Đồ án Thiết kế Công nghệ đúc môn Đồ án chuyên ngành CNTP (Thiết kế) | Trường Đại học Bách Khoa Hà Nội
Ngành luyện kim từ trước đến nay luôn giữ một vai trò quan trọng trong sự nghiệp xây dựng và phát triển xã hội chủ nghĩa của nước ta. Tài liệu được sưu tầm gồm 37 trang, giúp các bạn ôn luyện và phục vụ cho việc học tập, đạt kết quả tốt. Mời các bạn đón xem!
Môn: Đồ án chuyên ngành CNTP (Thiết kế) 11 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:



Preview text:
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIỆN KHOA HỌC & KỸ THUẬT VẬT LIỆU
ĐỒ ÁN THIẾT KẾ ĐÚC
Giảng viên hướng dẫn: PSG.TS Phạm Mai Khánh Lê Thanh Tùng : 20172382 Chu Hữu Giang : 20172230 Sinh viên thực hiện: lOMoAR cPSD| 59455093 MỤC LỤC
Giới Thiệu : ........................................................................................................... 2
I. Sơ lược về chi tiết : ............................................................................................ 3
1. Bản vẽ chi tiết : .............................................................................................. 3
2. Đặc điểm chi tiết : .......................................................................................... 4
3. Vật liệu đúc chi tiết : ...................................................................................... 4
II. Phân tích và lựa chọn phương án công nghệ đúc : ........................................ 5
1. Phương án 1 : ................................................................................................. 5
2. Phương án 2 : ................................................................................................. 6
3. Phương án 3 : ................................................................................................. 7
4. Lựa chọn phương án : ................................................................................... 8
III. Tính toán các thông số phương án công nghệ đúc : ..................................... 9
1. Sai lệch về kích thước và khối lượng : .......................................................... 9
2. Thiết kế ruột : .............................................................................................. 13
3. Tính toán hệ thống rót :............................................................................... 16
4. Đậu ngót : ..................................................................................................... 19
5. Mẫu, ruột và khuôn : ................................................................................... 23
6. Vật liệu làm khuôn và ruột : ....................................................................... 26
IV. Mô phỏng : .................................................................................................... 32
1. Mô hình mô phỏng : .................................................................................... 32
