BT viết chương trình môn FMS & CIM| Môn FMS & CIM| Trường Đại học Bách Khoa Hà Nội
BT viết chương trình môn FMS & CIM| Môn FMS & CIM| Trường Đại học Bách Khoa Hà Nội. Tài liệu gồm 3 trang giúp bạn ôn tập và đạt kết quả cao trong kì thi sắp tới. Mời bạn đọc đón xem.
Môn: FMS & CIM 11 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.6 K tài liệu
Tác giả:

Preview text:
4.ÊVíÊdụÊlậpÊtrình Thursday, 15 December, 2022 11:46 AM Home 4 3 LABEL CT2 SPEED 200 PMOVE P4 SPEED 70 PMOVE P1 DELAY 100 GRASP 1 2 PMOVE P4 SPEED 200 PMOVE P3 SPEED 70 PMOVE P2 DELAY 100 RELEASE PMOVE P3 SPEED 200 PMOVE P4 DELAY 1500 BRANCH CT2 LABEL CT1 SPEED 70 PMOVE P0 PMOVE P1 DELAY 100 GRASP SPEED 200 ĐềÊbài
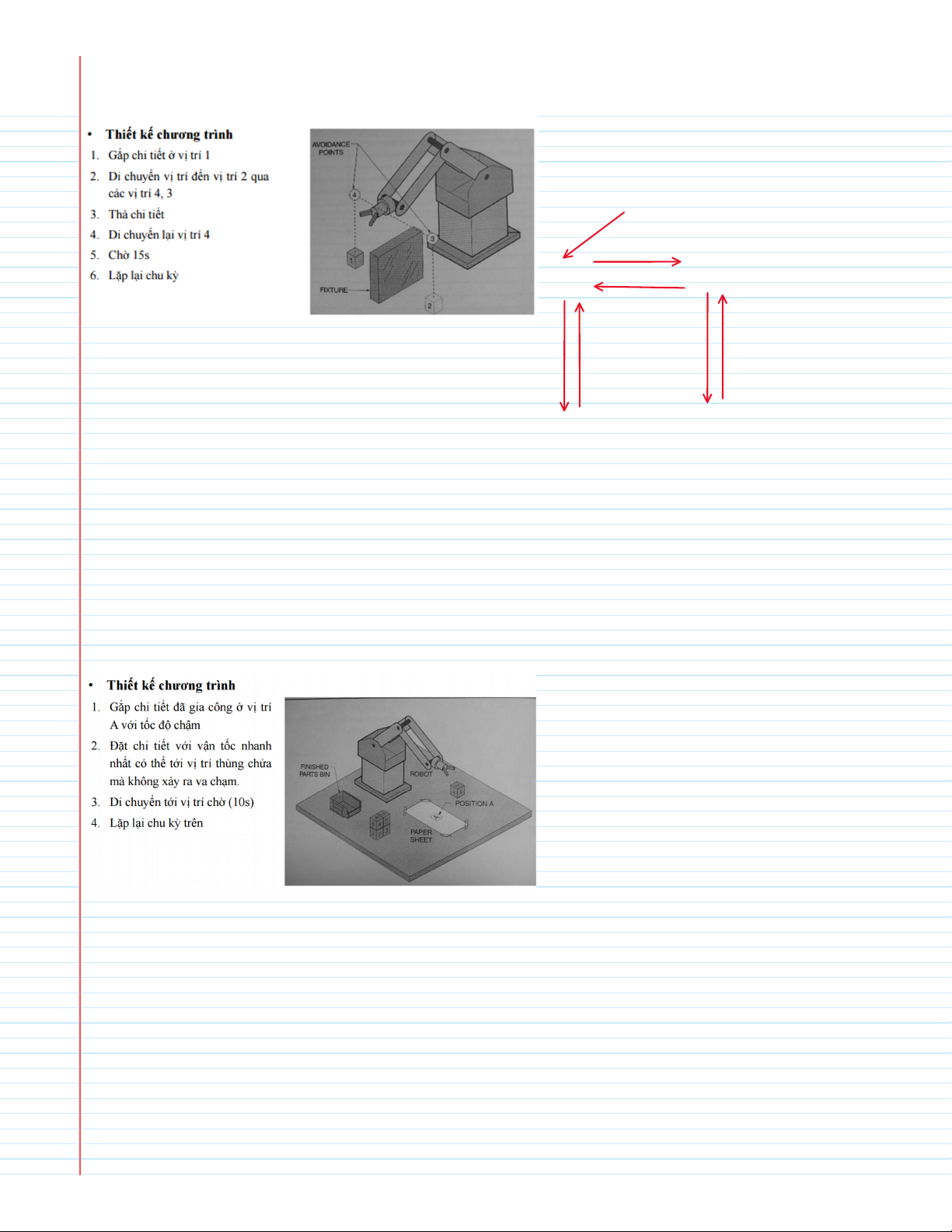
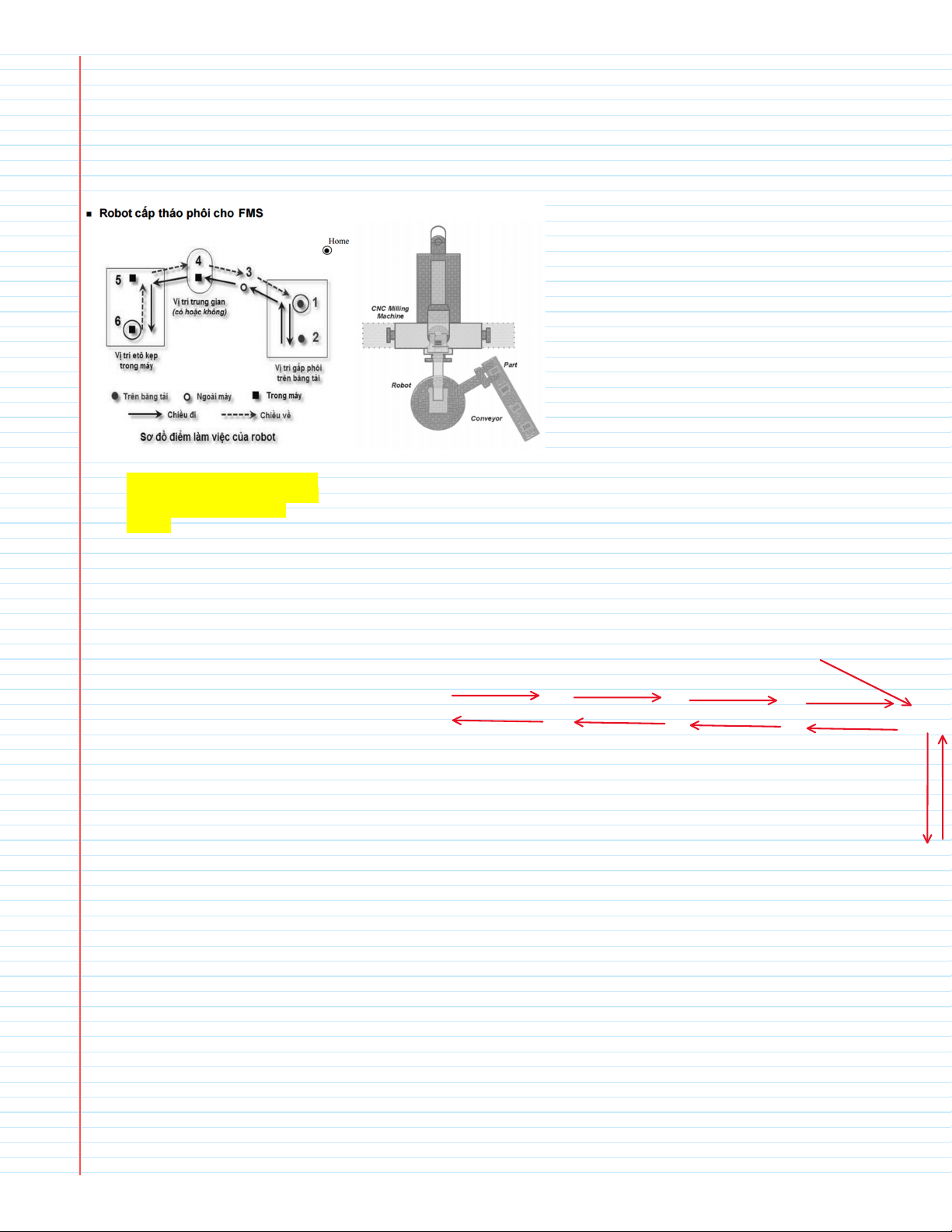
1. Mô tả quá trình làm việc của hệ thống
2. Định nghĩa cổng vào ra (Input, output)
3. Lập danh sách điểm và vẽ sơ đồ 4. Lập trình BàiÊlàm 1. Trình tự hoạt động
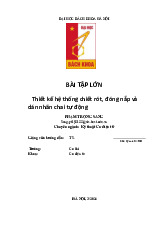
Robot nhận tín hiệu từ máy CNC và băng tải. Di chuyển đến điểm gắp phôi, gắp, di chuyển điến điểm trung gian, xoay
tay kẹp. Di chuyển vào điểm an toàn trong máy, di chuyển đến điểm kẹp phôi, phát tín hiệu cho máy CNC. Chờ phôi
