Đồ họa mô phỏng hóa mô hình | Đại học Cần Thơ
Đồ họa mô phỏng hóa mô hình | Đại học Cần Thơ được biên soạn dưới dạng file PDF cho các bạn sinh viên tham khảo, ôn tập đầy đủ kiến thức, chuẩn bị thật tốt cho kì thi sắp tới. Mời bạn đọc đón xem.
Môn: Quản lý dự án công nghiệp (CN201) 10 tài liệu
Trường: Trường Đại học Cần Thơ 810 tài liệu
Tác giả:





















Preview text:
Lời cảm ơn
GVHD: Nguyễn Trường Thi LỜI CÁM ƠN
Trong những năm học tập tại trường Đại học Cần Thơ, nhờ sự dạy dỗ ân cần của
thầy cô, đặc biệt là các thầy cô trong bộ môn Quản lý công nghiệp nói riêng đã giúp
và bồi dưỡng cho chúng em nhiều kiến thức sâu rộng để chúng em có thể hoàn thiện
bản thân, hòa nhập tốt với sự thay đổi của môi trường và giúp chúng em vững tin hơn
trên con đường học vấn. Thông qua bài báo cáo Đồ án mô hình hóa mô phỏng, chúng
em xin chân thành gửi lời cảm ơn sâu sắc nhất đến tất cả thầy cô.
Đầu tiên em xin chân thành cám ơn Thầy Nguyễn Trường Thi, đã giảng dạy và đã
hết mực tận tình hướng dẫn và giúp đỡ, bồi dưỡng kiến thức chuyên môn, trang bị
nhiều kinh nghiệm để em hoàn thành đề tài nghiên cứu.
Em cũng cảm ơn gia đình đã luôn bên em và tạo điều kiện thuận lợi về mặt vật chất
lẫn tinh thần, luôn động viên và chia sẻ mọi khó khăn để chúng em có thêm nghị lực
hoàn thành tốt con đường học vấn gian nan.
Cuối cùng là cảm ơn bạn bè luôn nhiệt tình giúp đỡ để chúng em có thể hoàn
thành tốt bài báo cáo đồ án này. Xin chân thành cảm ơn!
Cần Thơ, ngày 20 tháng 04 năm 2017 Sinh viên thực hiện Nguyễn Trí Hải Nguyễn Chí Hải
SVTH: Nguyễn Trí Hải (B1407770) i
Nguyễn Chí Hải (B1407715) Tóm tắt
GVHD: Phạm Thị Vân TÓM TẮT
Ứng du ̣ng mô phỏng tái thiết kế quy trình là mô ̣t công tác có ý nghĩa hết sức
quan tro ̣ng đối với sản xuất ở công ty. Nhâ ̣n thức được tầm quan tro ̣ng đó, đề tài “Ứng
du ̣ng mô phỏng tái thiết kế quy trình lắp ráp thùng xe tải (Công ty cổ phần kỹ thuâ ̣t
và ô tô Trường Long)” đã được thực hiê ̣n nhằm đi sâu phân tích và tìm hiểu tình hình
sản xuất ta ̣i công ty, những ưu khuyết điểm trong quy trình sản xuất hiê ̣n ta ̣i để từ đó
đề xuất phương án cải tiến hiê ̣u quả hơn. Qua quá trình tham quan thực tế tại xưởng
đồng thời thu thâ ̣p số liê ̣u, sử dụng công cu ̣ Input Analyzer, phương pháp Rectilinear,
sau đó ứng dụng phần mềm Arena để mô phỏng lại quy trình sản xuất rồi đem kết quả
so sánh với thực tra ̣ng, tôi nhâ ̣n thấy rằng quy trình sản xuất ta ̣i công ty chưa hợp lí,
thời gian chờ ở mô ̣t số công đoa ̣n còn cao, thiết kế mă ̣t bằng chưa phù hợp với quy
trình. Kết quả nghiên cứu cho thấy viê ̣c tái thiết kế la ̣i quy trình sản xuất đã giúp cho
quy trình sản xuất của công ty hoa ̣t đô ̣ng với hiê ̣u suất tối ưu, đồng thời thời gian chờ
ở các công đoa ̣n cũng được triê ̣t tiêu đáng kể, mă ̣t bằng được thiết kế hợp lí, từ đó sản
phẩm đầu ra tăng lên đem la ̣i lợi nhuâ ̣n cao hơn cho doanh nghiê ̣p.
SVTH: Nguyễn Trí Hải (B1407770) ii
Nguyễn Chí Hải (B1407715) Mục lục
GVHD: Nguyễn Trường Thi MỤC LỤC
LỜI CẢM ƠN....................................................................................................i
TÓM TẮT ..................................................................................................... ii
MỤC LỤC ..................................................................................................... iii
DANH MỤC BẢNG ...................................................................................... v
DANH MỤC HÌNH ....................................................................................... vi
CHƯƠNG I: GIỚI THIỆU ................................................................................1 1.1.
Đặt vấn đề ....................................................................................1 1.2.
Mục tiêu cu ̣ thể ............................................................................2
1.2.1. Mu ̣c tiêu tổng quát ...................................................................2
1.2.2. Mu ̣c tiêu cu ̣ thể .........................................................................2 1.3.
Pha ̣m vi nghiên cứu .....................................................................2 1.4.
Phương pháp thực hiên ................................................................3 1.5.
Nô ̣i dung ......................................................................................3
CHƯƠNG II: LƯỢC KHẢO TÀI LIỆU ..........................................................4
CHƯƠNG III: HIỆN TRẠNG BỐ TRÍ NHÀ XƯỞNG ................................. 12
3.1. Giới thiê ̣u nhà xưởng ................................................................. 12
3.1.1. Giới thiê ̣u xưởng ................................................................... 12
3.1.2. Sản phẩm ............................................................................... 13
3.1.3. Máy móc thiết bi ̣ ................................................................... 13
3.1.4. Quy trình sản xuất ................................................................ 18
3.2 Sơ đồ bố trí nhà xưởng ............................................................... 20
CHƯƠNG IV: TÁI THIẾT KẾ BỐ TRÍ NHÀ XƯỞNG ............................... 22 4.1.
Tính toán các thông số ............................................................. 22 4.2.
Tái bố trí nhà xưởng ................................................................ 24
4.2.1.Phướng án 1 .............................................................................. 24
4.2.2.Phướng án 2 .............................................................................. 25
CHƯƠNG V: XÂY DỰNG MÔ HÌNH MÔ PHỎNG ................................... 28
5.1. Phân tích dữ liê ̣u ............................................................................ 28
SVTH: Nguyễn Trí Hải (B1407770) iii
Nguyễn Chí Hải (B1407715) Mục lục
GVHD: Nguyễn Trường Thi
5.1.1. Thời gian na ̣p nguyên liê ̣u ...................................................... 28
5.1.2. Thời gian cha ̣y mô hình ......................................................... 29
5.1.3. Thời gian các công đoa ̣n ........................................................ 30
5.2. Mô hình hóa hê ̣ thống .................................................................... 33
5.2.1. Đi ̣nh nghĩa bài toán ................................................................ 33
5.2.2. Lưu đồ quy trình ..................................................................... 34
5.3. Xây dựng mô hình mô phỏng ........................................................ 35
5.3.1. Các thành phần trong mô hình Arena .................................... 35
5.3.2. Các giả đi ̣nh ............................................................................ 39
5.3.3. Mô hình mô phỏng Arena ...................................................... 39
5.3.3.1. Mô hình logic ............................................................... 39
5.3.3.2. Mô hình đô ̣ng ............................................................... 40
5.4. Kiểm chứng và hơ ̣p thức mô hình ................................................. 40
5.5. Kết quả mô phỏng và phân tích ..................................................... 41
5.6. Đề xuất cải tiến .............................................................................. 43
CHƯƠNG VI: KẾT LUẬN VÀ KIẾN NGHI ̣ ................................................ 44
TÀI LIỆU THAM KHẢO .............................................................................. 45
PHỤC LỤC ..................................................................................................... 47
SVTH: Nguyễn Trí Hải (B1407770) iv
Nguyễn Chí Hải (B1407715) Danh mục bảng
GVHD: Phạm Thị Vân DANH MỤC BẢNG
Bảng 3.1. Một số thông số kỷ thuật cơ bản của các xe ............................................ 13
Bảng 3.2. Bảng công việc cho các thiết bị được sử dụng. ....................................... 14
Bảng 3.3. Nhân lực và thời gian từng công đoạn ..................................................... 19
Bảng 4.1. Khoảng cách vận chuyển giữa các bộ phận ............................................. 23
Bảng 4.2. Chi phí và khoảng cách dòng luân chuyển .............................................. 23
Bảng 4.3. Khoảng cách vận chuyển giữa các bộ phận phương án 1. ....................... 25
Bảng 4.4. Chi phí và khoảng cách dòng luân chuyển “Phương án 1” ..................... 25
Bảng 4.5. Khoảng cách di chuyển giữa các bộ phận của “Phương án 2” ................ 26
Bảng 4.6. Chi phí và khoảng cách dòng luân chuyển “Phương án 2” ..................... 27
Bảng 4.7. So sánh hai phương án ............................................................................. 27
SVTH: Nguyễn Trí Hải (B1407770) v
Nguyễn Chí Hải ( B1407715) Danh mục bảng Nguyễn Trường Thi DANH MỤC HÌNH
Hình 3.1 Một số máy móc thiết bị dung trong xưởng. ............................................. 17
Hình 3.2. Quy trình sản xuất .................................................................................... 18
Hình 3.3. Sơ đồ bố trí nhà xưởng ............................................................................. 21
Hình 4.1. Dòng luân chuyển ban đầu. ...................................................................... 22
Hình 4.2. Dòng luân chuyển phương án 1. .............................................................. 24
Hình 4.3. Dòng luân chuyển phương án 2. .............................................................. 26
Hình 5.1 Chi tiết vào ............................................................................................... 28
Hình 5.2 Bán thành phẩm vào ................................................................................. 29
Hình 5.3 Thời gian chạy mô hình ............................................................................ 29
Hình 5.4 Phân tích dữ liệu đầu vào với Input Analyze r ở công đoạn gia công trụ .
....................................................................................................... 31
Hình 5.5. Lưu đồ logic ............................................................................................. 34
Hình 5.6. Khối Create đầu vào ................................................................................. 35
Hình 5.7. Khối Hold ................................................................................................. 35
Hình 5.8 Khối Separete ............................................................................................ 36
Hình 5.9. Khối Process ............................................................................................. 36
Hình 5.10. Khối Delay ............................................................................................. 37
SVTH: Nguyễn Trí Hải (B1407770) vi
Nguyễn Chí Hải (B1407715) Danh mục bảng Nguyễn Trường Thi
Hình 5.11. Khối Station ........................................................................................... 37
Hình 5.12. Khối Route ............................................................................................. 38
Hinh 5.13. Khối Dispose .......................................................................................... 38
Hinh 5.14. Mô hình logic ......................................................................................... 39
Hình 5.15. Mô hình động ......................................................................................... 40
Hình 5.16. Kết quả đầu ra ........................................................................................ 41
Hình 5.17. Thời gian chờ các công đoạn ................................................................. 41
Hình 5.18. Hiệu suất của công nhân ........................................................................ 42
SVTH: Nguyễn Trí Hải (B1407770) vi
Nguyễn Chí Hải (B1407715)
Chương I: Giới thiệu
GVHD: Nguyễn Trường Thi CHƯƠNG I GIỚI THIỆU 1.1 Đặt vấn đề
Ngành Công nghiệp ô tô tại Việt Nam được xem là chiến lược quan trọng và
là ngành kinh tế mũi nhọn của Việt Nam hiện nay. Ngành công nghiệp ô tô không chỉ
giữ một vị trí quan trọng trong việc thúc đẩy nền kinh tế quốc dân phát triển thông
qua đáp ứng nhu cầu giao thông vận tải, góp phần phát triển sản xuất và kinh doanh
thương mại mà còn là một ngành kinh tế mang lại lợi nhuận rất cao nhờ sản xuất ra
những sản phẩm có giá trị vượt trội. Sớm nhận thức được tầm quan trọng của ngành
công nghiệp này, các nước phát triển như Mỹ, Nhật Bản, Anh, Pháp, Đức, Hàn
Quốc,.. .đã rất chú trọng phát triển ngành công nghiệp ô tô của riêng mình trong quá
trình công nghiệp hoá để phục vụ không chỉ nhu cầu trong nước mà còn xuất khẩu
sang các thị trường khác.
Những năm gần đây, nghành công nghiệp ô tô Việt Nam đang phát triển và
cho thấy sự quan trọng chiến lược, mà có thể thấy rõ sự phát triển đó ở nhiều công
ty như: Tổng công ty công nghiệp ô tô Việt Nam – CTCP (Vinamotor), Công ty ô
tô Việt Nam Daewoo (VIDAMCO), Công ty ô tô Toyota Việt Nam,…Hiện nay các
công ty ô tô này ngày càng trang bị, đầu tư các máy móc hiện đai, tự động hóa sản
xuất nhằm nâng cao năng xuất cũng như chất lượng của các sản phẩm đưa ra thị
trường, phục vụ thị hiếu, nhu cầu của khách hàng.
Nổi bậc trong đó có công ty cổ phần kỹ thuật và ô tô Trường Long – chi nhánh
Vĩnh Long là một công ty có uy tín, chất lượng, chuyên cung cấp ra thị trường những
loại xe tải, xe tải thùng chất lượng phổ biến cao. Công ty đã cho ra nhiều sản phẩm
cung cấp cho thị trường, đạt được nhiều thành công nhờ áp dụng hiện đại hóa máy
móc, trang thiết bị, hệ thống dây chuyền tự động. Song song đó thì công ty vẫn còn
gặp nhiều khó khăn như việc rút ngắn thòi gian của các công đoạn, bố trí mặt bằng
chưa hợp lí,... dẫn đến dây chuyền sản xuất chưa được tối ưu, năng xuất lao động
giảm xuống. Những khó khăn trên cần được giải quyết triệt để, vì thế cần phải cải
tiến quy trình sản xuất, tái thiết kế lại mặt bằng,… Qua đó, chúng tôi quyết định thực
hiện đồ án mô hình hóa mô phỏng với đề tài “ứng dụng mô phỏng tái thiết kế vị trí
mặt bằng mô phỏng dây chuyền lắp ráp thùng xe tải bằng phần mềm Arena công ty
cổ phần kỹ thuật và ô tô Trường Long”.
SVTH: Nguyễn Trí Hải (B1407770) 1
Nguyễn Chí Hải (B1407715)
Chương I: Giới thiệu
GVHD: Nguyễn Trường Thi
1.2 Mục tiêu đề tài
1.2.1 Mục tiêu tổng quát
- Xây dựng mô hình mô phỏng quy trình đóng thùng xe tải của công ty
Hyundai bằng phần mềm ARENA. Từ đó cho ra kết quả mô hình, tính toán thực
nghiệm và tìm ra phương án nhằm nâng cao hiệu suất hoạt động của hệ thống, tái
thiết kế mặt bằng và cải tiến quy trình đóng thùng xe tải của công ty.
1.2.2 Mục tiêu cụ thể
- Khảo sát quy trình thực tế, thu thập dữ liệu đầu vào của quy trình sản xuất như
thời gian thực hiện của các công đoạn, số lượng máy móc và thiết bị, số lượng nhân
công,…sau đó ứng dụng mô phỏng Arena tái thiết kế lại mặt bằng và quy trình lắp ráp thùng xe.
-Phân tích dữ liệu đầu ra của quy trình sản xuất như số lượng sản phẩm thực tế,
năng suất và đánh giá hiệu suất của quy trình nhằm tối ưu của tất cả nguồn lực.
- Sử dụng mô hình hóa mô phỏng để xác định các khó khăn còn tồn tại. Dựa vào
kết quả mô phỏng, đưa ra các phương án cải tiến như gia tăng số lượng máy móc,
thiết bị, sử dụng nhân công hợp lí ở từng công đoạn. Sau đó, tiến hành cải tiến lại quy
trình bằng các phương án đã nêu trên nhằm nâng cao hiệu quả sử dụng máy móc, thiết
bị, con người, giảm thời gian ngừng hoạt động, giảm lượng bán thành phẩm, tăng
năng suất lao động.
1.3 Phạm vi nghiên cứu
- Đề tài được nghiên cứu trên đối tượng quy trình đóng thùng xe tải tại công
ty cổ phần kỹ thuật và ô tô Trường Long – Chi nhánh Vĩnh Long.
- Các thông tin và số liệu được sử dụng cho việc nghiên cứu, phân tích và tính
toán trong đề tài được giới hạn trong 16 tuần. Từ tháng 1 đến tháng 4 năm 2017.
- Tập trung nghiên cứu, tính toán cải tiến quy trình sản xuất và tái thiết kế mặt bằng nhà xưởng.
SVTH: Nguyễn Trí Hải (B1407770) 2
Nguyễn Chí Hải (B1407715)
Chương I: Giới thiệu
GVHD: Nguyễn Trường Thi
1.4 Phương pháp thực hiện
- Tìm hiểu quy trình thông qua đi tham quan thực tế tại xưởng
- Sử dụng phương pháp thống kê thí nghiệm, đo thời gian thực hiện thực tế của
các công đoạn đầu vào bằng đồng hồ, giả định tính toán tìm ra cở mẫu.
- Sử dụng công cụ Input Analyzer để phân tích dữ liệu đầu vào và công cụ Process
Analyzer để phân tích dữ liệu đầu ra.
- Sử dụng phương pháp “Rectilinear” để xác định khoảng cách luân chuyển
nguyên vật liệu ngắn nhất.
- Ứng dụng phần mềm Arena để mô phỏng lại quy trình sản xuất. 1.5 Nội dung Chương I: Giới thiệu
Chương II: Lược khảo tài liệu
Chương III: Hiện trạng bố trí nhà xưởng
Chương IV: Tái thiết kế bố trí nhà xưởng
Chương V: Xây dựng mô hình mô phỏng
Chương VI: Kết luận và kiến nghị.
SVTH: Nguyễn Trí Hải (B1407770) 3
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi CHƯƠNG II
LƯỢC KHẢO TÀI LIỆU
Theo Minaksi Jain (1992), bố trí mặt bằng trong sản xuất là sự sắp xếp cơ sở
vật chất hiệu quả nhất hiện tại hay trong kế hoạch của các nhà máy công nghiệp tức
là sắp xếp của các máy móc, quy trình sản xuất và các phòng ban, bộ phận dịch vụ
là tốt nhất và sự phối hợp hiệu quả của 4M của (Men, Materials, Machines and
Methods) trong một nhà máy. Sự hợp lý của bố trí ảnh hưởng đến hiệu quả các hoạt
động tiếp theo. Đây là một điều kiện tiên quyết cho hoạt động hiệu quả và cũng có
rất nhiều điểm chung với nhiều vấn đề. Một khi địa điểm của nhà máy đã được quyết
định, vấn đề quan trọng tiếp theo trong việc quản lý của doanh nghiệp là lên kế hoạch
bố trí phù hợp cho nhà máy. Theo Mallick và Gandreau,"bố trí nhà máy là một kế
hoạch mặt bằng để xác định và thiết kế sắp xếp các máy móc và trang thiết bị của nhà
máy, củng cố hoặc tính toán địa điểm tốt nhất, cho phép dòng chảy nguyên vật liệu
là tối ưu và hợp lí nhất, với chi phí thấp nhất và việc xử lý tối thiểu trong chế biến
các sản phẩm từ khâu nhận nguyên liệu cho ra các lô hàng với sản phẩm hoàn chỉnh"
Theo Smriti chand, có 4 loại bố trí mặt bằng chính: sản phẩm, quy trình, vị trí
cố định và bố trí hổn hợp.
1. Bố trí theo sản phẩm
Bố trí theo hướng sản phẩm được thiết kế để thích ứng cho một vài loại sản
phẩm, và dòng nguyên vật liệu được bố trí đi qua xưởng sản xuất. Kiểu bố trí này
dùng các máy móc thiết bị chuyên dùng để thực hiện những thao tác đặc biệt trong
thời gian dài cho một sản phẩm, việc thay đổi những máy móc này cho thiết kế sản
phẩm mới đòi hỏi chi phí và thời gian sắp xếp lớn. Máy móc thiết bị thường được sắp
xếp thành bộ phận sản xuất, trong từng bộ phận sản xuất gồm nhiều dây chuyền sản
xuất. Công nhân trong kiểu bố trí theo hướng sản phẩm thực hiện một dãy hẹp các
SVTH: Nguyễn Trí Hải (B1407770) 4
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
động tác trên một vài thiết kế sản phẩm lặp đi lặp lại. Do đó không đòi hỏi kỹ năng,
huấn luyện và giám sát hoạt động. Việc phối hợp các hoạt động lập lịch trình sản xuất
và hoạch định theo kiểu bố trí này thì rất phức tạp nhưng thực hiện không thường
xuyên và ít khi có sự thay đổi.
Ưu điểm: Hiệu suất sản xuất cao; Dòng vận chuyển nguyên vật liệu tối ưu hơn;
Chi phí đơn vị sản phẩm thấp; Chuyên môn hoá lao động, giảm chi phí, thời gian đào
tạo và tăng năng suất; Mức độ sử dụng thiết bị và lao động cao; Hình thành thói quen,
kinh nghiệm và có lịch trình sản xuất ổn định; Dễ dàng trong hạch toán, kiểm tra chất
lượng, dự trữ và khả năng kiểm soát hoạt động sản xuất cao.
Nhược điểm: Hệ thống sản xuất không linh hoạt với những thay đổi về khối
lượng, chủng loại sản phẩm, thiết kế sản phẩm; Chi phí sản xuất tăng lên với việc
giảm khối lượng sản phẩm; Hệ thống sản xuất có thể bị gián đoạn khi có một công
đoạn bị hỏng; Chi phí bảo dưỡng, duy trì máy móc thiết bị lớn.
2. Bố trí theo quy trình (bố trí chức năng):
Việc bố trí quy trình đặc biệt hữu ích khi có số lượng sản xuất thấp là cần thiết
theo sự đa dạng của thiết kế sản phẩm và các bước chế tạo. Kiểu bố trí này thường sử
dụng nếu xí nghiệp sản xuất nhiều loại sản phẩm khác nhau với những đơn hàng nhỏ.
Máy móc, thiết bị được trang bị mang tính chất đa năng để có thể dễ dàng chuyển đổi
việc sản xuất từ loại sản phẩm này sang loại sản phẩm khác một cách nhanh chóng.
Công nhân trong kiểu bố trí này phải thay đổi và thích nghi nhanh chóng với nhiều
nhiệm vụ khác nhau được hình thành từ những lô sản xuất riêng biệt. Các công nhân
này phải có kỹ năng cao đòi hỏi sự đào tạo chuyên môn sâu và sự giám sát công nghệ.
Chức năng hoạch định của nhà quản lý được thực hiện liên tục, lập lịch trình và kiểm
soát để bảo đảm khối lượng công việc tối ưu trong từng bộ phận, từng khu vực sản
xuất. Các sản phẩm trong hệ thống sản xuất có thời gian tương đối dài và lượng tồn
kho bán thành phầm lớn. Ưu điêm: Sẽ có ít sự trùng lặp của máy. Như vậy, tổng vốn
đầu tư mua sắm thiết bị sẽ được giảm; Giám sát tốt hơn và hiệu quả hơn; Sử dụng tốt
hơn các trang thiết bị sẳn có; Linh hoạt hơn trong việc sử dụng thiết bị và lao động;
Sẽ có kiểm soát tốt hơn các quá trình phức tạp, độ chính xác, đặc biệt là nơi nhiều
thanh tra là bắt buộc. Nhược điểm: Có dòng dòng nguyên liệu lâu dài và do đó việc
SVTH: Nguyễn Trí Hải (B1407770) 5
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
xử lý tốn kém là bắt buộc; Chi phí sản xuất trên một đơn vị sản phẩm cao; Lịch trình
sản xuất và các hoạt động không ổn định; Sử dụng nguuyên vật liệu kém hiệu quả;
Hiệu suất sử dụng máy móc thiết bị thấp; Khó kiểm soát và chi phí kiểm soát cao;
Năng suất lao động thấp vì các công việc khác nhau.
3. Bố trí vị trí cố định:
Theo kiểu bố trí này, sản phẩm đứng cố định ở một vị trí còn máy móc, thiết
bị, vật tư và lao động được chuyển đến đó để tiến hành sản xuất. Bố trí sản xuất theo
vị trí cố định được áp dụng trong trường hợp sản phẩm mỏng manh dễ vỡ hoặc quá
cồng kềnh, quá nặng nề khiến cho việc di chuyển vô cùng khó khăn. Ưu điểm: Hạn
chế tối đa việc di chuyển đối tượng chế tạo, nhờ đó giảm thiểu hư hỏng đối với sản
phẩm và chi phí dịch chuyển; Vì sản phẩm không phải di chuyển từ phân xưởng này
tới phân xưởng khác nên việc phân công lao động được liên tục.Nhược điểm: Lao
động chuyên môn cao; Việc di chuyển lao động và thiết bị sẽ làm tăng chi phí; Hiệu
suất sử dụng thiết bị thấp. 4. Bố trí hỗn hợp:
Ba loại hình bố trí sản xuất nêu trên là những kiểu tổ chức kinh điển thuần tuý
về mặt lý luận. Trong thực tế thường sử dụng các hình thức bố trí hỗn hợp với sự kết
hợp các loại hình đó ở những mức độ và dưới dạng khác nhau. Các kiểu bố trí hỗn
hợp này phát huy những ưu điểm đồng thời hạn chế những nhược điểm của từng loại
hình bố trí trên. Do đó chúng được dùng phổ biến hơn và trong nhiều trường hợp
người ta cố gắng thiết kế phương án kết hợp tốt nhất ứng với từng lĩnh vực sản xuất
kinh doanh cụ thể. Lý tưởng là lựa chọn được hệ thống bố trí vừa linh hoạt vừa có chi phí sản xuất thấp.
Việc đem lai hiệu quả cao trong sản xuất,“ Bố trị mặt bằng” còn được hổ trợ
áp dụng với phần mềm và công cụ khác nhau. Những nhà nghiên cứu dùng mô phỏng
Arena để tìm ra những nút thất cổ trai trong sản xuất hay tìm ra dòng vận chuyển tối
ưu. Một số nghiên cứu về áp dụng Arena trong bố trí mặt bằng cũng ra đời như: Aju
Pius Thottungal1, Sijo.M.T (2013) dự án được thực hiện trong một ngành công
nghiệp rèn nằm ở miền nam Ấn Độ. Đó là tìm cách bố trí thay thế tốt nhất cho các
nhà máy hiện tại bằng cách sử dụng phần mềm ARENA và phương pháp ALDEP
SVTH: Nguyễn Trí Hải (B1407770) 6
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
phỏng đoán (chương trình thiết kế bố trí tự động). Đối với hình thức bố trí sản xuất
liên tục là cách bố trí sản phẩm, đây lần đầu tiên việc sử dụng các máy móc trong
cách bố trí hiện có được phân tích bởi phần mềm ARENA. Sau đó, bố trí thay thế tốt
nhất được tính toán bằng cách sử dụng ALDEP. Cuối cùng việc sử dụng các máy móc
trong cách bố trí được tính toán bằng máy tính, bằng cách mô phỏng bố trí một lần
nữa bởi phần mềm ARENA. Uttapol Smutkupt, and Sakapoj Wimonkasame (2009),
thiết kế mặt bằng với mô phỏng. Trong quá khứ, đã có rất nhiều kỹ thuật để thiết kế
bố trí nhà máy công nghiệp. Phổ biến nhất là CRAFT (Tin học hóa tương đối phân
bổ thiết bị kỹ thuật). Tuy nhiên, các kết quả từ CRAFT là hạn chế. Kết quả của thiết
kế cho thấy tổng chi phí di chuyển chỉ tối thiểu giữa các phòng ban. Và sau đó, các
kỹ thuật mô phỏng được thêm vào thiết kế bố trí nhà máy để hiển thị thêm thông tin
về thiết kế như tổng thời gian trong hệ thống, thời gian chờ đợi và sử dụng. Để thêm
các mô phỏng một thiết kế bố trí nhà máy, Microsoft Visual Cơ bản được sử dụng để
phát triển một hệ thống thiết kế dựa trên CRAFT mô hình. Sau đó, nó được sử dụng
để liên kết các hệ thống thiết kế để mô phỏng hệ thống trong Arena. Cuối cùng, hệ
thống mô phỏng gửi lại kết quả tổng thể cho một hệ thống báo cáo trong Microsoft
Visual Basic hình thức đầu ra. Với Bobby John, Jenson Joseph E (2015), Phân tích
và mô phỏng bố trí nhà máy bằng ARENA. Nỗ lực được thực hiện để mô phỏng cách
bố trí nhà máy bằng cách sử dụng phần mềm ARENA. Sử dụng mỗi máy bằng cách
tính toán. Hiệu quả của sản xuất phụ thuộc vào cách thức các máy khác nhau; cơ sở
sản xuất và các tiện nghi của người lao động được đặt trong một nhà máy. Chỉ có các
nhà máy bố trí đúng cách mới có thể đảm bảo sự chuyển động trơn tru và nhanh chóng
vận chuyển nguyên vật liệu, từ khâu nguyên liệu đến khâu sản phẩm cuối cùng. Trong
Công nghiệp sản xuất máy bơm “Manivel Muralidaran V, Sandeep D” (2014) có
Nghiên cứu bố trí nhà máy giúp nhiều trong việc cải thiện trong cách bố trí hiện tại.
