Tài liệu ôn tập cuối kỳ môn Công nghệ thông tin | Đạo học Hoa Sen
Tài liệu ôn tập cuối kỳ môn Công nghệ thông tin | Đạo học Hoa Sen được sưu tầm và soạn thảo dưới dạng file PDF để gửi tới các bạn sinh viên cùng tham khảo, ôn tập đầy đủ kiến thức, chuẩn bị cho các buổi học thật tốt. Mời bạn đọc đón xem
Môn: Công nghệ thông tin (asf-1243) 109 tài liệu
Trường: Trường Đại học Hoa Sen 5.3 K tài liệu
Tác giả:









Preview text:
Expedient Homemade Firearms 9mm BSP Machine Gun Legal Note.
The weapon shown in the following document has not
been built and is a prototype design only.
All photo’s depict plumbing / hardware products and
components which are shown in their unmodified “as bought” condition.
For accademic study purposes only.
*Photo illustrates a selection of upper receiver components.
Expedient Homemade Firearms The 9mm reader is already familiar with the firearm construction methods ‘BSP’ shown in my previous
‘Expedient Homemade Sub -
Fir earms’ books.
I will l eave the reader to Machine
dec ide whether this design
is good, bad, or somewhere Gun in between! MATERIALS REQUIRED The following design
1. 1-1/4” BSP tube x 12 ½”
drawings illustrate the length.
construction of a 9mm sub-
2. 2.5mm st eel sheet (x2) 9-
machine gun utilizing off the ¾” length.
shelf ‘Bri tish Standard Pip e’
3. 4 0x20 x 2.5mm tub e. (BSP) Fittings.
4. 3 4.93x 15.88 x 1.6mm tub e BSP fittings, commonly
5. 2 0g x 3/8” spring steel.
known as ‘Malleable Iron
6. 1 /8” steel plate.
Fittings’, are readily 7. ¼” “ “
availa ble from most good 8. ¼” “ “
9. 5 /8”x 14g steel sheet.
trade plumbing outlets. 10. 6mm s tudding
Because this BSP machine connectors x 2.
gun design uses some of
11. 6mm c ap screws x 4.
the same components se en
12. Dow el pins, 4 & 6 mm dia.
in ‘Expedient Home made
13. 1” x 1/8” round tub e.
Fir earms’ Volume I, I have
14. 35mm di a’ rubb er stock. not discussed th eir
15. 1 ¼” x ½” BSP Reduc er.
manufacture again here, for 16. ½” BSP Socket.
fear of boring the reader,
17. ½” BSP Lock Nut .
and myself. The magazine
18. ½” BSP Threaded Tube.
and mag azin e well being 19. 1 ¼” BSP Cap. two examples. 20. 15.88 x 3. 25mm Hydraulic tub e.
The foll owing design is
21. Assorted nuts and bolt. offered on the understandin g that the -1- 1 1 2 1 1 3 6 1 0 1 4 2 1 4 5 5 13 1. 15.88 x 3.25mm tubing. 6 8 9 2. ½” BSP Socket. -2- 3. ½” BSP nipple. 4. ½” BSP lock nut
5. 1 ¼” x ½ ” BSP reducer. 6. Magazine Catch. 7. Magazine. 7 8. Trigger. 9. Trigger Bar. 10. Bolt. 11. Sear. 12. Mainspring. 13. Stock anchor point.
14. 1” Diameter x 1/8” tube. 15. Rubber buffer. 16. 1 ¼ ” BSP pipe Cap.
Expedient Homemade Firearms. BSP-SMG TEMPL ATES
(Internal Components. Hole Diameters Arrowed) 6mm 3.8mm 4mm 3.8mm Trigger. Sear. ¼” Plate 1/8” Plate. 4mm Trigger Bar. ¼” Plate. Trigger Guard. 14 gauge sheet steel. Magazine Well. 66 mm 40 x 20mm Tube. Mag azine Catch. 20 gauge spring steel.
