hương liệu tự nhiên hoặc chứa
hợp chất tương đồng với tự nhiên có tác dụng giúp sản phẩm có thêm mùi vị.
2.1.12. Màu thực phẩm
Màu thực phẩm được tạo ra từ các sản phẩm tự nhiên hoặc được tổng hợp
bằng hóa chất có tác dụng tạo màu sắc bắt mắt cho sản phẩm.
2.1.13. Bột vanni
Bột vani (vanila) là một loại phụ gia thực phẩm có màu trắng, tán mịn, vị
thơm ngọt, giúp tăng độ thơm.
2.2. Cân định lượng
2.2.1. Mục đích
Kiểm soát chất lượng đầu vào và xác định chính xác khối lượng nguyên liệu từng mẻ bánh. 32
2.2.2. Cách tiến hành
Bước 1: Chuẩn bị dụng cụ
Bước 2: Cần nguyên liệu theo đúng công thức
Bước 3: Chuyển nguyên liệu đã cân vào phòng đánh bột
2.2.3. Yêu cầu
-Cân chính xác nguyên liệu theo công thức
-Nếu có sự cố cần báo lại ngay cho trưởng ca hoặc quản đốc
2.3. Phối trộn
2.3.1. Đánh bột
2.3.1.1. Mục đích
-Nhào trộn được xem là một khâu rất quan trọng trong quá trình sản xuất, làm
ảnh hưởng đến các khâu tiếp theo trong quá trình sản xuất.
- Phối trộn nguyên liệu, trộn đều các nguyên liệu lại với nhau, đồng nhất về
cấu trúc, tạo màu vàng cho bánh nướng.
2.3.1.2. Cách tiến hành
Bước 1: Cho nước, đường, muối, enzyme, vanni bột vào máy trộn đánh trong
thời gian 2 phút 30 – 2 phút 40
Bước 2: Cho thêm dầu, lecithin vào máy trộn đánh trong thời gian 2 phút 30 – 2 phút 40
Bước 3: Cho tiếp bột mỳ để máy đánh trong 2 phút 40
Bước 4: Cho dịch bột và dung dịch màu trộn bằng phớt khuấy tay cho đều và đồng nhất
2.3.1.3. Yêu cầu
- Bột trộn phải đồng nhất không vón cục, không có tạp chất, đạt độ ẩm.
- Nhiệt độ khối bột < 36 ⁰C
- Tỷ trọng bột 1,2 - 1,25
2.3.1.4. Các biến đổi trong quá trình đánh bột
Quá trình đánh bột là một quá trình cơ lý do vậy biến đổi vật lý là chủ yếu,
ngoài ra còn có biến đổi về hóa học, hóa sinh, hóa lý, cảm quan. 33
- Biến đổi vật lý: Từ hỗn hợp các nguyên liệu rời tạo thành một khối đồng
nhất không tách rời, dẻo, đàn hồi. Ngoài ra còn có sự kết hợp của các hợp chất
mùi, vị từ các nguyên liệu phụ và các chất phụ gia.
- Biến đổi hóa lý: Quá trình hydrat hóa protein bột mì tạo màng glutein, hòa
tan của nguyên liệu đường.
- Biến đổi hoá học, hoá sinh: biển đổi không đáng kể
- Biến đổi cảm quan: Thay đổi trạng thái nguyên liệu từ rời rạc đến khối dẻo
dai, đàn hồi, thay đổi mùi vị do bổ sung các nguyên liệu tạo mùi vị, màu sắc.
2.3.2. Đánh kem
2.3.1.1. Mục đích
Phối trộn đều các nguyên liệu lại với nhau, đồng nhất, tạo cho kem một bề
mặt đồng đều mềm mịn.
2.3.1.2. Cách tiến hành
Bước 1: Hòa tan lecithin trong dầu sau cho hỗn hợp vào máy cùng với dầu
shortening đánh trong thời gian 15-20 phút
Bước 2: Cho đường, sữa, bột ngô vào máy đánh trong thời gian 5-8 phút
Bước 3: Cho phẩm màu, hương trộn trong 3-5 phút
2.3.1.3 Yêu cầu
Kem thành một khối đồng nhất, mịn, có độ kết dính tốt, có mùi đặc trưng theo từng loại.
2.4. Nướng bánh
2.4.1. Mục đích
- Làm chín bánh, tạo độ xốp cho bánh, tạo màu sắc, hương thơm đặc trung
cho sản phẩm và chuẩn bị cho công đoạn tiếp theo
- Tiêu diệt vi sinh vật, hệ enzym có trong bánh sống
- Giúp kéo dài thời gian bảo quản (do giảm độ ẩm của bánh)
2.4.2. Cách tiến hành
- Bột đem vào lò nướng được chia làm 2 dải, dải bột 1 để nhiệt độ 165-178oC,
dải bột 2 để nhiệt độ 160-1760C tốc độ lò chính điều chỉnh ở 48.24 Hz. 34
- Kem được để thùng chứa ở nhiệt độ 30-350C và cánh khuấy thùng chứa
được bật liên tục với tốc độ chậm.