Hiệu quả sản xuất phụ thuộc vào như thế nào các cơ sở sản xuất khác nhau, tiện nghi
của người lao động và máy được đặt tại một nhà máy. Hầu hết các bố trí được thiết
kế phù hợp với các điều kiện ban đầu của doanh nghiệp, miễn là công ty phát triển và
phải được thích nghi với sự thay đổi bên trong và bên ngoài, một sự tái bố trí là cần
thiết. Có phải là một mối quan hệ tối ưu giữa các đầu ra, diện tích sàn và quá trình
SVTH: Nguyễn Trí Hải (B1407770) 7
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
sản xuất. Nghiên cứu này được dựa trên sự phân tích bố trí hiện có trong một ngành
công nghiệp sản xuất máy bơm. Sự sắp xếp của máy là được mô phỏng bằng cách sử
dụng phần mềm và hiệu quả của mỗi máy phải được phân tích. Thiết kế bố trí phụ
thuộc nhiều vào đa dạng sản phẩm và sản lượng sản xuất. Mục tiêu của mô phỏng
nhà máy điều đó sẽ được phát triển trong dự án này là phân tích bố trí nhà máy của
hệ thống sản xuất. Một sự nổ lực là phải thực hiện được mô phỏng các bố trí hiện tại
của các ngành công nghiệp sử dụng phần mềm ARENA. Mục đích của dự án này là
tìm ra sự sắp xếp hiệu quả nhất của các máy trong xưởng máy móc điều đó sẽ nâng
cao hiệu quả của công việc trong xưởng cho phép công nhân và thiết bị được sản xuất
nhiều hơn. Bài viết này cố gắng để minh họa cho vấn đề bố trí nhà máy có thể được
giải quyết bằng cách sử dụng kỹ thuật mô phỏng. Nó cũng giúp để thay đổi bố trí nhà
máy để nâng cao hiệu quả. Không chỉ riêng trong tái bố trí mặt bằng nhà máy ARENA
còn được áp dụng trong nhiều lĩnh vực khác như: Trong ngành công nghiệp sản xuất
Piston “Siti hartini binti embong ab wahab” (2013) có bài viết: Mỗi công ty sản xuất
muốn cải thiện và thích ứng với hệ điều hành của họ trong đặt hàng để tồn tại, cạnh
tranh trong ngành. Trong các tổ chức sản xuất, cải thiện hệ thống của họ nó có thể có
nghĩa là để giảm chi phí vận hành từ các chất thải trong dây chuyền sản xuất. Bằng
cách sử dụng các mô phỏng ARENA trong nghiên cứu này, cải tiến năng suất có thể
được thử nghiệm mà không có ảnh hưởng đến thể chất các hệ thống thực tế và giảm
chi phí bởi thiết kế, xây dựng, thử nghiệm, thiết kế lại, xây dựng lại và thử lại có thể
là một dự án tốn kém. Nghiên cứu này tập trung vào các dòng chảy trong các quy
trình dây chuyền sản xuất trong công ty sản xuất một piston. Cách bố trí nhà máy
hiện tại đã được nghiên cứu và xây dựng thành các phần mềm mô phỏng ARENA
cũng như để nâng cao tỷ lệ năng suất bằng cách cải thiện các thông số nhất định.
Những vấn đề được xác định trong dây chuyền sản xuất này là những tác động của
nút thất cổ chai mà kết quả là một thời gian nhàn rỗi trong một số trạm làm việc và
nhu cầu tăng số lượng piston từ khách hàng. Các dữ liệu thu được và đã được dịch
sang các phần mềm mô phỏng ARENA và nghiên cứu để mô phỏng thiết kế bố trí
nhà máy hiện tại. Do đó, những vấn đề xảy ra trong các dây chuyền sản xuất có thể
được nhìn thấy rõ ràng để xác định vị trí để cải thiện năng suất. Những thiết kế mới
SVTH: Nguyễn Trí Hải (B1407770) 8
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
được đề xuất bằng cách xây dựng một số mô hình để có được giải pháp tốt nhất để
nâng cao năng lực sản xuất và đáp ứng nhu cầu dự báo của khách hàng. Trong các
mô hình đề xuất, các thông số của hệ thống thực tế được điều chỉnh cho phù hợp
trong các điều khoản của việc xử lý vật liệu như nguồn nhân lực, thời gian chu kỳ
máy, số máy, hình dáng và diện tích bố trí mặt bằng. Từ kết quả mô phỏng, các yếu
tố góp phần quan trọng có ảnh hưởng đến tỷ lệ năng suất là bằng cách thêm một số
máy để làm quá trình tương tự để trang trải các bộ đệm trong khi xử lý vật liệu không
có một ảnh hưởng lớn đến các dây chuyền sản xuất. Không chỉ dừng lại ở đó mô
phỏng còn được dùng trong lĩnh vực giao thông, Kamrani et al (2006) nghiên cứu tập
trung vào việc mô phỏng tình trạng giao thông tại 2 ngã ba trong giờ ca điểm tại đại
học Jalan, thuộc thành phố Skudai – Johor – Malaisia. Mục tiêu của nghiên cứu này
là mô phỏng mạng lưới giao thông để có thể hiểu được hệ thống cũng như các nút
thắt cổ chai của hệ thống và đề xuất giải pháp cải tiến. Mô hình mô phỏng được xây
dựng bằng phần mềm Arena, kết quả ban đầu chỉ ra có một hàng là đông đúc, đó là
trên một tuyến đường nhánh C, vì thế một mô hình với đèn giao thông được đề xuất
để cải thiện vấn đề. Kết quả thu được từ mô hình cải tiến chỉ ra rằng thời gian đợi
trung bình tại nhánh C giảm 67%. Hơn nữa, thời gian chờ đợi trong hàng trong toàn
hệ thống cũng giảm 53%. Ngoài ra, qua nghiên cứu cho thấy phần mềm Arena có khả
năng giải quyết bài toán giao thông một cách hiệu quả. Phương pháp được thực hiện
trong nghiên cứu này có thể được áp dụng trong nhiều kịch bản về giao thông khác
nhau và là tiền đề trước khi áp dụng một hệ thống giao thông vào thực tế. Ngoài ra,
với sự phát triển và mở rộng không ngừng của các đường bay trên toàn thế giới cũng
như trong ngành công nghiệp hàng không. Với số lượng hành khách không ngừng
gia tăng, các sân bay cũng cần phải đối mặt với hiện tượng này và cần phải cải tiến.
Tuy nhiên, việc xây dựng một sân bay mới sẽ tốn khá nhiều chi phí và mở rộng các
sân bay cũ hầu như khá hạn chế. Vì thế, tối ưu hóa hoạt động vận hành của sân bay
chính là vấn đề và yếu tố quyết định. Trong đó, một trong những thách thức hậu cần
mà các sân bay phải đối mặt chính là phát triển một dòng hành khách hiệu quả. Vì
thế, mô phỏng sân bay hoặc nhà ga sân bay là một lĩnh vực thường được ứng dụng
mô phỏng hơn hết. Các nghiên cứu về mô phỏng nhà ga sân bay thường liên quan
SVTH: Nguyễn Trí Hải (B1407770) 9
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
đến một số chủ đề như công đoạn check-in, dòng hành khách trong nhà ga, vấn đề
lưu thông của xe trong sân bay hoặc các vấn đề giao thông liên quan đến đường hạ
cánh, cất cánh và thời gian cất cánh, và hầu hết các nghiên cứu đều tập trung vào các
hành khách khi làm thủ tục với các công đoạn tại nhà ga sân bay. Trong các nghiên
cứu đó, dòng hành khách và thời gian hành khách cất cánh được phân tích trong các
nghiên cứu sân bay như Gatersleben và Weij 1999; Hafizogullari, Chinnusamy và
Tunasar 2002; Kyle 1998. Trong lĩnh vực y tế “Aliyu Isah Aliyu et al” (2015), đã mô
hình hóa và mô phỏng phân tích hệ thống hẹn chăm sóc sức khỏe trong y tế sử dụng
phần mềm Arena. Bài nghiên cứu đánh giá các hệ thống hẹn dành cho bệnh nhân
ngoại trú trong hệ thống chăm sóc sức khỏe dựa trên đặc tính của bệnh nhân. Mục
tiêu là thiết kế hệ thống hẹn sẽ giảm thiểu thời gian chờ đợi trung bình của bệnh nhân
tại phòng khám và đồng thời tối ưu hóa việc sử dụng thời gian làm việc của bác sĩ.
Vấn đề là cần phải cân nhắc bài toán này như một bài toán đa mục tiêu. Nghiên cứu
này đề xuất một mô hình sẽ cung cấp một hệ thống tốt hơn cho các cuộc hẹn và lịch
trình các bệnh nhân. Phương pháp được thực hiện trong một phòng khám ngoại trú
tại phòng khám bệnh viện Doha bằng mô hình hóa và mô phỏng tám loại hệ thống
chờ và sử dụng phần mềm mô phỏng Arena. Kết quả thu được được so sánh với tình
hình hiện tại ở phòng khám. Trong nghiên cứu này, đã xem xét các vấn đề thiết kế
một hệ thống hẹn trong hệ thống chăm sóc sức khỏe. Tám hệ thống được lựa chọn đã
được mô hình hóa dựa trên lớp 1, lớp 2 và lớp 4 của hệ thống hẹn đã được thảo luận
trước đó, và cũng theo số lượng khách ban đầu, thời gian giữa các cuộc hẹn và số
lượng trong mỗi cuộc hẹn. Điều này được thực hiện để lựa chọn hệ thống mà sẽ giảm
thiểu thời gian chờ của các bệnh nhân chờ đợi trong hàng đợi và tối đa hóa việc sử
dụng thời gian của bác sĩ. Từ kết quả thu được, rõ ràng là các mô hình đề xuất và
được thiết kế cho một kết quả tốt hơn so với tình hình phòng khám hiện nay. Do đó,
các phòng khám có thể lựa chọn các kich bản mô phỏng tốt nhất. Trong lĩnh vực ô
tô, Venkat et al (2006). Sử dụng mô phỏng để hiểu và tối ưu hóa quá trình tinh gọn
dịch vụ. Bài viết này mô tả ứng dụng của sự kiện rời rạc trong mô phỏng để hiểu rõ
và tối ưu hóa quá trình dịch vụ tinh gọn. Mô phỏng đang được sử dụng ngày càng
nhiều trong thiết kế và cải tiến hệ thống sản xuất tinh gọn. Người ta áp dụng mô
SVTH: Nguyễn Trí Hải (B1407770) 10
Nguyễn Chí Hải (B1407715)
Chương II: Lược khảo tài liệu
GVHD: Nguyễn Trường Thi
phỏng để đưa ra các khái niệm mới về dịch vụ tinh gọn. Venkat et al đã sử dụng
nghiên cứu điển hình của tinh gọn cho một cơ sở sửa chữa ô tô để chứng minh vai trò
quan trọng của mô phỏng có thể tinh gọn trong thiết kế để mang lại lợi nhuận cho hệ
thống. Hệ thống dịch vụ tinh gọn này có thể loại bỏ hàng đợi bằng cách lên kế hoạch
hẹn cẩn thẩn. Một khuyết điểm của loại hệ thống này là các khách hàng đôi khi có
thể cần phải chờ một thời gian đáng kể ngoài hệ thống trước khi bắt đầu cuộc hẹn của
họ. Mô phỏng cho thấy rằng “thời gian hẹn” có thể tối ưu hóa kết hợp với số liệu khác
nhau như sử dụng các kỹ thuật viên sửa chữa và làm việc trong quá trình. Mô phỏng
có thể làm rõ chính xác bản chất cân bằng giữa sự hài lòng của khách hàng và lợi
nhuận giao hàng của dịch vụ. Mô phỏng cũng cho thấy rằng sự nhiễu loạn trong giới
thiệu của khách hàng đến trễ các cuộc hẹn của họ có thể được hấp thu với ảnh hưởng
tối thiểu là làm cho hệ thống chùng lại. Phát hiện này có thể giúp cải thiện một trong
những mối quan tâm chính liên quan đến mô hình dich vụ.
SVTH: Nguyễn Trí Hải (B1407770) 11
Nguyễn Chí Hải (B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi CHƯƠNG III
HIỆN TRẠNG BỐ TRÍ NHÀ XƯỞNG
3.1 Giới thiệu nhà xưởng
3.1.1 Giới thiệu xưởng
Công ty ô tô Trường Long là một công ty hoạt động hiệu quả trong lĩnh vực
kinh doanh xe tải, sản xuất xe chuyên dụng phục vụ nhu cầu vận chuyển hang hóa
khắp cả nước. Công ty Trường Long chi nhánh Vĩnh Long tuy chỉ mới đi vào hoạt
động khoảng 4 năm, nhưng có được đội ngũ lãnh đạo và nhân viên giàu kinh nghiệm,
sáng tạo và đam mê với công việc. Tổng số cán bộ công ty hiện tại là 148 người,
trong đó đa phần là nam và phòng sản xuất chiếm số lượng phần lớn nhân viên của
công ty với 70 nhân viên.
Nắm bắt được nhu cầu thiết yếu của sản phẩm và là một trong những phương
tiện vận chuyển ưa chuộng hàng đầu nhóm quyết định chọn đề tài “Lắp ráp thùng xe
tải” để hiểu thêm về lĩnh vực này.
*Nhân sự công ty được chia 2 nhóm tham gia sản xuất:
Nhóm quản lý: Trưởng phòng, Phó quản lý, Nhân viên kỹ thuật, Nhân viên hành
chính sản xuất, Nhân viên điều phối sản xuất.
Nhóm trực tiếp sản xuất: Tổ cơ khí 1, Tổ cơ khí 2, Tổ đánh bóng, Tổ sơn, Tổ hoàn thiện.
Xưởng có 2 nhóm nhân viên. Tuy nhiên, năng lực sản xuất phụ thuộc chủ yếu
vào nhóm trực tiếp sản xuất. Do mỗi tổ tham gia trực tiếp gia công, lắp ráp để hoàn chỉnh sản phẩm
Thời gian làm việc: Thời gian làm việc trong ngày bắt đầu từ 8h sang đến 5h chiều,
giữa buổi được nghỉ 1h. Tổng thời gian làm việc trong ngày tại xưởng là 8h.
SVTH: Nguyễn Trí Hải (B1407770) 12
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi 3.1.2 Sản Phẩm
Chi nhánh Vĩnh Long chuyên sản xuất các loại thùng tải bà thùng chuyên dụng
điển hình là thùng xe tải mui bạc có tải trọng từ 5-9 tấn và trên 9 tấn. Nhìn chung thì
công ty sản xuất loại xe với các tải trọng khác nhau bao gồm: HINO FC9JJSW, HINO
FC9JLSW, HINO FG8JPSB, HINO FL8JTSA, HINO FL8JTSL.
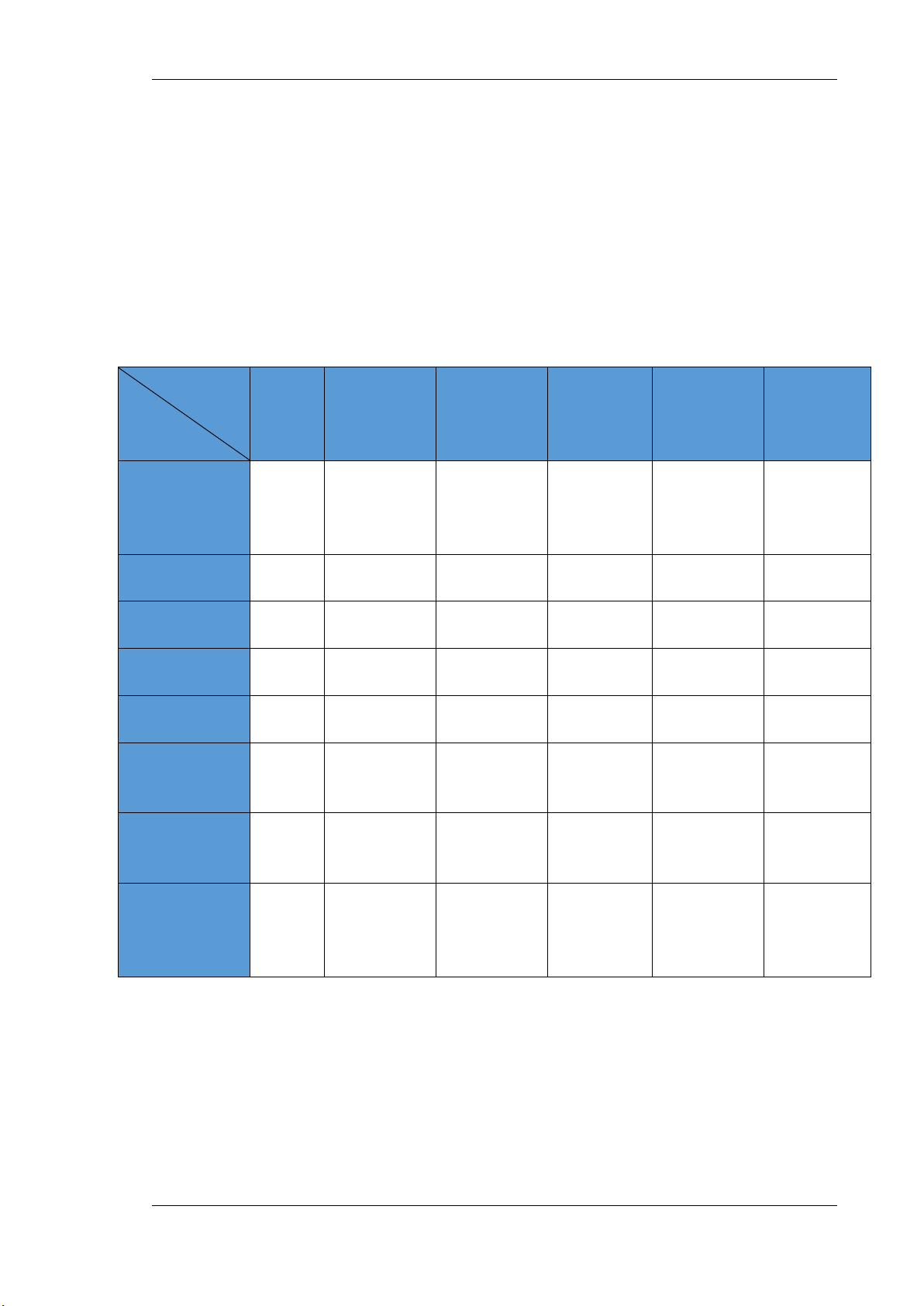
Bảng 3.1 Một số thông số kỷ thuật cơ bản của các xe được sản xuất thùng tại công ty Loại xe Đơn HINO HINO HINO HINO HINO
vị tinh FC9JJSW FC9JLSW FG8JPSB FL8JTSA FL8JTSL Thông số Kích thước 7.545 x 8.565 x 9.420 x 9.835 x 11.365 x xe: mm 2400 x 2.400 x 2.500 x 2.500 x 2.500 x Dài x Rộng x 3.250 3.250 3.580 3.540 3.540 Cao Chiều dài cơ 4.980 + 5.870 + mm 4.350 4.990 5.530 sở 1.300 1.300 Trọng tải cho kg 5.950 5.650 8.300 15.600 15.000 phép Trọng lượng kg 10.400 10.400 14.950 24.000 24.000 toàn bộ Công suất lớn PS/rp 165/2.500 165/2.500 235/2.500 260/2.500 260/2.500 nhất m Dung tích thùng nhiên Lít 100 100 200 200 200 liệu Kích thước 5.600 x 6.600 x 7.160 x 7.500 x 9.100 x lọt thùng: Dài mm 2.240 x 2.240 x 2.340 x 2.340 x 2.340 x x Rộng x Cao 640/2.060 640/2.060 800/2.150 800/2.150 800/2.150 05 bửng, 07 bửng, 07 bửng, 07 bửng, 09 bửng, nhôm hộp nhôm hộp nhôm hộp nhôm hộp nhôm hộp Số bửng mm cao 640 cao 640 cao 800 cao 800 cao 800 mm mm mm mm mm
3.1.3 Máy móc thiết bị
Hiện tại hoạt động sản xuất của công ty chủ yếu là gia công và lắp ráp nên
máy móc thiết bị được sử dụng là những loại đơn giản: máy hàn, máy khoan, máy
mài, máy cắt… Bảng 3.2 sẽ liệt kê số lượng máy móc ở xưởng và các công đoạn sẽ
sử dụng những thiết bị cần thiết.