2. Quá trình điền đầy : .................................................................................... 33
V. Kết luận : ........................................................................................................ 35
Tài liệu tham khảo : ............................................................................................ 36 1 lOMoAR cPSD| 59455093 Giới Thiệu :
Ngành luyện kim từ trước đến nay luôn giữ một vai trò quan
trọng trong sự nghiệp xây dựng và phát triển xã hội chủ nghĩa của
nước ta. Có rất nhiều ngành nghề phát triển mạnh mẽ dựa trên cơ
sở ngành luyện kim và một trong số đó là ngành chế tạo máy. Mặc
dù có nhiều tiến bộ về khoa học và kỹ thuật ở khâu chế tạo phôi,
song cho đến nay phần lớn chi tiết của máy móc vẫn được chế tạo
bằng phương pháp đúc trong ngành luyện kim.
Khi thiết kế một chi tiết đúc, phải thoả mãn các yêu cầu về cơ
tính và tính chất làm việc khác đồng thời phải đảm bảo tính dễ
đúc. Ngược lại khi thiết kế một công nghệ đúc cần phải chú ý đến
quá trình gia công cơ khí về sau này, nhất là trong sản xuất lớn.
Tăng cường mối quan hệ giữ đúc và chế tạo cơ khí sẽ tạo kiều
kiện nâng cao chất lượng và hạ giá thành sản phẩm.
Đồ án “Thiết kế công nghệ đúc” đã giúp chúng em nắm được
quy trình đúc ra được một sản phẩm. Toàn bộ quá trình đúc phải
trải qua nhiều công đoạn và tính toán thiết kế. Từ đó chúng em có
cái nhìn khái quát về công nghệ đúc. Chúng em xin được cảm ơn
PGS.TS Phạm Mai Khánh đã tận tình hướng dẫn để chúng em
có thể hoàn thành đồ án! Sinh Viên Thực Hiện :
Lê Thanh Tùng – Chu Hữu Giang 2 lOMoAR cPSD| 59455093
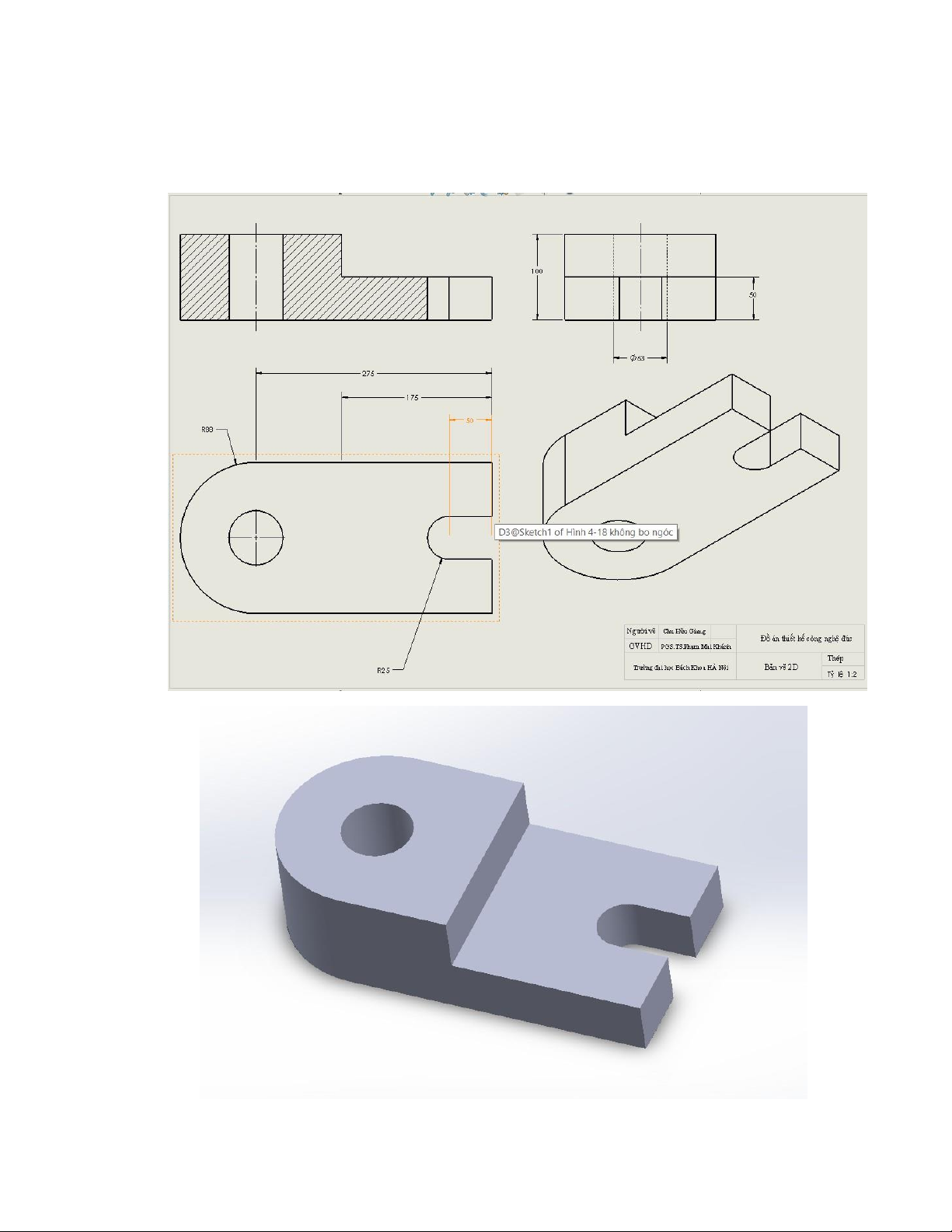
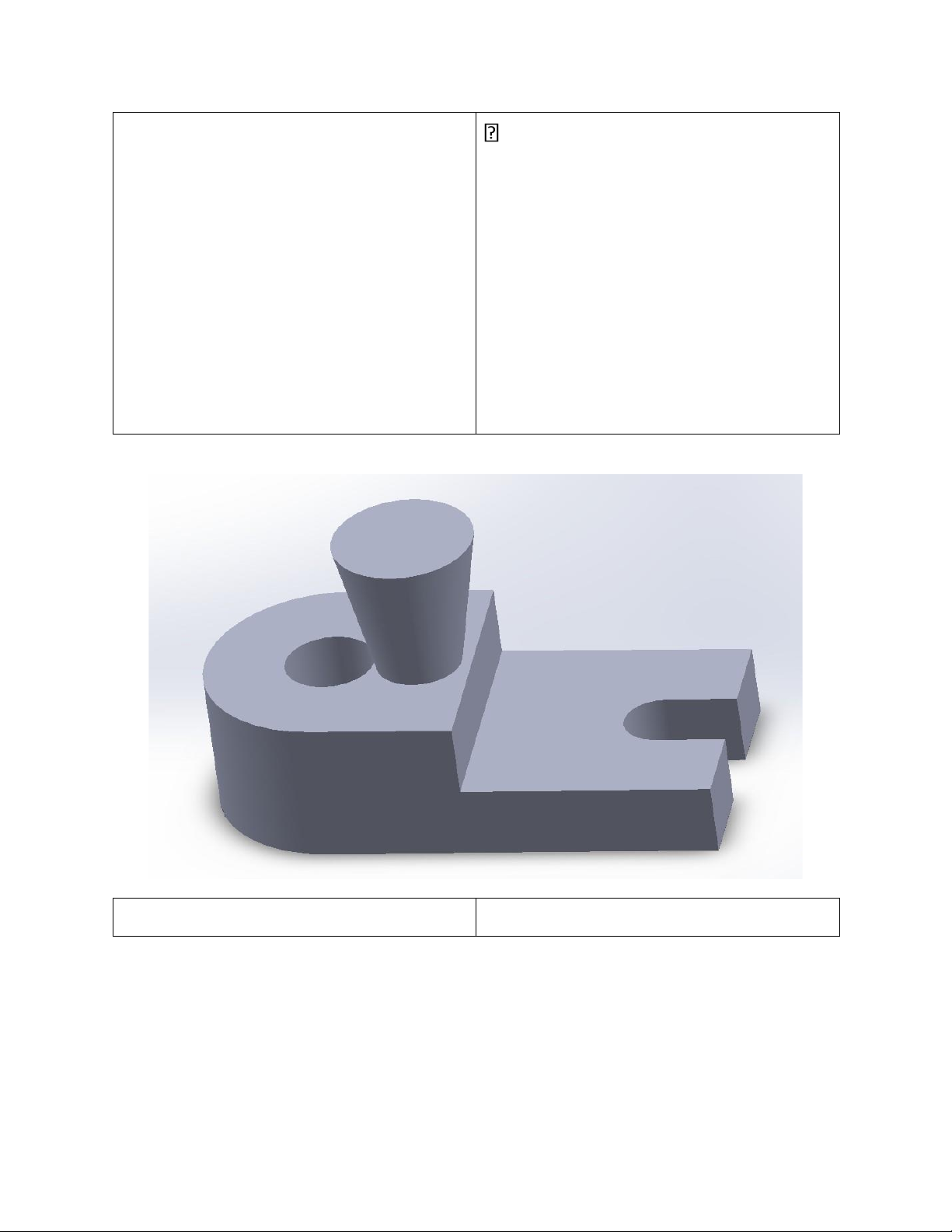
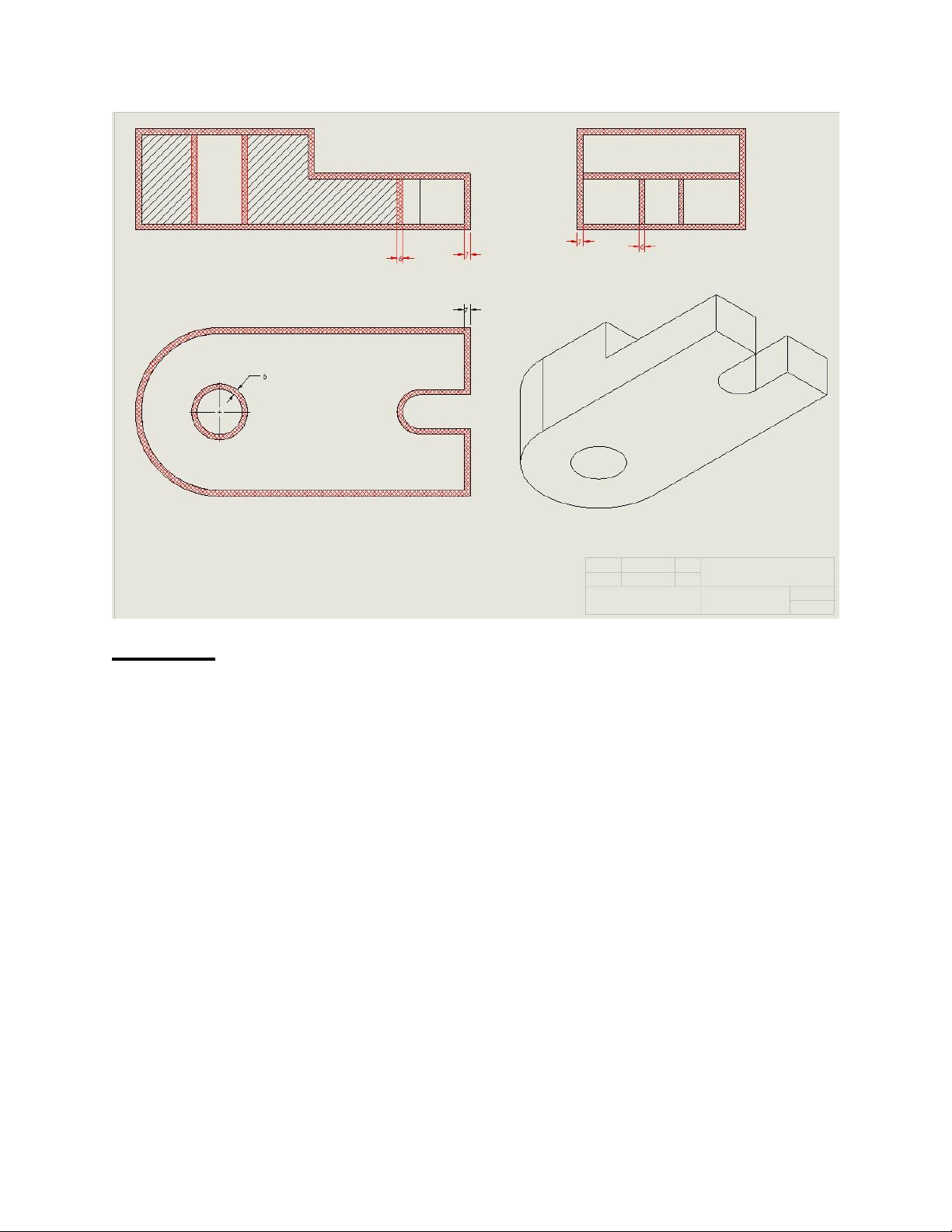
I. Sơ lược về chi tiết : 1.Bản vẽ chi tiết : 3 lOMoAR cPSD| 59455093
2.Đặc điểm chi tiết :
Khi thiết kế công nghệ một chi tiết đúc ta phải nghiên
cứu bản vẽ chi tiết đúc để hiểu hình dạng kích thước, điều
kiện làm việc, vị trí của chi tiết trong máy, đặc điểm của
vật liệu chế tạo chi tiết cũng như yêu cầu về cơ lý tính của
toàn bộ chi tiết, của từng phần chi tiết, cách gia công chi
tiết sau này… Tìm hiểu càng đầy đủ bản thiết kế công
nghệ đúc càng có chất lượng tốt, sản phẩm ra sẽ đạt hiệu
quả kinh tế cao, vật đúc ít bị hư hỏng.
Đặc điểm của vật liệu và yêu cầu cơ tính của chi tiết :
• Chi tiết có độ dày không đều ( hình chiếu cạnh): Chỗ dày
nhất là 100 mm và chỗ dày ít nhất là 56.5 mm.
• Khối lượng vật đúc được xác định bằng phần mềm solid work là 32 kg.
• Hướng đông đặc là từ thành dày đến thành mỏng.
• Chi tiết khi đúc cần đặt ruột thẳng đứng.
• Ruột cần phải nhỏ hơn kính thước thực của lỗ để đảm bảo
lượng dư gia công cũng như độ co ngót của vật liệu.
3.Vật liệu đúc chi tiết :
Trong đồ án Thiết kế công nghệ đúc này, để đúc chi
tiết chúng em chọn mác thép C45 vì những đặc tính phù hợp
của mác thép đối với yêu cầu của chi tiết.