2.4.3. Yêu cầu
Vỏ bánh chín hoàn toàn, bánh giòn xốp, có màu vàng đến vàng nhạt kèm màu
viền bánh đặc trưng cho từng loại.
2.5. Tạo hình, bơm kem, cắt bánh
2.5.1. Mục đích
Tạo hình dáng, kích thước, khối lượng của bánh và tạo điều kiện để các công
đoạn sau được thuận lợi.
2.5.2. Yêu cầu
Bánh chín hoàn toàn, các lớp vỏ bánh được cuộn chặt theo hình ống tròn.
2.5.3. Các chỉ tiêu của các loại bánh quế Chỉ tiêu Bánh quế Rito Bánh quế Rami Bánh quế hộp 128g 55g Chiều dài 68 – 70mm 68 – 70mm 82 – 84mm Độ ẩm Nhỏ hơn hoặc Nhỏ hơn hoặc Nhỏ hơn hoặc bằng 2.5% bằng 2.5% bằng 2.5% Khối lượng vỏ 1.9 – 2.1g/chiếc 1.9 – 2.1g/chiếc 2.4g/chiếc Khối lượng bánh 2.9 – 3.2g/chiếc 3.6g/chiếc
2.6. Làm nguội
2.6.1. Mục đích
- Ngăn chặn quá trình hút ẩm trở lại của bánh
- Chuẩn bị cho quá trình bao gói 2.6.2. Cách tiến hành 35
- Bánh được làm nguội trong dây chuyền vận chuyển bánh ra phòng đóng gói
- Điều kiện phòng T: ≤ 250C, W: ≤ 60%
- Khi nhiệt độ của bánh < 40℃ thì đưa bánh đi chuẩn bị bao gói 2.7. Bao gói
2.7.1. Mục đích
Đảm bảo hình thức và điều kiện bảo quản sản phẩm trong quá trình tiêu thụ.
2.7.2. Cách tiến hành
Bước 1: Chuẩn bị: cuộn màng, băng dính, kéo, ...
Bước 2: Lắp cuộn màng, vệ sinh bằng khăn tẩm cồn lau băng tải và thanh
hướng bánh trên băng tải, nhấn nút đen chạy thử không bánh
Bước 3: Vặn núm xoay tốc độ điều chỉnh màng, bụng màng của bánh, điều
chỉnh màng chạy khớp với mắt thần. Nhiệt mặt 160oC, nhiệt bụng 138oC, tốc độ 145 bánh/phút
Bước 4: Nhấn nút xanh cho chạy tự động và thả bánh
-Bước 5: Hứng bánh vào xô để lên bàn đóng gói
2.7.3. Yêu cầu
- Phải vệ sinh sạch bụi bánh trên máy bao gói
- Bánh phải đảm bảo đạt yêu cầu chất lượng và khối lượng
- Nhiệt độ phòng bao gói: T0C, Wkk ≤ 60%
- Cần phải sử dụng đúng loại bao bì, khối lượng tịnh, NSX và HSD phải in đầy đủ rõ ràng
- Yêu cầu bánh sau bao gói phải được bao gói kín và phẳng
- Khi đóng gói sản phẩm cần ghi rõ ngày, tháng, ca sản xuất, người đóng gói trên vỏ thùng
III. Hệ thống quản lý chất lượng và vệ sinh trong công ty
1. Tiêu chuẩn ISO 22000
1.1. Khái niệm
ISO 22000 là tiêu chuẩn do Tổ chức Tiêu chuẩn hóa Quốc tế 36
(ISO) xây dựng tập trung vào an toàn thực phẩm. Tiêu chuẩn này có liên
hệ với tiêu chuẩn ISO 9000. Tên đầy đủ là ISO 22000 Food safety
management systems -Requirements for any organization in the food chain (Hệ
thống quản lý an toàn thực phẩm - Yêu cầu đối với các tổ chức trong chuỗi thực
phẩm). (Phan Thị Phương Thảo, 2022)
1.2. Tiêu chuẩn ISO 22000
Tiêu chuẩn ISO 22000 quy định các yêu cầu đối với hệ thống quản lý an toàn thực
phẩm, kết hợp các yếu tố quan trọng đã được thừa nhận chung dưới đây nhằm đảm bảo an
toàn thực phẩm trong cả chuỗi thực phẩm cho tới điểm tiêu thụ.
2. Tiêu chuẩn 5S
2.1. Khái niệm
5S là phương pháp quản lý, sắp xếp môi trường làm việc. Giúp ngăn
chặn sự xuống cấp của các văn phòng, nhà xưởng. Tạo sự thông
thoáng, tiện lợi và tránh lãng phí cho doanh nghiệp. Môi trường làm
việc khoa học sẽ cải thiện tâm lý, điều kiện và tăng hiệu suất lao ⌀ ng.
2.2. Các tiêu chuẩn
• Sàng lọc: Không để những vật liệu, dụng cụ không cần thiết tại nơi làm việc.