SVTH: Nguyễn Trí Hải (B1407770) 13
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
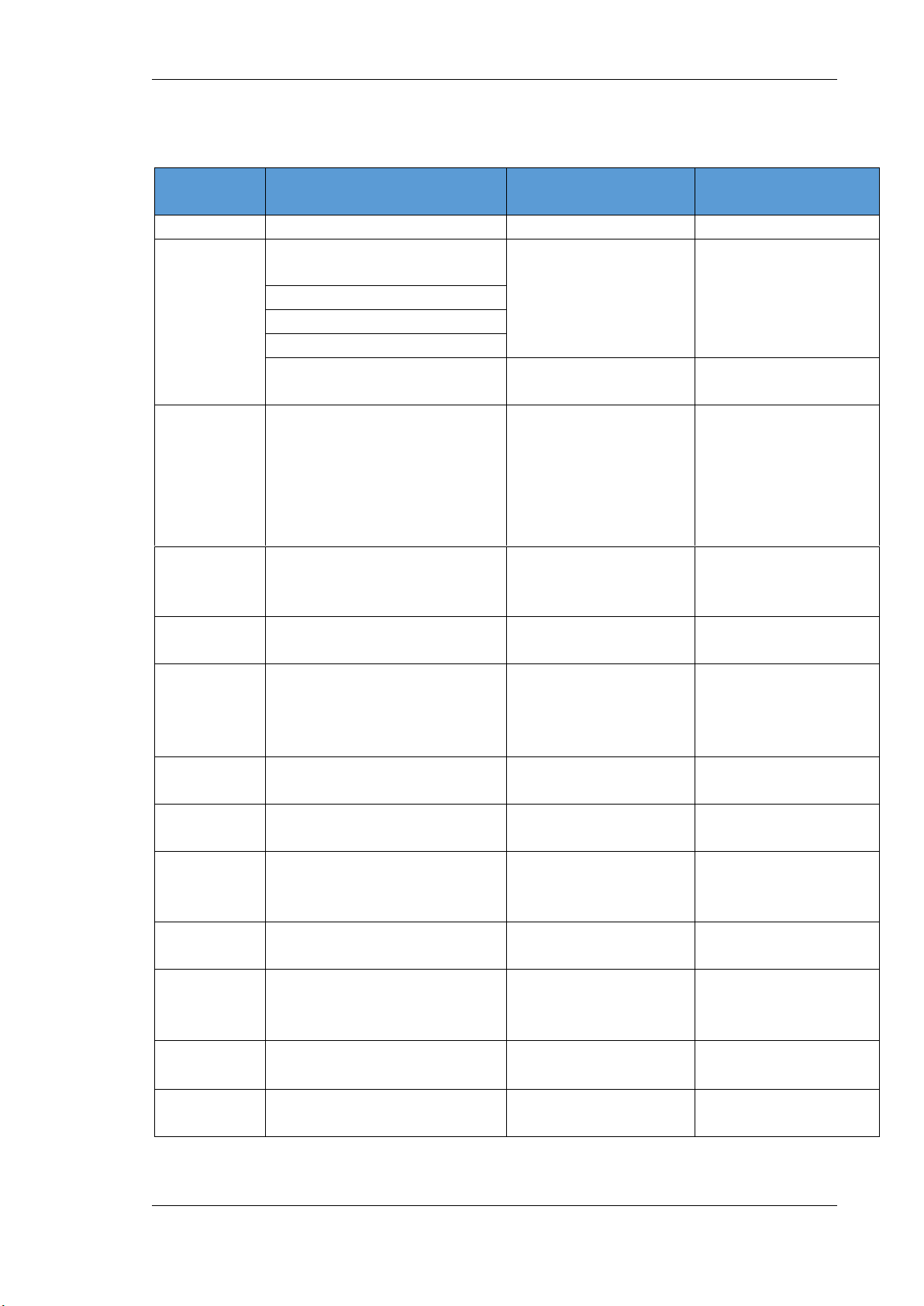
Bảng 3.2 Bảng công việc cho các thiết bị được sử dụng. Công đoạn Công đoạn Máy móc thiết bị Công việc trước (CĐ)
1. Gia công chi tiết - Gia công khung xương trong vách trước - Gia công khung cắm kèo Gia công bên ngoài Gia công ngoài - - Gia công vỉ sau - Gia công chấn bẻ
2. Gia công lắp ráp thành cụm chi tiết Máy hàn cỏ, máy cắt tay 15, máy khoan - Gia công cản sau + cản bàn, máy cắt 350, 1 - hông máy hàn cơ, máy hàn tig, máy khoan cầm tay, thước kéo Máy hàn, máy mài - Gia công vách trước + 2 vách sau + kèo vách trướ tay, máy hàn mig, - c thước kéo Máy hàn, máy khoan 3 - Gia công trụ bàn, thướ - c kéo Đồ gá, cảo chữ C, máy hàn, máy mài, 4 - Gia công sàn - máy cắt, bộ gió đá, thước kéo
3. Lắp ráp thô trước và lên xe nền
- Lắp vách trước + trụ + Máy hàn, máy cắt 5 1,2,3 vách sau + hàn Plasma, thước kéo Máy khoan, súng vặn
- Lắp thùng lên xe nền + 6 bulong, cờ lê, thước 5 xiết bu lông quang kéo
4. Lắp ráp thô sau khi lên xe nền Máy hàn, máy mài 7 - Lắp cản hông 150, súng rút rive, 6 máy khoan
- Lắp mặt sàn, máng nước Máy hàn , máy mài 8 7 lên thùng 150, máy khoan - Lắp vè và cao su chắn 9 Máy hàn, máy khoan 8,4 bùn
SVTH: Nguyễn Trí Hải (B1407770) 14
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi Công đoạn Công đoạn Máy móc thiết bị Công việc trước (CĐ) Máy khoan, lục giác 10 - Lắp bát chông 9,4 6mm và 5mm 11 - Lắp cản sau Máy mài kole 22 10 Bộ khí gió gas, máy 12 - Lắp bửng lên thùng xe 11 khoan, lục giác 5mm
- Lắp ốp ngoài trên, ốp Máy khoan, máy 13
dưới chân trụ và cao su 12,4 hàn, lục giác 5mm chống va + bát đèn hông 14 - Lắp tay khóa bửng sau Máy hàn, máy khoan 13 15 - Hàn tig sàn + cản hông Máy hàn tig 14
5. Đánh bóng hoàn thiện Máy đánh bóng lớn, 16 - Đánh bóng khung bao động cơ điệ - n - Đánh bóng cản hông + 17 Máy mài 125 - cản sau
- Đánh bóng ốp trụ ngoài 18 ốp đèn Máy mài 125 4
- Đánh bóng sàn + ốp trụ 19 Máy mài 125 9,15 hoàn thiên 20 - Quét dầu chống rỉ Cọ, máy phun 16,17,18,19 6. Sơn hoàn thiện
- Vệ sinh bề mặt cần sơn Máy mài, giấy nhám, 21 (Đánh sét) - xăng A92 22 - Sơn lót lần 1 Súng sơn, sơn lót 008 21
- Trét matit, xả phẳng bề Dao trét, matit vàng, 23 22 mặt giấy nhám - Bắn silicon vào các khe 24 Súng bắn silicon 23 hở 25 - Sơn lót lần 2 Súng sơn, sơn lót 008 24 26 - Sơn màu Súng sơn 25
7. Lắp ráp hoàn thiên
kiểm tra xuất xưởng Máy khoan, súng rút rive, dây hơi, mũi 27 - Lắp tole vách trước 15,20,26 khoan 5 ly, súng bắn silicon Máy khoan nhỏ, máy khoan lớn, chìa khóa 28 - Lắp khung cắm kèo 27 17, ống điếu 17, mũi khoan 29
- Lắp kèo trước, kèo sau Chìa khóa 17 28
SVTH: Nguyễn Trí Hải (B1407770) 15
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi Công đoạn Công đoạn Máy móc thiết bị Công việc trước (CĐ) Máy khoan, chìa 30 - Lắp vỉ sau khóa 13, lục giác 5 29 ly Máy khoan, mũi 31 - Lắp nhãn inox khoan 5 ly, súng rút 30 rive 32 - Vệ sinh tổng thể Xăng 301, giẻ lau 31 Chìa khóa, ông điếu 33 - Kiểm tra tổng thể 32 tùy loại xe Mũi khoan, đầu bắn 34 - Phủ bạc 33 lục giác Kiềm cắt, băng keo 35 - Lắp điện cách điện và dây rút 34 định vị
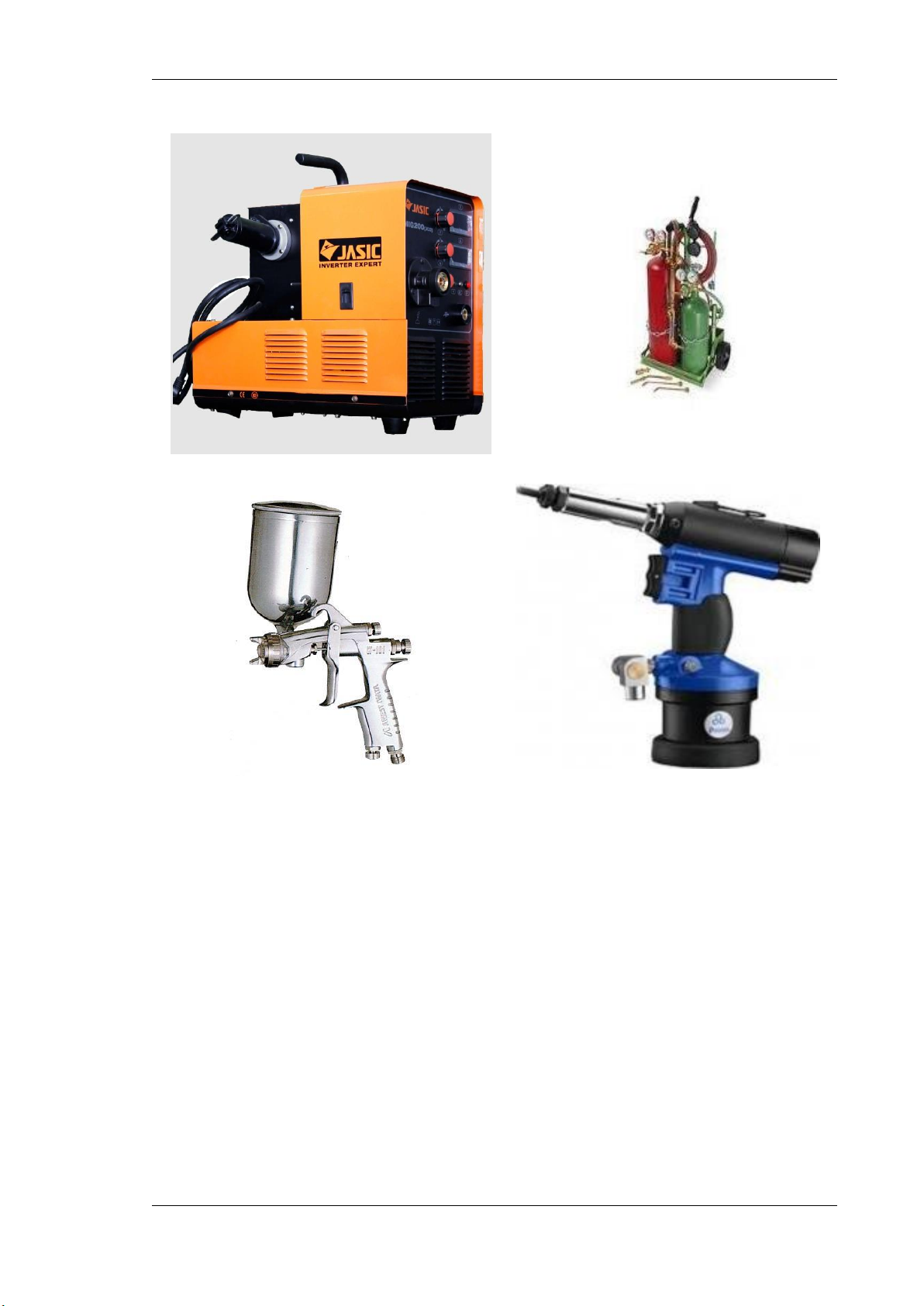
Hình ảnh máy móc trang thiết bị công ty: Cầu trục 5 tấn Máy hàn Tig Máy cắt plasma Máy đánh bóng
SVTH: Nguyễn Trí Hải (B1407770) 16
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi Máy hàn Mig Bộ gió gas Súng phun sơn Súng rút rive
Hình 3.1 Một số máy móc thiết bị dung trong xưởng.
SVTH: Nguyễn Trí Hải (B1407770) 17
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
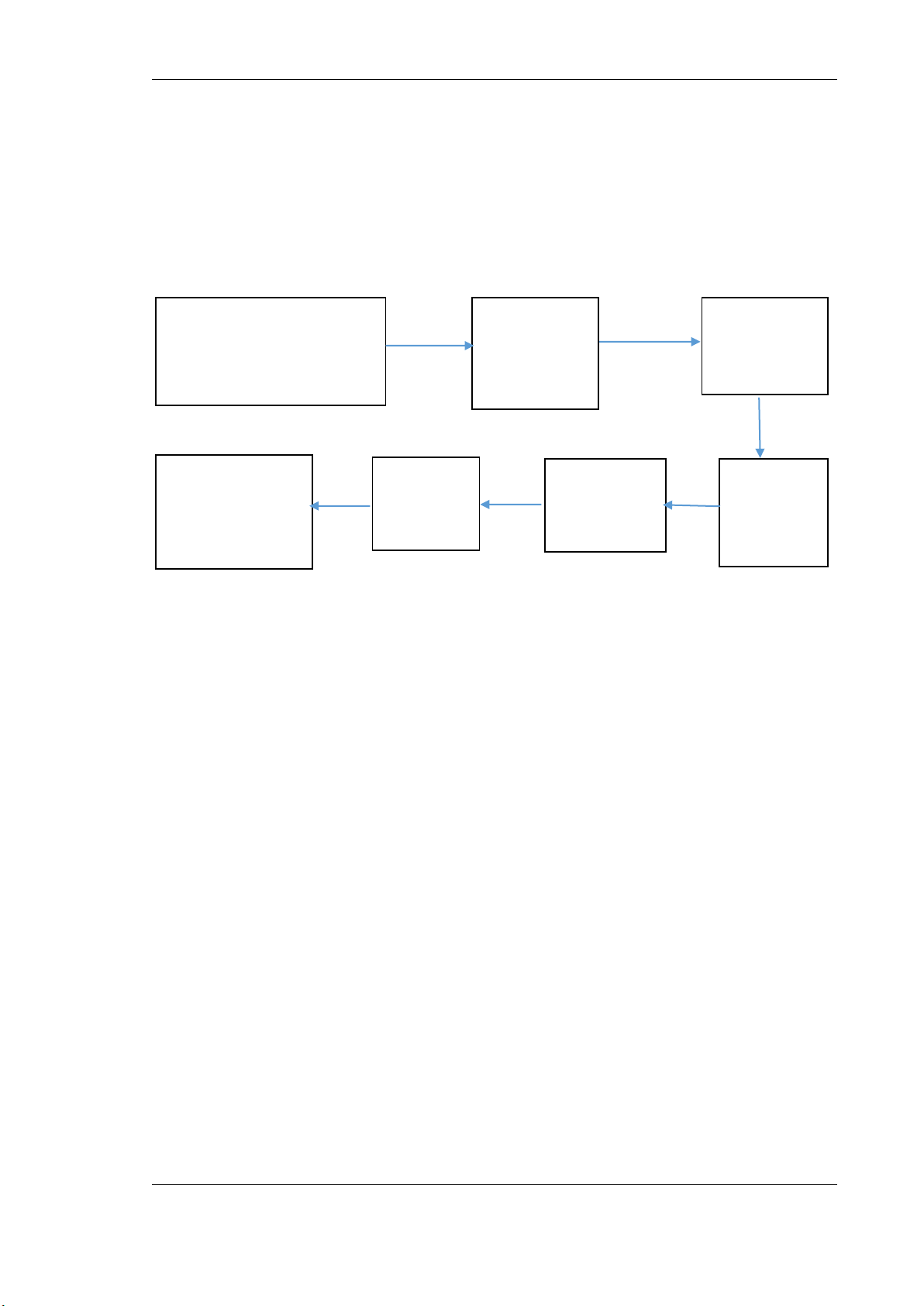
3.1.4 Quy trình sản xuất
Quy trình sản xuất gờm 7 công đoạn chính và 35 công đoạn phụ: Gia công chi tiết: xương Gia công lắp Lắp ráp thô trong vách trước, khung ráp thành trước và lên
cắm kèo, vỉ sau, chấn bẻ cụm chi tiết xe nền Lắp ráp hoàn Sơn hoàn Đánh bóng Lắp ráp thiện kiểm tra thô sau thiện hoàn thiên xuất xưởng khi lên xe nền.
Hình 3.2 Quy trình sản xuất
- Gia công chi tiết: Các chi tiết như xương trong vách trước, khung sàn khung cấm
kèo vỉ sau, chấn bẻ được công ty đặc gia công ở bên ngoài.
- Gia công lắp ráp thành cụm chi tiết: Các chi tiết chính còn lại như cản sau, cản
hông vách trước, vách sau, kèo vách trước, trụ, khung sàn được gia công tại xưởng.
- Lắp ráp thô trước và lên xe nền: Từ các chi tiết đã có tiến hành lắp vách trước,
vách sau, trụ thành khung xương thùng sau đó lắp khung xương thùng lên xe nền tiến hànhbộ phận khác
- Lắp ráp thô sau khi lên xe nền: Sau khi lắp ráp khung xương thùng lên xe nền tiến
hành lắp tiếp các bộ phận khác như bát chông, mặt sàn, máng nước, vè và cao su chắn
bùn, cản hong, cản sau, bửng, ốp ngoài tren, ốp dưới chân trụ và cao su chống va, bát
đèn hông, tay khóa bửng sau, hàn tig sàn, cản hông thành thùng thô.
- Đánh bóng hoàn thiện: Bao gồm đánh bóng trước lắp ráp và sau lắp ráp, các chi
tiết như khung bao, cản hông, cản sau, ốp trụ ngoài ốp đèn, sàn, ốp trụ hoàn thiện và quét dầu chống rỉ.
- Sơn hoàn thiện: Bao gồm sơn trước trước lắp ráp và sau lắp ráp các bộ phận như
khung sàn, khung cắm kèo, vách sau, vách trước,...
SVTH: Nguyễn Trí Hải (B1407770) 18
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
- Lắp xuất xưởng ráp hoàn thiển kiểm tra: Từ thùng thô lắp them tole vách trước,
khung cắm kèo, kèo trước, kèo sau, vỉ sau, nhãn inox. Sau khi lắp xong những chi
tiết cơ bản còn lại tiến hành lắp điện, vệ sinh, kiểm tra tổng thể và phủ bạt đẻ hoàn
thiện thùng sản phẩm.
Bảng 3.3 Nhân lực và thời gian từng công đoạn. Số nhân lực Thời gian Tên công việc yêu cầu tối thực hiện thiểu (giờ/xe)
CĐ 1: Gia công chi tiết - -
CĐ 2: Gia công lắp ráp thành cụm chi tiết - Gia công trụ 2 người 2h - Gia công khung sàn 2 người 5h30’
- Gia công vách trước + vách sau + kèo vách trước 2 người 4h
- Gia công cản sau + cản hông 1 người 2h
CĐ 3: Lắp ráp thô trước và lên xe nền
- Lắp vách trước + trụ + vách sau + hàn 2 người 4h30
- Lắp thùng lên xe nền + xiết bu lông quang 2 người 1h
CĐ 4: Lắp ráp thô sau khi lên xe nền - Lắp bát chông 1 người 2h
- Lắp mặt sàn, máng nước lên thùng 2 người 2h - Hàn tig sàn + cản hông 3 người 4h - Lắp cản hông 2 người 3h - Lắp tay khóa bửng sau 1 người 30’
- Lắp vè và cao su chắn bùn 1 người 2h - Lắp cản sau 1 người 1h
CĐ 5: Đánh bóng hoàn thiện - Đánh bóng khung bao 2 người 2h30’
- Đánh bóng ốp trụ ngoài ốp đèn 2 người 2h
- Đánh bóng cản hông + cản sau 2 người 3h
SVTH: Nguyễn Trí Hải (B1407770) 19
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi Số nhân lực Thời gian Tên công việc yêu cầu tối thực hiện thiểu (giờ/xe)
- Đánh bóng sàn + ốp trụ hoàn thiện 2 người 2h30’ - Quét dầu chống rỉ 1 người 2h
CĐ 6: Sơn hoàn thiện
- Vệ sinh bề mặt cần sơn (Đánh sét) 2 người 3h - Sơn lót lần 1 2 người 1h
- Trét matit, xả phẳng bề mặt 2 người 1h
- Bắn silicon vào các khe hở 2 người 30’ - Sơn lót lần 2 2 người 1h - Sơn màu 2 người 1h30’
CĐ 7: Lắp ráp hoàn thiên kiểm tra xuất xưởng - Lắp tole vách trước 2 người 1h - Lắp khung cắm kèo 3 người 2h
- Lắp kèo trước, kèo sau 2 người 20’ - Lắp vỉ sau 2 người 1h30’ - Lắp nhãn inox 1 người 15’ - Vệ sinh tổng thể 4 người 45’ - Phủ bạc 4 người 40’
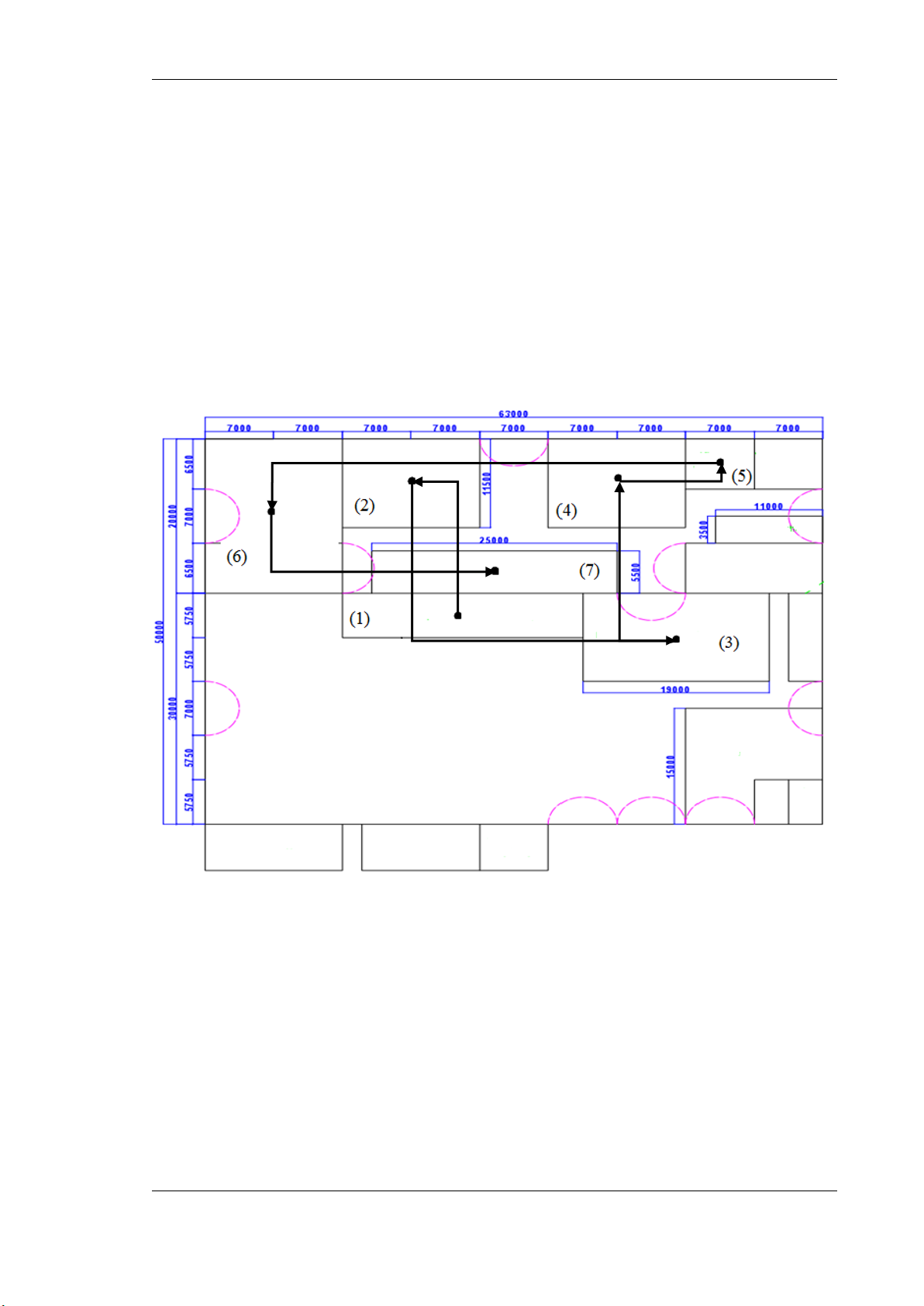
3.2 Sơ đồ bố trí nhà xưởng
*Sơ đồ bố trí nhà xưởng
Sơ đồ bố trí nhà xưởng của công ty cổ phần kỷ thuật và ô tô Trường Long- chi nhánh Vĩnh Long.
*Chú thích các bộ phận:
(1) Gia công cụm chi tiết. (5) Khu vực đánh bóng.
(2) Khu vực lắp ráp trước lên xe (6) Khu vực sơn hoàn thiện.
(3) Khu vực lắp ráp sau lên xe (7) Khu vực kiểm tra xuất xưởng. nền.
(4) Khu vực lắp ráp sàn. nền.
SVTH: Nguyễn Trí Hải (B1407770) 20
Nguyễn Chí Hải ( B1407715)
Chương III: Hiện trạng bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
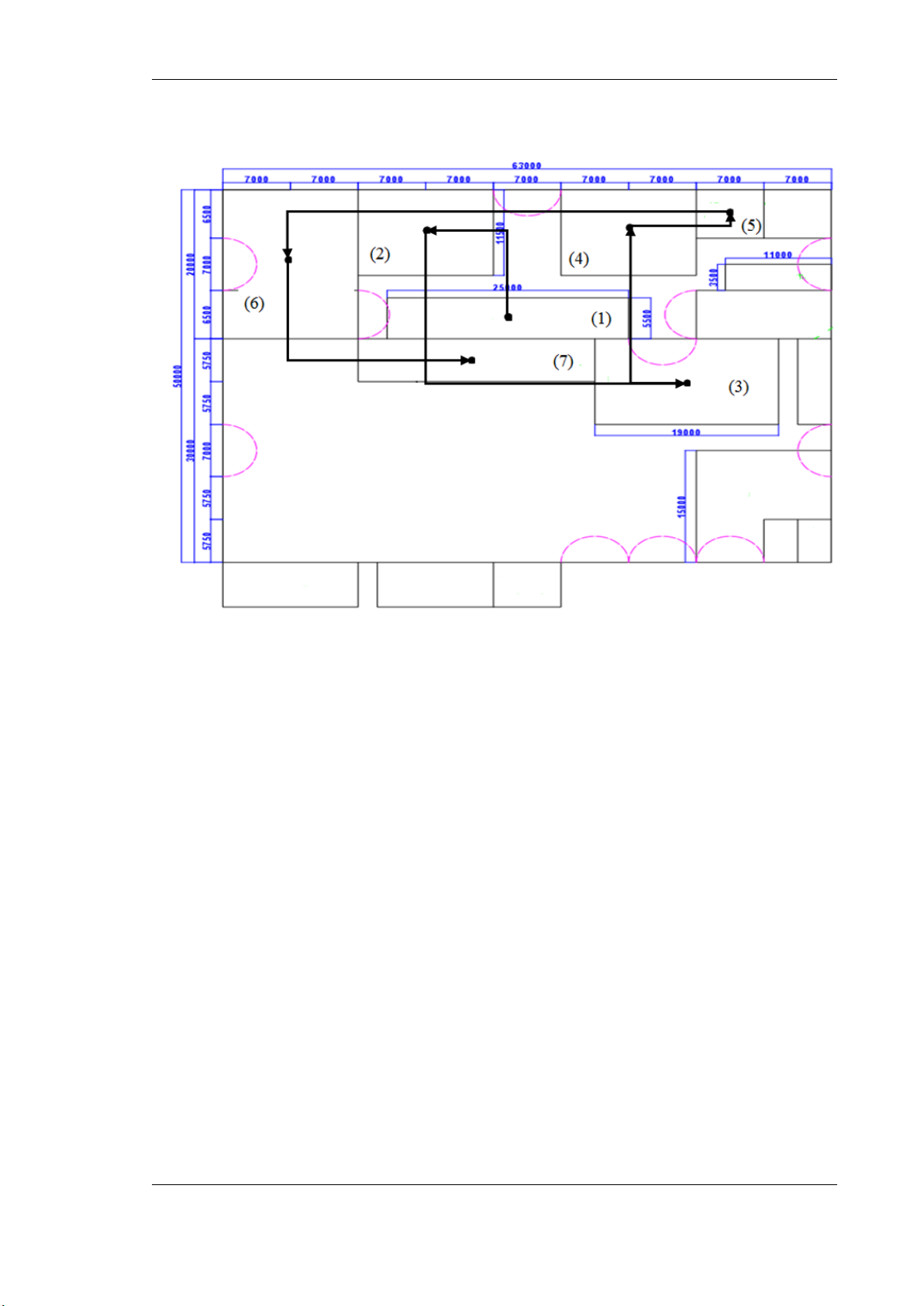
Hình 3.3: Sơ đồ bố trí nhà xưởng.
Do còn nhiều khó khăn trong việc vận chuyển, thời gian chờ còn cao và tốn
nhiều chi phí để tạo ra sản phẩm hoàn chỉnh. Hiệu quả làm việc còn thấp nên lợi
nhuận đem lại chưa được cao. Nên công ty quyết định cải tiến và thiết kế lại mặt bằng
cho tối ưu và đem lại hiệu quả cao hơn, góp phần tăng lợi nhuận công ty.
SVTH: Nguyễn Trí Hải (B1407770) 21
Nguyễn Chí Hải ( B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi CHƯƠNG IV
TÁI THIẾT KẾ BỐ TRÍ NHÀ XƯỞNG
4.1. Tính toán các thông số
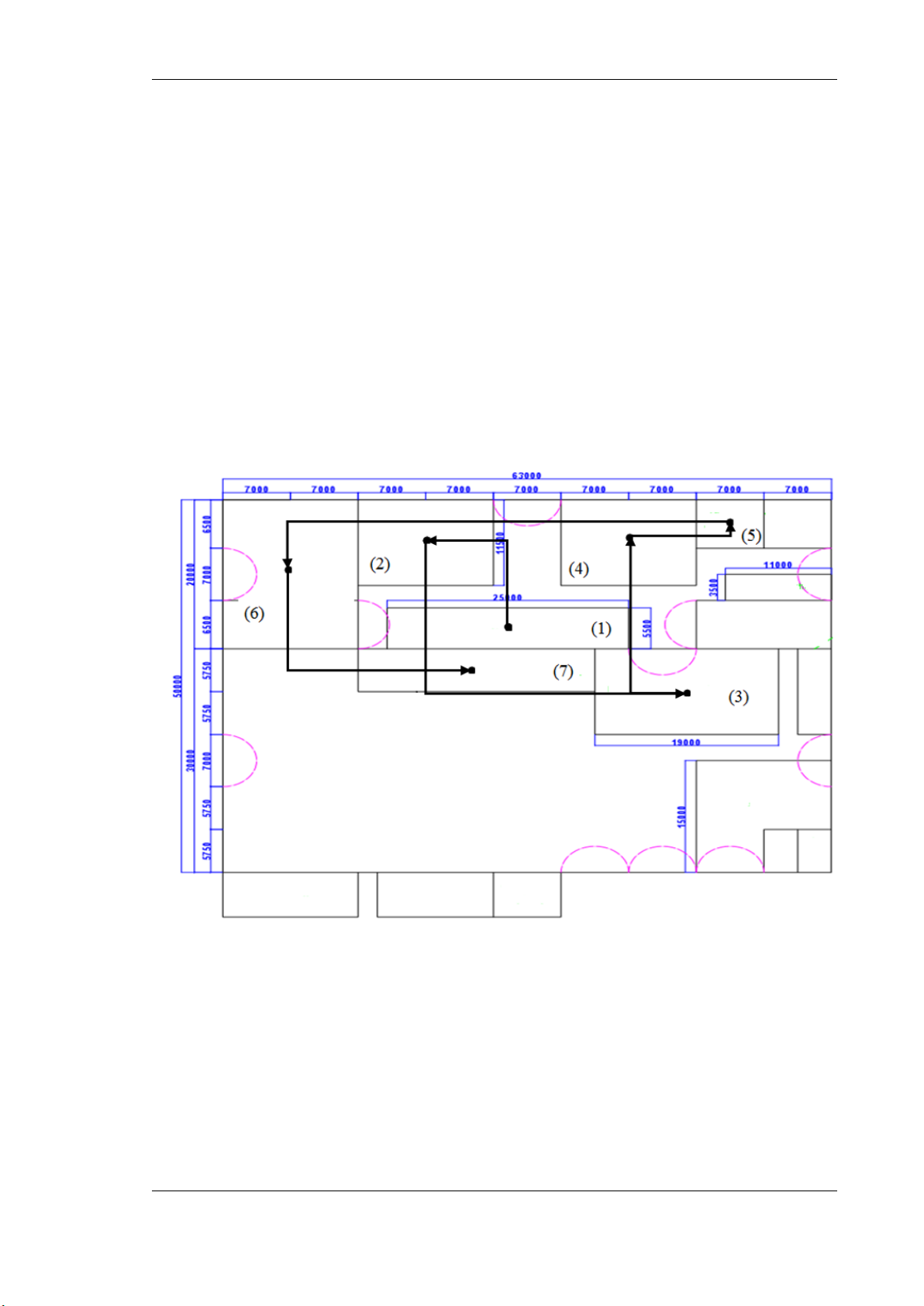
Dòng luân chuyển nguyên vật liệu ban đầu của công ty đi theo quy trình như Hình 4.1.