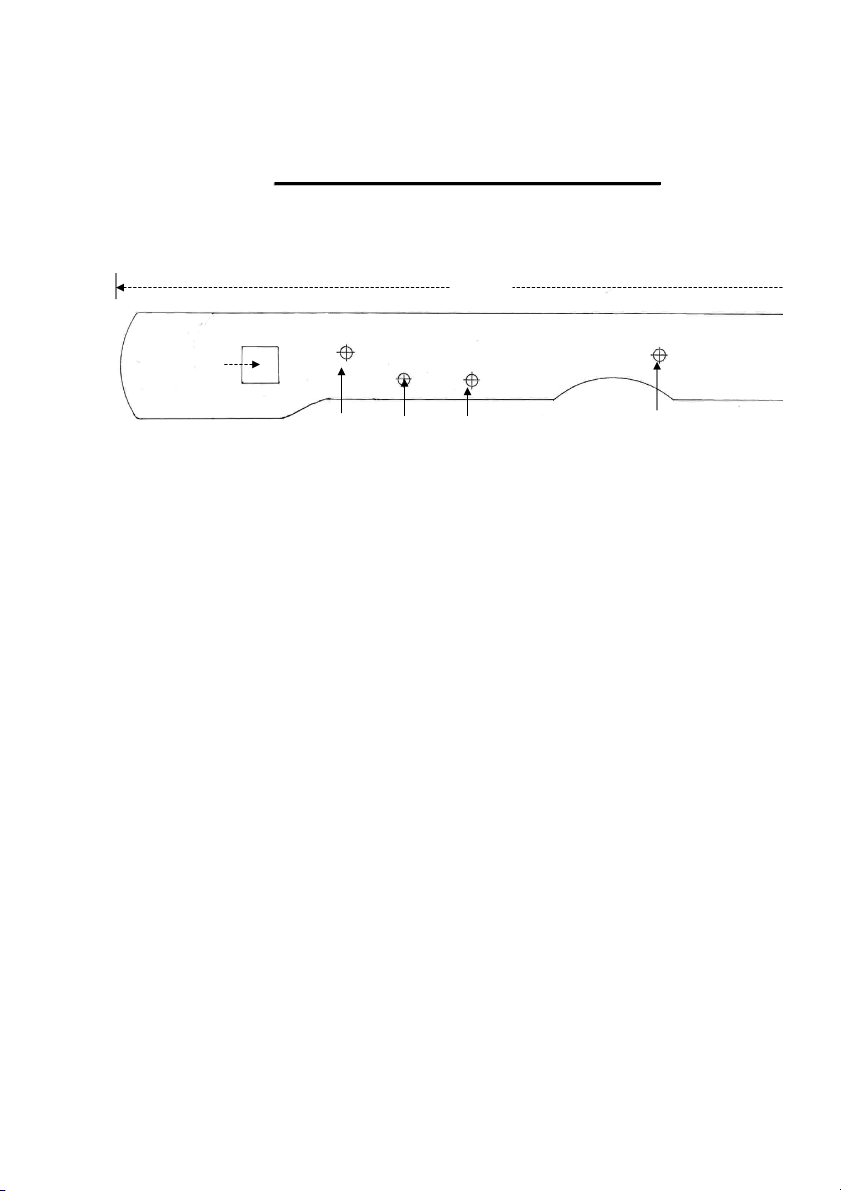
Magazine Stop. 40 x 20mm Tube. -3- LOWER RECEIVER TEMPLATE
(Hole diameters shown in millimetres) 9 ¾’’ -4- 2.5mm steel A. Sheet. 6mm 6mm 4mm 4mm
The lower receiver is composed of two receiver side
- plates, each being 9¾’’ in length.
Each plate is identical. Each side
- plate is cut from a length of 2.5mm thick steel sheet
to the shape of the above template. The square recess shown in figure ‘A’ is the anchor
point for the shoulder stock. This measures ½’’ square.