• Sắp xếp: Tổ chức, sắp xếp lại các vật dụng theo tiêu chí dễ tìm, dễ
thấy, dễ lấy, dễ trả lại.
• Sạch sẽ: Thường xuyên vệ sinh, lau chùi, dọn dẹp mọi thứ gây bẩn tại nơi làm việc.
• Săn sóc: Duy trì các tiêu chuẩn trên
⌀ t cách liên tục. Nó tạo
tiền đề cho việc phát triển thành 5S.
• Sẵn sàng: Rèn luyện, tạo ra thói quen tự giác, duy trì nề nếp, tác
phong. 5S còn cần tuân thủ nghiêm ngặt các quy định tại nơi làm
việc để luôn sẵn sàng sản xuất.
3. Tiêu chuẩn HACCP
3.1. Khái niệm
HACCP là viết tắt của cụm từ Hazard Analysis and Critical Control
Point System, có nghĩa là “hệ thống phân tích mối nguy và kiểm soát điểm tới
hạn”, hay hệ thống xác định, đánh giá và kiểm soát các mối nguy đáng kể với
an toàn thực phẩm. (Phan Thị Phương Thảo, 2022) 37
3.2. Các nguyên tắc xây dựng HACCP
Trình tự áp dụng HACCP bao gồm 12 bước. Trong đó, 7 bước cuối là 7 nguyên tắc của HACCP
Bước 1. Thành lập nhóm HACCP
Bước 2. Ghi chép, thuyết minh về thực phẩm (tính an toàn, thời hạn sử dụng,
bao gói, hình thức phân phối)
Bước 3. Xác nhận phương pháp sử dụng thực phẩm
Bước 4. Vạch sơ đồ trình tự chế biến thực phẩm
Bước 5. Kiểm tra tại nhà máy trình tự chế biến thực phẩm
Bước 6. Quy tắc 1: Nhận diện mối nguy
Bước 7. Quy tắc 2: Xác định điểm kiểm soát tới hạn
Bước 8. Quy tắc 3: Xác định giới tới hạn cho mỗi CCP38
4. Chương trình vệ sinh trong công ty cổ phần bánh kẹo Hải Châu
4.1. Hệ thống bảo quản nguyên vật liệu, vệ sinh nguyên vật liệu
4.1.1. Hệ thống bảo quản nguyên vật liệu
Công ty bánh kẹo Hải Châu là
⌀ t công ty sản xuất hàng thực phẩm
với nhiều chủng loại bánh, kẹo... khác nhau nên lượng nguyên vật liệu
tiêu hao cho sản xuất là rất lớn. Công ty sử dụng rất nhiều nguyên vật liệu như
⌀ t mỳ, đường, sữa, bơ... hầu hết các nguyên vật liệu ở công ty đều
⌀ c hàng thực phẩm có tính chất hóa lý khác nhau,
thời gian sử dụng ngắn, mang tính chất thời vụ, phụ ⌀ c nhiều vào
yếu tố môi trường, thời tiết và điều kiện bảo quản. Do vậy, công tác
quản lý nguyên vật liệu ở công ty được thực hiện rất chặt chẽ trên tất
cả các mặt nhằm vừa đảm bảo chất lượng nguyên vật liệu, lại vừa
đảm bảo tính tiết kiệm, tính hiệu quả trong sử dụng, hạn chế tới mức
thấp nhất việc hư hỏng, thất thoát nguyên vật liệu.
Do số lượng và chủng loại vật tư lớn và yêu cầu cao về mặt chất
lượng nên việc bảo quản nguyên vật liệu ở công ty rất được chú
trọng. Công ty đã xây dựng hệ thống kho bảo quản 38
nguyên liệu chính, hương liệu và vật liệu phụ. Các kho đều có thủ kho
trực tiếp quản lý và các hệ thống thiết bị bảo quản trong kho tương đối
đầy đủ như xe đẩy, các thiết bị phòng chống cháy nổ... nhằm đảm bảo an toàn
⌀ t cách tối đa cho vật liệu trong kho.
Để xây dựng định mức tiêu dùng vật liệu, công ty căn cứ vào: Định
mức của nguyên, vật liệu, tình hình thực hiện định mức của các kì
trước, thành phần, chủng loại sản phẩm,trình ⌀ công nghệ. Công ty
thường xuyên rà soát, xây dựng định mức tiêu hao nguyên vật liệu hợp
lí, tiết kiệm cho từng sản phẩm,từng công việc tận dụng phế liệu để đưa vào sản xuất.