Hình 4.1 Dòng luân chuyển ban đầu.
*Chú thích các bộ phận:
(1) Gia công cụm chi tiết. (5) Khu vực đánh bóng.
(2) Khu vực lắp ráp trước lên xe (6) Khu vực sơn hoàn thiện.
(3) Khu vực lắp ráp sau lên xe (7) Khu vực kiểm tra xuất xưởng. nền.
(4) Khu vực lắp ráp sàn. nền.
Khoảng cách vận chuyển được giữa các bộ phận được tính bằng phương pháp
(Rectilinear) kẽ đường thẳng vuông góc giữa các tâm của các bộ phận.
SVTH: Nguyễn Trí Hải (B1407770) 22
Nguyễn Chí Hải (B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
Chi phí vận chuyển đơn vị m=1000 đồng.
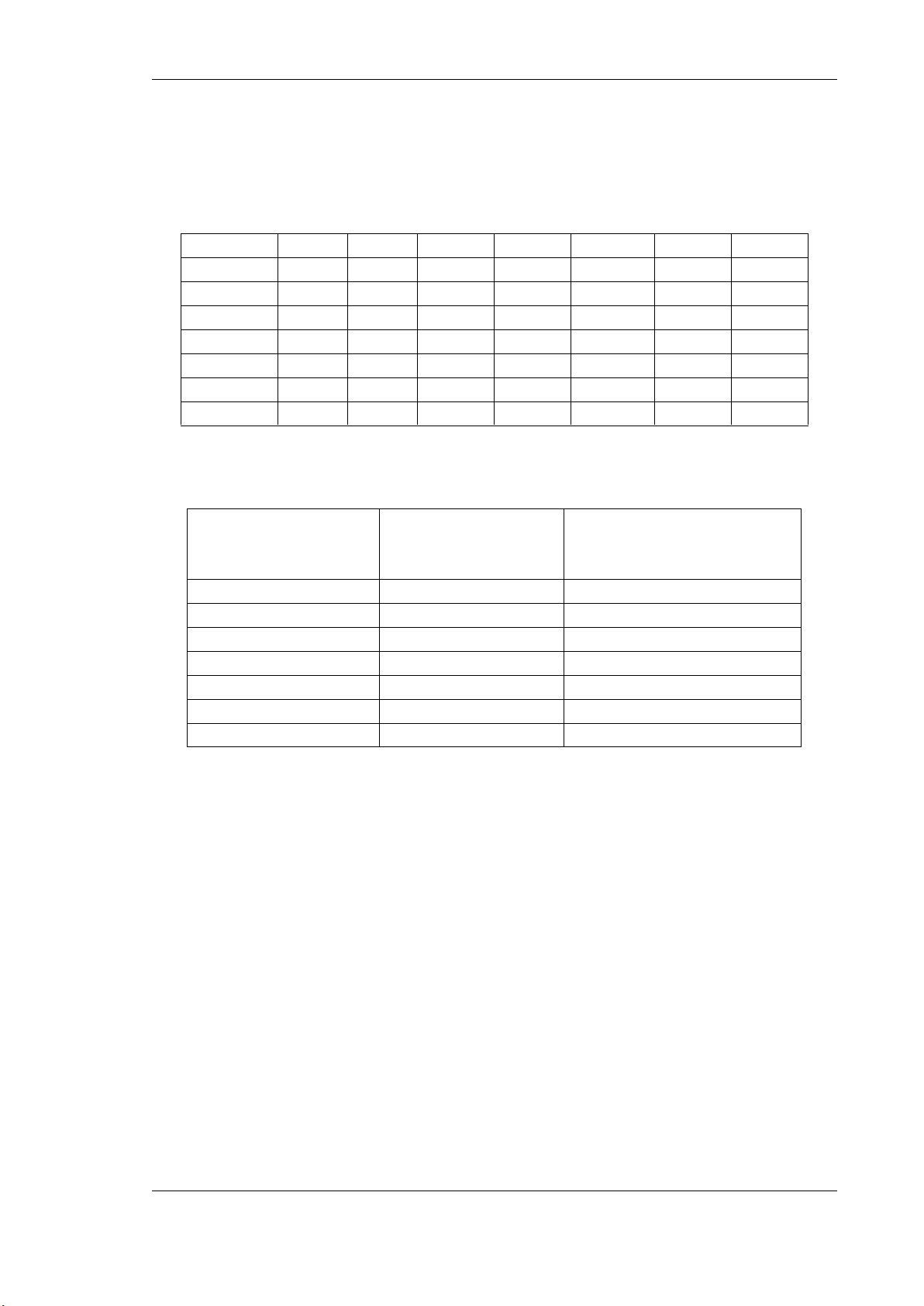
Bảng 4.1 khỏang cách vận chuyển giữa các bộ phận. Đơn vị: m (1) (2) (3) (4) (5) (6) (7) (1) - 200 - - - - - (2) 200 - 477.5 - - - - (3) - 477.5 - 267.5 - - - (4) - - 267.5 - 137.5 - - (5) - - - 137.5 - 522.5 (6) - - - - 522.5 - 321.25 (7) - - - - - 321.25
Bảng 4.2 Chi phí và khoảng cách dòng luân chuyển. Dòng luân chuyển Khoảng cách dòng Chi phí dòng luân luân chuyển (Mét) chuyển (Đồng) 1-2 200 200000 2-3 477.5 477500 3-4 267.5 267500 4-5 137.5 137500 5-6 522.5 522500 6-7 321.25 321250 Tổng 1926.25 1926250
- Công ty sản lắp ráp theo đơn đặt hàng là 32 sản phẩm trong tháng 3. Lượng
vận chuyển sẽ là 32 sản phẩm.
- Tổng chi phí = khoảng cách x chi phí vận chuyển x lượng vận chuyển
T =1926.25 x 1000 x 32 =61640000 đồng
Vậy tổng chi phí theo phương án ban đầu là 64.640.000 đồng.
SVTH: Nguyễn Trí Hải (B1407770) 23
Nguyễn Chí Hải (B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
4.2. Tái bố trí nhà xưởng
Để tăng năng suất và giảm chi phí trong sản xuất công ty cẩn phải tái thiết kế
vị trí mặt bằng. Công ty đưa ra 2 phương án cải tiến bằng cách hoán đổi vị trí giữa
các phận có diện tích tương đối nhau và có khoảng cách gần nhau. 4.2.1 Phương án 1
Hoán đổi vị trí giữa: Gia công cụm chi tiết và khu vực kiểm tra xuất xưởng.
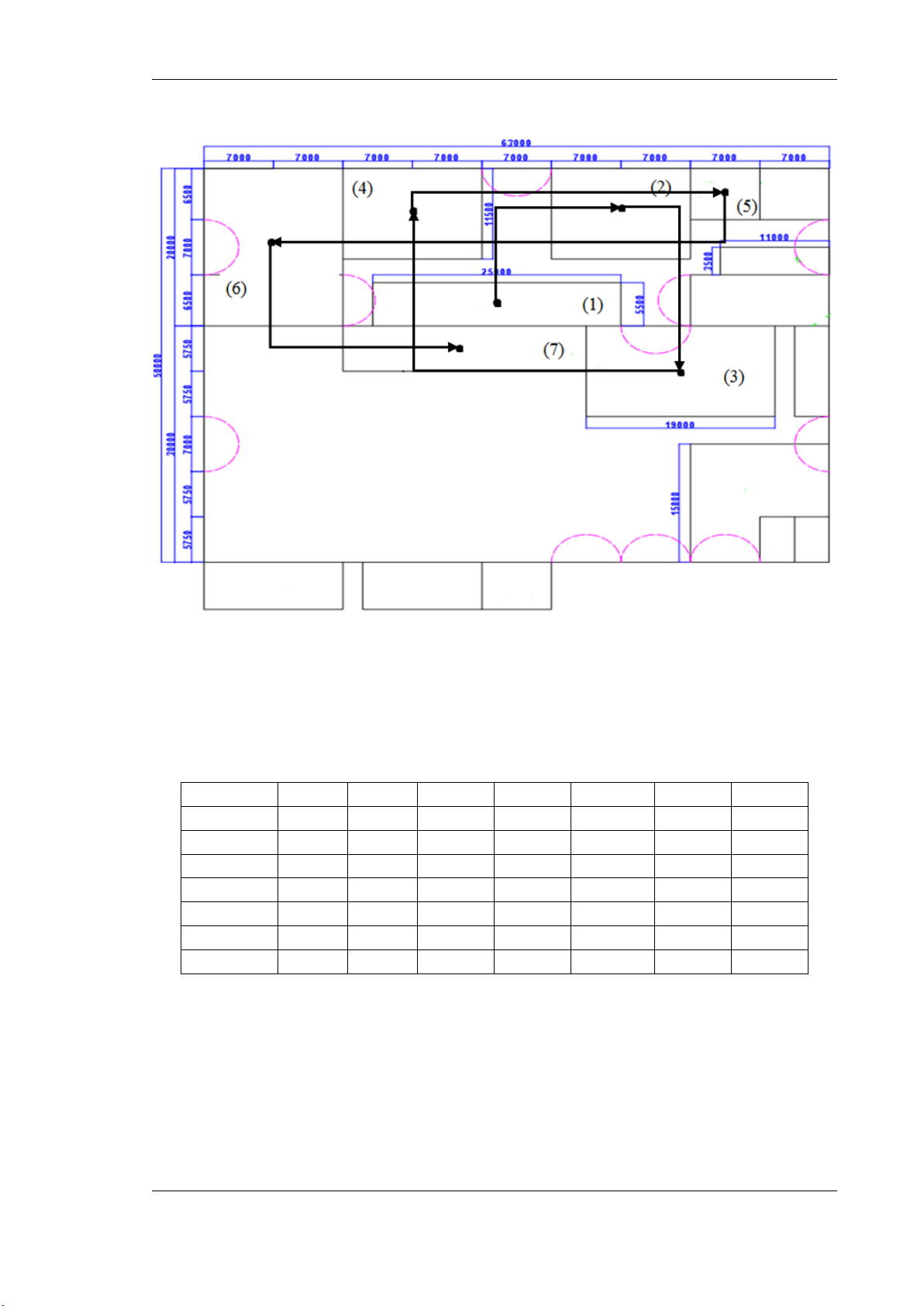
do có diện tích tương đương và vị trí gần nhau. Ta được dòng luân chuyển như Hình 4.2.
Hình 4.2 Dòng luân chuyển phương án 1.
SVTH: Nguyễn Trí Hải (B1407770) 24
Nguyễn Chí Hải (B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
Bảng 4.3 khỏang cách vận chuyển giữa các bộ phận phương án 1. Đơn vị: m (1) (2) (3) (4) (5) (6) (7) (1) - 196.25 - - - - - (2) 196.25 - 477.5 - - - - (3) - 477.5 - 267.5 - - - (4) - - 267.5 - 137.5 - - (5) - - - 137.5 - 522.5 - (6) - - - - 522.5 - 295 (7) - - - - - 295 -
Bảng 4.4 Chi phí và khoảng cách dòng luân chuyển “Phương án 1”. Dòng luân chuyển Khoảng cách dòng Chi phí dòng luân luân chuyển (Mét) chuyển (Đồng) 1-2 196.25 196250 2-3 477.5 477500 3-4 267.5 267500 4-5 137.5 137500 5-6 522.5 522500 6-7 295 295000 Tổng 1896.25 1896250
Tổng chi phí của phướng án 1: sẽ bằng Tổng khoảng cách
T =1896.25 x 1000 x 32 = 60680000 đồng
Tổng chi phí phương án cải tiến 1 là: 60.680.000 đồng. 4.2.2 Phương án2
Hoán đổi vị trí giữa Khu vực lắp ráp trước lên xe (2) và Khu vực lắp ráp sàn
(4) gần nhau nhau ta được dòng luân chuyển như Hình 4.3.
SVTH: Nguyễn Trí Hải (B1407770) 25
Nguyễn Chí Hải (B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
Hình 4.3 Dòng luân chuyển phương án 2.
Bảng 4.4 Khoảng cách di chuyển giữa các bộ phận của “Phương án 2” Đơn vị: cm (1) (2) (3) (4) (5) (6) (7) (1) - 235 - - - - - (2) 235 - 267.5 - - - - (3) - 267.5 - 477.5 - - - (4) - - 477.5 - 315 - - (5) - - - 315 - 522.5 (6) - - - - 522.5 - 321.25 (7) - - - - - 321.25
Do dòng vận chuyển theo quy trình nên ta có được tổng chi phí dòng vận
chuyển của phương án 2 như sau:
SVTH: Nguyễn Trí Hải (B1407770) 26
Nguyễn Chí Hải (B1407715)
Chương IV: Tái thiết kế bố trí nhà xưởng
GVHD: Nguyễn Trường Thi
Bảng 4. Khoảng cách di chuyển giữa các bộ phận của “Phương án 2” Đơn vị: cm Dòng luân chuyển Khoảng cách dòng Chi phí dòng luân luân chuyển (Mét) chuyển (Đồng) 1-2 235 235000 2-3 267.5 267500 3-4 477.5 477500 4-5 315 315000 5-6 522.5 522500 6-7 321.25 321250 Tổng 2138.75 2138750
T= 2138.75 x 1000 x 32= 68440000 đồng.
- Tổng chi phí Phương án cải tiến 2 là 68.440.000 đồng.
* So sánh 2 phương án: Tổng khoảng cách di chuyển Tổng chi phí (đồ (mét) ng)
Phương án ban đầu 1926.25 61640000 Phương án 1 1896.25 60680000 Phương án 2 2138.75 68440000
Vậy với “phương án 1” tổng chi phí và khoảng cách dòng luân chuyển tối ưu nhất,
trong 3 phương án bao gồm cả phương án ban đầu và phương án cải tiến.
Kết luận chọn phương án1 là phương án cải tiến tối ưu.
SVTH: Nguyễn Trí Hải (B1407770) 27
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi CHƯƠNG V
XÂY DỰNG MÔ HÌNH MÔ PHỎNG
5.1. Phân tích dữ liệu
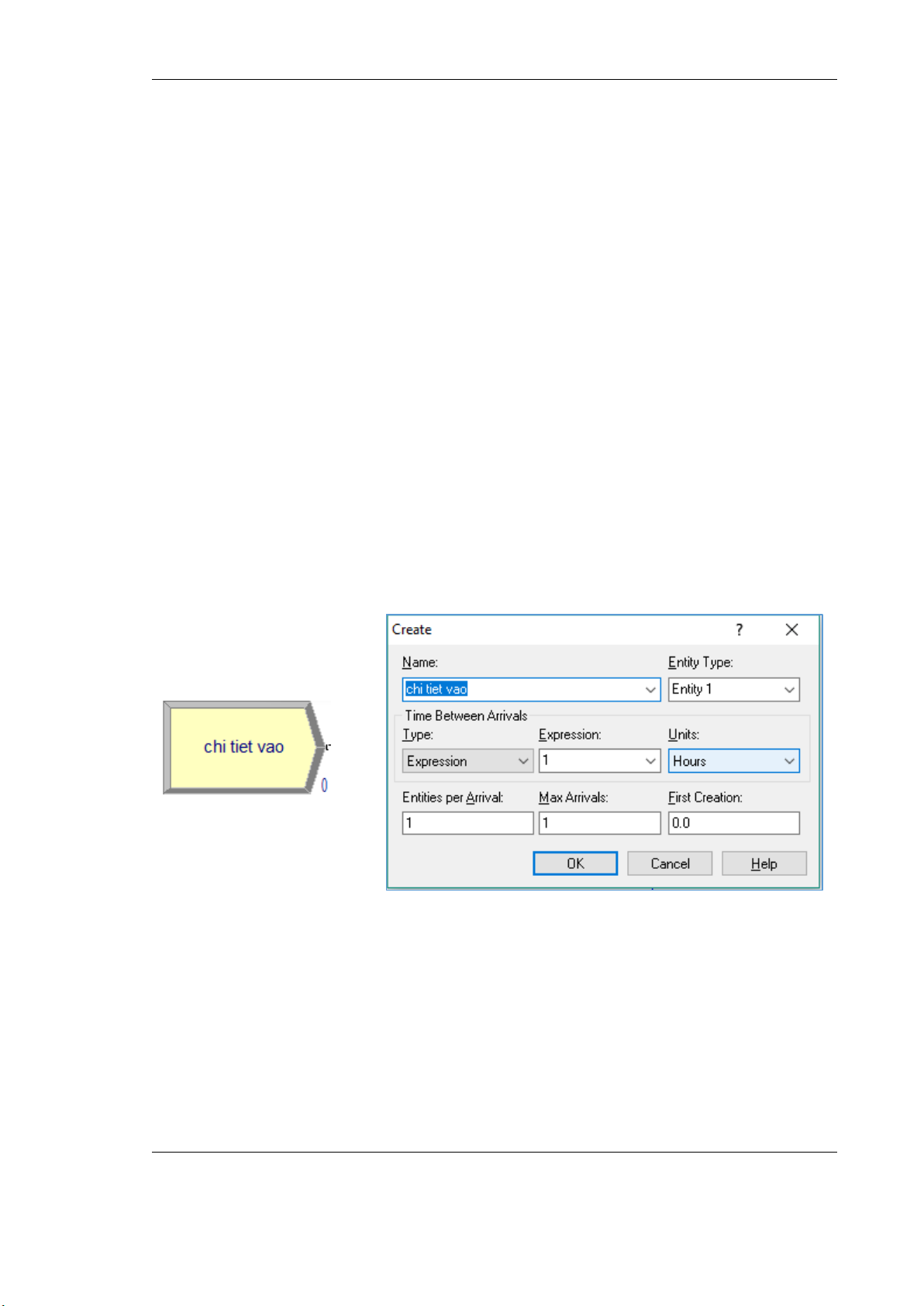
5.1.1. Thời gian nạp nguyên liệu
Ở công đoạn gia công chi tiết các chi tiết như ( khung xương, khung cắm kèo,
vỉ sau chấn bẻ) được đặt gia công sẵn. Các chi tiết này sẽ được cung cấp liên tục vào quy trình sản xuất.
Hình 5.1.Chi tiết vào.
SVTH: Nguyễn Trí Hải (B1407770) 28
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
Hình 5.2. Bán thành phảm vào.
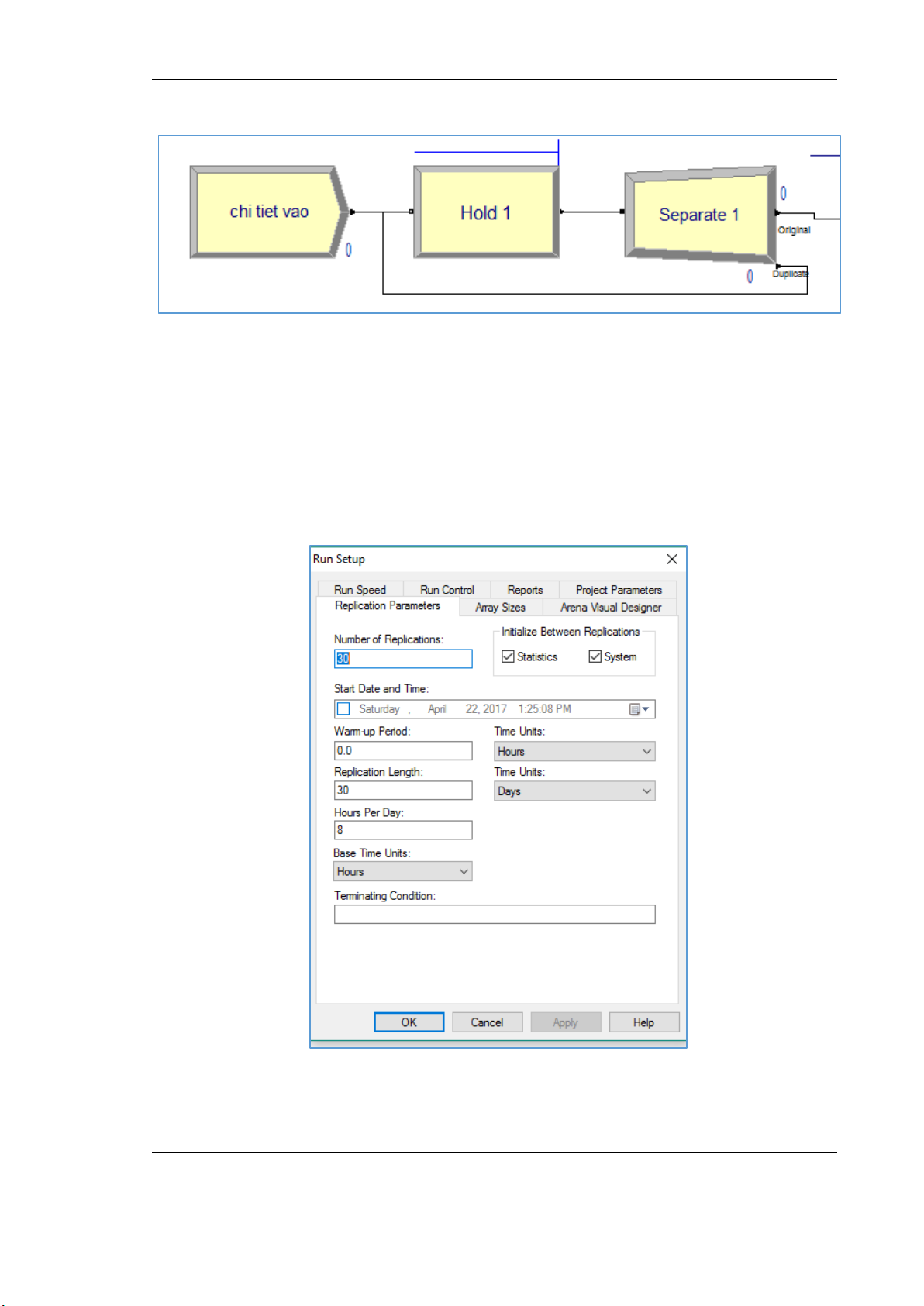
5.1.2. Thời gian chạy mô hình
- Thời gian chạy mô hình là 30 ngày, thời gian làm việc 8 giờ/ngày.
- Tổng số lần lặp là 30 lần. - Đơn vị là giờ (h).
- Thiết lặp thời gian chạy như hình 5.1.
Hình 5.3 Thời gian chạy mô hình
SVTH: Nguyễn Trí Hải (B1407770) 29
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
5.1.3. Thời gian các công đoạn
Phân tích mẫu số liệu sử dụng phần mềm Input Analyzer có sẵn trong Arena
để phân tích khâu chuẩn bị ban đầu.
Thu thập số liệu bằng cách đo thời gian thực hiện của các công đoạn bằng
đồng hồ và đạt được độ tin cậy là 95% với số mẫu được xác định theo các công thức sau:
Gọi: N là kích thước mẫu chọn ngẫu nhiên (N = 10) S là độ lệch chuẩn.
k: mức sai số mông muốn (k = 1 – 95% = 0.05)
t : phân phối xác suất student, t= 2.262 n : Cỡ mẫu ∑𝑛 𝑥 𝑥̅ = 𝑖=1 𝑖 𝑁 ∑𝑛 (𝑥
𝑆 = √ 𝑖=1 𝑖 − 𝑥̅)2 𝑁 − 1 𝑡𝑆 2 𝑛 = ( ) 𝑘𝑥̅
- Sau khi áp dụng công thức tính tìm ra cở mẫu bằng 16.
- Thời gian được thu thập và xử lý thông qua công cụ Input Analyzer được tích hợp
trong phần mềm mô phỏng Arena. Công cụ Input Analyzer giúp tìm ra các hàm phân
phối để mô phỏng, để phân tích dữ liệu tìm hàm phân phối,…vv
SVTH: Nguyễn Trí Hải (B1407770) 30
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
- Công cụ Input analyzer được tích hợp trong Arena- Tools- Input analyzer.
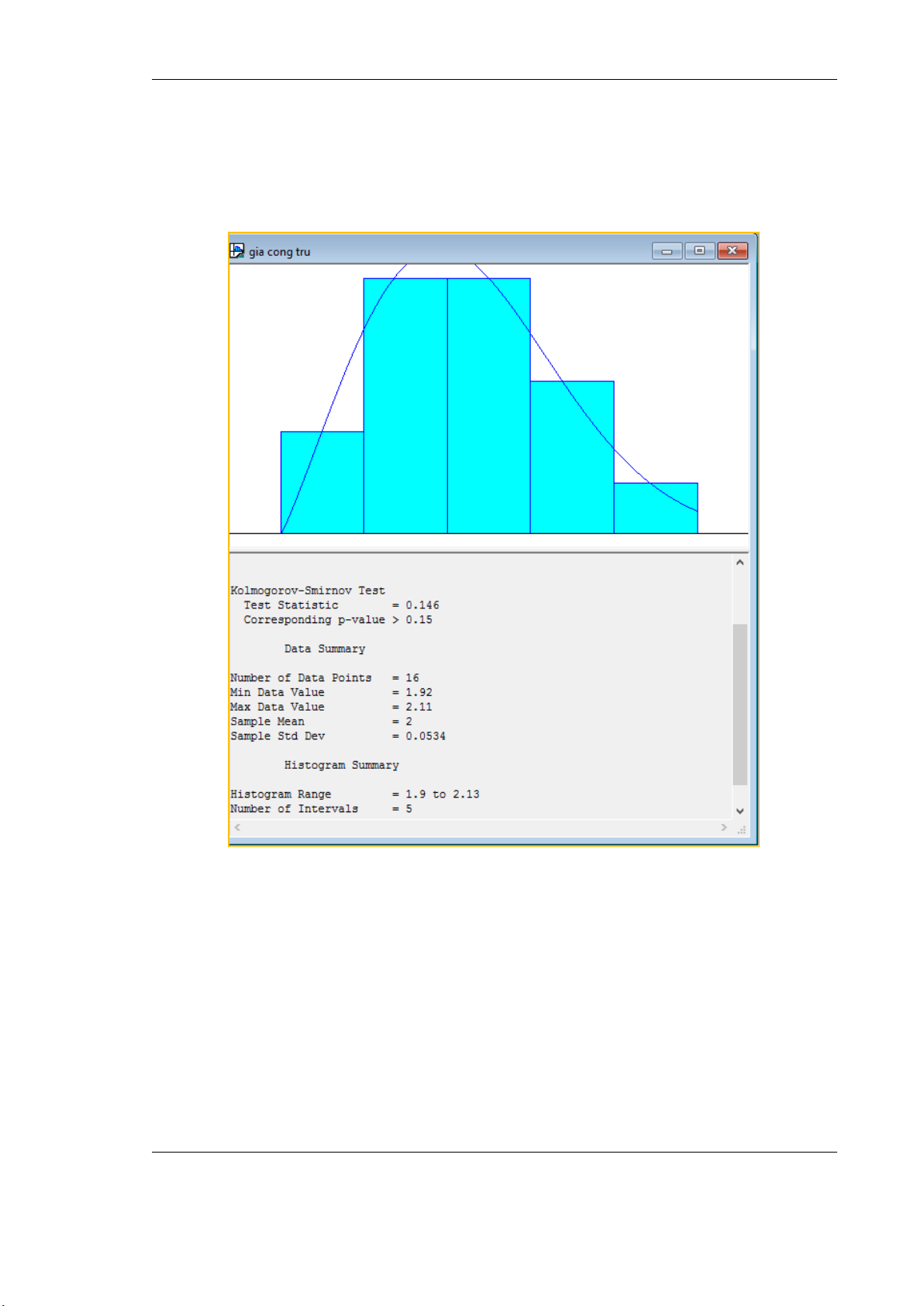
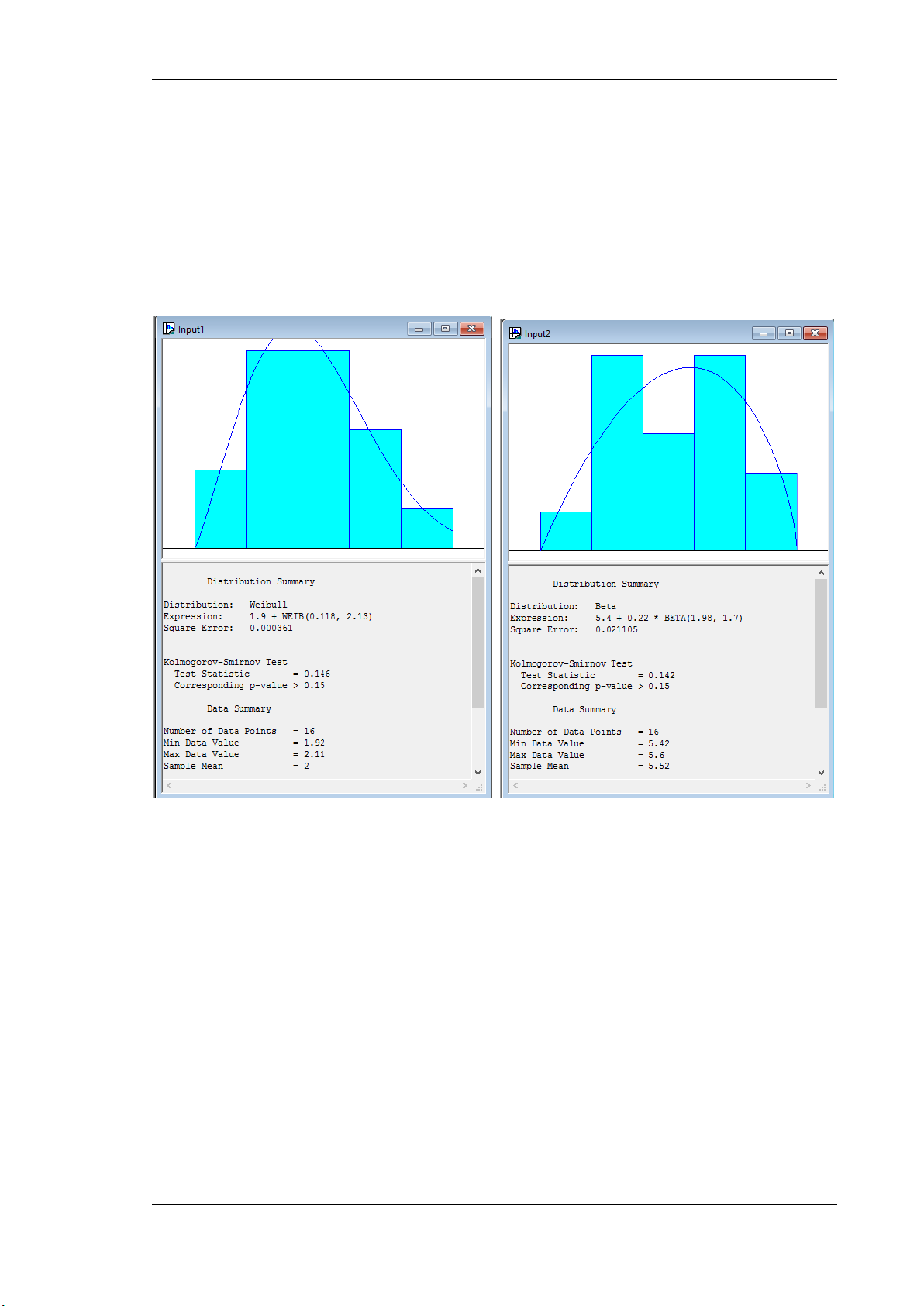
Công đoạn gia công trụ được phân tích như sau Hình 5.4:
Hình 5.4 Phân tích dữ liệu đầu vào với Input Analyze r ở công đoạn gia công trụ.
