Chương trình đào tạo - Quản trị nhân lực | Trường đại học Lao động - Xã hội
Chương trình đào tạo - Quản trị nhân lực | Trường đại học Lao động - Xã hội được sưu tầm và soạn thảo dưới dạng file PDF để gửi tới các bạn sinh viên cùng tham khảo, ôn tập đầy đủ kiến thức, chuẩn bị cho các buổi học thật tốt. Mời bạn đọc đón xem!
Môn: Quản trị nhân lực (QTNL101) 131 tài liệu
Trường: Trường Đại học Lao động - Xã hội 1.8 K tài liệu
Tác giả:




Preview text:
1 quá trình sản xuất -> nhiều BCV-> nhiều thao tác -> nhiều động tác -> nhiều cử động
Thời gian lãng phí trong thấy: chụp ảnh mới thấy
Thời gian lãng phí không trong thấy: bấm giờ mới thấy
Mức lao động trung bình tiên tiến: là chọn những công nhân có trình độ trung
bình, có sức khỏe trung bình, thái độ làm việc tốt để đưa ra mức lao động trung bình Quy ước ký hiệu: T
: là tính cho cả 1 ca TN
T hoặc t : là tính cho 1 đơn vị sản phẩm tn tn
1. Hao phí thời gian sử dụng trong ca của NLD T =T +T ca ĐM Đm T : Thời gian hao phí Đm T : Thời gian lãng phí Đm
2. Công thức tính Mtg
a) Trường hợp có thời gian ngừng công nghệ
M =t +t +t +t + t tg ck tn pv nn nc
b) Trường hợp không có thời gian ngừng công nghệ
M =t +t +t +t tg ck tn pv nn
c) Trường hợp tính cho cả 1 ca T M =t + ca tg tn Ttnca Trong đó: T
=T +T +T +T +T : không chứa thời gian lãng phí. (nói về mức) cađm ck tn pv nn nc T
=T +T +T +T +T +T : có chứa thời gian lãng phí. (nói về năng suất) cađm ck tn pv nn nc lp
d) Trường hợp sản xuất hàng loạt T n
M = CK + M tg n tgk
M =t +t +t :Là mức thời gian không đầy đủ tgk tn pv nn
3. Tính mức sản lượng T M = ca sl M tg T
T −( T +T +T )
M = tnca = ca ck pv nn sl t t tnsp tnsp T −T M = ca ck sl M tgk
Các bài tập dạng nhỏ
1. Có tất cả thời gian, tính Msl, Mtg Tóm tắt t =12(phút/sp) ttnc t =8(phút/sp) ttnp
t =12+8=20 (phút/sp) tn
t =17 %∗20=3 ,4 (phút/sp) pvt
t =8 %∗20=1,6 (phút/sp) nn t =12 %∗12=1,44(phút/sp) pvk T =20(phút/ca) CK M =t +t
+t +t =20+3,4 +1,6+1,44=26,44 (phút) tgk tn pvt pvk nn T −T M = ca