Note: If the template is not 9¾’’ in length when printed, it may be enlarged using a
photocopier until the necessary length is achieved. LOWER RECEIVER ASS EMBLY
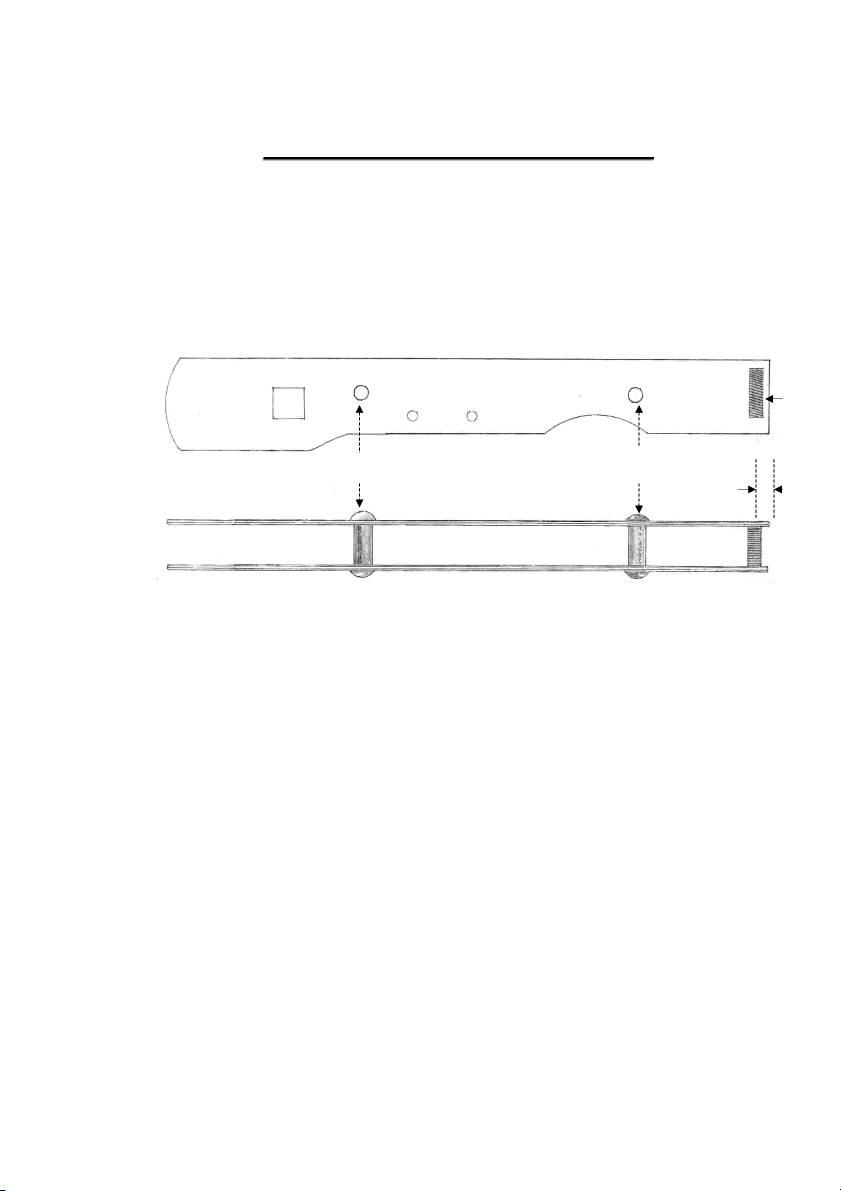
To create the lower receiver assembly, the two receiver side - plates are joined together
by spacing them between two 6mm studding connectors, (A and B). Four dome head
ca p screws are then screwed into the connectors and thoroughly tightened, effectively
holding the assembly together. The two connectors must be exactly 20mm in length.
As bought, 6mm connectors are usually this exact length, but if they are not, they may
be trimmed on a lathe until the required length is achieved.