- Kết quả phân tích dữ liệu thời gian của công đoạn gia công trụ cho biết giá trị kiểm
định bằng 0.05 và giá trị p là lớn hơn mức ý nghĩa 0.05, hợp lí. Thời gian thực hiện
có phân phối 1.9 + WEIB(0.118, 2.13) với thời gian nhỏ nhất là 1.9 giờ và lớn nhất là 2.13 giờ.
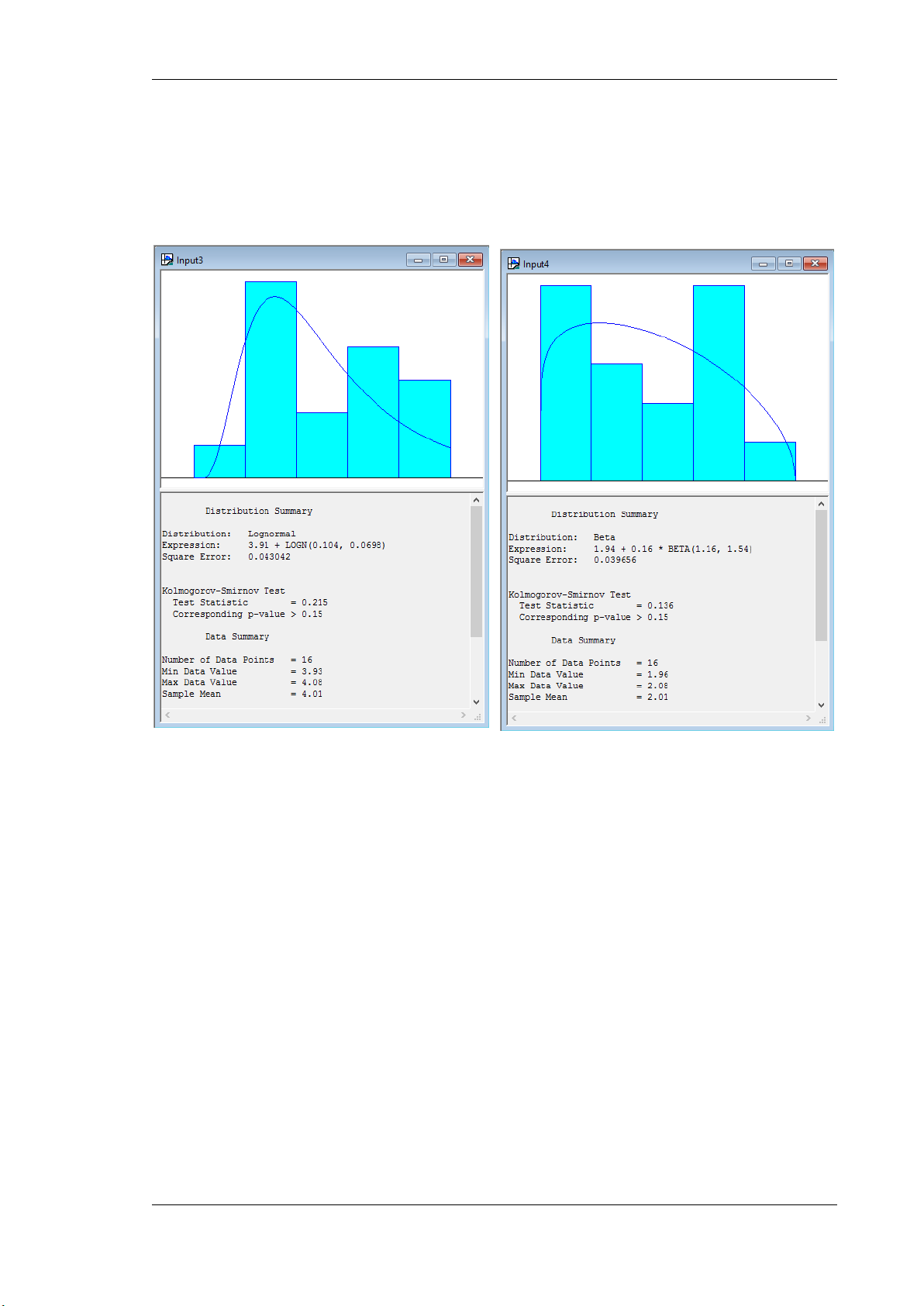
- Tương tự, các hàm phân phối thời gian cho các công đoạn tiếp theo được liệt kê trong bảng sau:
SVTH: Nguyễn Trí Hải (B1407770) 31
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
Bảng 5.1 Bảng hàm phân phối thời gian các công đoạn. Hàm phân phối STT Công đoạn thời gian (giờ) 1 - Gia công trụ 1.9 + WEIB(0.118, 2.13) 2 - Gia công khung sàn 5.4 + 0.22 * BETA(1.98, 1.7)
- Gia công vách trước + vách sau 3.91 + LOGN(0.104, 0.0698) 3 + kèo vách trước 4
- Gia công cản sau + cản hông
1.94 + 0.16 * BETA(1.16, 1.54)
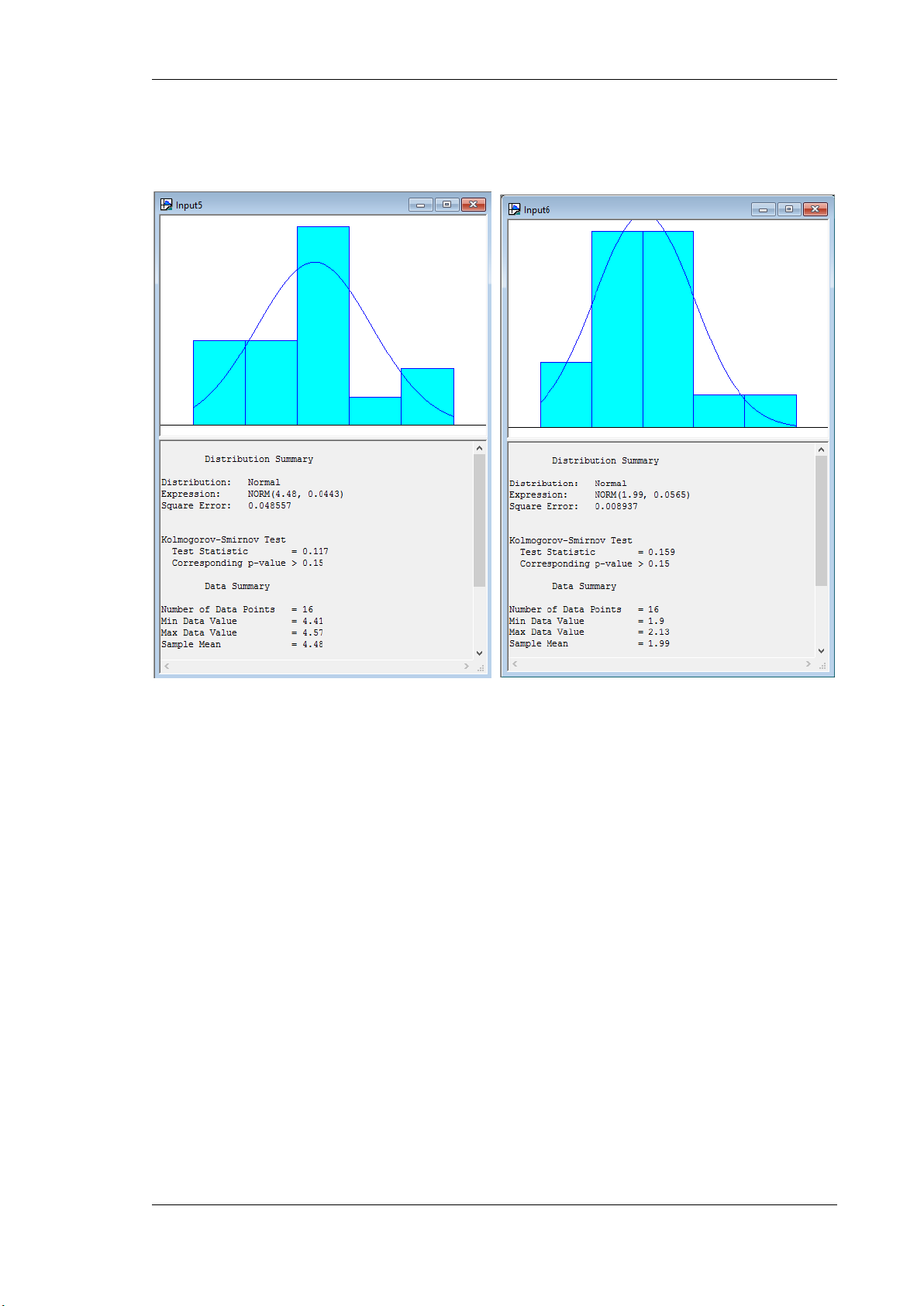
- Lắp vách trước + trụ + vách sau NORM(4.48, 0.0443) 5 + hàn
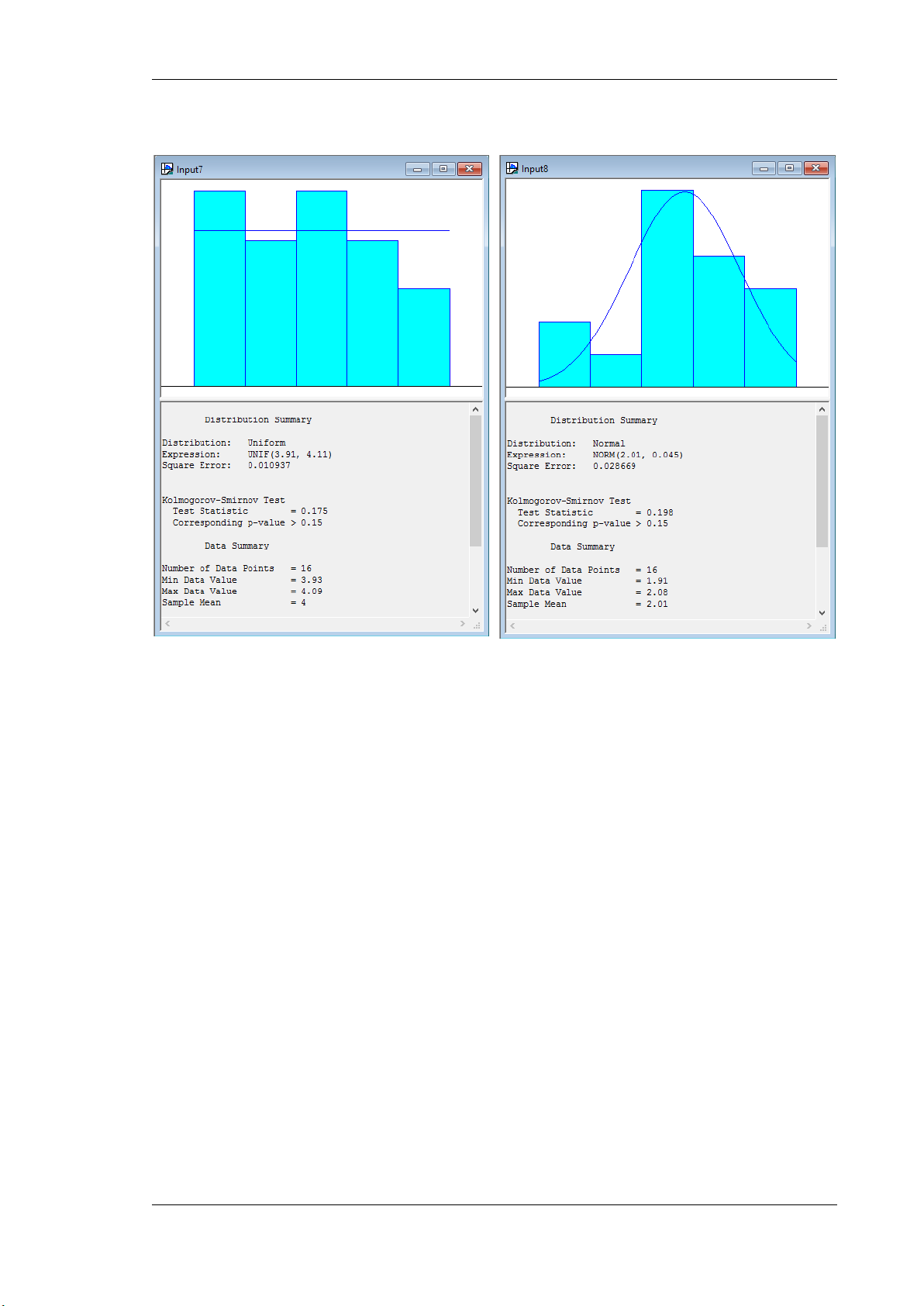
- Lắp thùng lên xe nền + xiết bu NORM(1.99, 0.0565) 6 lông quang 7 - Lắp bát chông UNIF(3.91, 4.11)
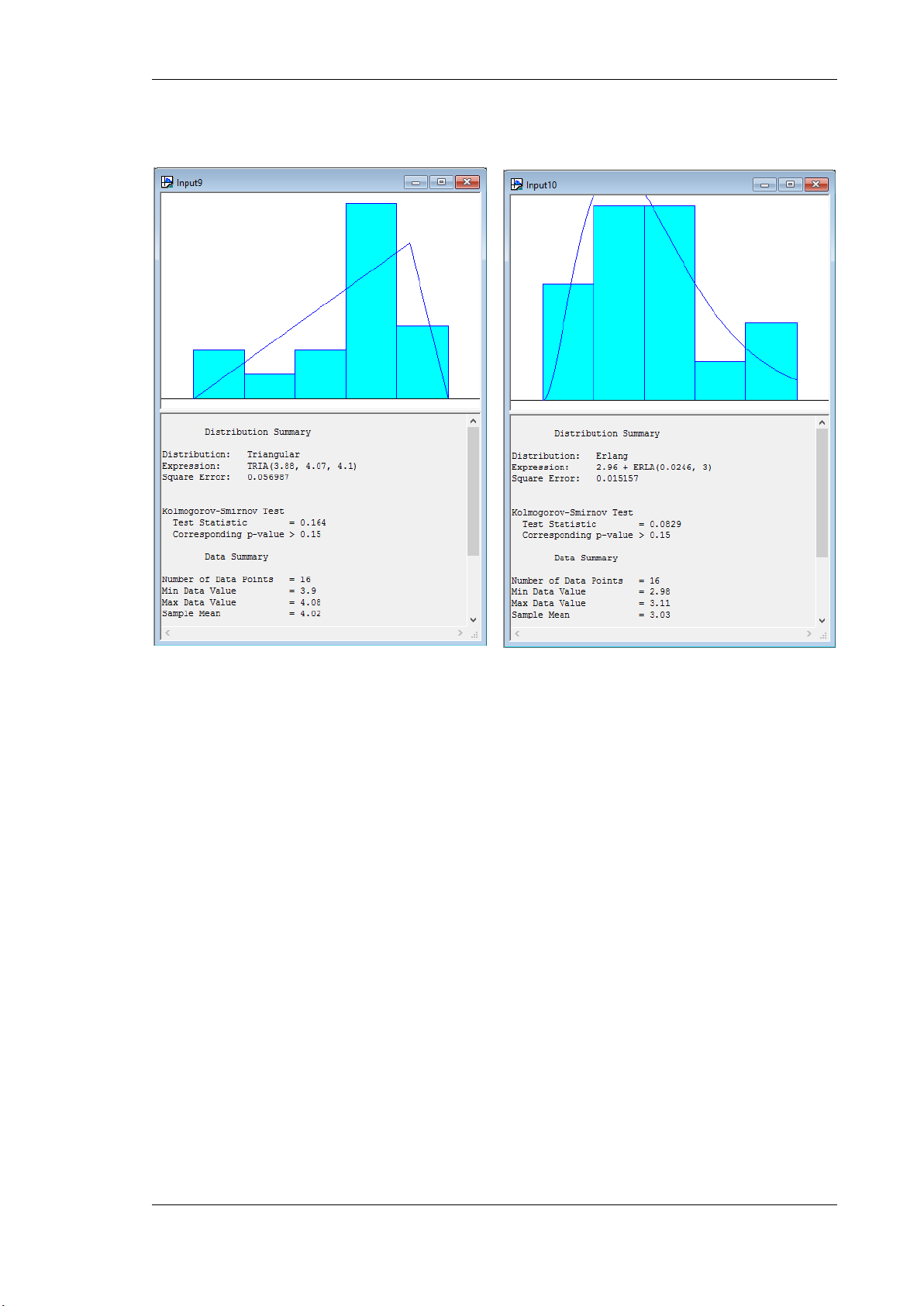
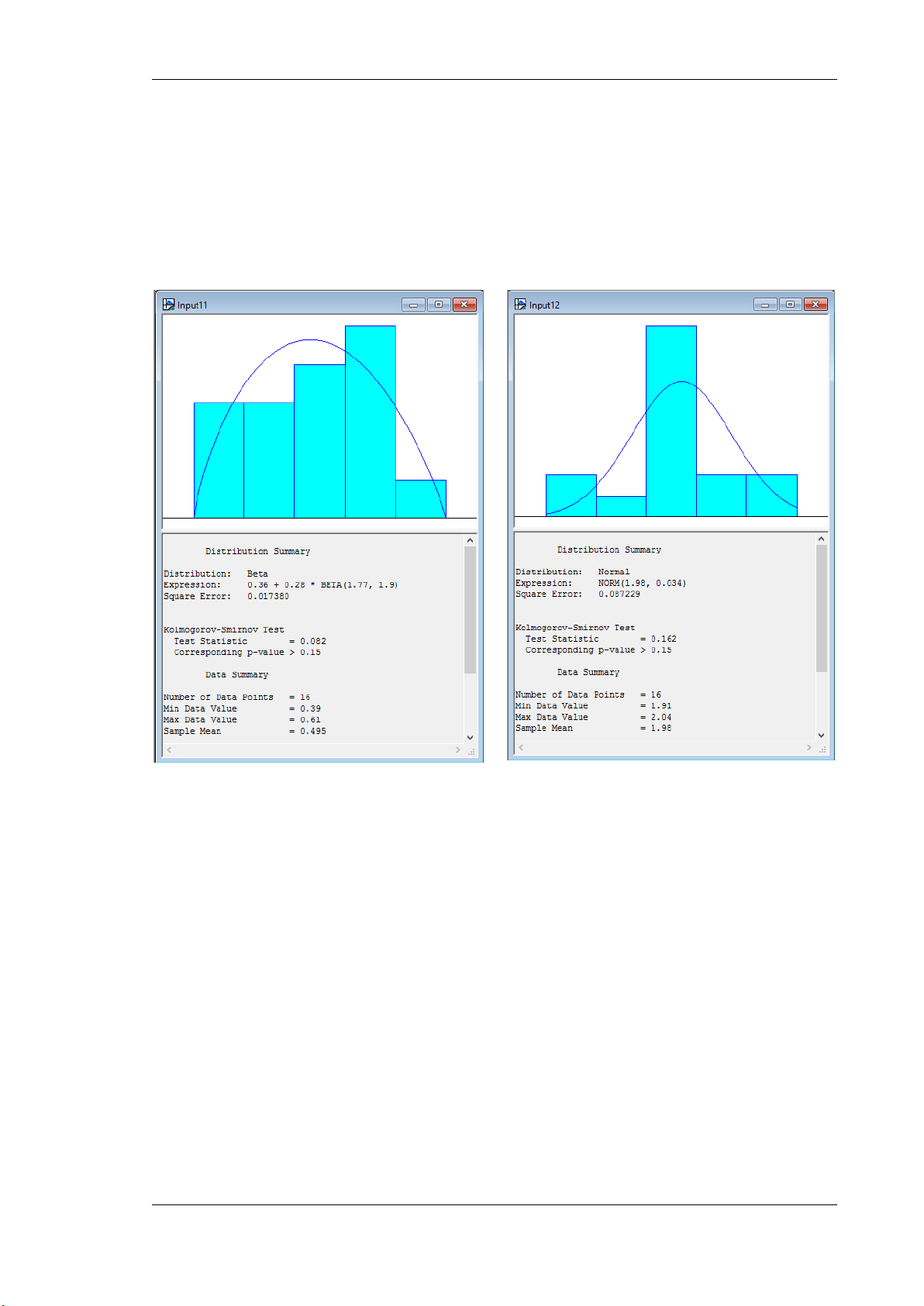
- Lắp mặt sàn, máng nước lên NORM(2.01, 0.045) 8 thùng 9 - Hàn tig sàn + cản hông TRIA(3.88, 4.07, 4.1) 10 - Lắp cản hông 2.96 + ERLA(0.0246, 3) 11 - Lắp tay khóa bửng sau 0.36 + 0.28 * BETA(1.77, 1.9) 12
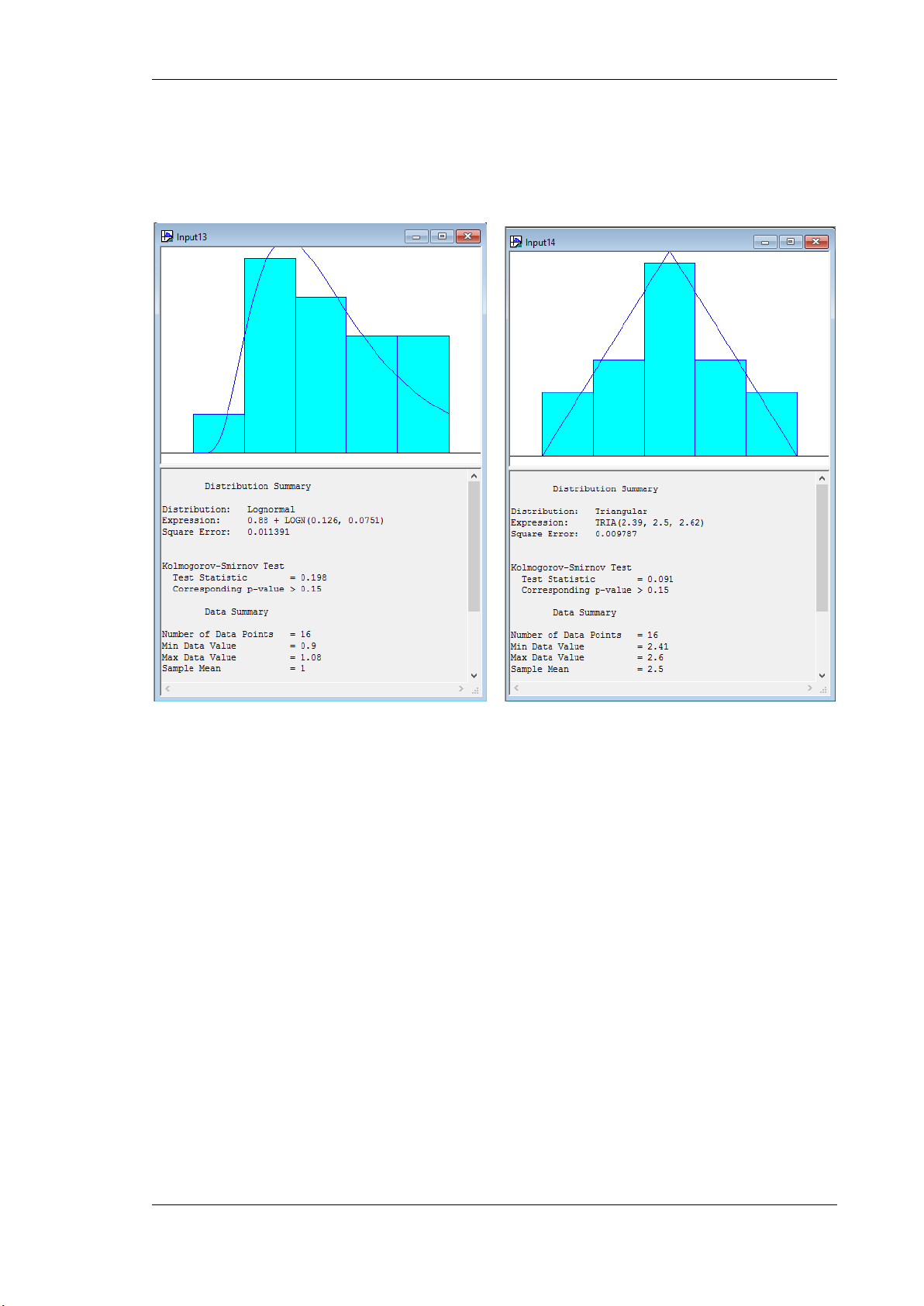
- Lắp vè và cao su chắn bùn NORM(1.98, 0.034) 13 - Lắp cản sau 0.88 + LOGN(0.126, 0.0751) 14 - Đánh bóng khung bao TRIA(2.39, 2.5, 2.62) 15
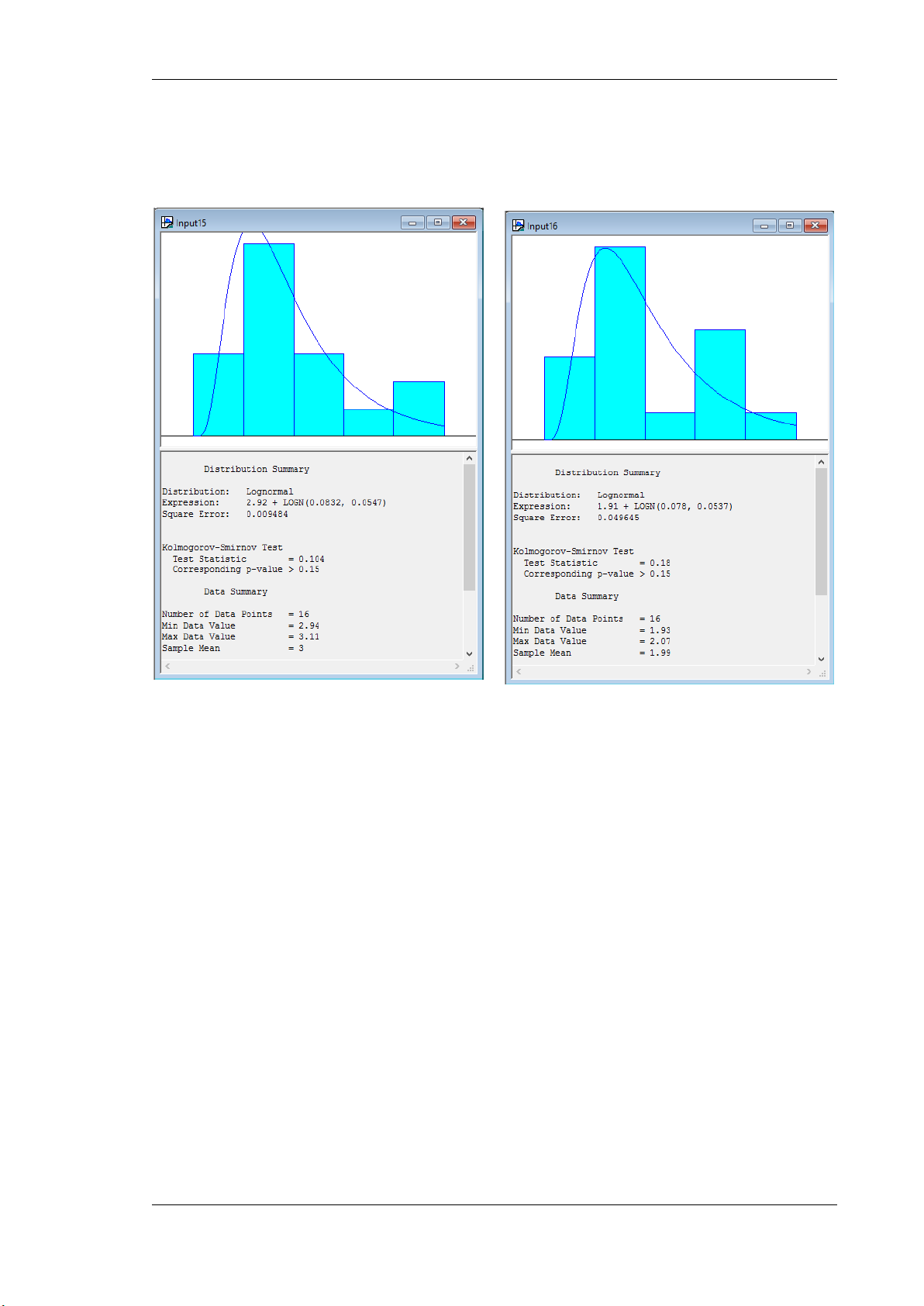
- Đánh bóng ốp trụ ngoài ốp đèn 2.92 + LOGN(0.0832, 0.0547) 16