Bảng định mức nguyên vật liệu cho 1 tấn bánh, 1 tấn ⌀ t canh và 1 tấn kẹo:
Bảng 3: Định mức vật liệu dùng cho 1 tấn bánh
Cơ cấu vật Khối liệu lượng (kg) Vật liệu chính ⌀ t mỳ 700 Đường 250 Dầu ăn 95 Bơ sữa 45 Vật liệu phụ Tinh dầu 3 Phẩm màu 0,4 Phụ gia 6,6 khác ⌀ t nở 3
(Nguồn: P-KHVT)
Bảng 4: Định mức vật liệu tiêu dùng cho 1 tấn bột canh i-ốt Nguy Khối 39 ên lượn liệu g (kg) Muối 700 tươi Mỳ 250 chính
Bảng 5: Định mức vật liệu tiêu dùng cho
1 tấn kẹo Cơ cấu Khối Cơ Khối vật liệu lượng( cấu lượng( kg) vật kg) liệu Vật Vật liệu liệu chính phụ Đường 580,84 Muối 2 Glucoz 400,39 Tinh 1,6 a dầu Shorte 44,25 Vani 0,489 ning Sữa 41,5 Lêcit 1,095 béo hin
(Nguồn: P-KHVT)
Tình hình sử dụng nguyên vật liệu Bảng 6:
Tình hình sử dụng NVL (ĐvT: Tấn) NVL
Tồn đầu kỳ Nhập trong
Tồn cuối kỳ Tỷ kỳ trọng(%) Muối 30,135 8746 27,82 15,91 40 Mỳ 17,2 3121 17,47 5,67 chính Đường 20 4567,92 30 8,3 Hạt tiêu 6,24 74,91 7,15 0,13 Tỏi 3,16 49,94 2,32 0,09 I-ốt 17,3 2497 11,24 4,54 Glucoza 25,1 1163,2 26,34 2,11 Sữa, bơ 12 504,2 5,2 0,92 Dầu ăn 7 809,9 3,14 1,47 ⌀ t mì 67,34 5967,71 71,1 10,86 Tinh dầu 2,5 30 2,54 0,06 Phẩm 0,26 3,41 0,12 0,01 màu ⌀ t nở 2,1 25,58 3,15 0,05 Phụ gia 4,6 56,27 6,23 0,1 Shorteni 6,7 128,56 11,6 0,23 ng Vani 0,11 1,42 0,47 0,00258 Lecithin 0,21 3 2,12 0,00578 Than 38,13 27049 5,58 49,2 Khác … … … 0,317 Tổng 260,085 54973,875 233,59 100
(Nguồn: P-KHVT) Ta thấy có
⌀ t số nguyên vật liệu tồn kho lớn hầu hết là các
nguyên vật liệu nhập của nước ngoài để đảm bảo cho sản xuất trong
dịp tết nên công ty chủ
⌀ ng dự trữ tránh những rủi ro về tình hình
giá cả có thể tăng trong dịp này sẽ ảnh hưởng đến tình hình sản xuất của công ty.
Công tác quản lý kho
Mỗi kho chứa các loại nguyên vật liệu khác nhau và được thủ kho trực
tiếp quản lý, hệ thống thiết bị kho để quản lý bao gồm: xe đẩy vận
chuyển, cân, thiết bị chống cháy nổ. Nguyên vật liêụ được nhập theo
đúng số lượng và chất lượng căn cứ vào hoá đơn kèm phiếu nhập
kho nguyên vật liệu được bố trí theo nguyên tắc hợp lý, dễ tìm, dễ
thấy, dễ lấy. Loại bỏ những nguyên vật liệu đã hết hạn sử dụng