A section of steel plate measuring 20 x 20mm is now silver soldered between the two
side - plates in the position shown at ‘C’ below. The plate should be ¼ ” thick. A gap of 2mm should now exist betw
een the plate and the end of the receiver. -5- Side View C STIDDING CONNECTOR ‘A’ STUDDING CONNECTOR ‘B’ 2.5mm Top View
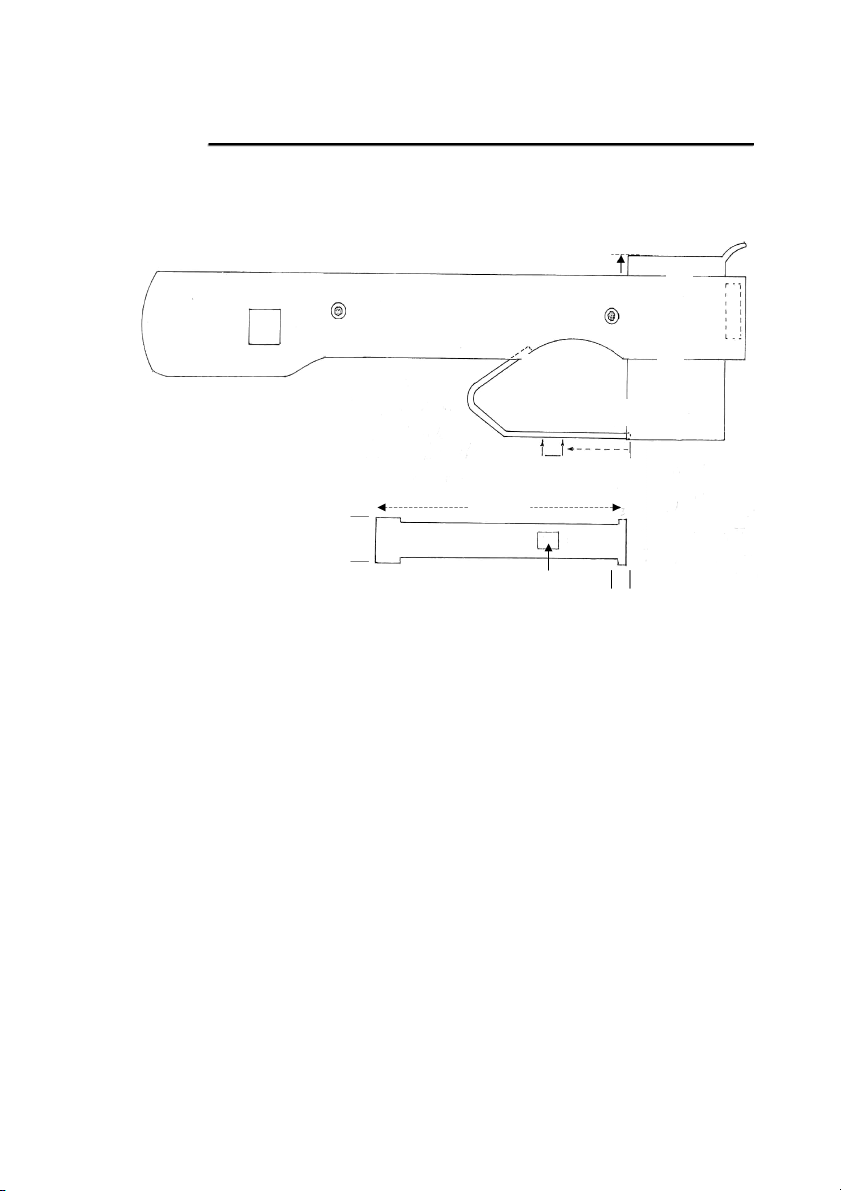
LOWER RECEIVER: WELL AND GUARD FITTED
The magazine well is inserted into the receiver and welded in place along points ‘A’ and ‘B’.