- Đánh bóng cản hông + cản sau 1.91 + LOGN(0.078, 0.0537)
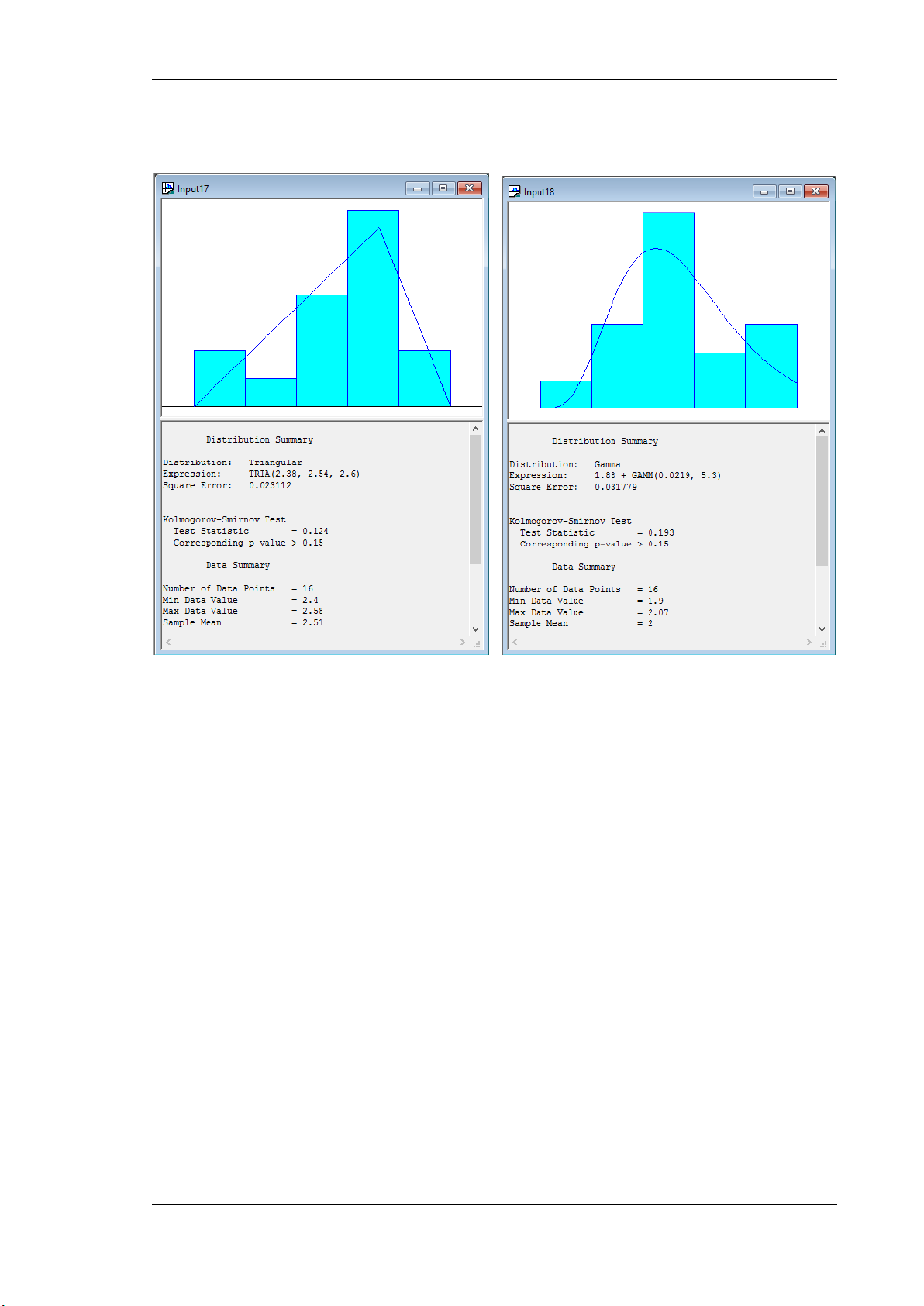
- Đánh bóng sàn + ốp trụ hoàn TRIA(2.38, 2.54, 2.6) 17 thiện 18 - Quét dầu chống rỉ 1.88 + GAMM(0.0219, 5.3)
SVTH: Nguyễn Trí Hải (B1407770) 32
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi Hàm phân phối STT Công đoạn thời gian (giờ)
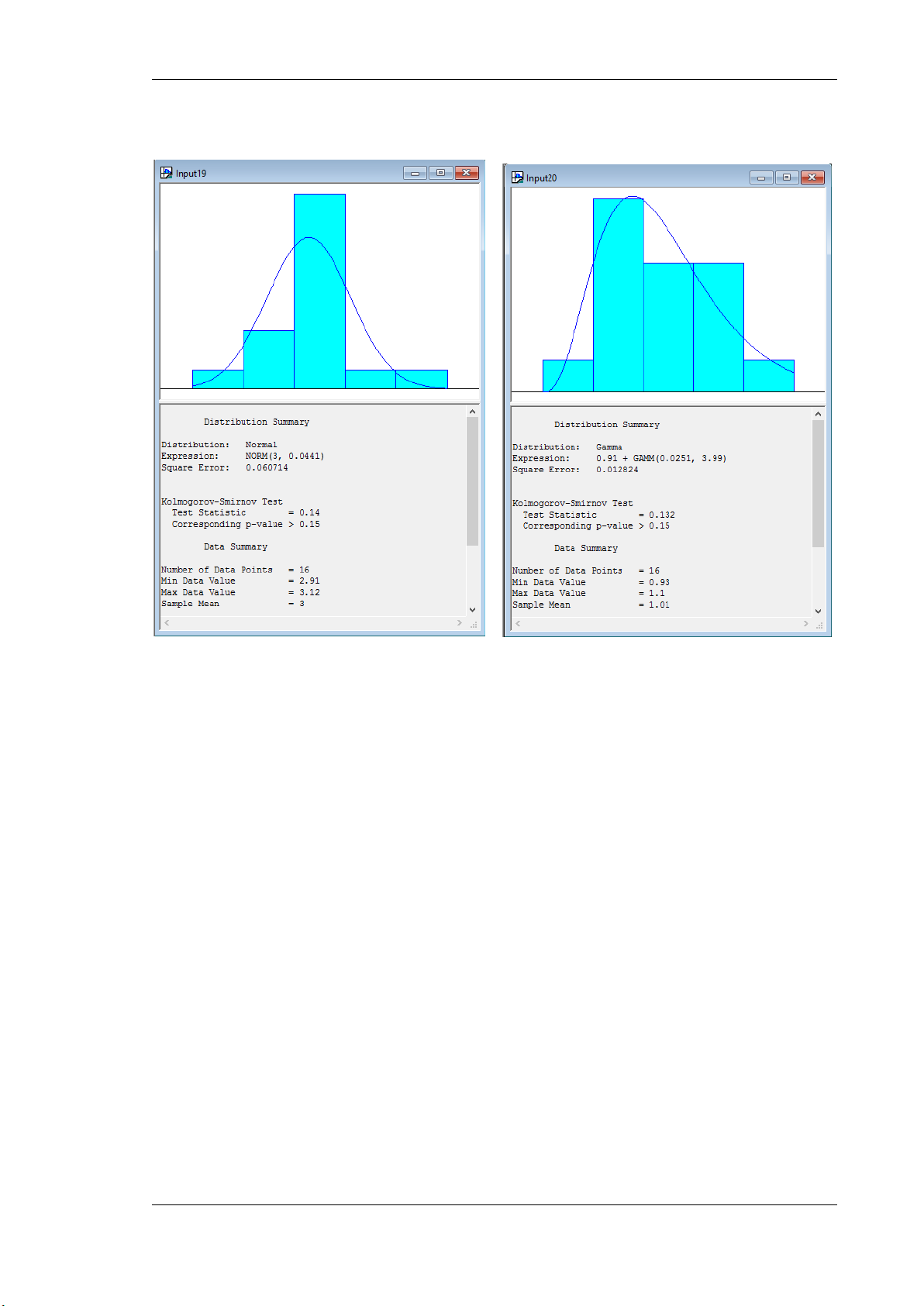
- Vệ sinh bề mặt cần sơn (Đánh NORM(3, 0.0441) 19 sét) 20 - Sơn lót lần 1 0.91 + GAMM(0.0251, 3.99) 21
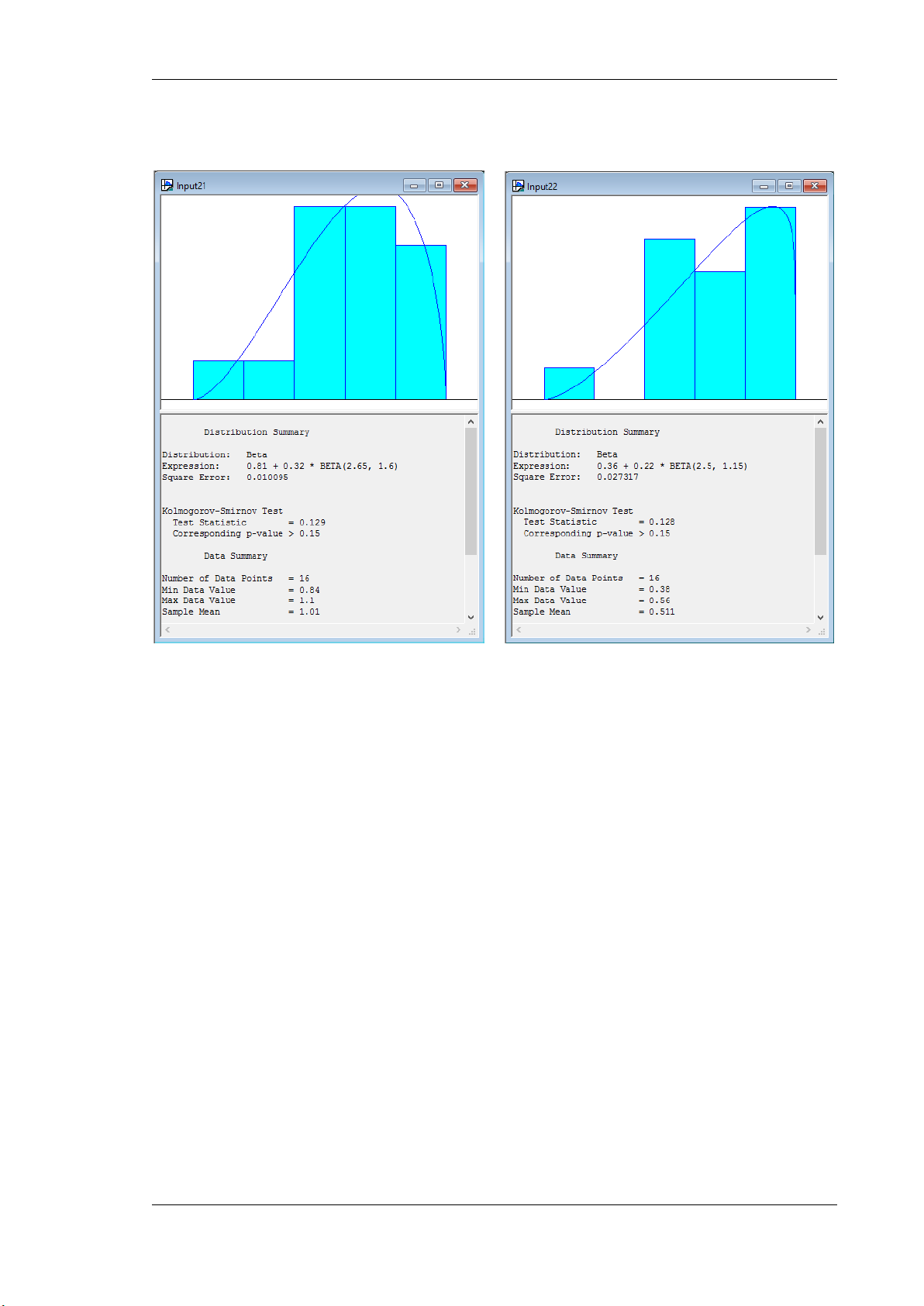
- Trét matit, xả phẳng bề mặt 0.81 + 0.32 * BETA(2.65, 1.6) 22
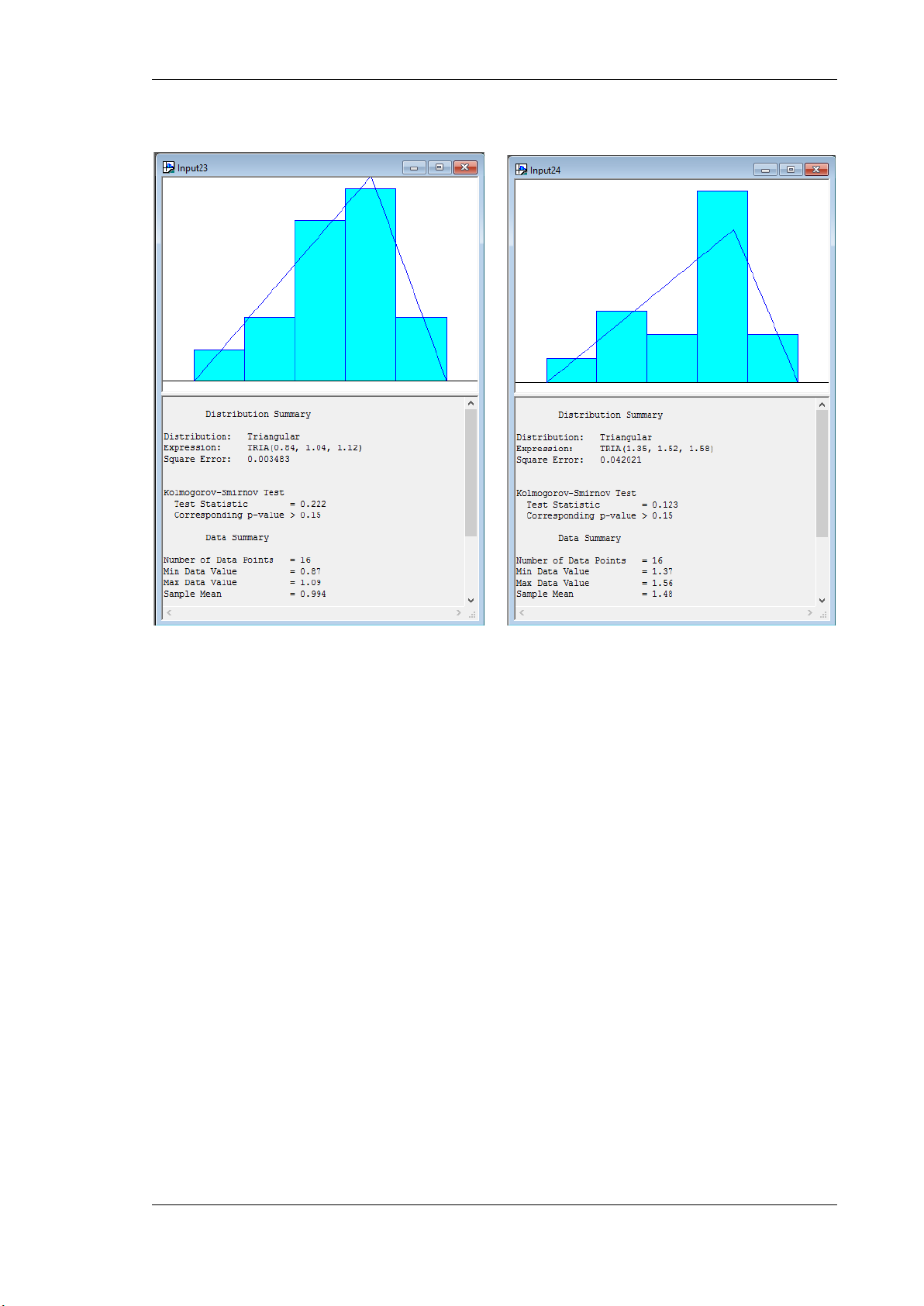
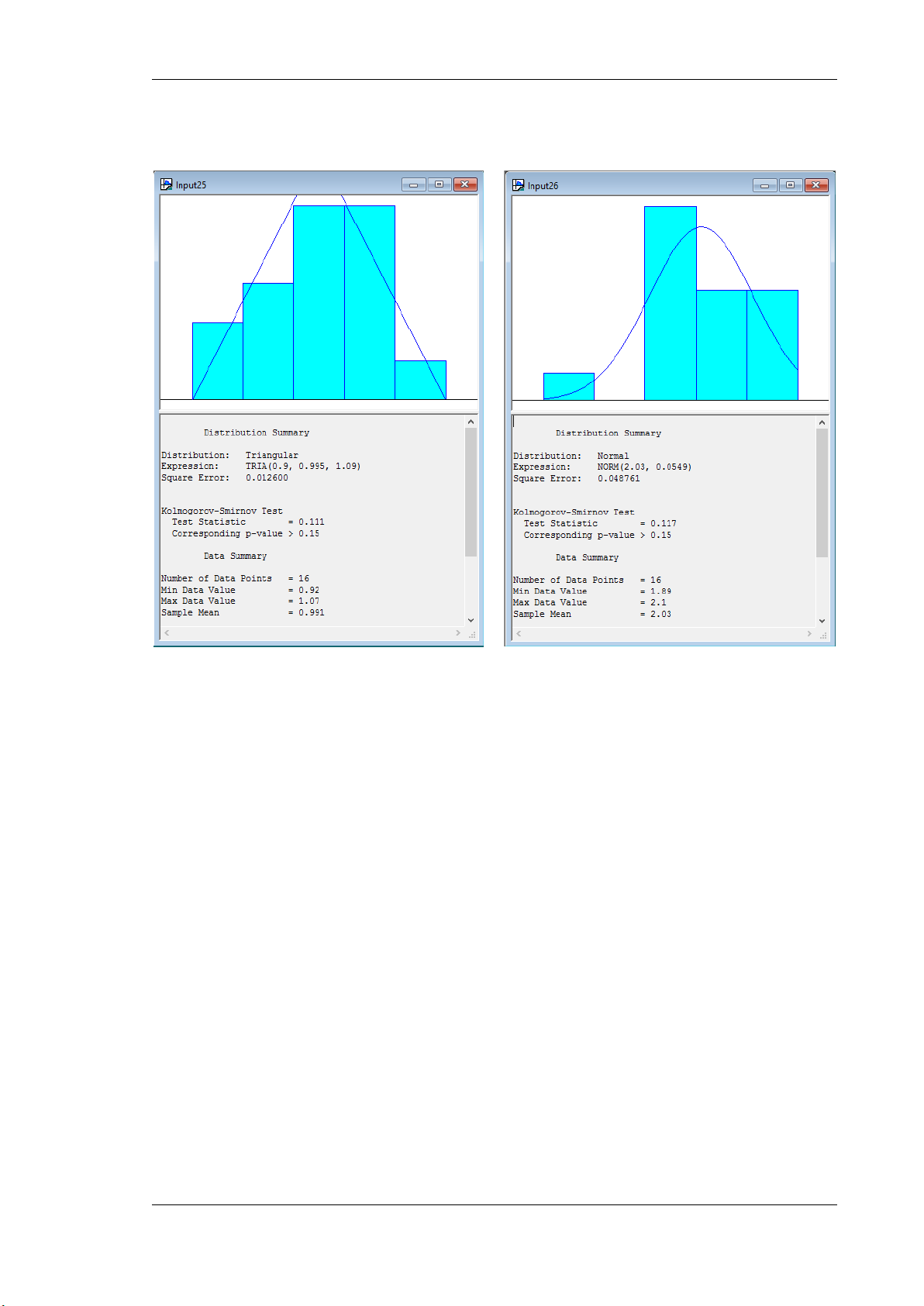
- Bắn silicon vào các khe hở 0.36 + 0.22 * BETA(2.5, 1.15) 23 - Sơn lót lần 2 TRIA(0.84, 1.04, 1.12) 24 - Sơn màu TRIA(1.35, 1.52, 1.58) 25 - Lắp tole vách trước TRIA(0.9, 0.995, 1.09) 26 - Lắp khung cắm kèo NORM(2.03, 0.0549) 27
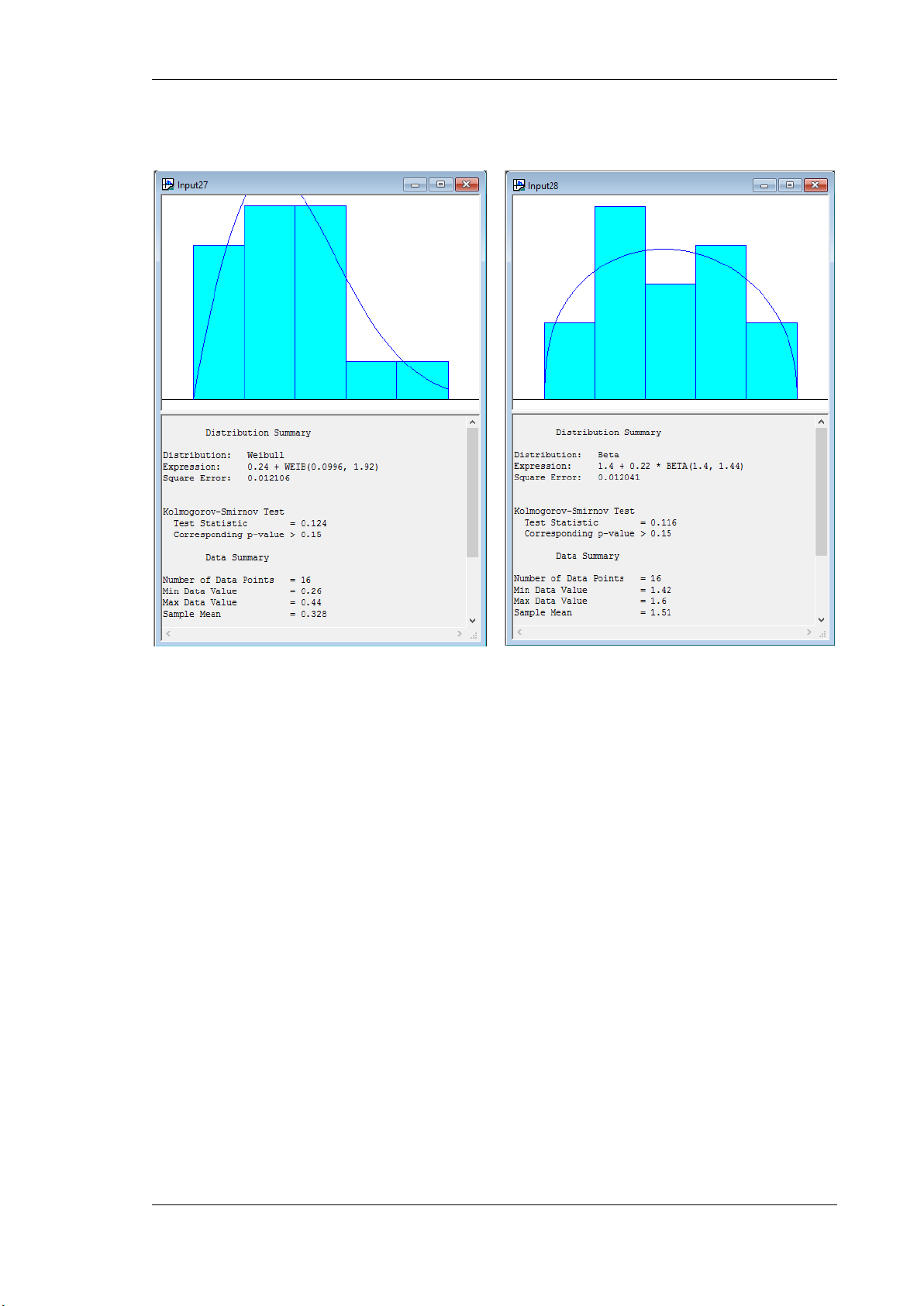
- Lắp kèo trước, kèo sau 0.24 + WEIB(0.0996, 1.92) 28 - Lắp vỉ sau 1.4 + 0.22 * BETA(1.4, 1.44) 29 - Lắp nhãn inox
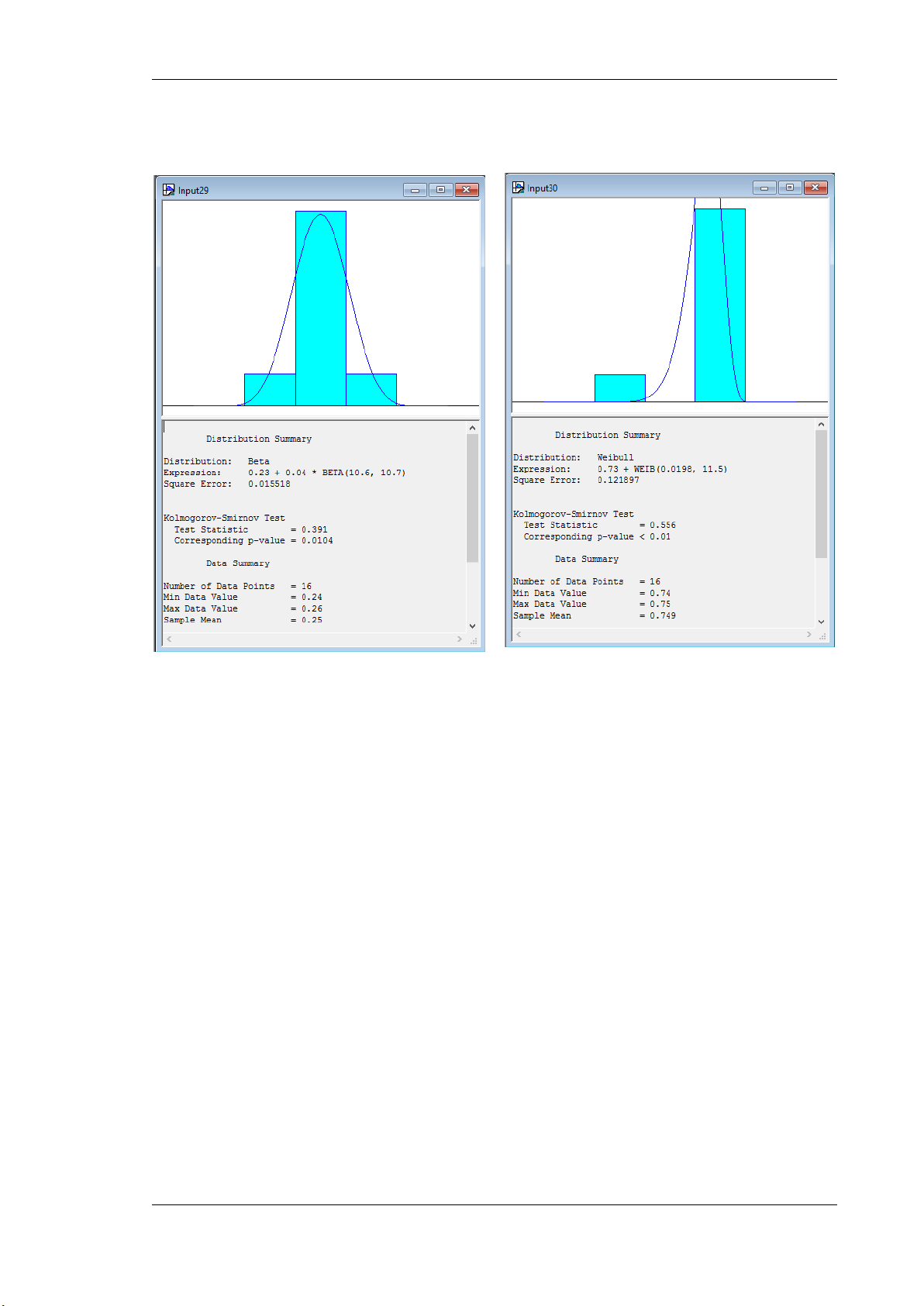
0.23 + 0.04 * BETA(10.6, 10.7) 30 - Vệ sinh tổng thể 0.73 + WEIB(0.0198, 11.5) 31 - Phủ bạc
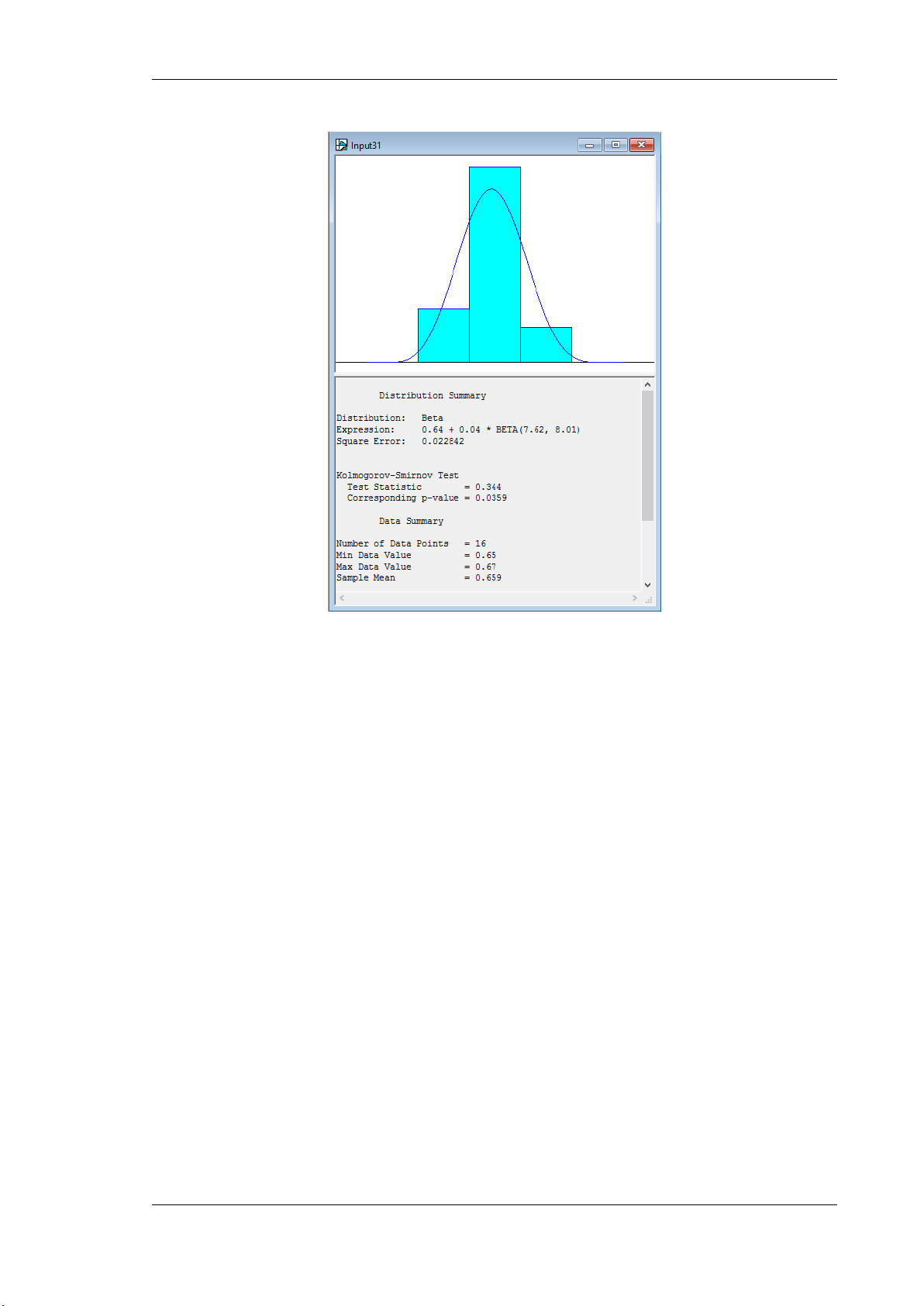
0.64 + 0.04 * BETA(7.62, 8.01)
5.2. Mô hình hóa hệ thống
5.2.1 Định nghĩa bài toán
Vấn đề đặt ra đối với đề tài là tái thiết kế vị trí các bộ phận trong quy trình
sản xuất lắp ráp thùng xe tải. Đảm bảo mang lại những tối ưu trong hoạt động sản
xuất của công ty. Vì thế bài toán cần giải quyết hiện tại là nâng cao hiệu suất sản
xuất, giảm chi phí vận chuyển, hạn chế tối đa thời gian chờ, nhận diện những điểm