CK = 480−20 =17,4(sản phẩm/ca) sl Mtgk 26,44 T
M = ca = 480 =27,59(phút/sp) tg M 17,4 sl
2. Sản xuất sản phẩm hàng loạt, tìm mức lao động
t =19(phút/sp) => t =85 %∗19=16,15(phút/sản phẩm) tn tnc
t =22%∗19=4,18(phút/sản phẩm) pvt
t =8 %∗19=1,52(phút/sản phẩm) nn t
=20 %∗16,15=3,23(phút/sản phẩm) pvk
M =t +t +t +t =19+4,18+1,52+3,23=27,93(phút) tgk tn pvt pvk nn n T
M = CK + M = 20 +27,93=27,99(phút/sp) tg n tgk 350 T
M = ca = 480 =17,15(sản phẩm/ca) sl M 27,99 tg
3. Dạng cho thời gian tác nghiệp bằng chữ
Cắt 2 đầu mặt, Khoan tâm 2 đầu mặt, tiện, đánh bóng sản phẩm là thời gian tác nghiệp chính
Gá khởi phẩm và tháo sản phẩm, đo kích thước sản phẩm là thời gian tác nghiệp phụ
Có thời gian tác nghiệp chính và phụ thì tính như dạng 1
4. Sửa đổi mức sản lượng t =15(phút/sp) tn
t =25 %∗15=3,75(phút/sản phẩm) pv
t =7 %∗15 =1,05(phút/sản phẩm) nn
M =t +t +t =15+3,75+1,05=19,8(phút) tgk tn pv nn n T
M = CK + M = 70 +19,8=20,08(phút/sp) tgc n tgk 250 T
M = ca = 480 =23,9(sản phẩm/ca) slc M tg 20,08 M
=M ∗1,23=23,9∗1,23=29,297 (sản phẩm/ca) slm slc T M
= ca = 480 =16,33(phút/sp) tgm M tgc 29,297 5. Có hệ số Ki M =M
∗K =22∗1,3=28,6(phút/sản phẩm) tgA tgM A T ¿> M =
ca = 480 =16,78(sản phẩm/ca) slA M 28,6 tgA 6. Có Hod+
Thời gian tác nghiệp thông qua 2 thao tác nên sẽ tính từng thao tác Giải Thao tác 1: Với Hod+=1,1
Ho d = Lmax = 78=1,114 => loại 70 vì tần số của 70 (2 lần) nhỏ hơn tần số của 78 (4 1 Lmin 70 lần)
Ho d ' = Lmax = 78 =1,04 => ổn định 1 Lmin 75 (75∗4+78∗4+76∗2) L = =76,4 (giây/sp) 1 10 Thao tác 2: Với Hod+=1,3
Ho d = Lmax = 31 =1,348=> loại 31 vì tần số của 31 nhỏ hơn tần số của 23 2 Lmin 23
Ho d ' = Lmax = 26 =1,13=> ổn định 2 Lmin 23 (23∗2+24+26∗4 +25∗4) L = =24,91 (giây/sp) 2 11
L=L + L =76,4+ 24,91=101,31 (giây/sp) 1 2 Đổi ra phút
L= 101,31 −1,69(phút/sp)=ttn 60
(Sau đấy tính như dạng 2) 7. Dạng chụp ảnh T
=15 ( phút )=¿ T =15( phút ) CK CKDM T