Note: Do not weld along opposite side of point ‘B’. It must be ensured before welding that
the top edge of the well is 7mm above the top edge of the receiver. 7mm B -6- A C
The trigger guard is made from
a 103mm length of 5/8” steel D sheet. This sheet should b e
5/8” wide. The guard is formed
to the shape of the template on 27mm page 3. A hole measuring 9x7mm is 103mm cut through the guard, 27mm 5/8”
from its front edge. This hole Trigger Guard
will accept the lower leg of the trigger. The guard is silver 3mm
soldered in position at points 9x7mm ‘C’ and ‘D’
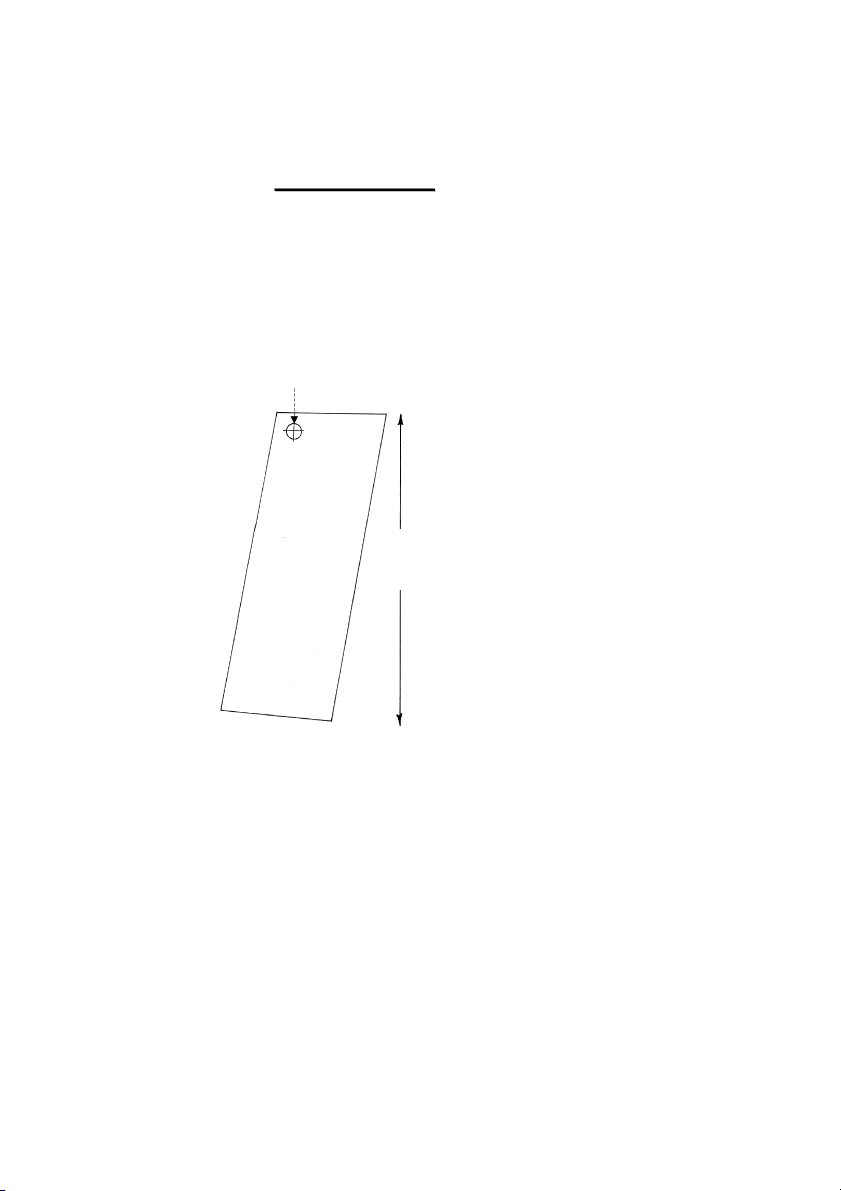
Expedient Homemade Firearms. BSP-SMG PI ST OL GRIP
The grip is the next part to make.
It is made from a 112mm length of 40 x 20mm tubing.
A 5.8mm diameter hole is drilled through the grip in the position
shown in the accompanying grip template.