Thép C45 là thép Carbon có hàm lượng Carbon là
0,45% (0,45%C), ngoài ra loại thép này còn chứa các tạp 4 lOMoAR cPSD| 59455093
chất khác như silic, mangan, lưu huỳnh, crom, phốt pho,
đồng, niken… C45 là một loại thép hợp kim có hàm lượng
cacbon cao, có độ cứng, độ kéo phù hợp cho việc chế tạo
khuôn mẫu, ứng dụng trong cơ khí chế tạo máy, các chi tiết
chịu tải trọng cao và sự va đập mạnh. Mác % C min- % Si min- % Mn % P % S % Cr Thép max max min-max max max min- max
C45 0,42 - 0,50 0,15 - 0,35 0,5 - 0,8 0,025 0,025 0,2 - 0,4
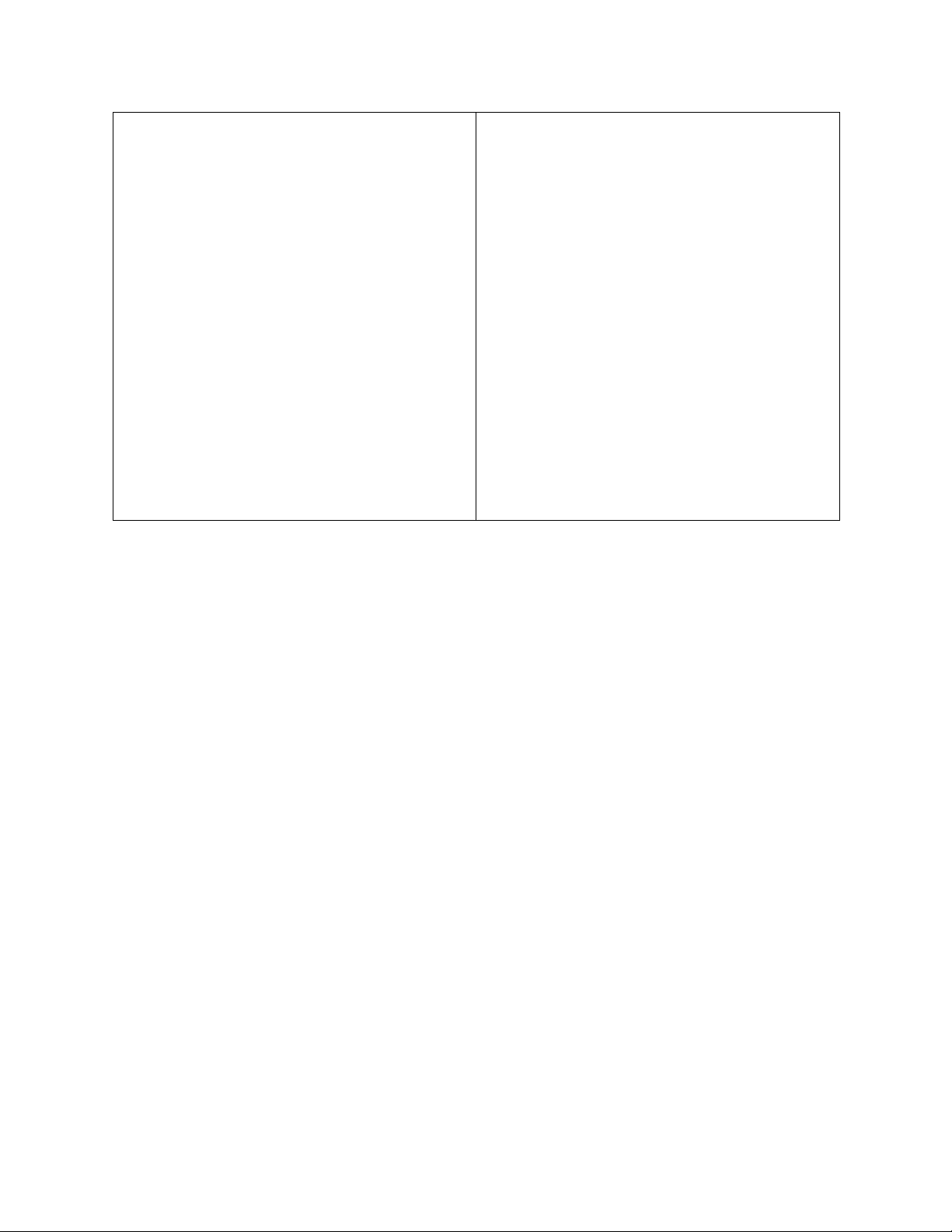
Chọn phương pháp đúc : - Đúc khuôn cát tươi - Khuôn làm bằng tay - Mẫu gỗ II.
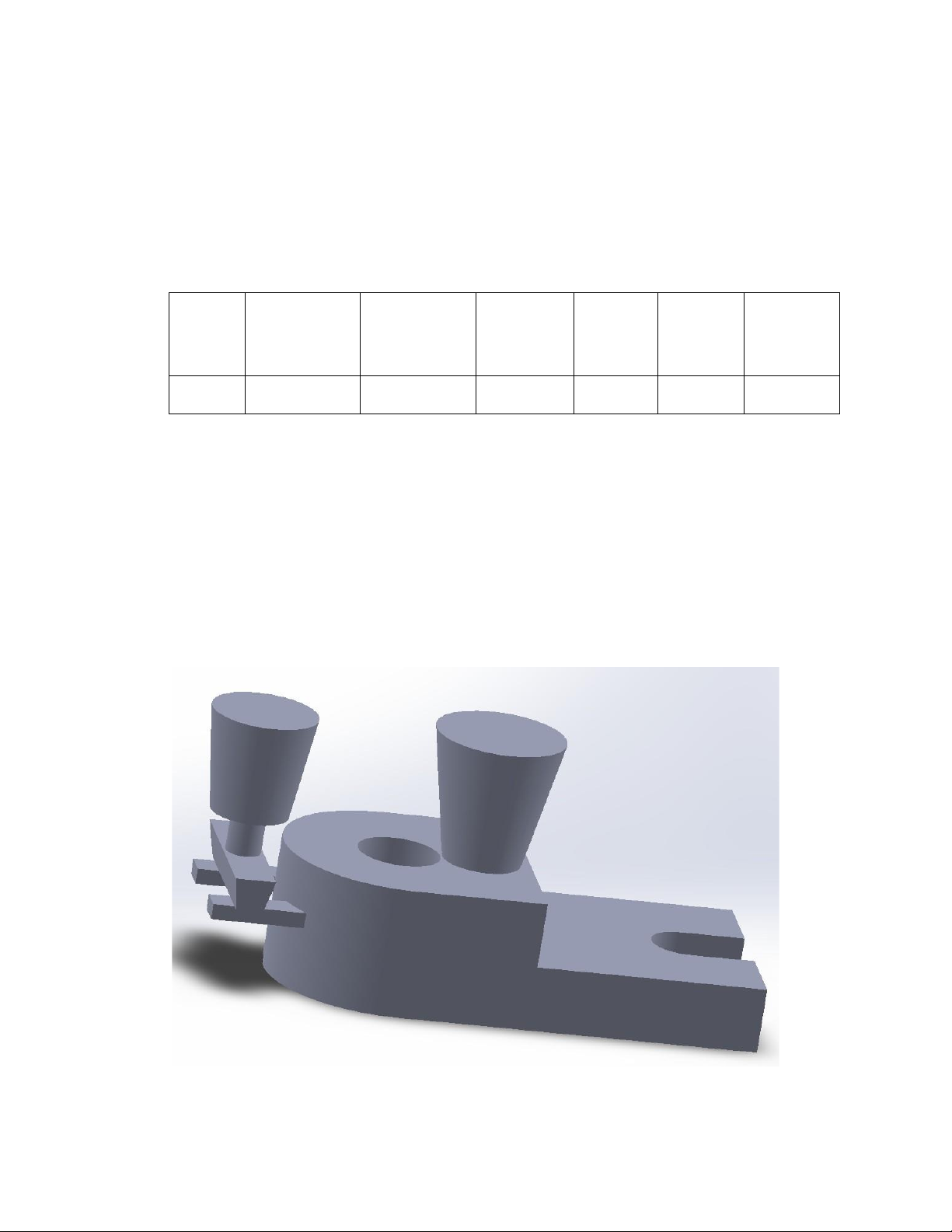
Phân tích và lựa chọn phương án công nghệ đúc : 1. Phương án 1 : 5 lOMoAR cPSD| 59455093 Ưu điểm Nhược điểm
• Mặt phân khuôn là mặt Vì mặt phân khuôn cắt mẫu
phẳng nên thuận lợi cho việc
làm đôi nên khi ráp khuôn dễ làm khuôn.
bị lệch, dễ có bavia ở mặt
• Việc đặt đậu ngót cũng dễ phân khuôn hơn 1 chút vì
dàng và không bị ảnh hưởng phải làm mẫu 2 nửa.
tới bề mặt làm việc của chi tiết.
• Chiều cao của vật đúc trong khuôn thấp.
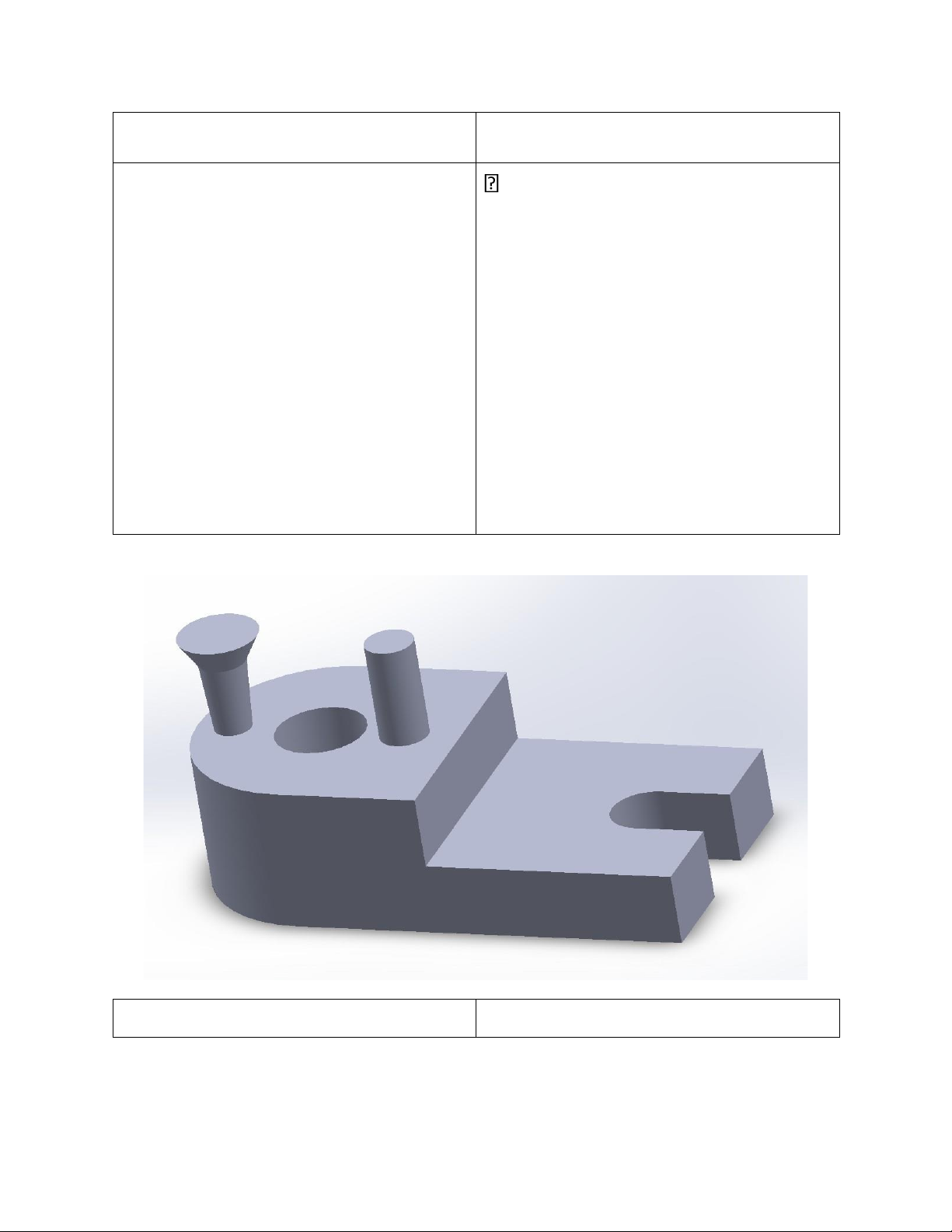
• Việc làm mẫu gỗ đơn giản. 2. Phương án 2 : Ưu điểm Nhược điểm 6 lOMoAR cPSD| 59455093
• Mặt phân khuôn là mặt Không có hệ thống rãnh lược
phẳng nên thuận lợi cho việc
xỉ và rãnh rót nên dòng chảy làm khuôn.