thắt cổ chai (Bottleneck), thời gian nhàn rỗi trong dây chuyền. Từ đó giải quyết chúng
nhằm tăng tốc độ sản xuất cho dây chuyền, giảm được chi phí sản xuất cho công ty
bên cạnh việc đảm bảo chất lượng sản phẩm sản xuất. Nâng cao khả năng hoạt động
kinh doanh cũng như khả năng cạnh tranh của công ty lĩnh vực ô tô nói chung, thị
trường lắp ráp và sản xuất thùng xe tải nói riêng.
Áp dụng phàn mềm Arena mô phỏng phương án cải tiến “Phương án 1”.
SVTH: Nguyễn Trí Hải (B1407770) 33
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
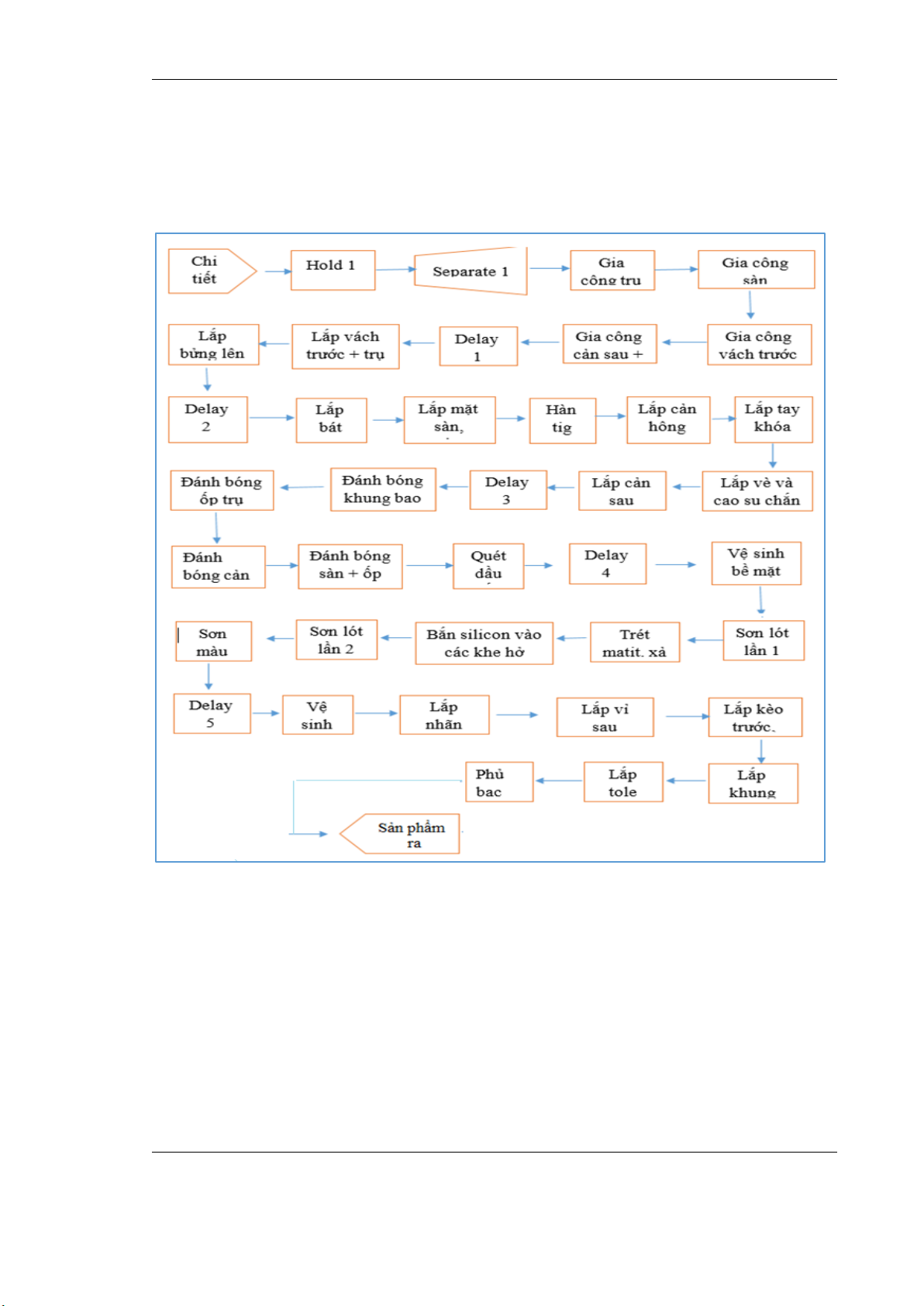
5.2.2 Lưu đồ quy trình
Hình 5.5. Lưu đồ logic.
SVTH: Nguyễn Trí Hải (B1407770) 34
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
5.3. Xây dựng mô hình mô phỏng
5.3.1. Các thành phần trong mô hình Arena
Mô hình sử dụng các module sau đây:
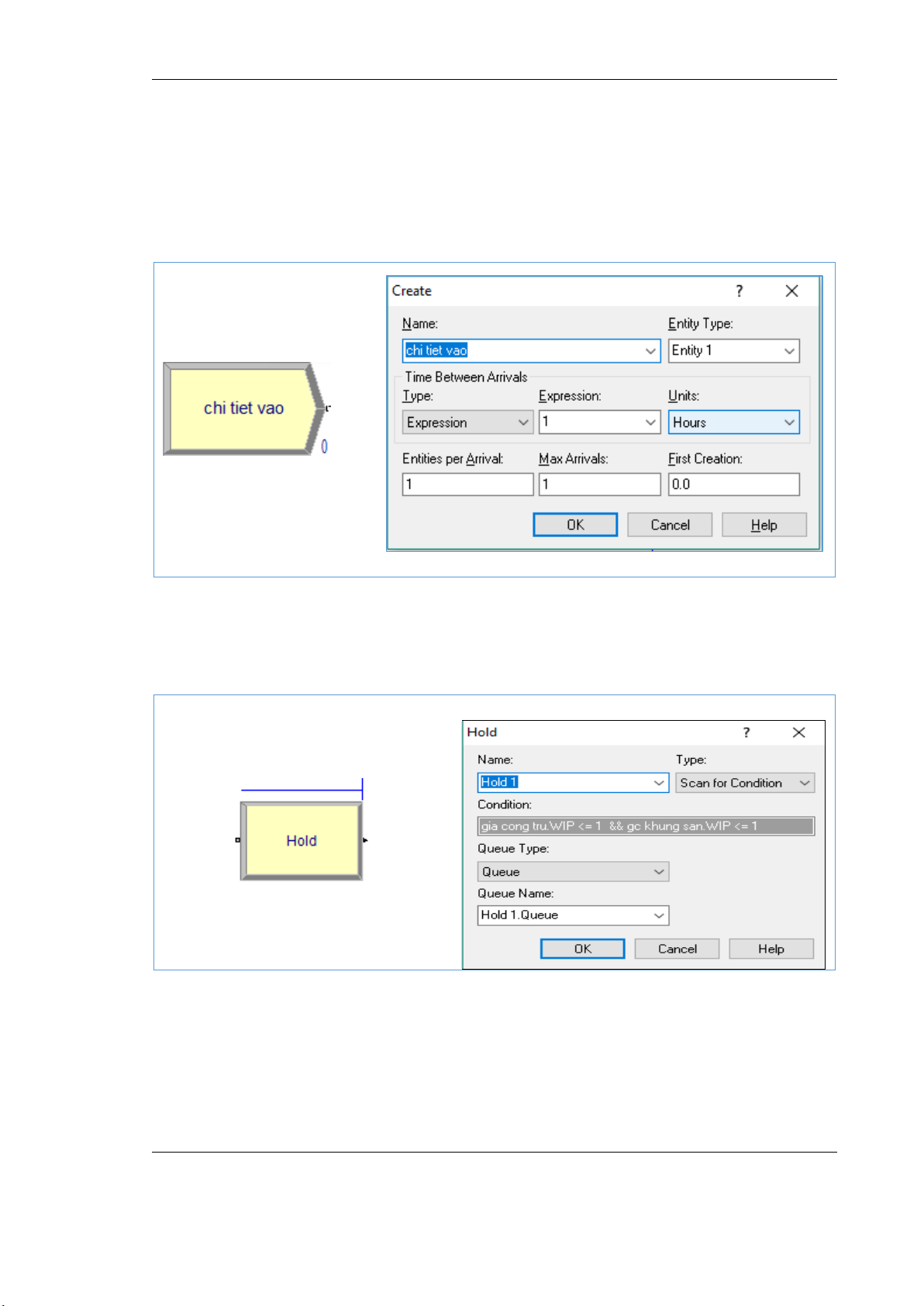
Khối Create: chi tiết vào.
Hình 5.6. Khối Create đầu vào.
Khối Hold: giữ nguyên liệu lại đièu phối.
Hình 5.7. khối Hold.
SVTH: Nguyễn Trí Hải (B1407770) 35
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
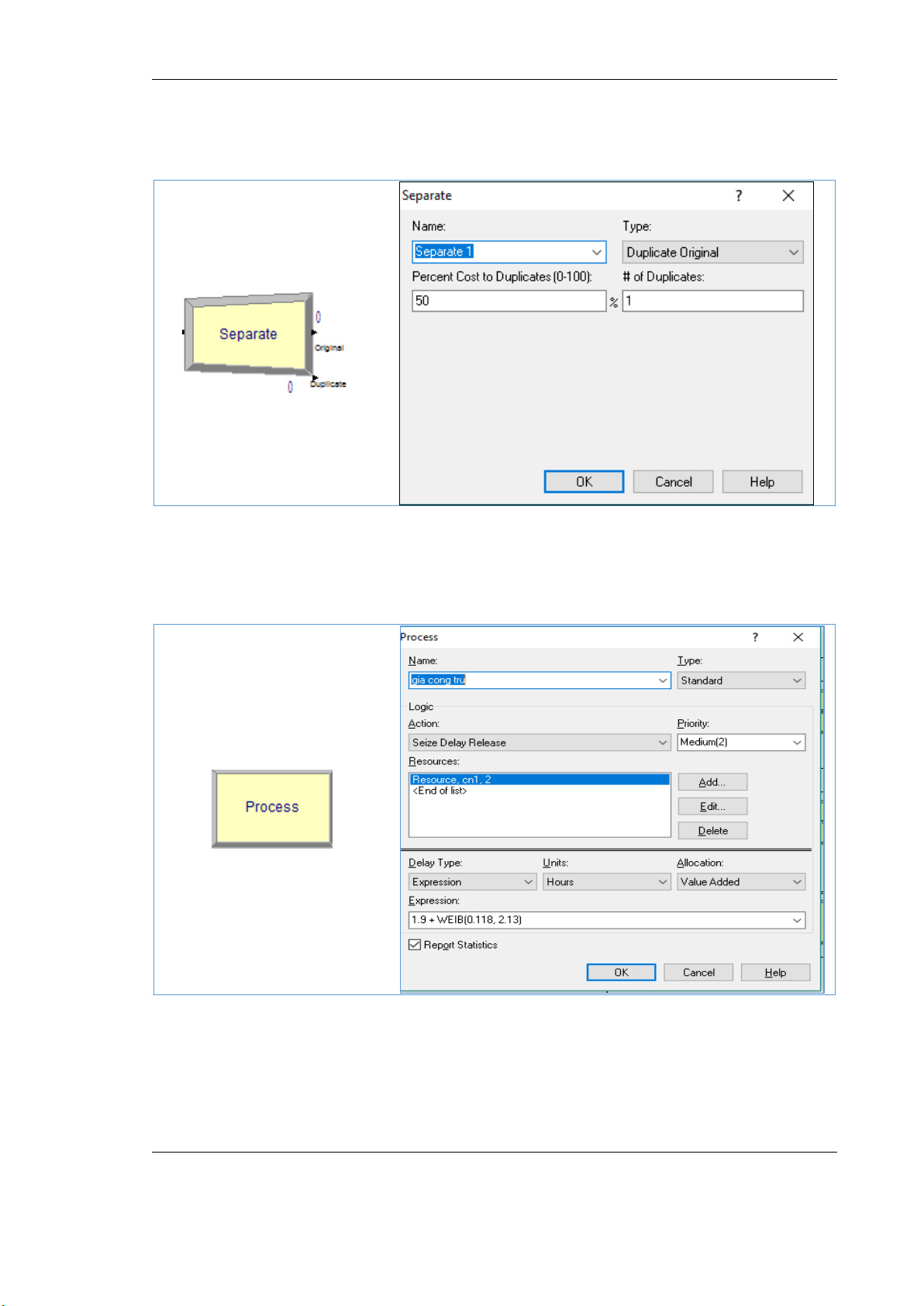
Khối Saparate: Tách thực thể.
Hình 5.8. khôi Separate
Khối Process: Thể hiện các công đoạn trong quy trình.
Hình 5.9. Khối Process.
SVTH: Nguyễn Trí Hải (B1407770) 36
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
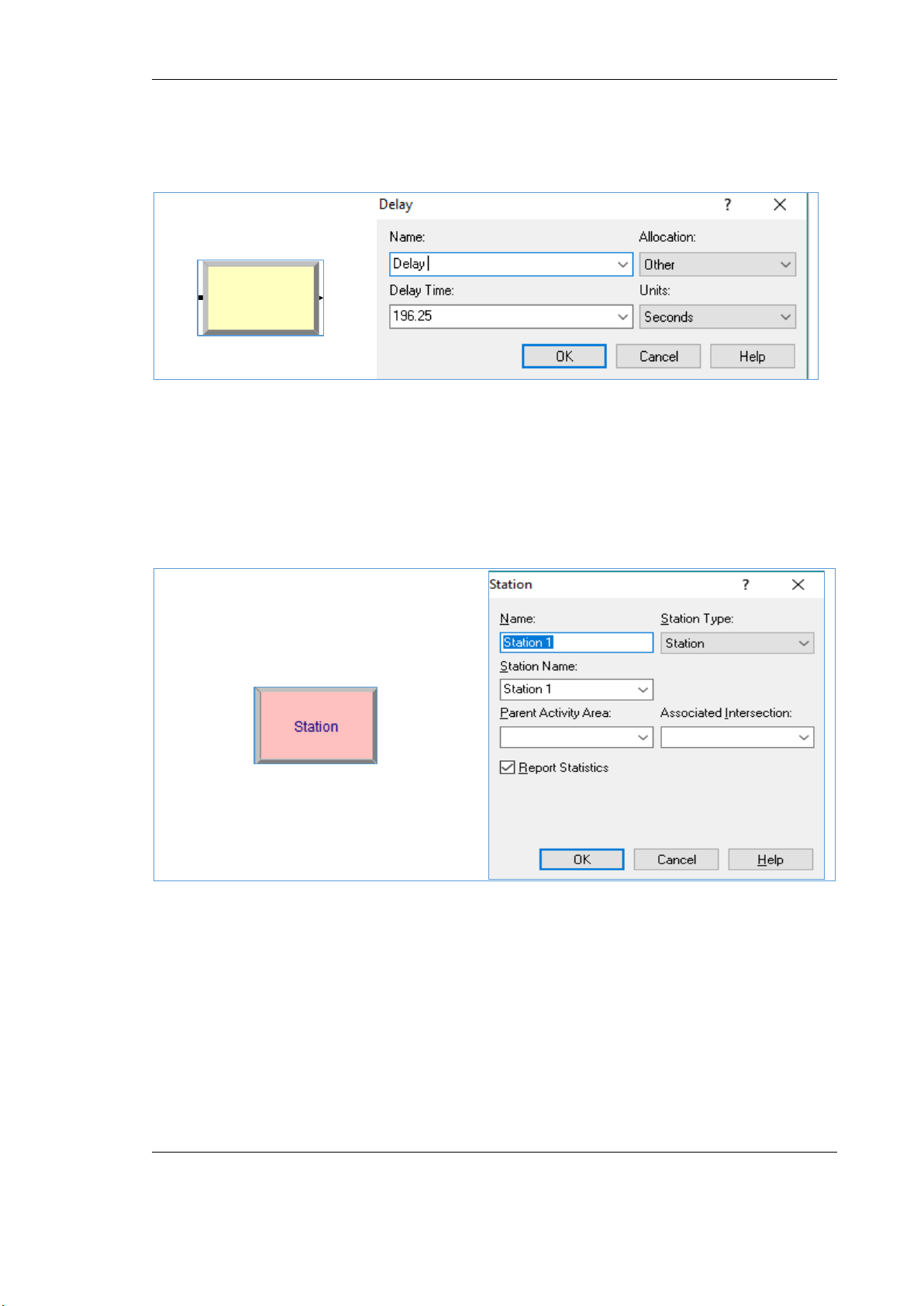
Khối Delay: khoảng cách các trạm. Delay
Hình 5.10. Khối delay.
Khối Station: Thể hiện trạm làm việc.
Hình 5.11. Khối station.
SVTH: Nguyễn Trí Hải (B1407770) 37
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
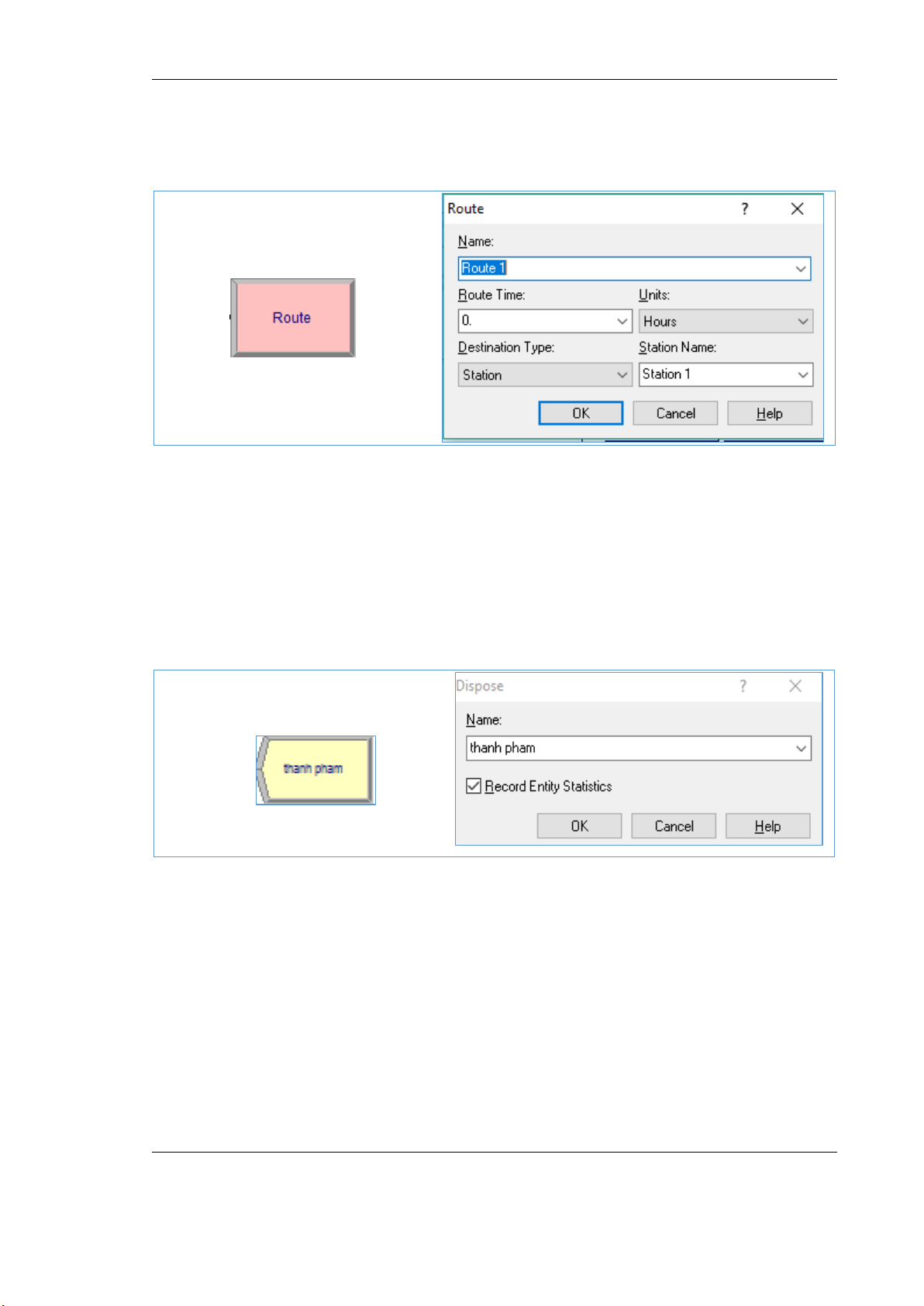
Khối Route: Biểu diễn đường đi của các chi tiết trong quá trình gia công.