=25 ( phút )=¿ T =25 (phút ) NN NNDM T =65 ( phút ) PV T =330(phút ) TN T =25( phút ) KH T =20 ( phút ) LPCQ T T = PV ∗( T −T −T
) = 65 ∗(480−15−25 )=72,41( phút) PVDM T +T ca CKDM NNDM 65+ 330 PV TN T =T −( T +T +T
)=480−(15+25+72,41)=367,59 (phút) TNDM ca CKDM NNDM PVDM T
M = TNDM = 367,59 =24,51(sản phẩm/ca) sl T tnsp 15 T
M = ca = 480 =19,58 (phút/sản phẩm) tg M 24,51 sl
8. Dạng sửa đổi mức
T =MLD=NSLD 1
T =MSL=MS L + 40 2 c MS L = M
∗M + (số sản phẩmtăng∗M )=84%∗M +40∗84 % c
tg thực sản xuất sản phẩm slc tg thực sxsp slc
M =210 (sản phẩm) SLc
(84 %=100 %−16 %) của tuần2 , do lấy mức của tuần1 làm chuẩn=100 % ,tuần2 giảm xuống 16 %nên còn 84 % M
=210∗1,13=237,3 (sản phẩm/ca) slm
(1,13 làmức laođộng đãsửa đổi , tănglên13 %) T M
= ca = 480 =2,0228(phút/sản phẩm) tgm M slc 237,3 b=12 %=1,12 T =87 %∗M 1 slc T =−1,6 2
chỉ số hoànthành mức∗M =M −(số tg giảm để sx∗chỉ số hoàn thành) tgc tgc 0,87∗M =M −(1,6∗0,87) tgc tgc M =10,7 tgc M = 480 =44,8598 slc 10,7
M =44,8598∗1,12=50,243 (sp/ca) slm
M = 480 =9,55(phút/sp) tgm 50,243
Các bước làm bài tập lớn
Bước 1: Vẽ tóm tắt
Bước 2: Tính MSL, MTG
Bước 3: Tính các nguyên công còn thiếu
Bước 4: Tính chi phí lao động công nghệ
Bước 5: Tính hao phí lao động phụ trợ
Bước 6: Tính hao phí lao động sản xuất
Bước 7: Tính hao phí lao động quản lý
Bước 8: Tính mức lao động tổng hợp
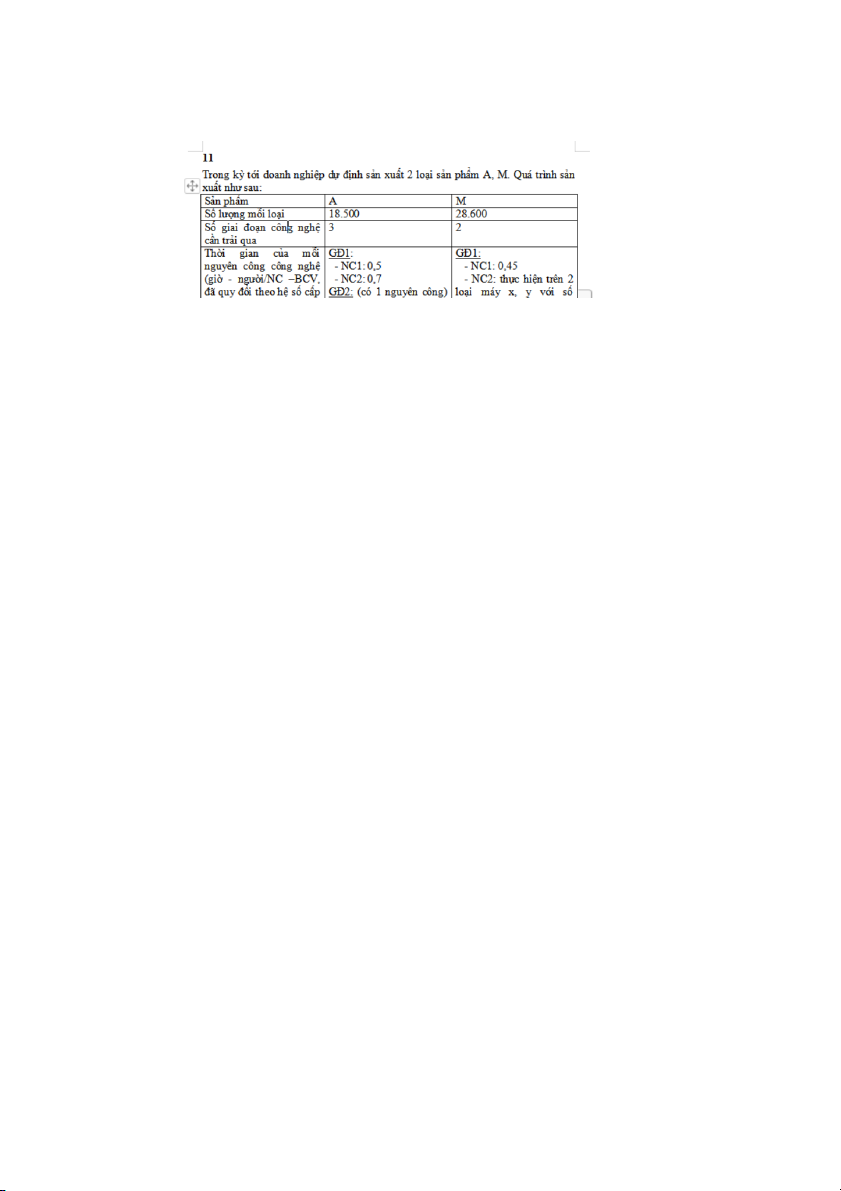
Bước 10: Tính quỹ tiền lương Bài 11: NC1 NC1 NC2 SPA: NC1 NC2 0,5 0,7 ? 0,16 0,22 Giai đoạn 1 Giai đoạn 2 Giai đoạn 3 NC1 NC2 NC1 NC2 SPM: 0,45 ? 0,13 0,17 Giai đoạn 1 Giai đoạn 2 M =M
∗K =22∗1,3=28,6(phút) tgA tgM A T M =
ca = 480 =16,7832(sản phẩm/ca) slA M 28,6 tgA M tgi
∗Hệ số cấp bậc công việc 60 T =
NC 1−Gđ 1 i
Cấpbậc công việc bìnhquân 28,6∗ 2,67 60 (giờ-người/sản phẩm) T = =0,551
NC 1−Gđ 2 A 2,34
N C ∗số sản phẩm+ N C ∗số sản phẩm T = i i
NC 2−Gđ 1 i ∑ số sản phẩm ∗ + ∗9600 T = 0,15 19000 0,2
=0,1668 (Giờ-người/sản phẩm)
NC 2−Gđ 1 M 28600
*Tính chi phí lao động công nghệ T