kim loại dễ bị cuốn theo
• Hệ thống rót được đặt trực
những tạp chất làm giảm độ
tiếp trên bề mặt vật đúc nên
sạch của kim loại dẫn đến điền đầy khuôn nhanh.
sản phẩm đúc không đạt yêu
• Ít gây hao phí vật liệu cho hệ cầu. thống rót. 3. Phương án 3 : Ưu điểm Nhược điểm 7 lOMoAR cPSD| 59455093
• Mặt phân khuôn là mặt • Không có hệ thống rãnh
phẳng nên thuận lợi cho việc
lược xỉ và rãnh rót nên dòng làm khuôn.
chảy kim loại dễ bị cuốn
• Hệ thống rót được đặt trực
theo những tạp chất làm
tiếp vào cùng đậu ngót của
giảm độ sạch của kim loại vật đúc.
dẫn đến sản phẩm đúc không
• Tiêu tốn ít vật liệu vào hệ đạt yêu cầu. thống rót.
• Phải đặt thêm nhiều đậu hơi để khí trong lòng khuôn
thoát ra, đôi khi dùng để bổ
sung kim loại cho vật đúc.
4.Lựa chọn phương án :
Qua những phân tích về ưu – nhược điểm của 3 phương
án công nghệ đúc trên, chúng em quyết định lựa chọn
phương án 1 để thực hiện. 8 lOMoAR cPSD| 59455093
III. Tính toán các thông số phương án công nghệ đúc :
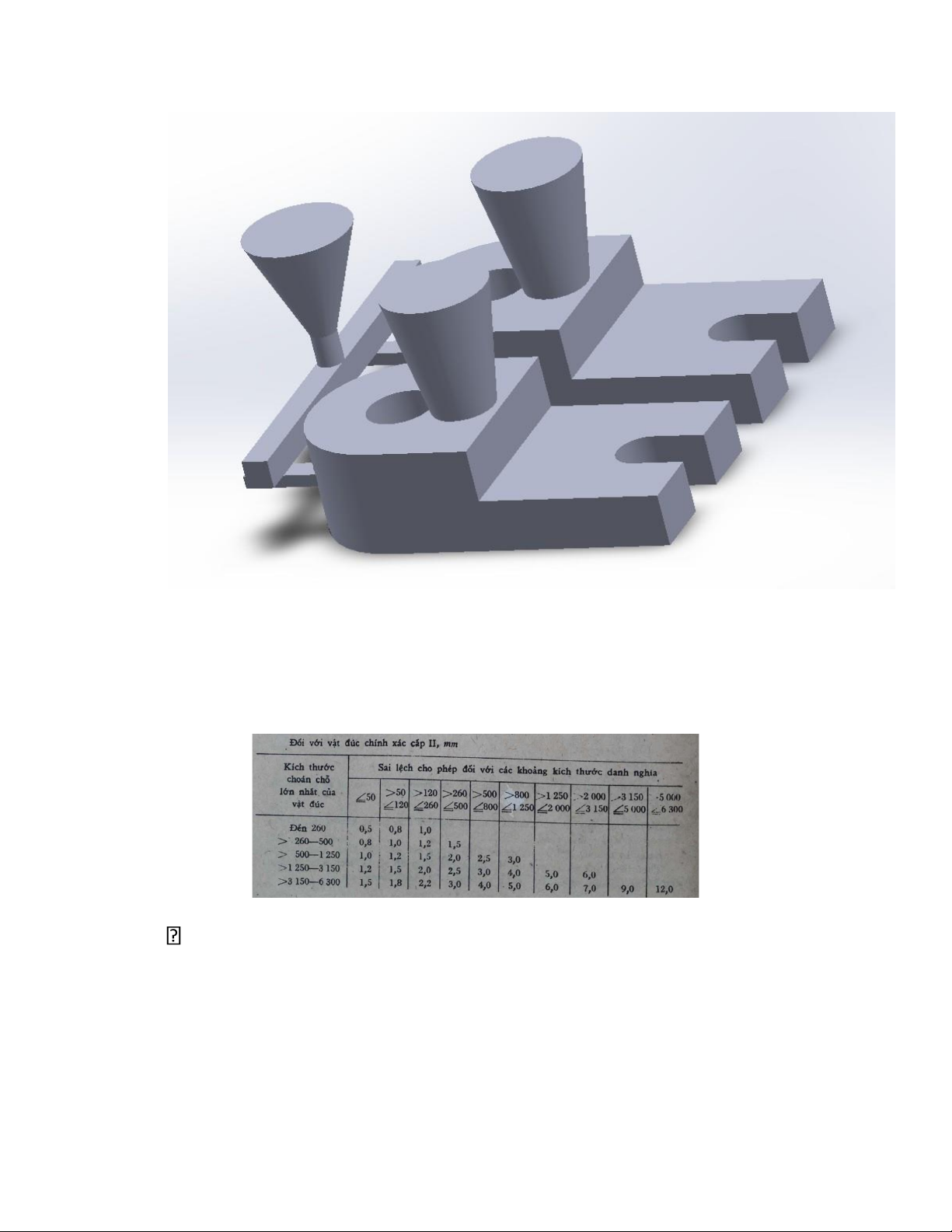
1. Sai lệch về kích thước và khối lượng :
Sai lệch cho phép (±) về kích thước vật đúc bằng thép
Sai lệch cho phép: ±1.5 9 lOMoAR cPSD| 59455093
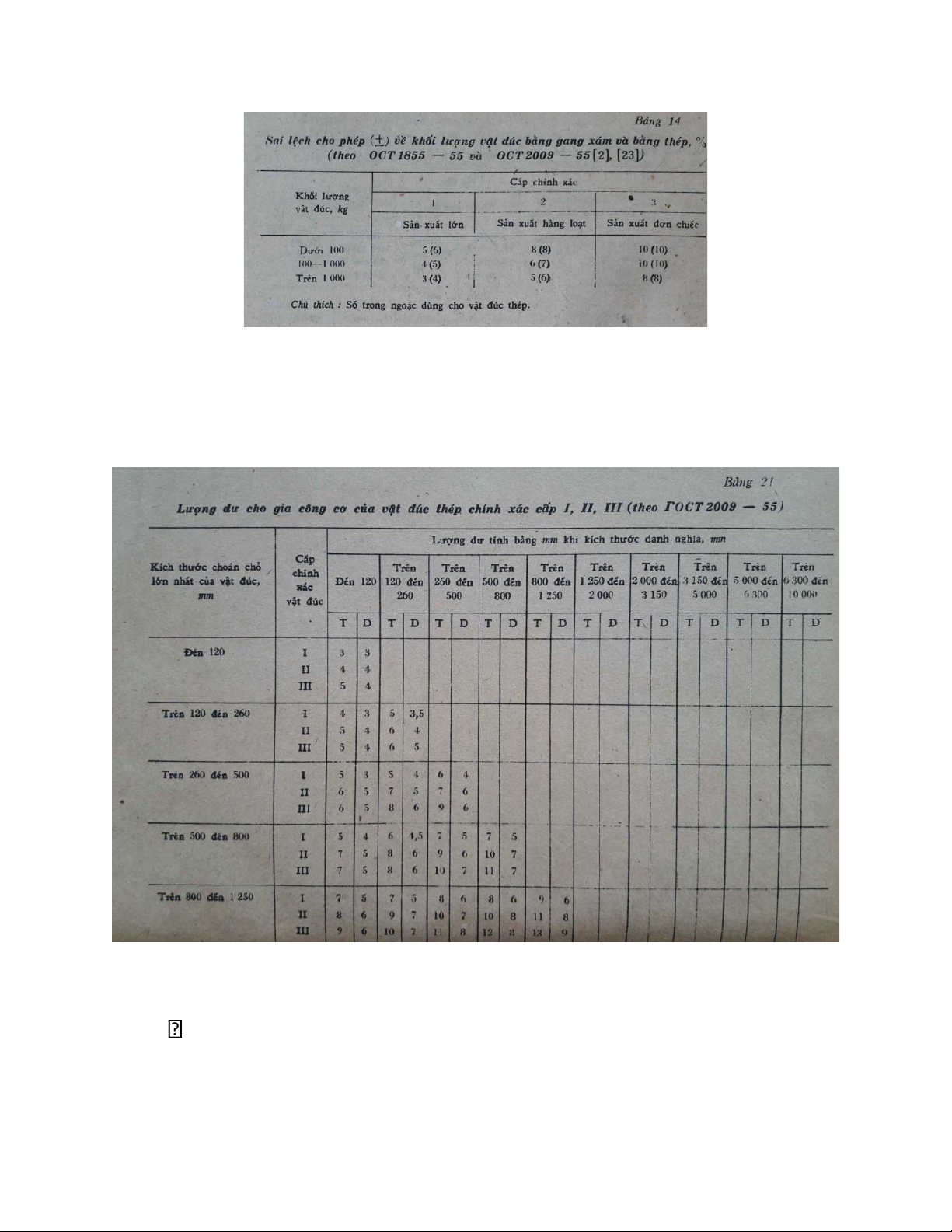
Vật đúc với khối lượng 64 kg lấy sai số về khối lượng là 8 với cấp
chính xác 2 sản xuất hàng loạt.