Công tác cấp phát nguyên vật liệu
Công việc cấp phát được tiến hành theo hình thức cấp phát hạn mức.
Hàng tháng, phòng kế hoạch vật tư, phòng kỹ thuật căn cứ vào kế
hoạch sản xuất về khối lượng, chủng loại vật tư dùng để sản xuất
cũng như có kế hoạch sản xuất dự trữ gối 41
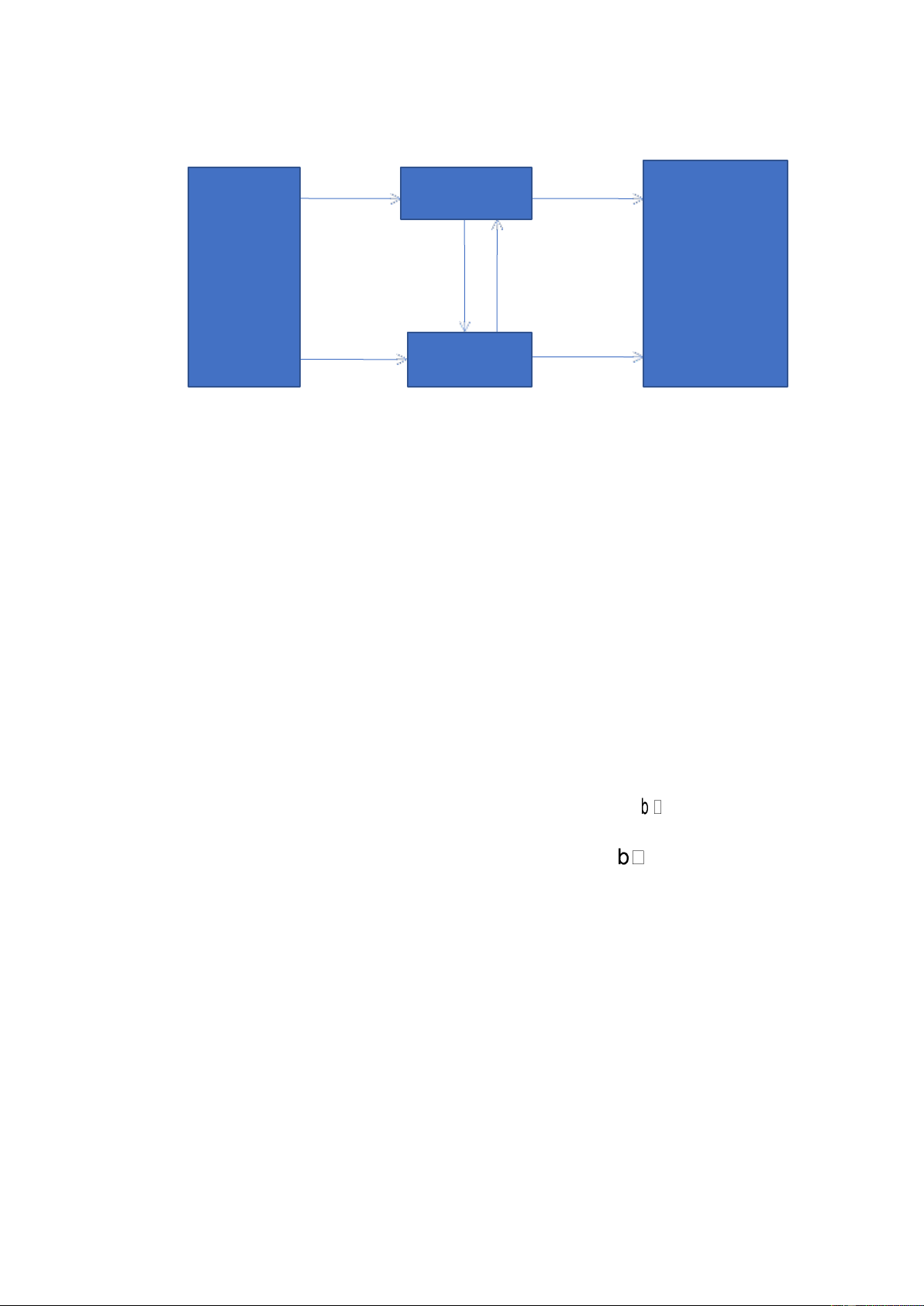
đầu nguyên vật liệu từ đó cấp phát xuống từng phân xưởng theo sơ đồ sau: Kho chuyên Phân xưởng dùng sx Nguồn - Bánh 1 cung ứng - Bánh 2 (trong và - Bánh 3 ngoài nướ - Kẹo c) Kho tổng - Bột hợp
Sơ đồ cung ứng nguyên vật liệu ở Công ty bánh kẹo Hải Châu
4.1.2Hệ thống vệ sinh nguyên vật liệu
o Nguyên liệu đưa vào sản xuất phải đảm bảo tiêu chuẩn kĩ thuật
o Nguyên liệu được đựng vào thùng,khay sạch sẽ, cân đong đầy đủ, chính xác.
o Trước khi sản xuất phải kiểm tra xem khay đựng và các dụng
cụ có liên quan đã vệ sinh sạch sẽ chưa.
o Trước khi kết thúc ca làm việc, quét dọn vệ sinh các khay chứa,
máy móc, bàn làm việc bằng chổi và hệ thống máy xịt khí.
o Hệ thống quạt thông gió giúp làm giảm bụi bẩn trong phân xưởng
o Công ty định kỳ hàng tháng kiểm tra định mức sử dụng thực tế so
với định mức và kiểm tra các điểm vòi cấp nước trong sản xuất,
nước uống tinh khiết, nước tắm, vệ sinh và nước tưới cây trồng, xây
dựng định mức sát thực tiễn và hạn chế thất thoát, chất lượng nước
luôn được kiểm định đo đếm, đảm bảo tiêu chuẩn do ⌀ y tế ban
hành để an toàn trong sản xuất.
o Chỉ được dùng các loại phẩm màu,phụ gia được ⌀ y tế cho phép.
4.2. Hệ thống vệ sinh dụng cụ, thiết bị, máy móc sản xuất ở
nhà máy bánh kẹo Hải Châu
Đối với 1 nhà máy, công xưởng sản xuất, chế biến thực phẩm, yêu cầu về
vệ sinh an toàn thường rất khắt khe bởi nó ảnh hưởng trực tiếp đến chất lượng
sản phẩm thực phẩm và sức khỏe của người tiêu dùng. Các dụng cụ, máy
móc,thiết bị trực tiếp tham gia vào quá trình sản xuất đều phải trải qua quy
trình vệ sinh kỹ lưỡng trước và sau khi sản xuất. Ở nhà máy bánh kẹo Hải 42
Châu, các dụng cụ máy móc, thiết bị sản xuất phải trải qua 2 quy trình vệ sinh
bắt buộc: làm sạch và vệ sinh đạt chuẩn (vệ sinh tiêu độc).