Hình 5.12. Khối Route.
Khối dispose kết thúc
Hình 5.13. Khối dispose.
SVTH: Nguyễn Trí Hải (B1407770) 38
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
5.3.2. Các giả định
Do phạm vi giới hạn đề tài, các dữ liệu và thông tin chủ yếu thu thập qua
mạng và tài liệu liên quan.
Thời gian di chuyển giữa các bộ phận 1m=1s. Ta sẽ có thời gian di chuyển
lần lượt bằng khoảng cách giữa các bộ phận.
Nguyên liệu đầu vào được đặt hàng gia công sẵn cấp vào hệ thống liên tục: -
Số liệu về thời gian các công đoạn sản xuất được giả định qua việc ước tính từ
những tài liệu lý thuyết hàng đợi, các tài liệu có liên quan đến đề tài. -
Quá trình sản xuất là liên tục, không xảy ra dừng máy đột ngột do: máy móc
bị hư, thời gian nghỉ giải lao công nhân.
5.3.3. Mô hình mô phỏng Arena
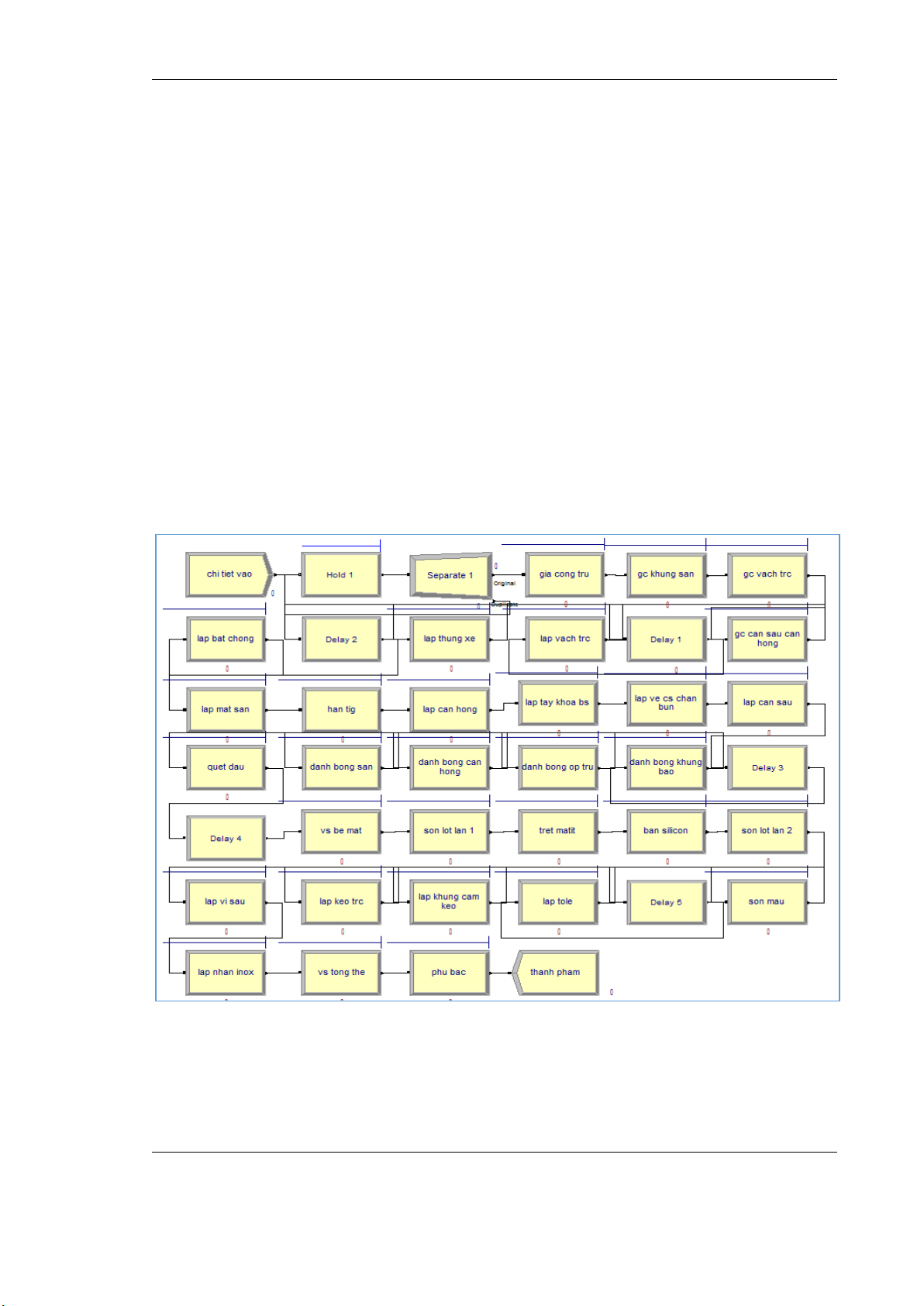
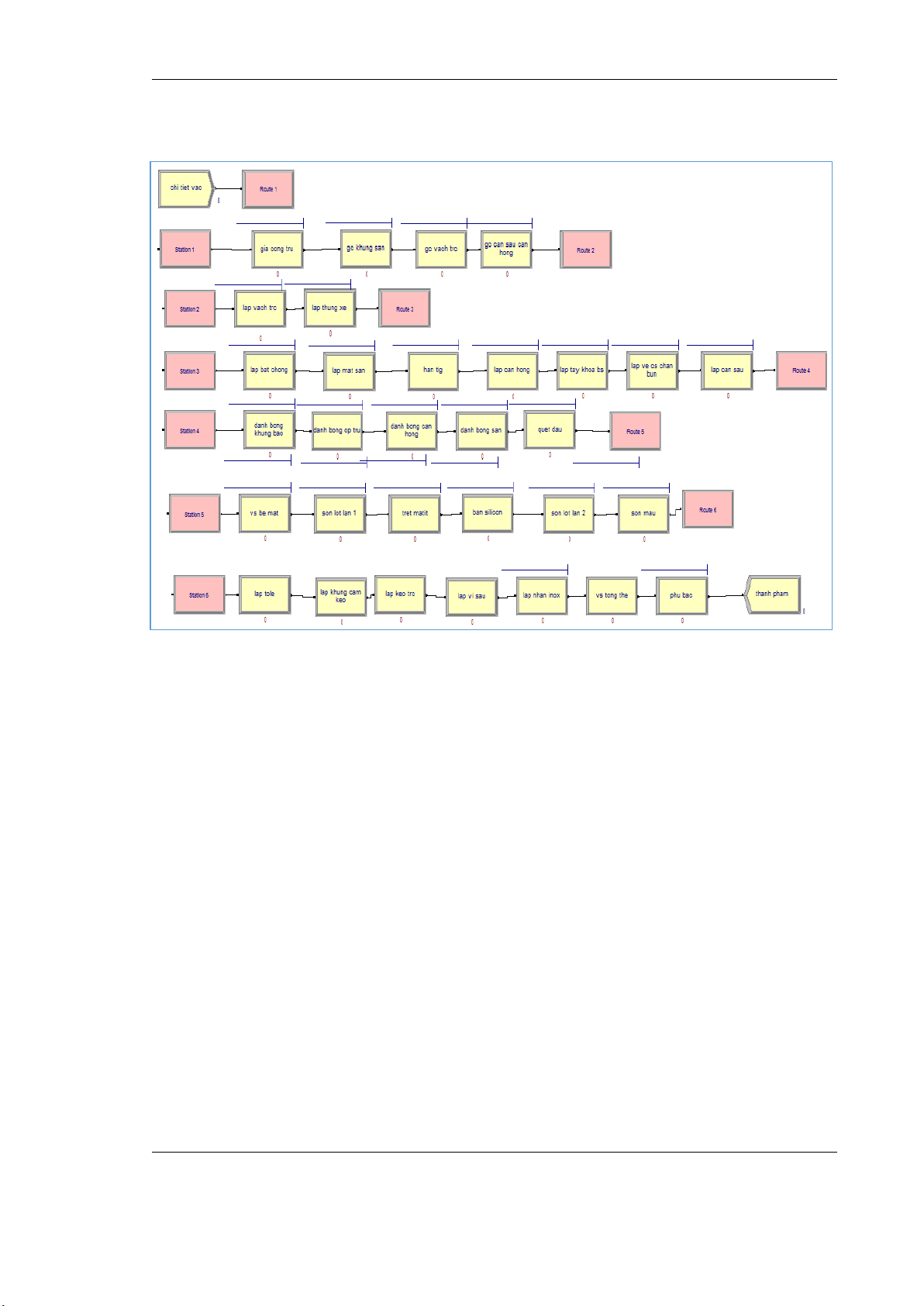
5.3.3.1. Mô hình logic
Hình 5.14. Mô hình logic.
SVTH: Nguyễn Trí Hải (B1407770) 39
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
5.3.3.2. Mô hình động
Hình 5.15. Mô hình động.
5.4. Kiểm chứng & hợp thức hóa mô hình
Trước khi xây dựng mô hình mô phỏng trên máy tính, người ta thường phải
xây dựng lưu đồ tính toán hay còn gọi là mô hình logic. Mô hình logic là cầu nối giữa
mô hình nguyên lý và mô hình mô phỏng. Mô hình logic phản ánh logic giữa các
bước tính, tức phản ánh thuật toán mô phỏng. Qua kiểm tra, mô hình đảm bảo:
Bao gồm tất cả các thành phần trong mô hình nguyên lý
Có thể chạy được trên phần mềm Arena mà không có bất kỳ lỗi hoặc cảnh báo
Do không có điều kiện tham quan và nắm bắt số liệu thực tế nên ta giả định
mô hình phản ánh đúng hệ thống thực, có thể đại diện cho hệ thống thực ở một mức
độ tin cậy nhất định.
SVTH: Nguyễn Trí Hải (B1407770) 40
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
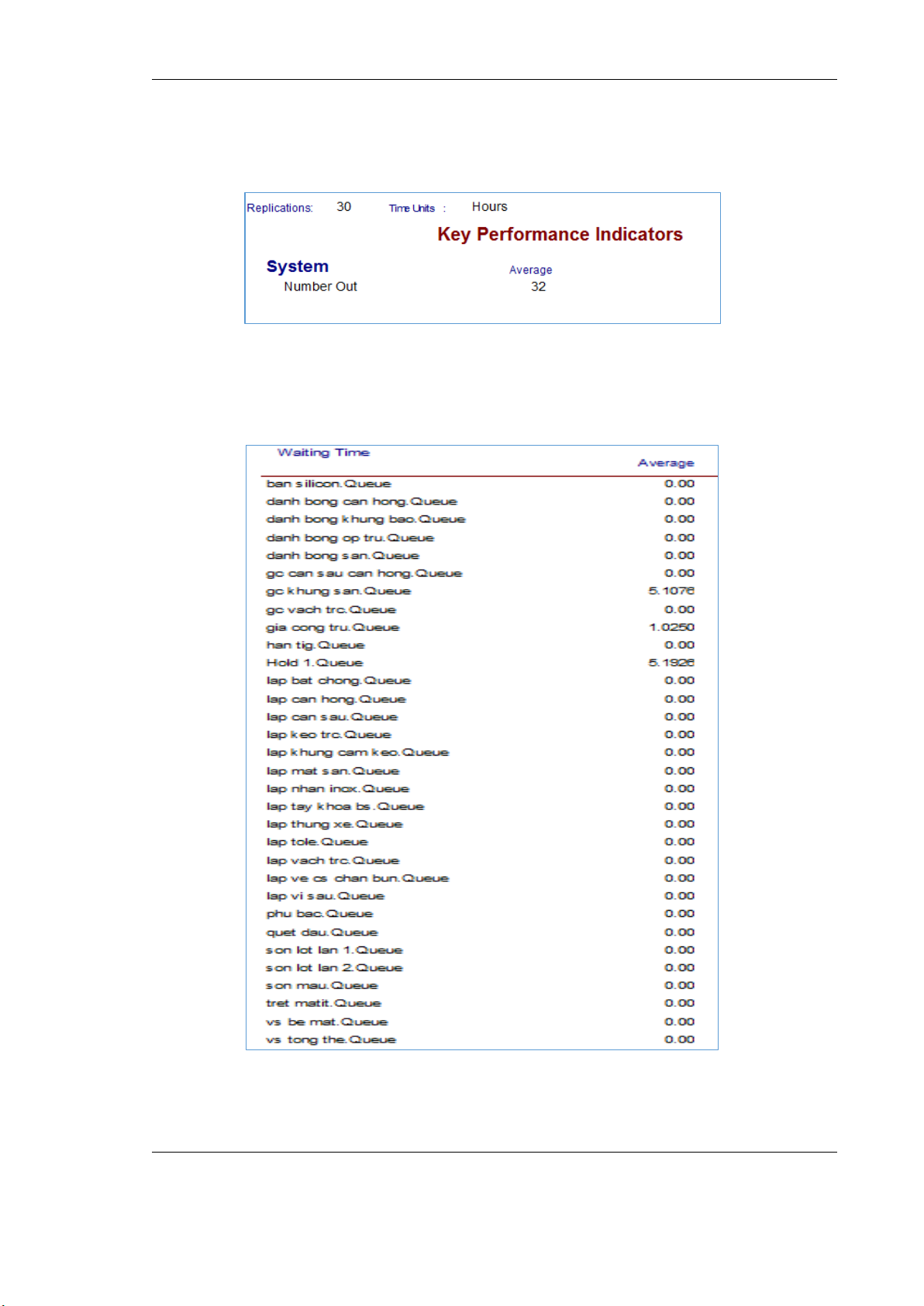
5.5 Kết quả mô phỏng và phân tích
Số lượng sản phẩm: sản phẩm đầu ra là 32 sản phẩm.
Hình 5.16. Kết quả đầu ra.
Thời gian chờ của các công đoạn:
Hình 5.17. Thời gian chờ các công đoạn.
SVTH: Nguyễn Trí Hải (B1407770) 41
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
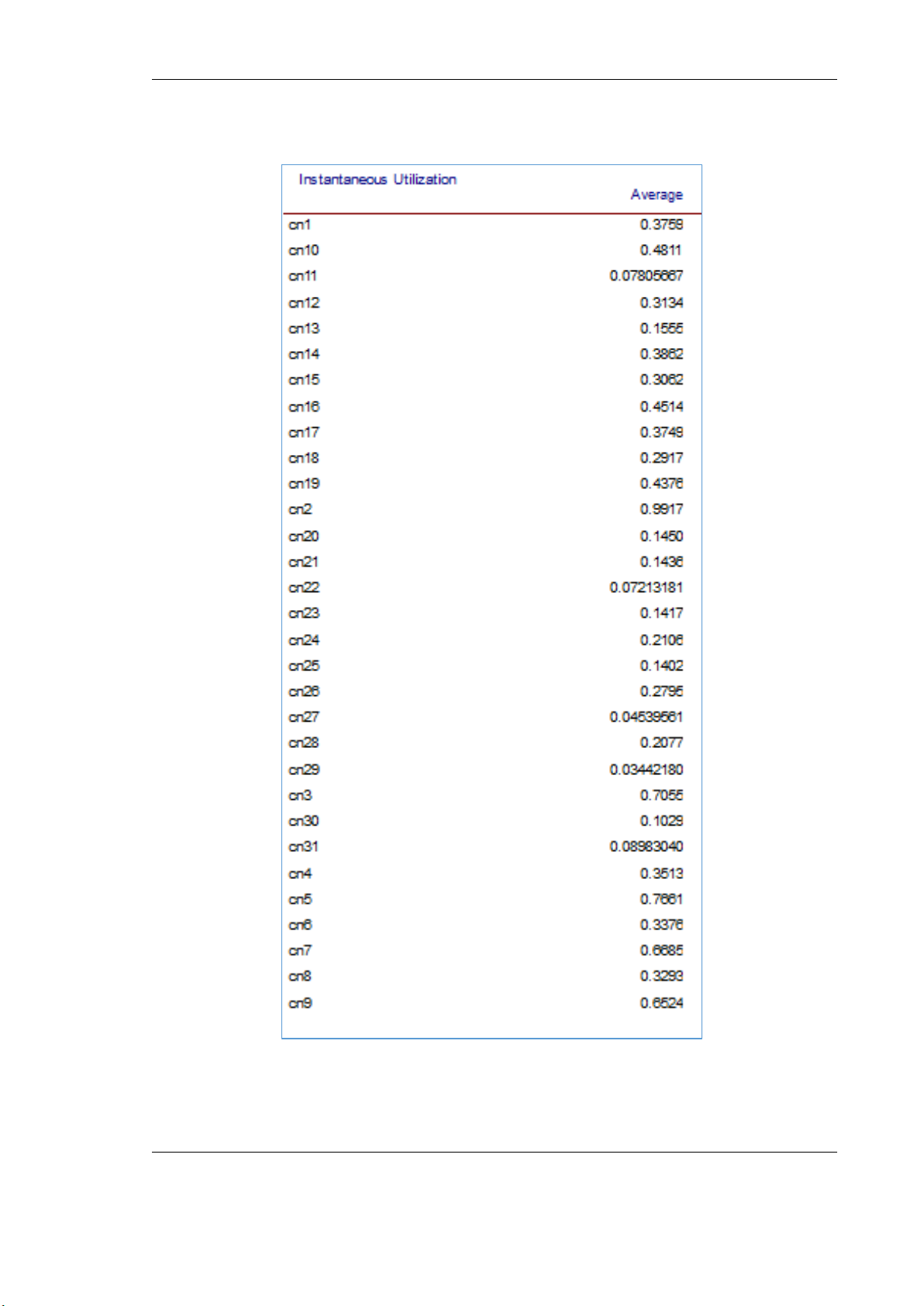
Hiệu suất của công nhân:
Hình 5.18. Hiệu suất của công nhân.
SVTH: Nguyễn Trí Hải (B1407770) 42
Nguyễn Chí Hải (B1407715)
Chương V: Xây dựng mô hình mô phỏng
GVHD: Nguyễn Trường Thi
5.6 Đề xuất cải tiến
Qua kiểm tra kết quả đầu ra nhận thấy hiệu suất ở các công đoạn chưa tận dụng
tối ưu và cần có những đề xuất như sau: các công đoạn có hiệu suất cao như công
đoạn 2 “gia công khung sàn”, công đoạn 16 “ đánh bóng cản hông”,..công nhân ở các
công đoạn này sau khi hoàn thành công việc của mình có thể hổ trợ công đoạn có
hiệu suất thấp như các công đoạn, 11, 22, 27, 29, 31. Cũng có thể cãi thiện bằng cách
tăng công nhân ở công đoạn có hiệu suất thấp này.
Qua thực hiện các phương án thì việc giảm thời gian chờ, cải thiện chất lượng
sản xuất của hệ thống, việc cãi tiến lại mặt bằng giúp cải thiện hiệu suất, năng lực
cho hệ thống rất nhiều và còn giảm chi phí lãng phí đáng kể mà không làm ảnh hưởng
đến hệ thống. Vì vậy nhóm mong công ty áp dụng phương án cải tiến 1 ở chương 4.
SVTH: Nguyễn Trí Hải (B1407770) 43
Nguyễn Chí Hải (B1407715)
Chương VI: Kết luận và kiến nghị
GVHD: Nguyễn Trường Thi CHƯƠNG VI
KẾT LUẬN VÀ KIẾN NGHỊ 6.1 Kết luận 6.1 Kết luận:
Khi thực hiện đề tài, luôn bám sát vào mục tiêu ban đầu đã đặt ra, nhằm đạt
được kết quả tốt nhất. Sau quá trình làm việc đã đạt được những kết quả sau:
- Hiểu được quy trình lắp ráp và mặt bằng bố trí của công ty ô tô Trường Long.
- Đã tái thiết kế lại mặt bằng cho tối ưu qua đó giảm được thời gian cũng như
chi phí sản xuất, lắp ráp. Qua đó chọn phương án cải tiến 1 là phương án tối ưu nhất.
- Xây dựng thành công mô hình mô phỏng và mô hình động trên phần mềm Arena.
- Dựa trên mô hình mô phỏng xác định được những điểm còn hạn chế trong
hoạt động lắp ráp và tìm được nút thắt cổ chai như: khoảng cách di chuyển chưa hợp
lí, hiệu suất công nhân chưa được tối ưu, thời gian chờ còn lớn…
- Đề ra được giải pháp cải tiến mô hình tốt hơn.
Tuy nhiên đề tài vẫn còn một số hạn chế:
- Chưa khảo sát được xưởng sản xuất, lắp ráp thực tế. 6.2 Kiến nghị
Để đồ án đạt được kết quả cao hơn và đạt được mục tiêu đề ra có kiến nghị nhưu sau.
- Được tham quan trực tiếp xưởng và thu thập số liệu khách quan và chính xác hơn.
- Cải tiến lại hệ thống một cách tối ưu nhất.
SVTH: Nguyễn Trí Hải (B1407770) 44
Nguyễn Chí Hải (B1407715)
Tài liệu tham khảo
GVHD: Phạm Thị Vân
TÀI LIỆU THAM KHẢO
1. Uttapol Smutkupt, and Sakapoj Wimonkasame “Plant Layout Design with
Simulation” .Proceedings of the International MultiConference of Engineers and
Computer Scientists 2009 Vol II IMECS 2009, March 18 - 20, 2009, Hong Kong.
2. Bobby John *, Jenson Joseph E “Analysis and Simulation of Factory Layout using
ARENA” . International Journal of Scientific and Research Publications, Volume 3,
Issue 2, February 2013 1 ISSN 2250-3153.
3. Manivel Muralidaran V, Sandeep D “Layout Planning in a Pump Manufacturing
Industry Using ARENA”. International Journal of Scientific & Engineering Research,
Volume 5, Issue 5, May-2014 432 ISSN 2229-5518.
4. Aju Pius Thottungal1 , Sijo “Redesign the Layout of a Forging Unit Using Discrete
Event Simulation”. M.T2 1PG scholar, 2Assistant professor, S. C .M. S. School of
Engineering and Technology.
5. Ab wahab “Simulation modeling and analysis of productivity enhancement in
manufacturing company using arena software siti hartini binti embong”
6. Aliyu, Aliyu Isah, Tukur Abdulkadir Sulaiman, and Abdullahi Yusuf. "Modeling
and Simulation Analysis of Health Care Appointment System using
ARENA."International Journal 4.1 (2015).
7. Venkat, Kumar, and Wayne W. Wakeland. "Using Simulation to Understand and
Optimize a lean service Process." Simulation Series 38.2 (2006): 242.
8. Kamrani, Mohsen, Sayyed Mohsen Hashemi Esmaeil Abadi, and Saeed Rahimpour
Golroudbary. "Traffic simulation of two adjacent unsignalized Tjunctions during rush
hours using Arena software." Simulation Modelling Practice and Theory 49 (2014): 167-179.
SVTH: Nguyễn Trí Hải (B1407770) 45
Nguyễn Chí Hải (B1407715)
Tài liệu tham khảo
GVHD: Phạm Thị Vân Webside:
1. https://voer.edu.vn/m/bo-tri-mat-bang-san-xuat-va-dich-vu/d2d2cc25 2. http://tailieu.vn/
3. http://www.iaeng.org/publication/IMECS2009/IMECS2009_pp1834-1839.pdf
4. http://www.ijsrp.org/research-paper-0213/ijsrp-p14102.pdf
5. http://www.ijetae.com/files/Volume3Issue8/IJETAE_0813_23.pdf
6. http://umpir.ump.edu.my/6559/1/CD7785.pdf
7. http://www.ijser.org/researchpaper/Layout-Planning-in-a-Pump-
Manufacturing-Industry-Using-ARENA.pdf
SVTH: Nguyễn Trí Hải (B1407770) 46
Nguyễn Chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi PHỤ LỤC
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn gia công trụ
Analyzer ở công đoạn gia công khung sàn
SVTH: Nguyễn Trí Hải (B1407770) 47
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn gia công vách
Analyzer ở công đoạn gia công cản sau
trước + vách sau + kèo vách trước + cản hông
SVTH: Nguyễn Trí Hải (B1407770) 48
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp vách trước +
Analyzer ở công đoạn lắp thùng lên xe trụ + vách sau + hàn nền + xiết bu lông quang
SVTH: Nguyễn Trí Hải (B1407770) 49
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp bát chông
Analyzer ở công đoạn lắp mặt sàn, máng nước lên thùng
SVTH: Nguyễn Trí Hải (B1407770) 50
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn hàn tig sàn + cản
Analyzer ở công đoạn lắp cản hông hông
SVTH: Nguyễn Trí Hải (B1407770) 51
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp tay khóa
Analyzer ở công đoạn lắp vè và cao su bửng sau chắn bùn
SVTH: Nguyễn Trí Hải (B1407770) 52
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp cản sau
Analyzer ở công đoạn đánh bóng khung bao
SVTH: Nguyễn Trí Hải (B1407770) 53
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn đánh bóng ốp trụ
Analyzer ở công đoạn đánh bóng cản ngoài ốp đèn hông + cản sau
SVTH: Nguyễn Trí Hải (B1407770) 54
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn đánh bóng sàn +
Analyzer ở công đoạn quét dầu chống ốp trụ hoàn thiện rỉ
SVTH: Nguyễn Trí Hải (B1407770) 55
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn vệ sinh bề mặt
Analyzer ở công đoạn sơn lót lần 1 cần sơn (Đánh sét)
SVTH: Nguyễn Trí Hải (B1407770) 56
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn trét matit, xả
Analyzer ở công đoạn bắn silicon vào phẳng bề mặt các khe hở
SVTH: Nguyễn Trí Hải (B1407770) 57
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn sơn lót lần 2
Analyzer ở công đoạn sơn màu
SVTH: Nguyễn Trí Hải (B1407770) 58
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp tole vách
Analyzer ở công đoạn lắp khung cắm trước kèo
SVTH: Nguyễn Trí Hải (B1407770) 59
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp kèo trước,
Analyzer ở công đoạn lắp vỉ sau kèo sau
SVTH: Nguyễn Trí Hải (B1407770) 60
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input
Phân tích dữ liệu đầu vào với Input
Analyzer ở công đoạn lắp nhãn inox
Analyzer ở công đoạn vệ sinh tổng thể
SVTH: Nguyễn Trí Hải (B1407770) 61
Nguyễn chí Hải (B1407715) Phụ lục
GVHD: Nguyễn Trường Thi
Phân tích dữ liệu đầu vào với Input Analyzer ở công đoạn phủ bạc
SVTH: Nguyễn Trí Hải (B1407770) 62
Nguyễn chí Hải (B1407715)
Tài liệu liên quan:
-

Đồ án quản lý dự án công nghiệp | Môn Quản lý dự án công nghiệp - Đại học Cần Thơ
121 61 -
Báo cáo Chuyên đề về Quản lý Tồn kho Nhà cung cấp | Môn Quản lý dự án công nghiệp - Đại học Cần Thơ
137 69 -

Nội dung thuyết trình giải pháp aps cho doanh nghiệp | Môn Quản lý dự án công nghiệp - Đại học Cần Thơ
98 49 -

Phân tích và Quản trị Sản xuất | Môn Quản lý dự án công nghiệp - Đại học Cần Thơ
127 64 -

Tiểu luận Quản lý Vật tư Tồn kho - KHUM: Mô hình cho Công ty Việt Tiến | Môn Quản lý dự án công nghiệp - Đại học Cần Thơ
121 61