Lượng gia công cơ khí :
Với kích thước choán chỗ lớn nhất của vật đúc L = 363 mm
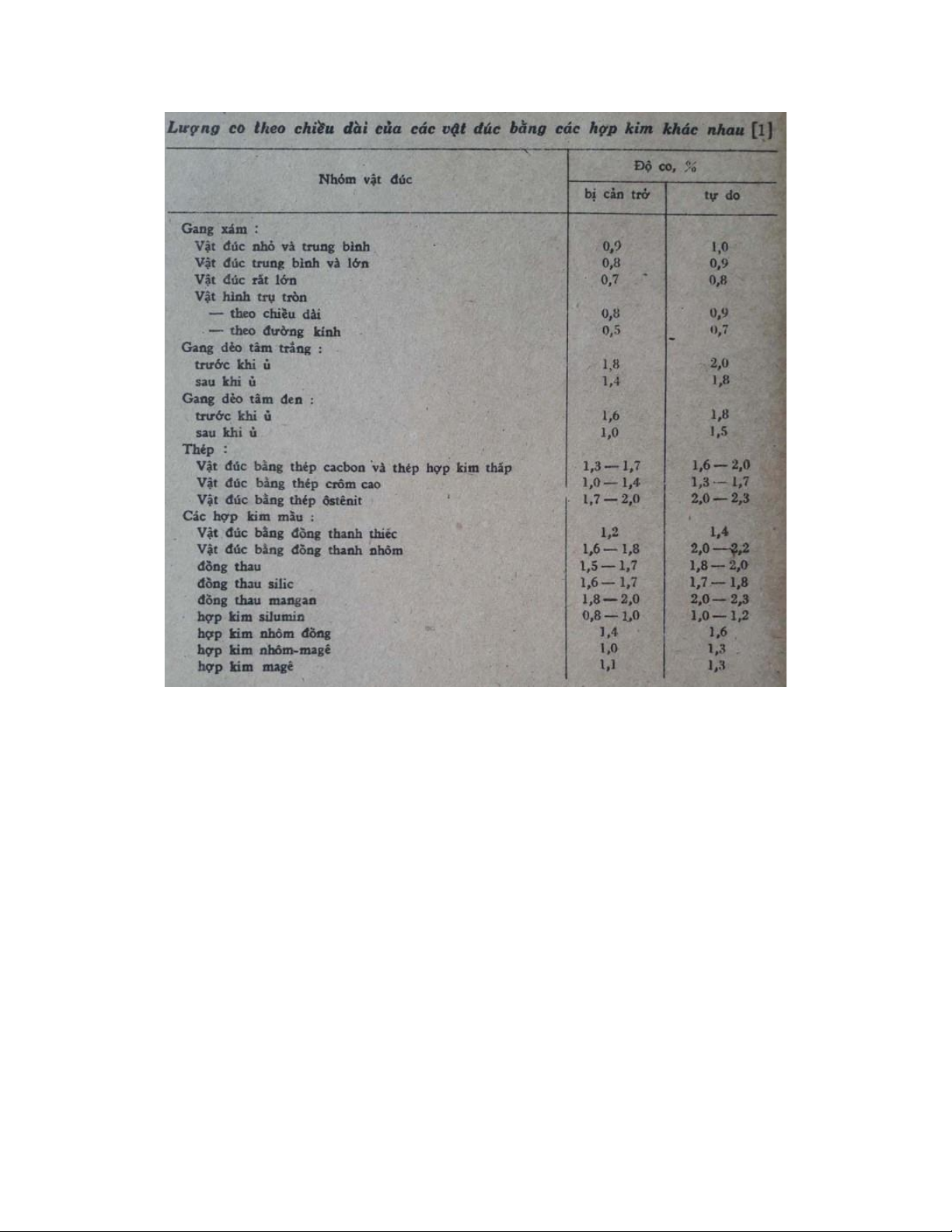
ta chọn lượng dư cho gia công cơ: T: 6mm ; D: 5m Lượng trừ co : 10 lOMoAR cPSD| 59455093
Với việc chọn vật liệu chi tiết là Thép
C45 Ta lấy lượng co theo chiều dài: 1.5%
theo chiều dài nhất của vật đúc là 363 mm
=> Lượng co cho toàn vật đúc là 5.5 mm
Lượng dư công nghệ : 11 lOMoAR cPSD| 59455093
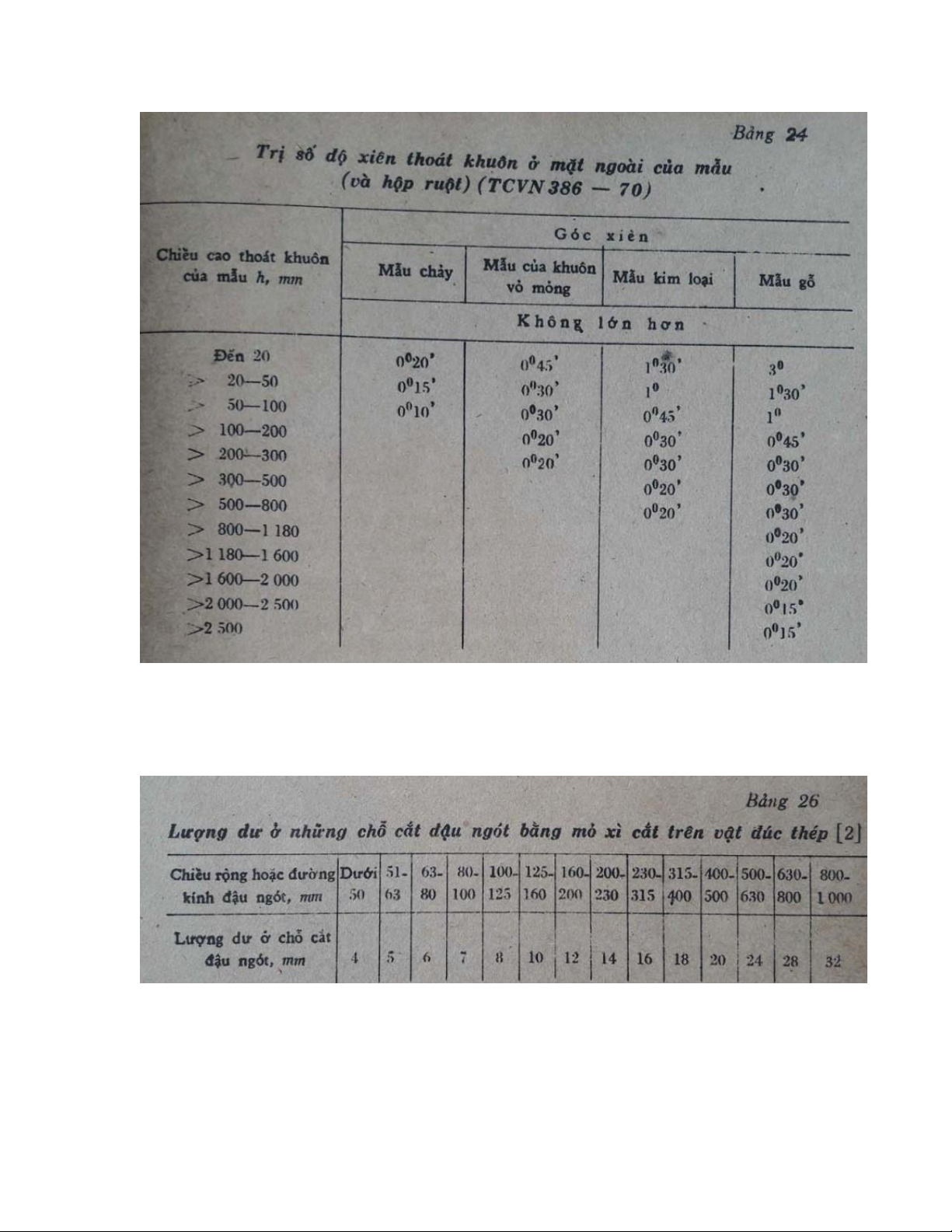
Chiều cao thoát khuôn của mẫu 50-100 mm với mẫu gỗ ta lấy
độ xiên thoát khuôn là 1°
Đường kính đậu ngót là 60 mm nên lượng dư tại chỗ cắt đậu ngót là 5 mm 12 lOMoAR cPSD| 59455093
Kết luận : Lương dư sai lệch tổng:±7mmvớimặt ngoàicủamẫuvà±6 mm
2. Thiết kế ruột :
a)Hình dáng của đầu gác ruột
Khi xác định hình dáng và kích thước của các đầu gác ruột, cần phải tính toán đến:
- Dễ dàng khi đặt ruột vào ổ gác.