4.2.1. Dụng cụ, thiết bị, hóa chất tham gia vào quá trình vệ sinh: a, Dụng cụ: o Bàn chải o Thùng chứa o Khăn sạch o Chổi lau
b, Thiết bị: Máy xì không khí áp lực cao
c, Hóa chất o Cồn thực phẩm o Dung dịch clo ( 10% )
4.2.2. Quy trình vệ sinh dụng cụ, máy móc thiết bị sản xuất:
Sau khi kết thúc ca sản xuất trong ngày, các công nhân tham gia sản
xuất sẽ chính là người trực tiếp thực hiện các bước vệ sinh dụng cụ,
máy móc, nhà xưởng. Quy trình thực hiện vệ sinh sẽ trải qua 4 bước:
Bước 1: Chuẩn bị dung dịch vệ sinh và làm sạch sơ ⌀ :
o Pha dung dịch tẩy rửa chuyên dụng với nước ấm o Làm sạch sơ
⌀ các máy móc, thiết bị bằng máy xì không khí áp
lực cao để loại bỏ vụn bánh và chất bẩn dính trên băng tải, thân máy.
o Dọn sạch vụn bánh, các mảnh bánh hỏng, dư thừa trên sàn và
trong các thùng chứa, tập kết ra khu vực ngoài xưởng sản xuất để bắt
đầu tiến hành vệ sinh kĩ lưỡng máy móc, thiết bị. Bước 2: Vệ sinh
máy móc, thiết bị bằng hóa chất chuyên dụng ( vệ sinh tiêu ⌀ c)
o Đối với các thiết bị có lồng quay kín hoặc khe hở nhỏ không thể vệ
sinh thủ công thì sẽ đổ trực tiếp dung dịch hóa chất đã pha sẵn và bật chế
⌀ quay để máy tự làm sạch các bụi bẩn, cặn bánh dính lại trong lồng quay.
o Đối với băng tải dạng lưới sắt, sẽ để băng chuyền chạy ở chế
⌀ chậm và sử dụng bàn chải cùng dung dịch hóa chất để vệ sinh .
o Đối với băng tải PVC, dao cắt, thân máy sẽ được lau qua 1 lượt
bằng cồn thực phẩm, sau đó là dung dịch hóa chất.
o Đối với các dụng cụ tham gia vào quá trình sản xuất hoặc các ống để dẫn kem,
⌀ t sẽ được tháo rời khỏi thân máy và làm sạch
bằng nước rửa chén bát.
Bước 3: Làm sạch 43
o Sau khi kết thúc quá trình sát khuẩn bằng hóa chất, sẽ tiến hành
lau rửa lại bằng nước ấm 2 lần ( nước được sử dụng là nước đạt
tiêu chuẩn nước uống).
o Sau khi tất cả máy móc, thiết bị đã được làm sạch hoàn toàn thì sẽ
chuyển sang bước làm sạch sàn bằng dung dịch hóa chất.
o Các ô cửa cũng sẽ được làm sạch bằng dung dịch hóa chất để đảm bảo toàn
⌀ không gian xưởng sản xuất đã được làm sạch, tránh
nguy cơ nấm mốc vi sinh vật phát triển gây ảnh hưởng đến chất lượng sản phẩm.
Bước 4: Làm khô các thiết bị, máy móc dụng cụ.
o Các loại máy móc, thiết bị sẽ được để khô tự nhiên. o Các dụng cụ,
⌀ phận máy móc nhỏ có thể tháo rời sẽ được hong
khô trên kệ, giá đỡ chuyên dụng.
o Trong quá trình sản xuất, nếu băng tải dính quá nhiều vụn bánh
hoặc kem công nhân sẽ sử dụng khăn sạch có nhúng cồn thực
phẩm để làm sạch giúp băng tải vận hành tốt hơn và tiết kiệm công
sức khi vệ sinh vào cuối ca.
4.3. Vệ sinh từ công nhân làm việc:
Hằng ngày, khi kết thúc 1 ca làm việc, công nhân sẽ tiến hành vệ sinh
máy dán túi,lau nhà, sắp xếp dụng cụ gọn gàng. Đầu ca làm việc,
công nhân phải lau bàn sạch sẽ mới được để bánh. Thứ 2 hằng
tuần sẽ là thời gian vệ sinh khu vực tường ốp để đảm bảo môi
trường làm việc không có mầm phát sinh nấm mốc và vi sinh vật gây
hại. Cuối ngày sau khi dọn dẹp vệ sinh, rác phải được phân loại và để đúng nơi quy định.