được kẹp, nhả phôi, di chuyển ra điểm an toàn ngoài máy, gửi tín hiệu cho máy CNC thực hiện gia công. Lặp lại chu trình
2. Định nghĩa cổng vào - ra:
Robot ban đầu ở vị trí Home
- Input 1: Nhận tín hiệu từ máy CNC
- Input 2: Nhận tín hiệu từ server trên băng tải Home
- Output 1: Phát tín hiệu cho mâm cặp kẹp chặt
- Output 2: Phát tín hiệu cho máy gia công
Thời gian kẹp chặt của eto 5(s)
3. Lập danh sách điểm và vẽ sơ đồ 6 5 4 3 1 4. Lập trình LABEL CT1 SPEED 200 PMOVE P1 WAITI 1,1 WATI 2,1 SPEED 70 PMOVE P2 DELAY 100 GRASP 2 PMOVE P1 SPEED 200 PMOVE P3 PMOVE P4 PMOVE P5 SPEED 70 PMOVE P6 WRITEO 1,1 DELAY 500 RELEASE SPEED 200 PMOVE P5 PMOVE P4 PMOVE P3 WRITEO 2,1 BRANCH CT1
Tài liệu liên quan:
-

Thành phần chính của hệ thống sản xuất FMS môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
73 37 -
Bài tập lớn Thiết kế hệ thống chiết rót tự động & dán nhãn chai môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
99 50 -

Chương 1: Hệ thống sản xuất linh hoạt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
84 42 -

Chương 7: Kiểm soát số máy tính và hệ thống NC bằng Tiếng Việt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
86 43 -

Hướng dẫn thí nghiệm và mô phỏng sản xuất 3D môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
67 34