- Ngăn ngừa ruột bị xê dịch trong ổ gác theo hướng thẳng gócvới
trục đầu gác, xê dịch dọc theo trục hoặc xoay quanh trục.
- Lực sinh ra do trọng lượng bản thân ruột, do tác động của
kimloại lỏng và áp lực trên một đơn vị bề mặt của ruột gác và 13 lOMoAR cPSD| 59455093
dầu gác ruột; tránh bịt kín đường thông hơi và đề phòng mép
đầu gác bị vỡ làm rơi hỗn hợp cát vào ổ gác trong khi đặt ruột vào khuôn.
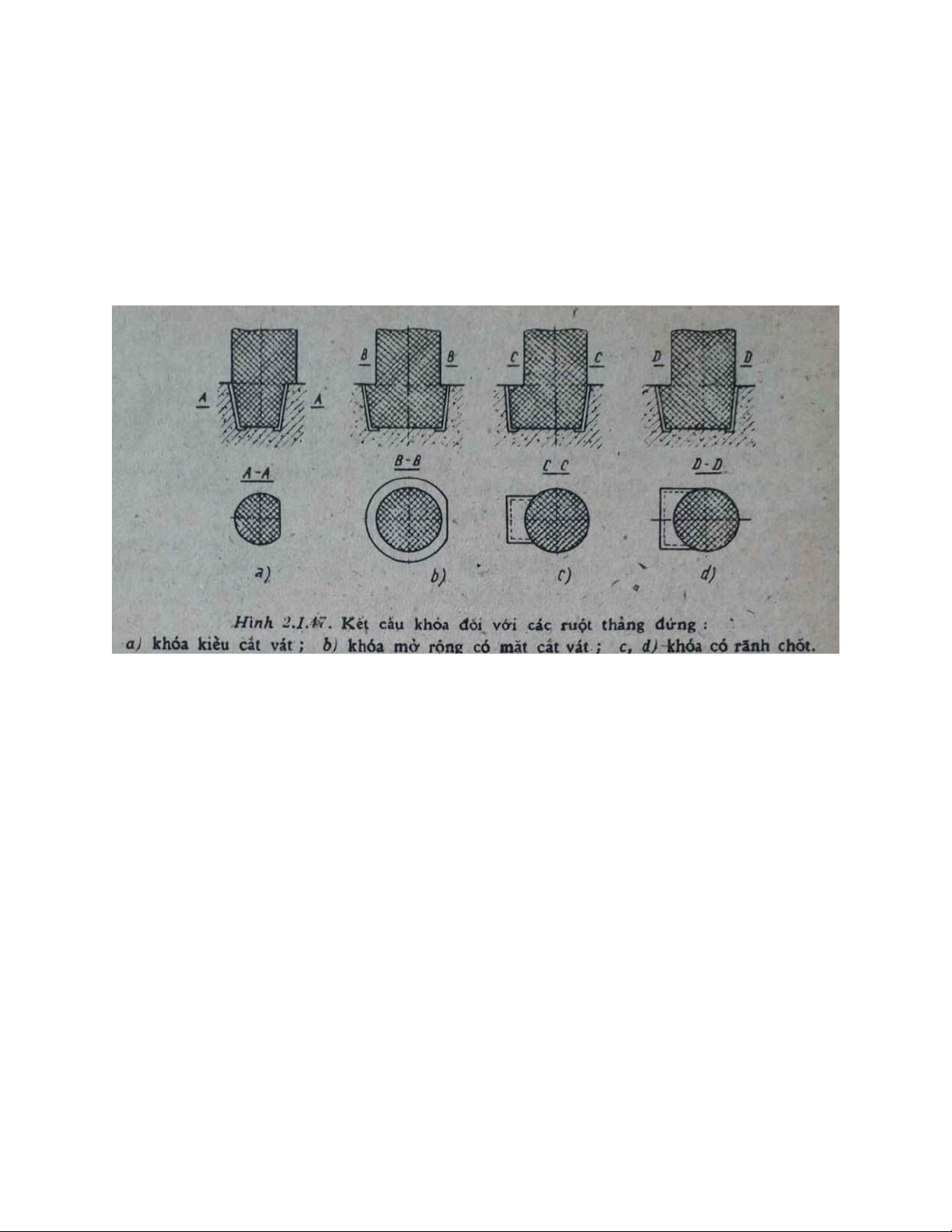
Để tránh ruột bị xê dịch dọc hay quay quanh trục, có thể dùng các kiểu khóa ruột.
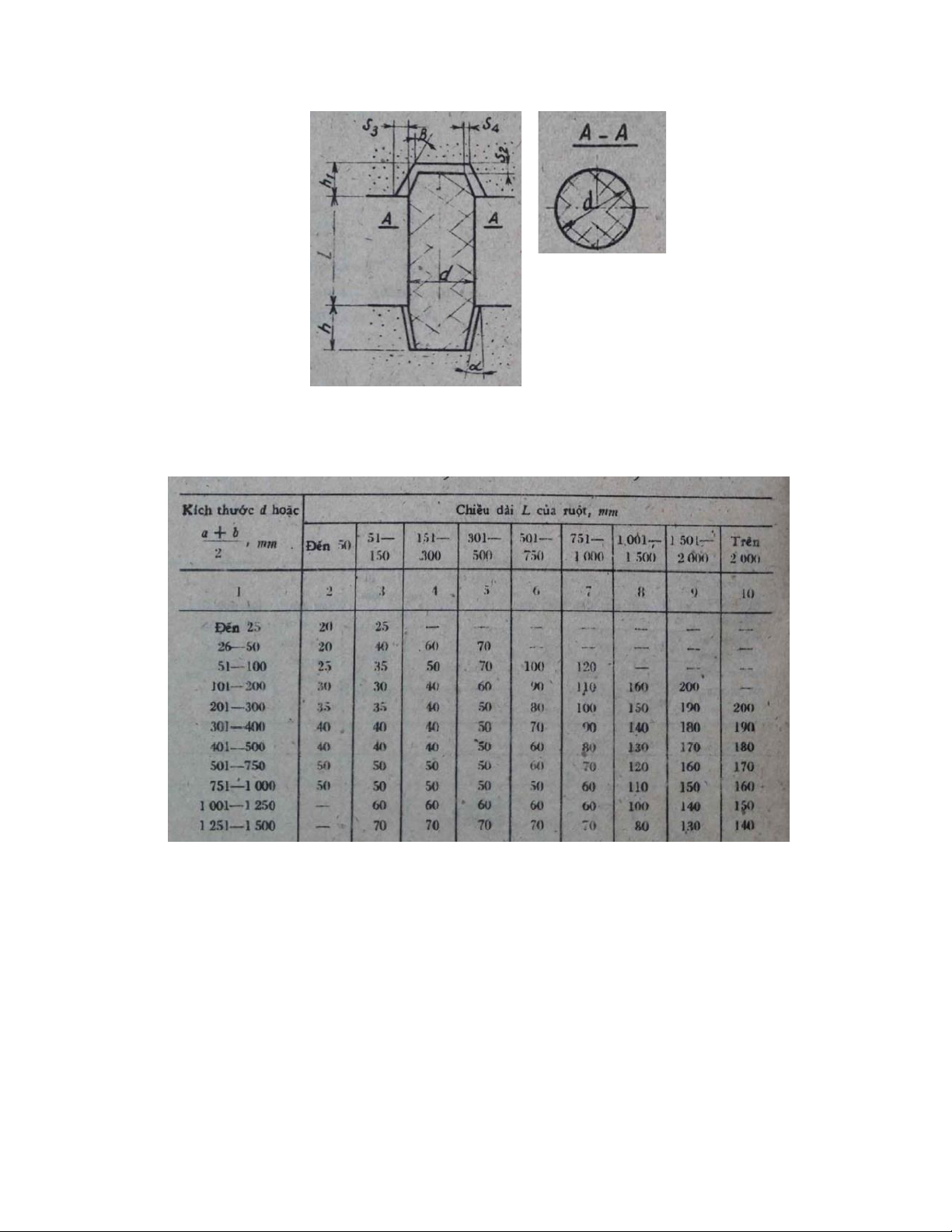
b)Kích thước đầu gác ruột, ổ gác ruột và khe hở giữa chúng
Hình dáng của ruột cơ bản tương ứng với hình dáng phần rỗng
trong vật đúc. Ta thiết kế ruột dạng hình trụ liền khối được đặt thẳng đứng. 14 lOMoAR cPSD| 59455093
Với đường kình d = 63 mm, chiều dài cảu ruột L = 100 mm.