Before the grip is fixed to the receiver the sear must be made and fitted. See page 8. 5.8mm m Grip Template 112m -7-
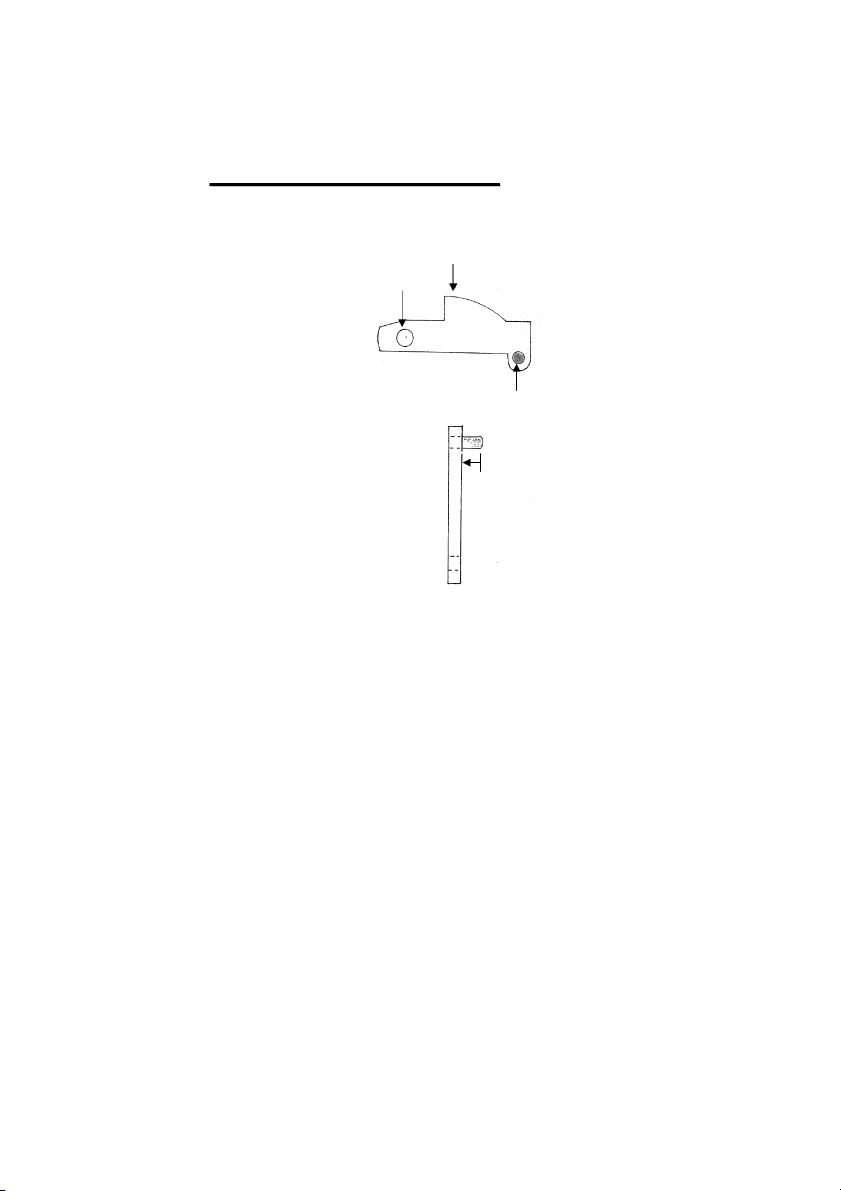
Expedient Homemade Firearms. BSP-SMG SE AR CONST RUCTION
The sear is cut from a section TOP
of 1/8” thick steel plate. See templates, page 3. 6mm A 4mm diameter dowel pin is tapped into the sears 3.8mm hole. Right Side The pin should protrude 8mm from the sears right side when fitted. 4mm The sear is made from mild dowel pin steel and should be case hardened after final shaping. 8mm Sear - Right Side. -8-
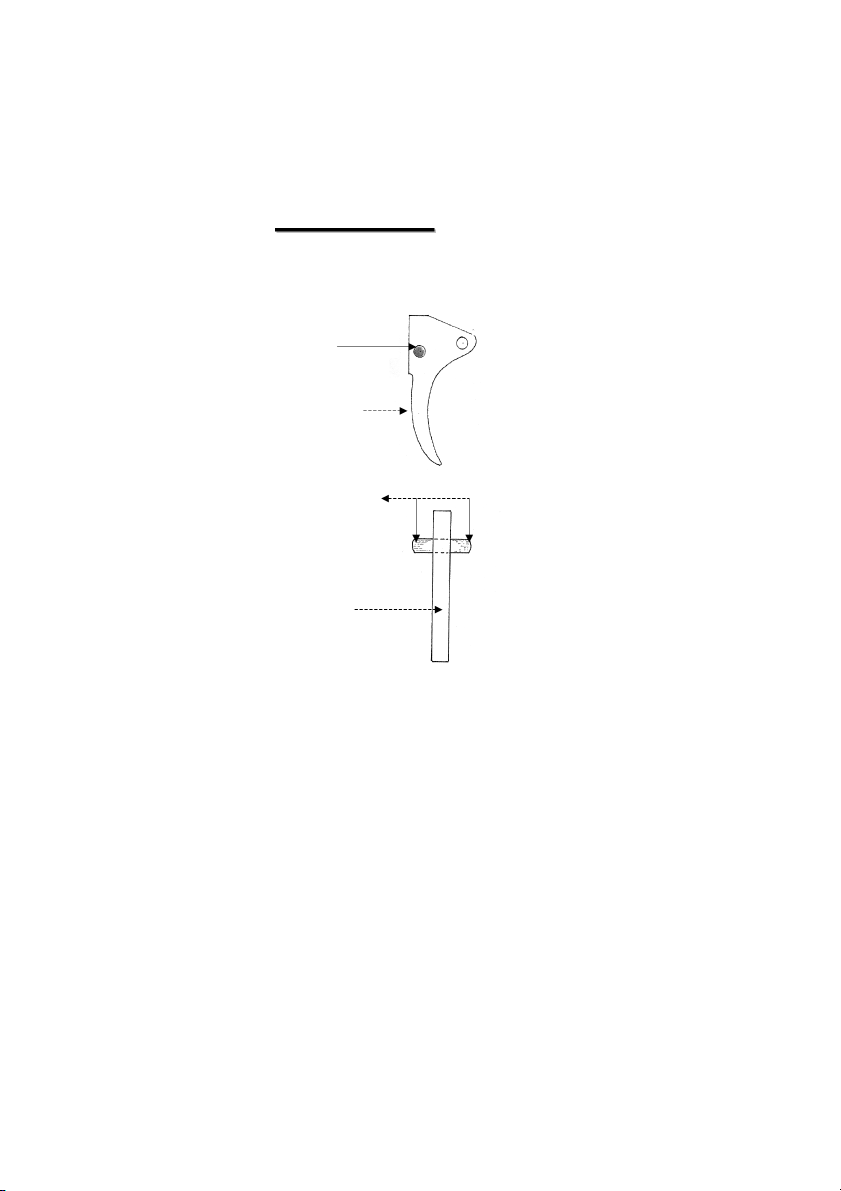
Expedient Homemade Firearms. BSP-SMG TRIGGER 4mm Dowel Pin Rear Pin must protrude 6mm from each side of trigger. Rear View
The trigger is made from a section of ¼” thick steel
plate. A 4mm diameter dowel pin (a spring pin could be
used as a substitute) is tapped into the 3.8mm hole.
The pin must protrude 6mm from each side of the trigger when fitted. -9-
Tài liệu liên quan:
-

Những lưu ý ban đầu của Auto - Tài liệu tham khảo | Đại học Hoa Sen
273 137 -

Đồ án: Tìm kiếm thông tin trên Internet - Tài liệu tham khảo | Đại học Hoa Sen
288 144 -

Bài tiểu luận tổ chức quản lý môn công nghệ thông tin - Tài liệu tham khảo | Đại học Hoa Sen
390 195 -

Kỹ năng viết email chuyên nghiệp - Tài liệu tham khảo | Đại học Hoa Sen
226 113 -

Simulation-Based Optimization for Yard Design at M - Tài liệu tham khảo | Đại học Hoa Sen
280 140