Trong quá trình bao gói, đóng hộp:
o Đối với bao bì bao gói phải có nhãn hiệu đầy đủ ngày sản xuất,nơi
sản xuất,thành phần dinh dưỡng,cách bảo quản,cách sử dụng,hạn sử dụng.
o Giấy nến, bao bì, khay, cân tuyệt đối không để xuống đất.
o Bao bì, giấy nến, bánh lỗi, vụn bánh phải được để gọn
gàng,không để xuống đất.
o Thành phẩm trước khi xuất xưởng phải được kiểm tra, nếu phát
hiện sản phẩm không đạt tiêu chuẩn vệ sinh hoặc không đúng kĩ thuật
sẽ được xử lí kịp thời.
o Kho chứa sản phẩm phải luôn duy trì trong điều kiện bảo quản
thích hợp, không để lẫn các loại hàng hóa khác nhau.
o Kho đựng bánh thành phẩm có bục kệ và nhãn mác ghi rõ ngày
đóng gói, nhóm thực hiện đóng gói, không để lẫn sản phẩm bánh với
nguyên, vật liệu khác, không để ở nơi ẩm ướt.
o Kho bảo quản đảm bảo điều kiện khép kín để côn trùng khó có thể xâm nhập vào. 44
o Cửa kho nguyên liệu và cửa kho thành phẩm thường đặt cách xa nhau
o Thùng bánh xếp ngay ngắn, gọn gàng, không chồng quá cao và
quá mức quy định đối với từng loại bánh.
o Thời gian bảo quản sản phẩm:thời gian tối đa cho phép.
o Trong quá trình sản xuất nếu vô ý làm rơi vãi nguyên liệu, sản
phẩm thì cần phải thu gom gọn gàng.
o Các mẻ nguyên liệu ca nào dùng chia đủ ca đó, nếu trường hợp máy
hỏng, phải đậy cẩn thận để tránh việc làm giảm chất lượng của thành
phẩm khi để tiếp xúc trực tiếp với không khí quá lâu.
o Bề mặt bánh (chủ yếu là sản phẩm lương khô) trước khi bao gói thường vẫn còn bám
⌀ t vì thế trước khi bao gói cần dùng chổi
chuyên dụng quét sạch lớp
⌀ t đó để tránh gây ảnh hưởng đến chất
lượng và giá trị cảm của sản phẩm.
Vệ sinh trong vận chuyển: Phương tiện vận chuyển nguyên vật liệu,
thành phẩm phải đảm bảo vệ sinh, không dính quá nhiều dầu mỡ bụi
bẩn .Cuối ngày phải để xe đúng nơi quy định.
* Đối với người lao động: o Tất cả người lao
⌀ ng đứng vào vị trí sản xuất phải trang bị bảo ⌀ lao ⌀ ng:
Quần áo, mũ, giày dép phù hợp với yêu cầu của từng xưởng sản xuất. o Bản thân người lao
⌀ ng phải vệ sinh sạch sẽ, đầu tóc gọn gàng, không để móng tay dài.
o Trong quá trình sản xuất, người lao ⌀ ng tuân thủ chế ⌀ vệ sinh
thực phẩm,vệ sinh công nghiệp do công ty đề ra, yêu cầu này tùy theo đặc thù riêng. o Người đang lao
⌀ ng không được phép mắc các bệnh truyền
nhiễm, trước khi tuyển dụng cần rà soát qua giấy khám sức khỏe, sau
khi tuyển dụng kiểm tra sức khỏe định kì 1 năm/ lần.
* Tiếp xúc bề mặt sản phẩm:
Thực tế, trong sản xuất có 1 số khâu sản xuất, sản phẩm tiếp xúc trực tiếp với tay người lao
⌀ ng như ở: lương khô ( ⌀ n ⌀ t, xếp giấy
nến, vào túi, bóc bánh hỏng, vào ⌀ p...), bánh kem xốp ( ⌀ n ⌀ t,
đảo kem, xếp bánh vào khay nhựa...), bánh quy ( ⌀ n ⌀ t, xếp bánh
vào khay nhựa, đóng gói)...... Tuy nhiên, người lao
⌀ ng đã trải qua 1 quy trình vệ sinh cá nhân
bằng các chất tẩy rửa chuyên dụng và bước qua buồng khử khuẩn
trước khi vào sản xuất.
IV. Kết luận và kiến nghị 45 1. Kết luận
Qua thời gian từ ngày 31/10/2023 – 10/12/2023 được thực tập tại
Công ty Cổ phần bánh kẹo Hải Châu
Nhóm sinh viên chúng em có
⌀ t số nhận xét sau: Điều kiện,
quy trình sản xuất của công ty:
➢ Công ty nằm ở vị trí thuận lợi: địa hình, giao thông vận tải...
➢ Diện tích công ty đủ lớn so với quy mô sản xuất của công ty.
➢ Công ty sử dụng máy móc, thiết bị hiện đại, sắp xếp và bố trí thiết bị thuận lợi cho hoạt
⌀ ng sản xuất, đảm bảo ⌀ ổn định trong quá trình sản xuất.
➢ Vị trí các phòng, ban, khu sản xuất được sắp xếp, phân bố hợp lí.
➢ Nguồn nước sử dụng đạt tiêu chuẩn: sạch, không ô nhiễm
➢ Các nguyên liệu sử dụng có nguồn gốc, đạt tiêu chuẩn Việt Nam.
➢ Nguồn nước thải được xử lý và an toàn, đảm bảo không ảnh hưởng
đến nguồn nước sinh hoạt.