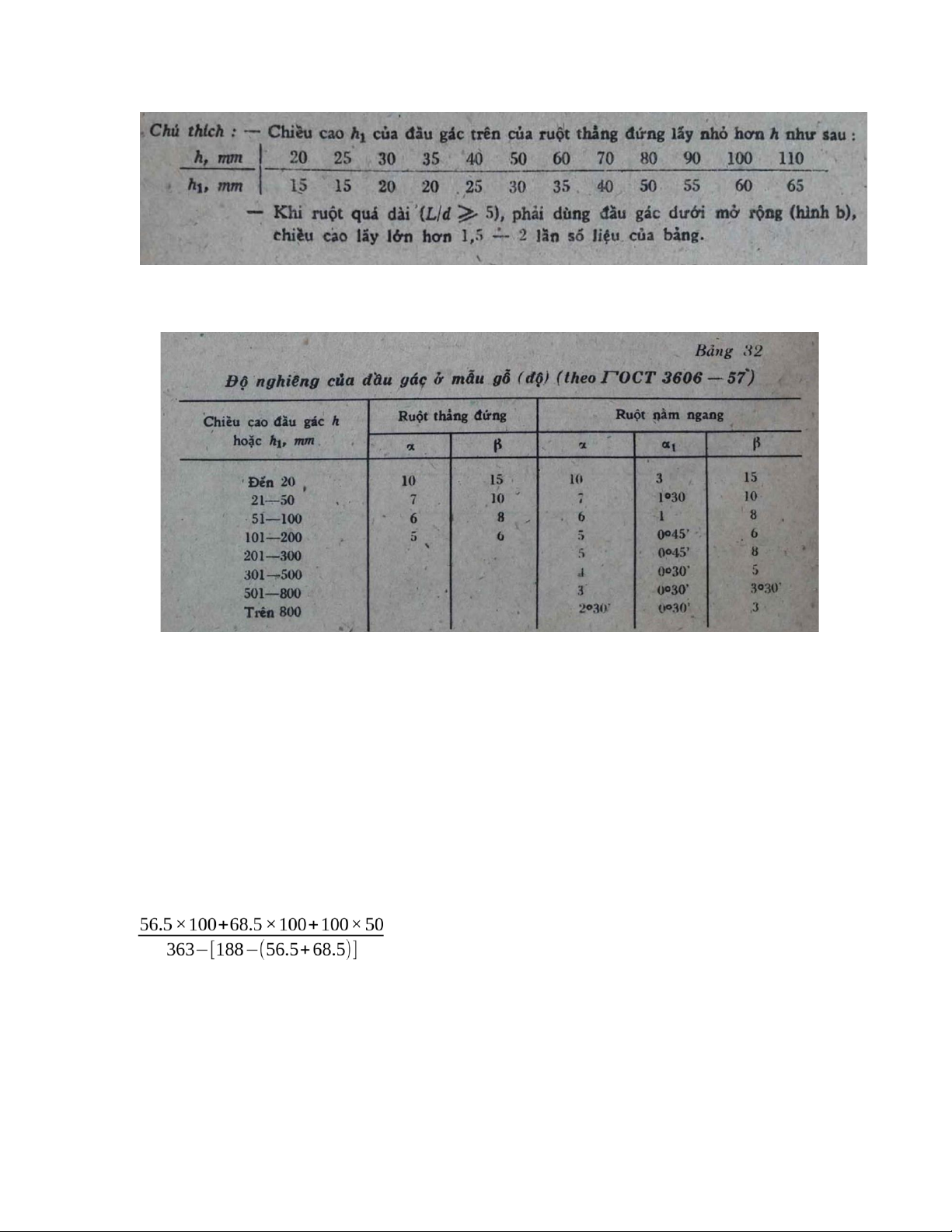
Ta chọn chiều cao đầu gác ruột dưới h = 35mm=> h1=20mm. 15 lOMoAR cPSD| 59455093
Với h = 35 mm theo bảng 32 ta chọn độ nghiêng nửa trên là
7°và nửa dưới là 10°.
Khe hở đầu gác ruột theo bảng 33 với h = 35 => S1=S2=0.25 mm, S3=1.5 mm.
3. Tính toán hệ thống rót :
Chiều dày thành vật đúc: g= =58.3(mm)
Khối lượng vật đúc: 32 kg
Giả sử khối lượng hệ thống rót bằng 25% vật đúc G =32*125%= 40 (kg) 16 lOMoAR cPSD| 59455093
Thể tích vật đúc: V = 4046 cm3
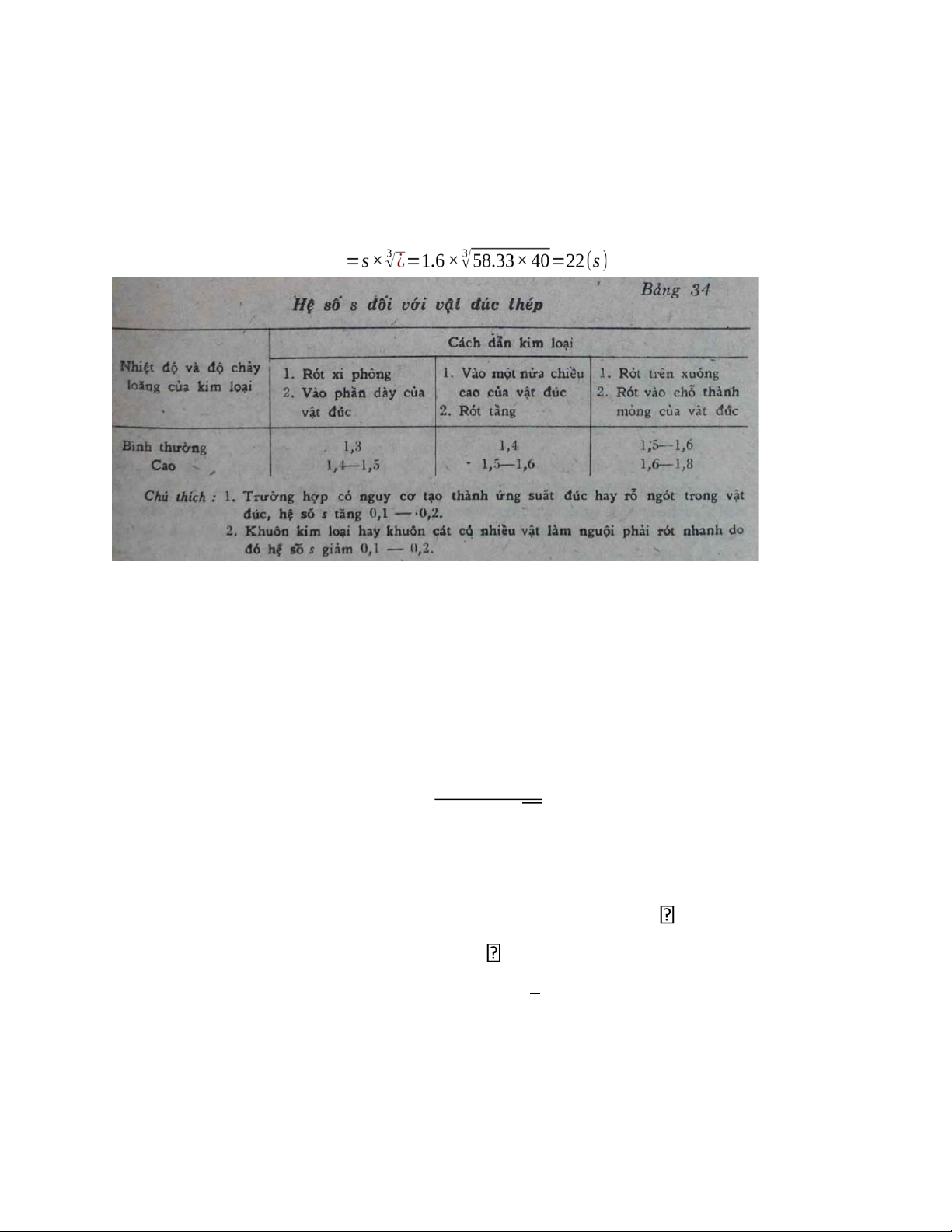
Thời gian rót hợp lý được xác định theo công thức thực nghiệm: t
Chọn cách dẫn kim loại vào một nửa chiều cao vật đúc và rót tầng nên s = 1.6
❖ Diện tích nhỏ nhất của hệ thống rót h tb G Fmin= 0.31.μ.t.√h tb
• G: Khối lượng vật đúc kể cả hệ thống rót, ngót
• μ: Hệ số trở lực riêng của khuôn (μ = 0,25) h :Cột áp thủy tb
tĩnh trung bình của kim loại t: thời gian rót. p 2 htb=H− 2C
• H: áp suất thỷ tĩnh ban đầu lớn nhất = 20 cm 17 lOMoAR cPSD| 59455093
• P: chiều cao vật đúc trên rãnh dẫn = 5.5cm
• C: chiều cao vật đúc ở vị trí rót = 100 mm h tb F
Mà với vật đúc thép tiết diện nhỏ nhất là tiết diện rãnh dẫn nên ta
lấy Fd=5.96 cm2
Mà có 2 rãnh dẫn nên F 1 rãnh dẫn = 3
Đối với vật đúc bằng thép đơn giản thành dày, ta chọn tỷ lệ sau:
Fd :F x:Fr=1:1.05:1.1
Fx=6.3cm2,Fr=6.5cm2
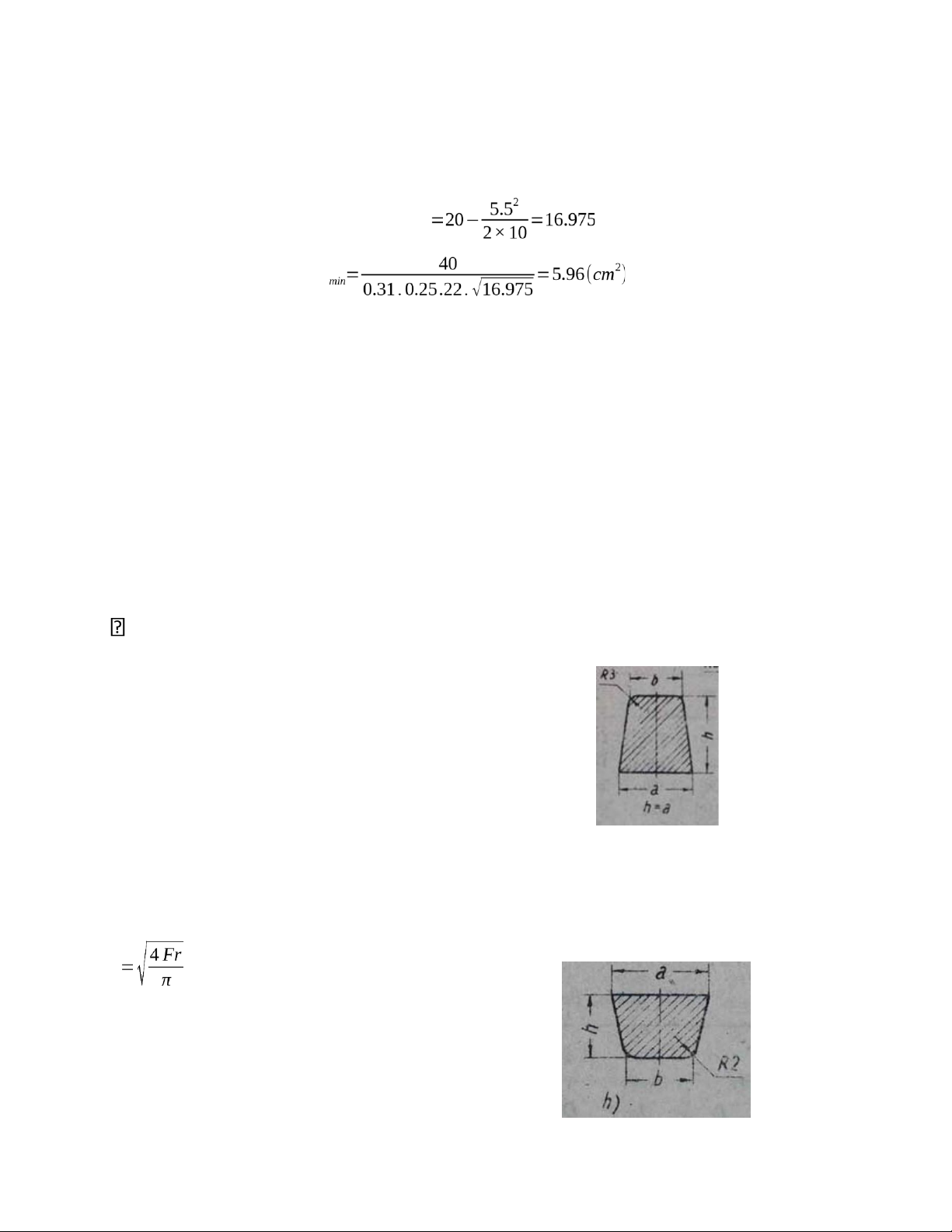
+) Đối với rãnh lọc xỉ có: Fx=6.3cm2
Với h = a = 26 cm b = 20 cm c = 27 cm
+) Đối với rãnh dẫn có Fd=3
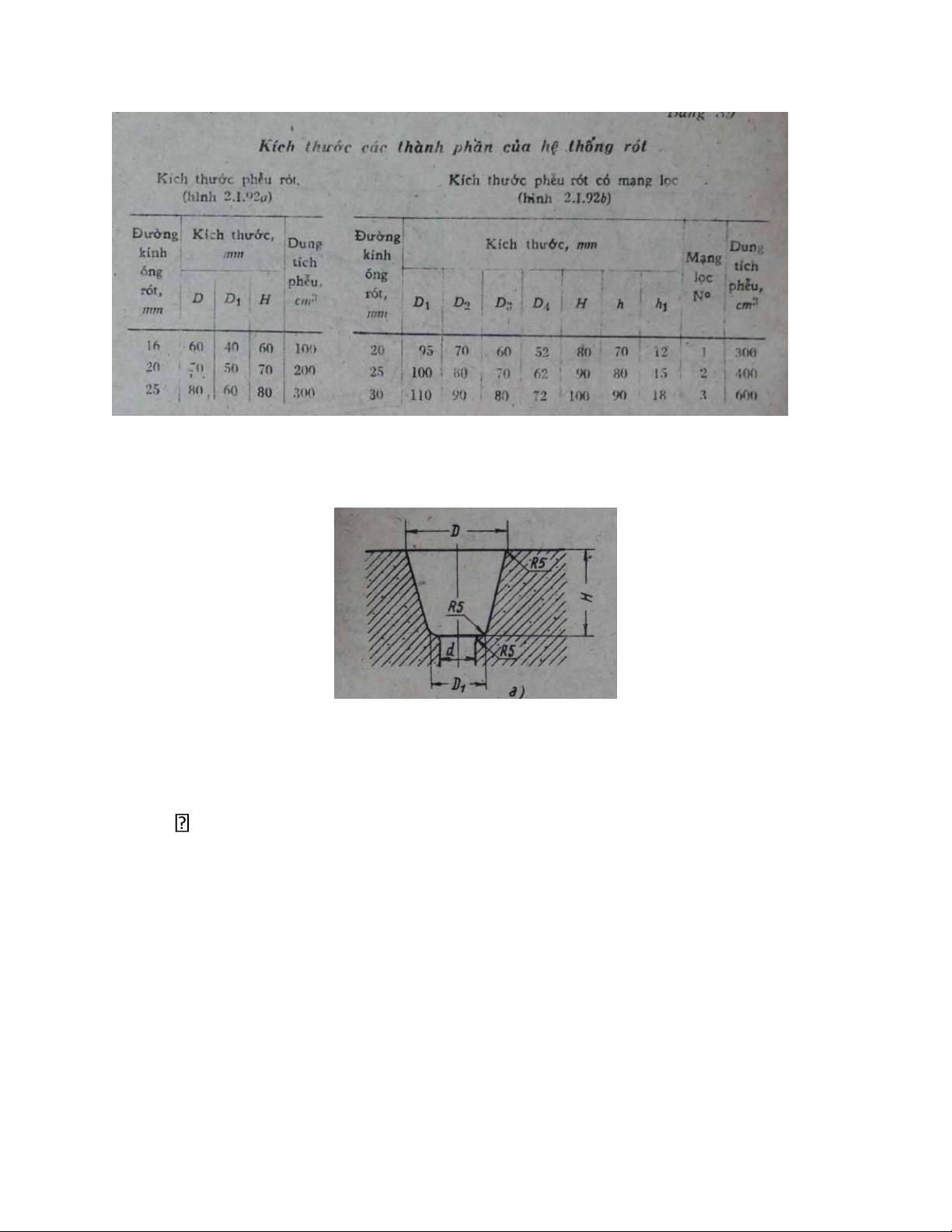
h = 12 cm a = 25 cm b = 22 cm +) Đường kính ống rót d =2.7 (cm) 18 lOMoAR cPSD| 59455093
=> Kích thước phễu rót: d=25, D=80 mm, D1=60 mm, H=80 mm 4. Đậu ngót :
Vị trí đặt đậu ngót
Cách xác định vị trí đặt đậu ngót dựa theo nguyên tắc sau:
+) Đậu ngót được đặt trên phần dày nhất của vật đúc.
+) Đậu ngót không làm cản trở sự co tự do của vật đúc. Để
tránh nứt cổ khi phải đặt ruột xốp ở vùng cản co; +) Đậu ngót phải
dễ cắt ra và dễ làm sạch. 19
Tài liệu liên quan:
-
Đồ án chuyên ngành - Thiết kế và điều khiển mô hình con lắc ngược Furuta môn Đồ án chuyên ngành CNTP (Thiết kế) | Trường Đại học Bách Khoa Hà Nội
113 57 -

Thí nghiệm CN ngũ cốc: Quy trình xay xát và sản xuất bánh mỳ môn Đồ án chuyên ngành CNTP (Thiết kế) | Trường Đại học Bách Khoa Hà Nội
124 62 -

Thí nghiệm Công nghệ sản xuất cồn từ bột sắn môn Đồ án chuyên ngành CNTP (Thiết kế) | Trường Đại học Bách Khoa Hà Nội
106 53 -

Đồ án Thiết kế Phân xưởng sản xuất cá mòi sốt cà chua đóng hộp môn Đồ án chuyên ngành CNTP (Thiết kế) | Trường Đại học Bách Khoa Hà Nội
122 61