=Giaiđoạn 1+giai đoạn2+giai đoạn 3= (0,5+0,7)+0,551+(0,16+0,22)=2,131 (giờ- cnA người/sản phẩm) T
=Giai đoạn1+giai đoạn 2=( 0,45+ 0,1668)+(0,13+0,17)=0,9168 (giờ-người/sản phẩm) cnM
Tính hao phí lao động phụ trợ T ∗Q cni i ∑ ∗T T ∗Q pt T = cni i pti Qi + Bộ phận thứ nhất 1,2∗18500 ∗1150 (1,2∗18500 )+(0,3∗28600)
=0,0622(giờ-người/sản phẩm) T = ptA 18500 0,3∗28600 ∗1150 (1,2∗18500)+(0,3∗28600)
=0,0402(giờ-người/sản phẩm) T = ptM 28600 + Bộ phận thứ hai 0,551∗18500 ∗950
(0,55095∗18500 )+(0,1668∗28600)
=0,035(giờ-người/sản phẩm) T = ptA 18500 0,1668∗28600 ∗950
(0,55095∗18500 )+(0,1668∗28600)
=0,0106(giờ-người/sản phẩm) T = ptM 28600
*Tính hao phí lao động sản xuất T =T
+T =2,131+(0,0622+0,035)=2,2282 (giờ-người/sản phẩm) sxA cnA ptA T =T +T
=0,9168+ (0,0402+0,0106 )=0,9676 (giờ-người/sản phẩm) sxM cnM ptM
*Tính hao phí lao động quản lý T ∗Q sxi i ∑ ∗T T ∗Q ql T = sxi i qli Qi 2,2282∗18500 ∗156
(2,2282∗18500)+(0,9676∗28600) (giờ-người/sản phẩm) T = = qlA 0,005 18500 0,9676∗28600 ∗156
(2,2282∗18500 )+(0,9676∗28600) (giờ-người/sản phẩm) T = = qlM 0,0022 28600
1. Tính mức lao động tổng hợp M =T
+T =2,2282+0,005=2,2287 (giờ-người/sản phẩm) thA sxA qlA M =T +T
=0,9676+ 0,0022=0,9698 (giờ-người/sản phẩm) thM sxM qlM
2. Tính quỹ lương dự kiến kỳ tới
Số giờ sản xuất sản phẩm A =2,2287∗18500=41230,95
Số giờ sản xuất sản phẩm M =0,9698∗28600=27736,28 QTL=¿
QTL=(41230,95+27736,28)∗25000=1.724 .180 .750( đồng)
(các bài còn lại xử lý mức sản lượng, mức thời gian như các bài tập nhỏ và làm
các trình tự như hướng dẫn)
Tài liệu liên quan:
-

Câu hỏi trắc nghiệm Đúng/Sai môn Nguyên lý tiền lương | Trường Đại học Lao động - Xã hội
28 14 -

Đề cương môn Quản trị nhân lực - Trường Đại học lao động - xã hội.
94 47 -

Đề cương môn Quản trị nhân lực - Trường Đại học lao động - xã hội
79 40 -

Đề cương môn Quản trị nhân lực - Trường Đại học lao động - xã hội.
70 35 -

Bài tập môn Quản trị nhân lực - Trường Đại học lao động - xã hội
62 31