➢ Quy trình nghiêm ngặt nên đảm bảo chất lượng sản phẩm.
Đội ngũ cán bộ, công, nhân viên: ➢ Có trình
⌀ chuyên môn, tay nghề cao.
➢ Dày dặn kinh nghiệm làm việc.
➢ Nhiệt tình, kỷ luật.
2. KIẾN NGHỊ Trong những năm hoạt
⌀ ng, Công ty Cổ phần bánh kẹo Hải
Châu đã không ngừng cải tiến chất lượng sản phẩm, nghiên cứu,
ứng dụng khoa học kỹ thuật tiên tiến vào sản xuất nhằm nâng cao
hơn nữa chất lượng sản phẩm, đáp ứng nhu cầu ngày càng cao và đa
dạng của khách hàng, tuy nhiên bên cạnh đó vẫn còn tồn tại ⌀ t số
vấn đề cần được cải tiến: o Trang bị bảo ⌀ an toàn lao
⌀ ng cho công nhân hơn nữa.
o Tăng cường kiểm soát chất lượng và điều kiện bảo quản nguyên liệu đầu vào.
o Trang bị hệ thống làm mát và chiếu sáng trong từng khu vực .
o Quan tâm nhiều hơn đến chế
⌀ ưu đãi cho nhân viên. o Mở
⌀ ng thị trường tiêu thụ, đẩy mạnh bán hàng trên sàn thương mại điện tử.
o Nhà máy nên đầu tư hơn nữa vào trang thiết bị máy móc nhằm tự
⌀ ng hóa, tối ưu các khâu sản xuất nhằm đảm bảo 46
vệ sinh an toàn thực phẩm hơn và giảm chi phí nhân công.
Với sự giúp đỡ tận tình của Ban chủ nhiệm khoa, các thầy cô
hướng dẫn và ban lãnh đạo Công ty Cổ phần bánh kẹo Hải Châu,
chúng em đã được đi vào thực tế sản xuất và đã hoàn thành tốt đẹp
kỳ thực tập. Chúng em đã có kỹ năng làm việc trên dây chuyền sản
xuất của công ty cũng như học hỏi được rất nhiều kinh nghiệm từ
thực tế sản xuất và đạt được hầu hết những mục tiêu đề ra: o Có thái
⌀ học tập nghiêm túc, khắc phục mọi khó khăn để học hỏi, nghiên cứu.
o Có tinh thần trách nhiệm khi nhận được công việc được giao,
làm đến nơi đến chốn, chính xác, kịp thời. o Chủ
⌀ ng chuẩn bị, tích lũy tài liệu, số liệu, để viết báo cáo được thuận lợi.
o Giữ mối quan hệ tốt đẹp và nhận được sự thương mến của tất cả cán
⌀ nhân viên tại đơn vị thực tập.
o Hoàn thành chuyên đề thực tập tốt nghiệp đúng thời hạn quy định.
Về phía nhà trường, chúng em mong muốn nhà trường sẽ tổ chức
thêm nhiều đợt thực tập hay đi tham quan thực tế các doanh nghiệp
nhiều hơn để sinh viên được tiếp cận với thực tế nhiều hơn, sẽ vận
dụng được những lý thuyết trong quá trình học tập tại trường, để sau
này khi ra trường sinh viên sẽ trang bị được những kiến thức và
kinh nghiệm mà các công ty đang rất cần. Mong rằng mối quan hệ
giữa Học viện Nông Nghiệp Việt Nam và Công ty Cổ phần bánh kẹo
Hải Châu sẽ ngày càng tốt đẹp để các thế hệ sinh viên tiếp theo sẽ
tiếp tục được thực tập tại công ty. 47
TÀI LIỆU THAM KHẢO
1. Phan Thị Phưởng Thảo (2022). Bài giảng Hệ thống quản lý và đảm bảo
chất lượng. Học viện Nông nghiệp Việt Nam
2. Aeonnmed Vietnam (2018). Nước RO dùng cho pha chế
3. Giáo trình phát triển sản phẩm, Trường đại học kinh tế - kĩ thuật công nghiệp
4. Công ty CP bánh kẹo Hải Châu
5. Quy chuẩn kĩ thuật quốc gia QCVN 01: 2009/BYT chất lượng nước ăn uống
6. TCVN 5538 – 2002 Sữa bột 7. Takyfood.vn 8. Aeonnmed Vietnam 2018 48
Tài liệu liên quan:
-

Đề cương gợi ý cho chuyên đề thực hành nghề nghiệp | Học viên nông nghiệp Việt Nam
36 18 -

Introduction to Trac Nghiem - Instructor and Student Guide V2
72 36 -

Báo cáo thực tập: Phân tích hoạt động sản xuất kín - Học viện nông nghiệp Việt Nam
268 134 -
Báo cáo thực tập: Các hình thức trả lương của công ty cổ phần đầu tư phát triển Bắc Bình - Học viện nông nghiệp Việt Nam
550 275 -

Báo cáo thực tập kỹ thuật - Học viện nông nghiệp Việt Nam
522 261